
Analysis of the Influencing Factors of FDM-Supported Positions for the Compressive Strength of Printing Components

Abstract
:1. Introduction
2. Experimental Methods
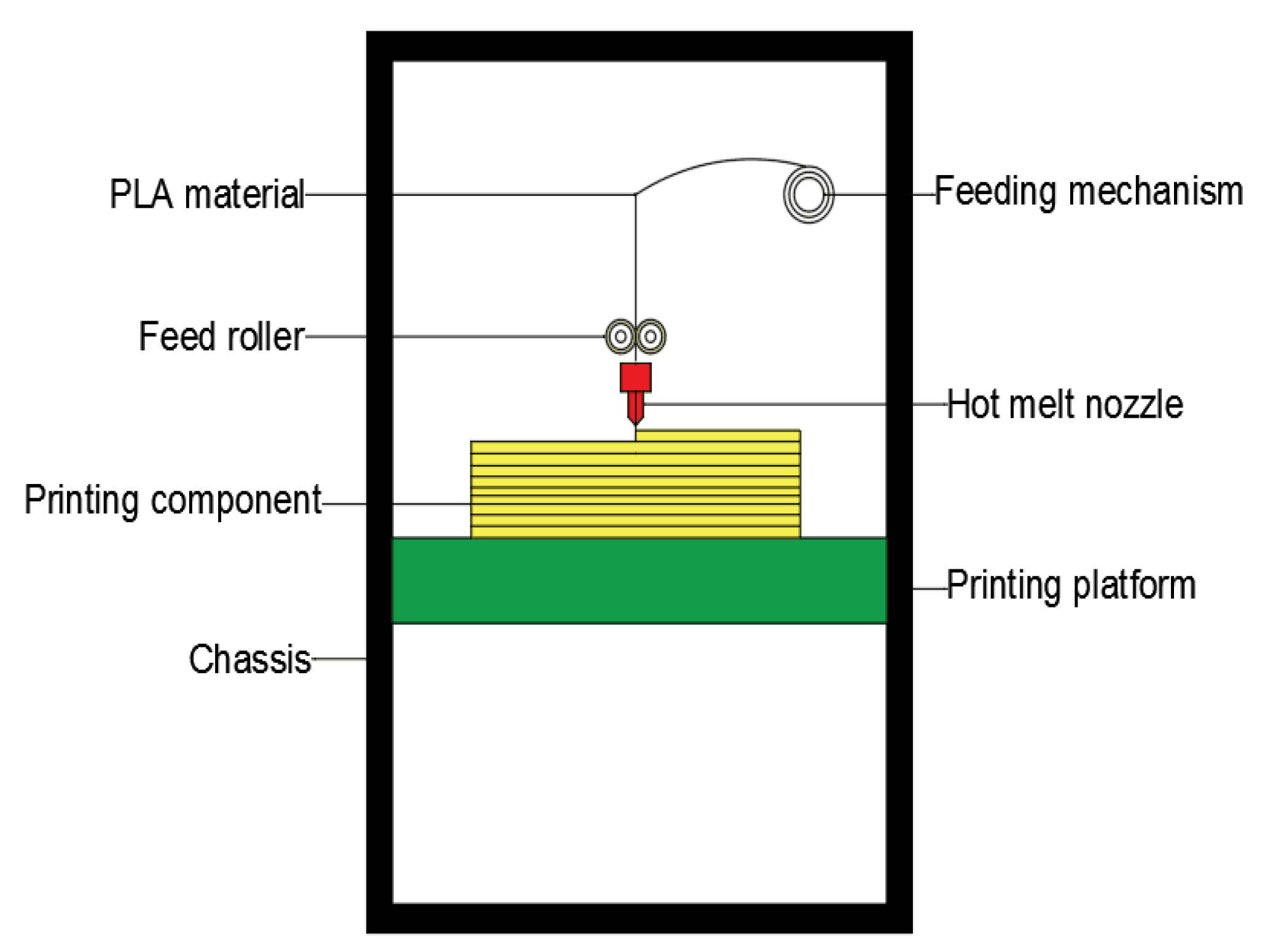
