
Influence of Microgroove Structure on Cutting Performance and Chip Morphology during the Turning of Superalloy Inconel 718


Abstract
:1. Introduction
2. Materials and Methods
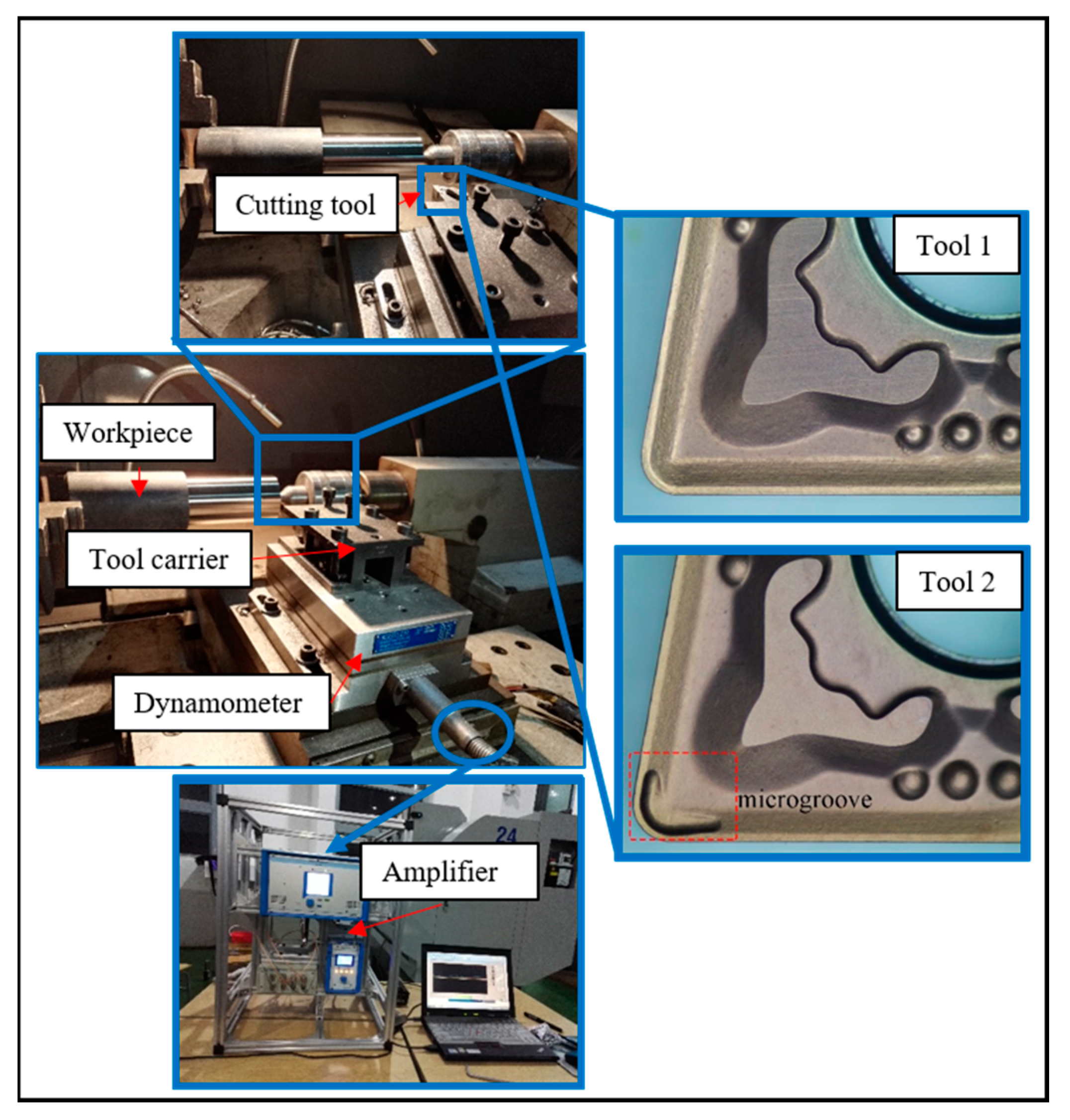
2.1. Experimental Tests
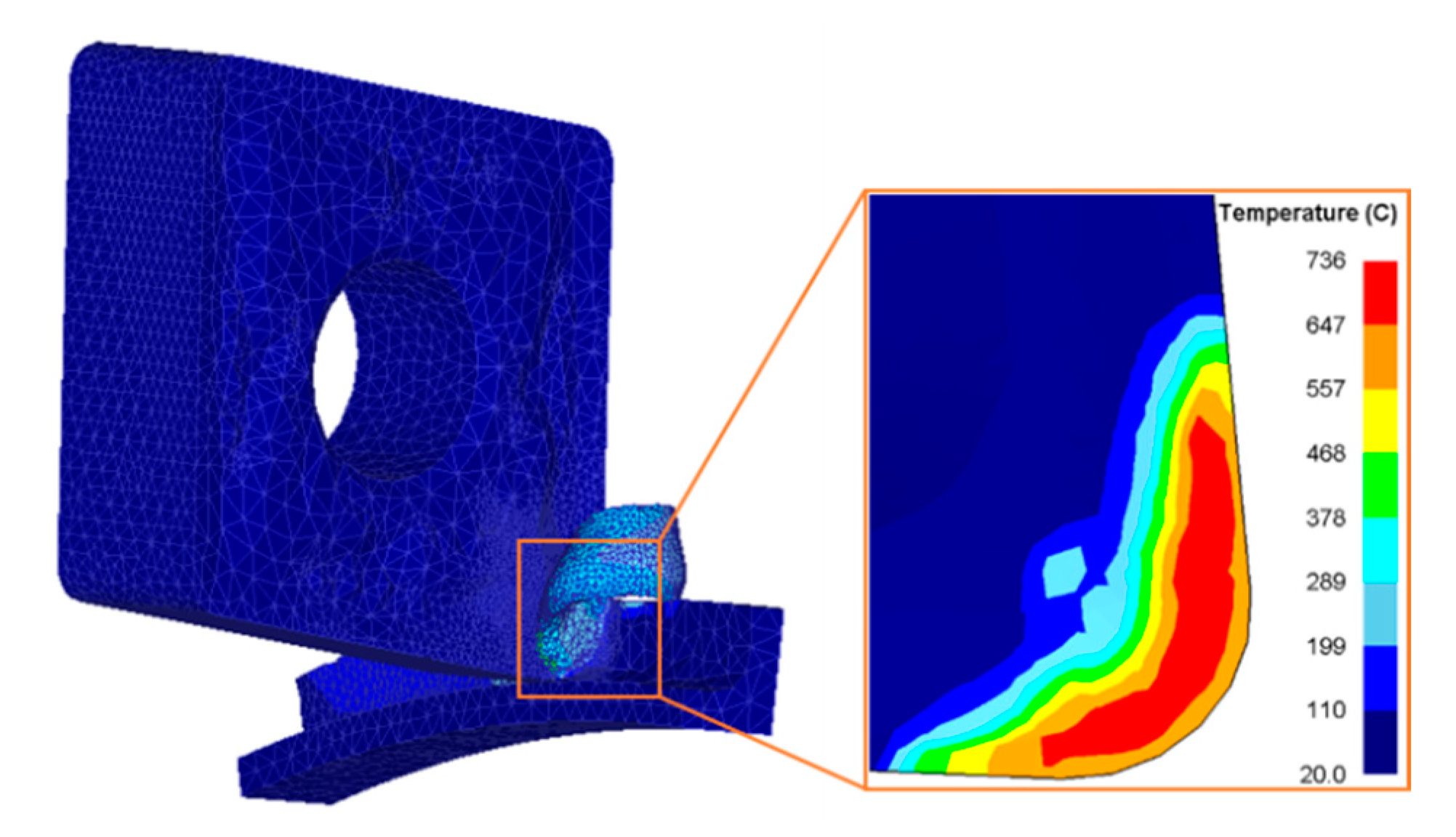
2.2. FEM Simulations
3. Results and Discussion
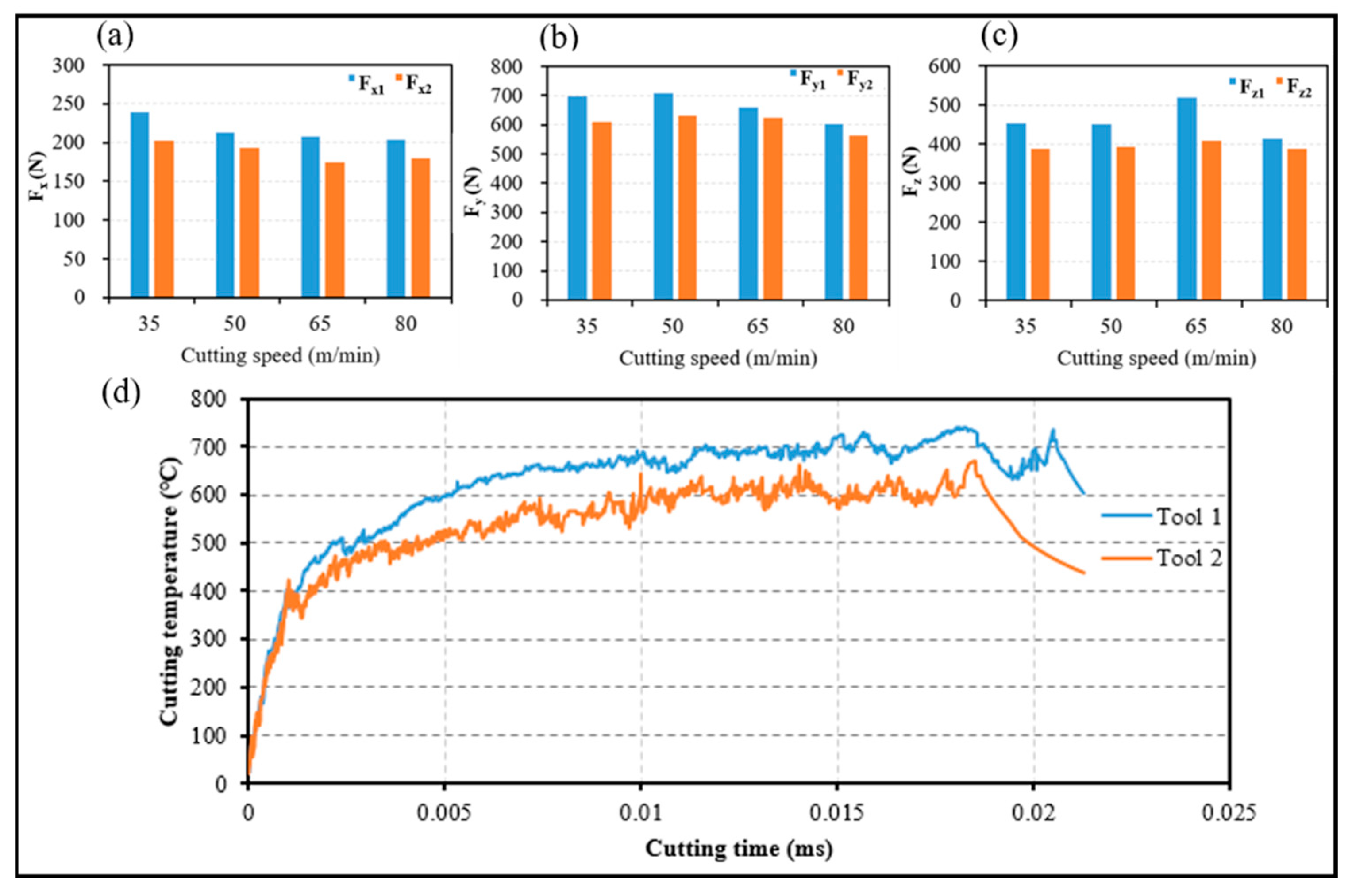
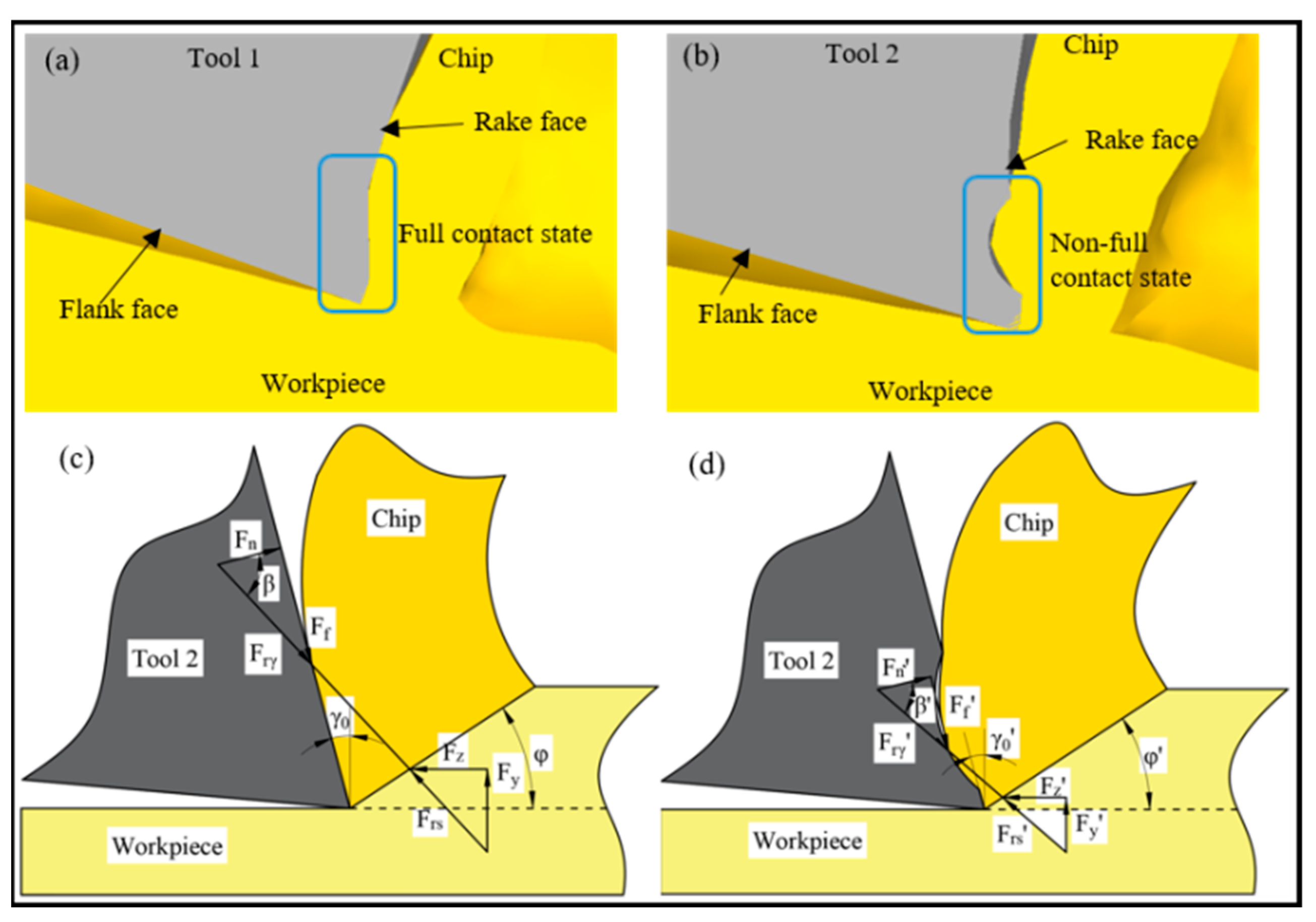
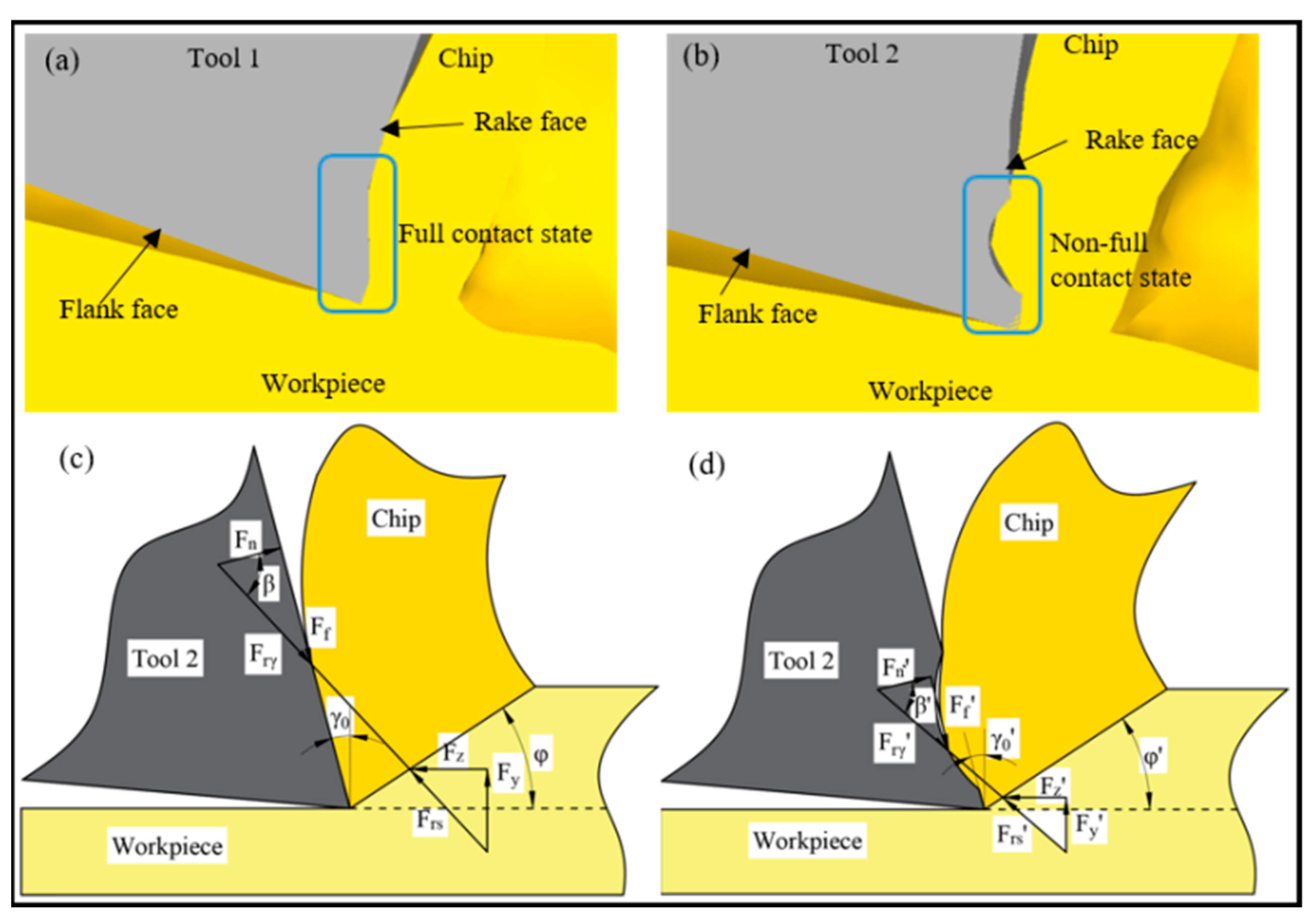
3.1. Effect of Microgroove on Cutting Force and Temperature during the Turning of Superalloy Inconel 718
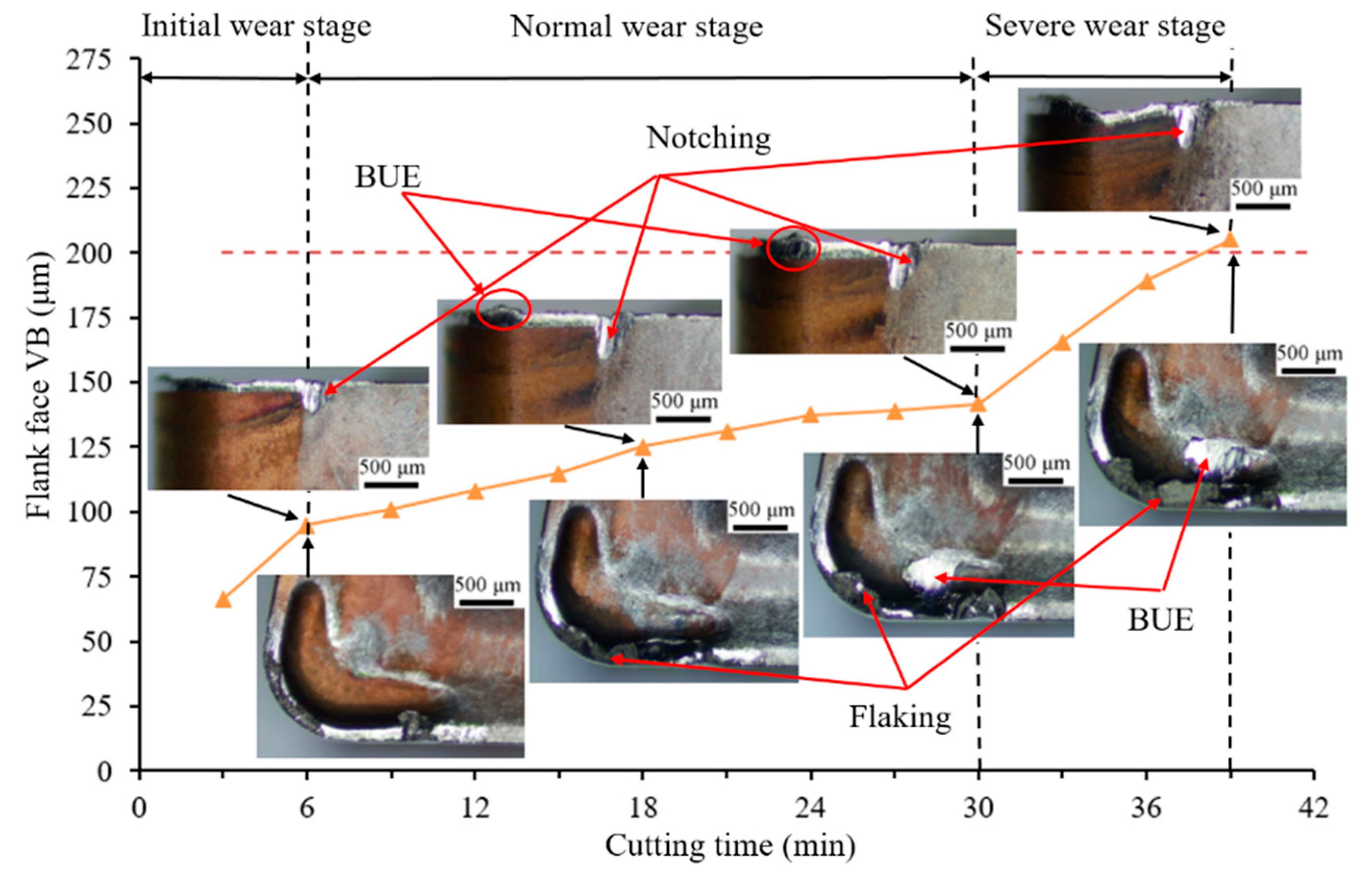
3.2. Effect of Microgroove on Tool Wear of Rake and Flank Face
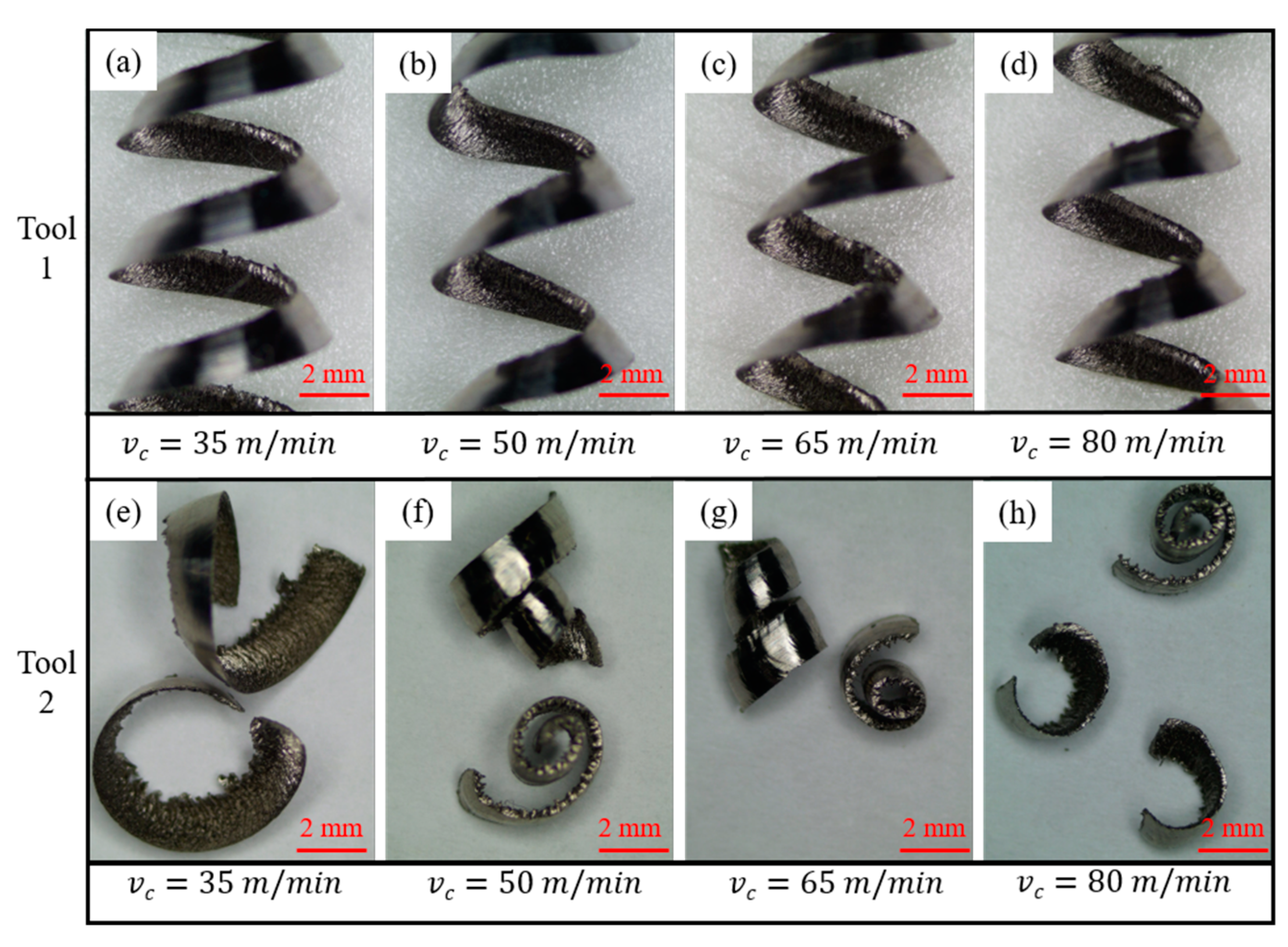
3.3. Effect of Microgroove on Chip Morphology
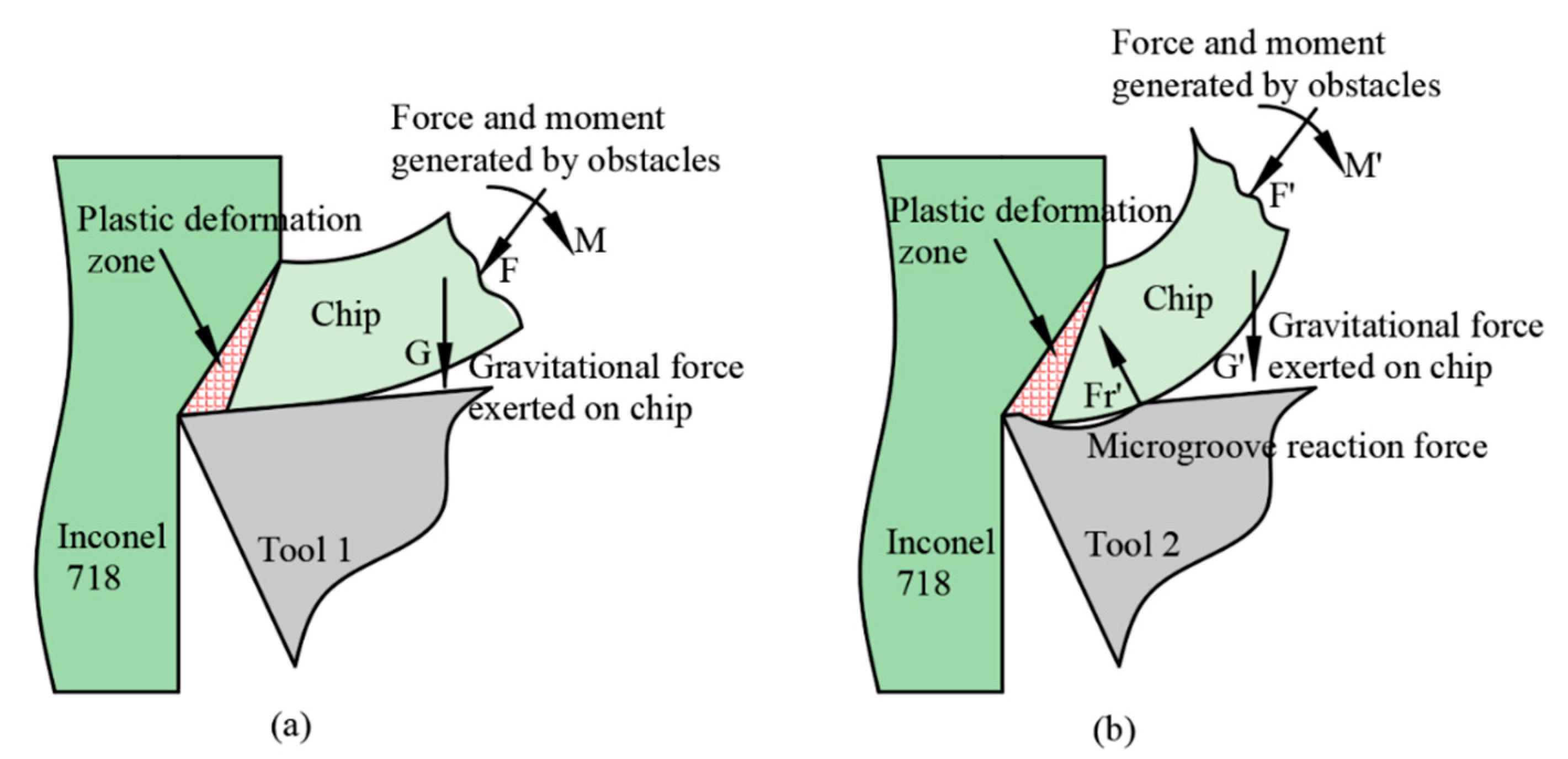
3.3.1. Chip Curl Radius
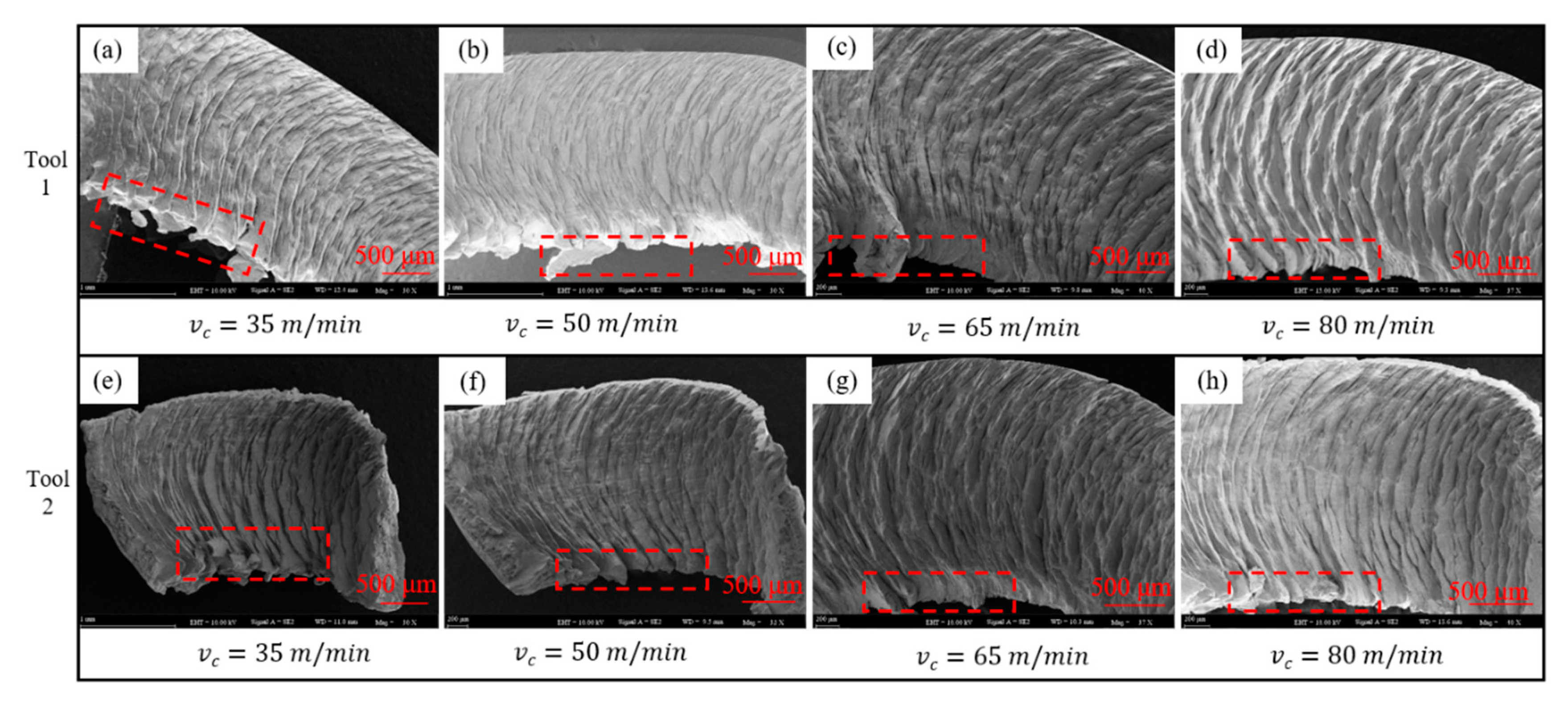
3.3.2. Chip Burr
4. Conclusions
- (1)
- The cutting force and temperature of the microgroove cutting tool were reduced for the recommended cutting parameters. The tool life of the microgroove cutting tool was 23.08% longer than that of the original cutting tool, mainly because the microgroove structure improves the contact friction at the tool–chip interface.
- (2)
- Because of the microgroove structure, the chip curl radius was reduced, and the breaking performance of the chip was improved.
- (3)
- The chip burrs decreased with an increase in cutting speed, and the chip burr phenomenon that was caused by the microgroove cutting tool was not as intense as that of the original cutting tool.
- (4)
- Microgroove cutting tool is more suitable for machining superalloy Inconel 718, due to its high durability and good effect of chip breaking.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| WC | wolfram carbide |
| MQL | minimum quantity lubrication |
| BUE | built up edge |
| PVD | physical vapor deposition |
References
- Khanna, N.; Agrawal, C.; Gupta, M.K.; Song, Q. Tool wear and hole quality evaluation in cryogenic Drilling of Inconel 718 superalloy. Tribol. Int. 2020, 143, 106084. [Google Scholar] [CrossRef]
- Sharif, M.N.; Pervaiz, S.; Deiab, I. Potential of alternative lubrication strategies for metal cutting processes: A review. Int. J. Adv. Manuf. Technol. 2017, 89, 2447–2479. [Google Scholar] [CrossRef]
- Ranjan, P.; Hiremath, S.S. Role of textured tool in improving machining performance: A review. J. Manuf. Process. 2019, 43, 47–73. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J. PVD AlTiN coating effects on tool-chip heat partition coefficient and cutting temperature rise in orthogonal cutting Inconel 718. Int. J. Heat Mass Transf. 2020, 163, 120449. [Google Scholar] [CrossRef]
- Bertolini, R.; Ghiotti, A.; Bruschi, S. Graphene nanoplatelets as additives to MQL for improving tool life in machining Inconel 718 alloy. Wear 2021, 476, 203656. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Experimental comparison of the performance of nanofluids, cryogenic and hybrid cooling in turning of Inconel 625. Tribol. Int. 2019, 137, 366–378. [Google Scholar] [CrossRef]
- Uçak, N.; Çiçek, A. The effects of cutting conditions on cutting temperature and hole quality in drilling of Inconel 718 using solid carbide drills. J. Manuf. Process. 2018, 31, 662–673. [Google Scholar] [CrossRef]
- Ucun, İ.; Aslantaş, K.; Bedir, F. The effect of minimum quantity lubrication and cryogenic pre-cooling on cutting performance in the micro milling of Inconel 718. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2014, 229, 2134–2143. [Google Scholar] [CrossRef]
- Pusavec, F.; Deshpande, A.; Yang, S.; M’Saoubi, R.; Kopac, J.; Dillon, O.W.; Jawahir, I.S. Sustainable machining of high temperature Nickel alloy–Inconel 718: Part 2–chip breakability and optimization. J. Clean. Prod. 2015, 87, 941–952. [Google Scholar] [CrossRef]
- Abbas, A.T.; Anwar, S.; Abdelnasser, E.; Luqman, M.; Qudeiri, J.E.A.; Elkaseer, A. Effect of Different Cooling Strategies on Surface Quality and Power Consumption in Finishing End Milling of Stainless Steel 316. Materials 2021, 14, 903. [Google Scholar] [CrossRef]
- Zhang, S.; Li, J.F.; Wang, Y.W. Tool life and cutting forces in end milling Inconel 718 under dry and minimum quantity cooling lubrication cutting conditions. J. Clean. Prod. 2012, 32, 81–87. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Zhao, J.; Zhang, G.; Zhang, K. Cutting performance and wear mechanism of nanoscale and microscale textured Al2O3/TiC ceramic tools in dry cutting of hardened steel. Int. J. Refract. Met. Hard Mater. 2014, 43, 46–58. [Google Scholar] [CrossRef]
- Sugihara, T.; Enomoto, T. Crater and flank wear resistance of cutting tools having micro textured surfaces. Precis. Eng. 2013, 37, 888–896. [Google Scholar] [CrossRef]
- Rajbongshi, S.K.; Annebushan Singh, M.; Kumar Sarma, D. A comparative study in machining of AISI D2 steel using textured and non-textured coated carbide tool at the flank face. J. Manuf. Process. 2018, 36, 360–372. [Google Scholar] [CrossRef]
- Jianxin, D.; Ze, W.; Yunsong, L.; Ting, Q.; Jie, C. Performance of carbide tools with textured rake-face filled with solid lubricants in dry cutting processes. Int. J. Refract. Met. Hard Mater. 2012, 30, 164–172. [Google Scholar] [CrossRef]
- Hao, X.; Cui, W.; Li, L.; Li, H.; Khan, A.M.; He, N. Cutting performance of textured polycrystalline diamond tools with composite lyophilic/lyophobic wettabilities. J. Mater. Process. Technol. 2018, 260, 1–8. [Google Scholar] [CrossRef]
- Obikawa, T.; Kamio, A.; Takaoka, H.; Osada, A. Micro-texture at the coated tool face for high performance cutting. Int. J. Mach. Tools Manuf. 2011, 51, 966–972. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Y.; Li, L.; Tian, Y. Performances of micro-textured WC-10Ni3Al cemented carbides cutting tool in turning of Ti6Al4V. Int. J. Refract. Met. Hard Mater. 2019, 84, 104987. [Google Scholar] [CrossRef]
- Zhang, N.; Yang, F.; Jiang, F.; Zhang, Y.; Liu, G. Investigation of tribological performance of micro-groove textured cemented carbide surfaces. Surf. Eng. 2020, 36, 1190–1199. [Google Scholar] [CrossRef]
- Pang, K.; Wang, D. Study on the performances of the drilling process of nickel-based superalloy Inconel 718 with differently micro-textured drilling tools. Int. J. Mech. Sci. 2020, 180, 105658. [Google Scholar] [CrossRef]
- Tamil Alagan, N.; Zeman, P.; Hoier, P.; Beno, T.; Klement, U. Investigation of micro-textured cutting tools used for face turning of alloy 718 with high-pressure cooling. J. Manuf. Process. 2019, 37, 606–616. [Google Scholar] [CrossRef]
- Gupta, M.K.; Song, Q.; Liu, Z.; Singh, R.; Sarikaya, M.; Khanna, N. Tribological behavior of textured tools in sustainable turning of nickel based super alloy. Tribol. Int. 2021, 155, 106775. [Google Scholar] [CrossRef]
- Zhou, C.; Guo, X.; Zhang, K.; Cheng, L.; Wu, Y. The coupling effect of micro-groove textures and nanofluids on cutting performance of uncoated cemented carbide tools in milling Ti-6Al-4V. J. Mater. Process. Technol. 2019, 271, 36–45. [Google Scholar] [CrossRef]
- Li, C.; Qiu, X.; Yu, Z.; Li, S.; Li, P.; Niu, Q.; Kurniawan, R.; Ko, T.J. Novel environmentally friendly manufacturing method for micro-textured cutting tools. Int. J. Precis. Eng. Manuf.-Green Technol. 2021, 8, 193–204. [Google Scholar] [CrossRef]
- Wu, J.; Zhan, G.; He, L.; Zou, Z.; Zhou, T.; Du, F. Tribological Performance of Micro-Groove Tools of Improving Tool Wear Resistance in Turning AISI 304 Process. Materials 2020, 13, 1236. [Google Scholar] [CrossRef] [Green Version]
- Pang, M.; Nie, Y.; Ma, L. Effect of symmetrical conical micro-grooved texture on tool–chip friction property of WC-TiC/Co cemented carbide tools. Int. J. Adv. Manuf. Technol. 2018, 99, 737–746. [Google Scholar] [CrossRef]
- Guo, D.; Guo, X.; Zhang, K.; Chen, Y.; Zhou, C.; Gai, L. Improving cutting performance of carbide twist drill combined internal cooling and micro-groove textures in high-speed drilling Ti6Al4V. Int. J. Adv. Manuf. Technol. 2019, 100, 381–389. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M. Machinability improvement in Inconel-718 by enhanced tribological and thermal environment using textured tool. J. Therm. Anal. Calorim. 2019, 138, 273–285. [Google Scholar] [CrossRef]
- Zheng, K.; Yang, F.; Zhang, N.; Liu, Q.; Jiang, F. Study on the cutting performance of micro textured tools on cutting Ti-6Al-4V titanium alloy. Micromachines 2020, 11, 137. [Google Scholar] [CrossRef] [Green Version]
- Maruda, R.W.; Krolczyk, G.M.; Nieslony, P.; Wojciechowski, S.; Michalski, M.; Legutko, S. The influence of the cooling conditions on the cutting tool wear and the chip formation mechanism. J. Manuf. Process. 2016, 24, 107–115. [Google Scholar] [CrossRef]
- Setti, D.; Sinha, M.K.; Ghosh, S.; Rao, P.V. Performance evaluation of Ti–6A1–4V grinding using chip formation, and coefficient of friction under the influence of nanofluids. Int. J. Mach. Tools Manuf. 2015, 88, 237–248. [Google Scholar] [CrossRef]
- Zou, Z.; He, L.; Jiang, H.; Zhan, G.; Wu, J. Development and analysis of a low-wear micro-groove tool for turning Inconel 718. Wear 2019, 420–421, 163–175. [Google Scholar] [CrossRef]
- Jiang, H.; He, L.; Ren, Z.; Shao, F.; Yuan, S. Prediction of residual stress in the process of turning high strength alloy steel by innovative coated carbide microgroove tools. Int. J. Adv. Manuf. Technol. 2020, 106, 4693–4705. [Google Scholar] [CrossRef]
- Molaiekiya, F.; Aramesh, M.; Veldhuis, S.C. Chip formation and tribological behavior in high-speed milling of IN718 with ceramic tools. Wear 2020, 446–447, 203191. [Google Scholar] [CrossRef]
- Halim, N.H.A.; Haron, C.H.C.; Ghani, J.A.; Azhar, M.F. Tool wear and chip morphology in high-speed milling of hardened Inconel 718 under dry and cryogenic CO2 conditions. Wear 2019, 426–427, 1683–1690. [Google Scholar] [CrossRef]
- Zhang, Y.Z. Metal Cutting Theory; Aviation Industry Press: Beijing, China, 1988; p. 289. ISBN 978-78-0046-034-0. [Google Scholar]
- Lotfi, M.; Akhavan Farid, A.; Soleimanimehr, H. The effect of chip breaker geometry on chip shape, bending moment, and cutting force: FE analysis and experimental study. Int. J. Adv. Manuf. Technol. 2015, 78, 917–925. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. Performance analysis of new external chip breaker for efficient machining of Inconel 718 and optimization of the cutting parameters. J. Manuf. Process. 2018, 32, 553–563. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Tool | Original Cutting Tool (Tool 1) Microgroove Cutting Tool (Tool 2) |
|---|---|
| Workpiece material | Superalloy Inconel 718 |
| Ni 51.80%, Fe 20.58%, Cr 17.20%, Nb 4.90% | |
| Mo 3.40%, Ti 0.80%, Al 0.40%, C 0.02% | |
| Workpiece dimension | |
| Cutting speed | |
| Feed rate | |
| Depth of cut | |
| Response considered | Cutting force, cutting temperature, tool wear, and chip morphology |
| g/cm3 | Hardness (HBS) | (GPa) | |||
|---|---|---|---|---|---|
| 8.24 | 363 | 0.3 | 199.9 | 550 | 965 |
| Object | Tool | Workpiece |
|---|---|---|
| Material | WC | Inconel 718 |
| Material type | Rigid | Plastic |
| Element type | Tetrahedral | Tetrahedral |
| Number of elements | 155,669 | 45,987 |
| Cutting parameters | = 35 m/min, = 1.5 mm, = 0.1 mm/rev | |
| Primary environmental temperature | 20 °C | |
| Shear friction factor | 0.4 | |
| Heat transfer coefficient | 2000 N/s/mm/C | |
| Cutting length | 15.7 mm | |
| Size ratio | 0.7 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, Z.; He, L.; Jiang, H.; Yuan, S.; Ren, Z. Influence of Microgroove Structure on Cutting Performance and Chip Morphology during the Turning of Superalloy Inconel 718. Materials 2021, 14, 4142. https://doi.org/10.3390/ma14154142
Zou Z, He L, Jiang H, Yuan S, Ren Z. Influence of Microgroove Structure on Cutting Performance and Chip Morphology during the Turning of Superalloy Inconel 718. Materials. 2021; 14(15):4142. https://doi.org/10.3390/ma14154142
Chicago/Turabian StyleZou, Zhongfei, Lin He, Hongwan Jiang, Sen Yuan, and Zhongwei Ren. 2021. "Influence of Microgroove Structure on Cutting Performance and Chip Morphology during the Turning of Superalloy Inconel 718" Materials 14, no. 15: 4142. https://doi.org/10.3390/ma14154142
APA StyleZou, Z., He, L., Jiang, H., Yuan, S., & Ren, Z. (2021). Influence of Microgroove Structure on Cutting Performance and Chip Morphology during the Turning of Superalloy Inconel 718. Materials, 14(15), 4142. https://doi.org/10.3390/ma14154142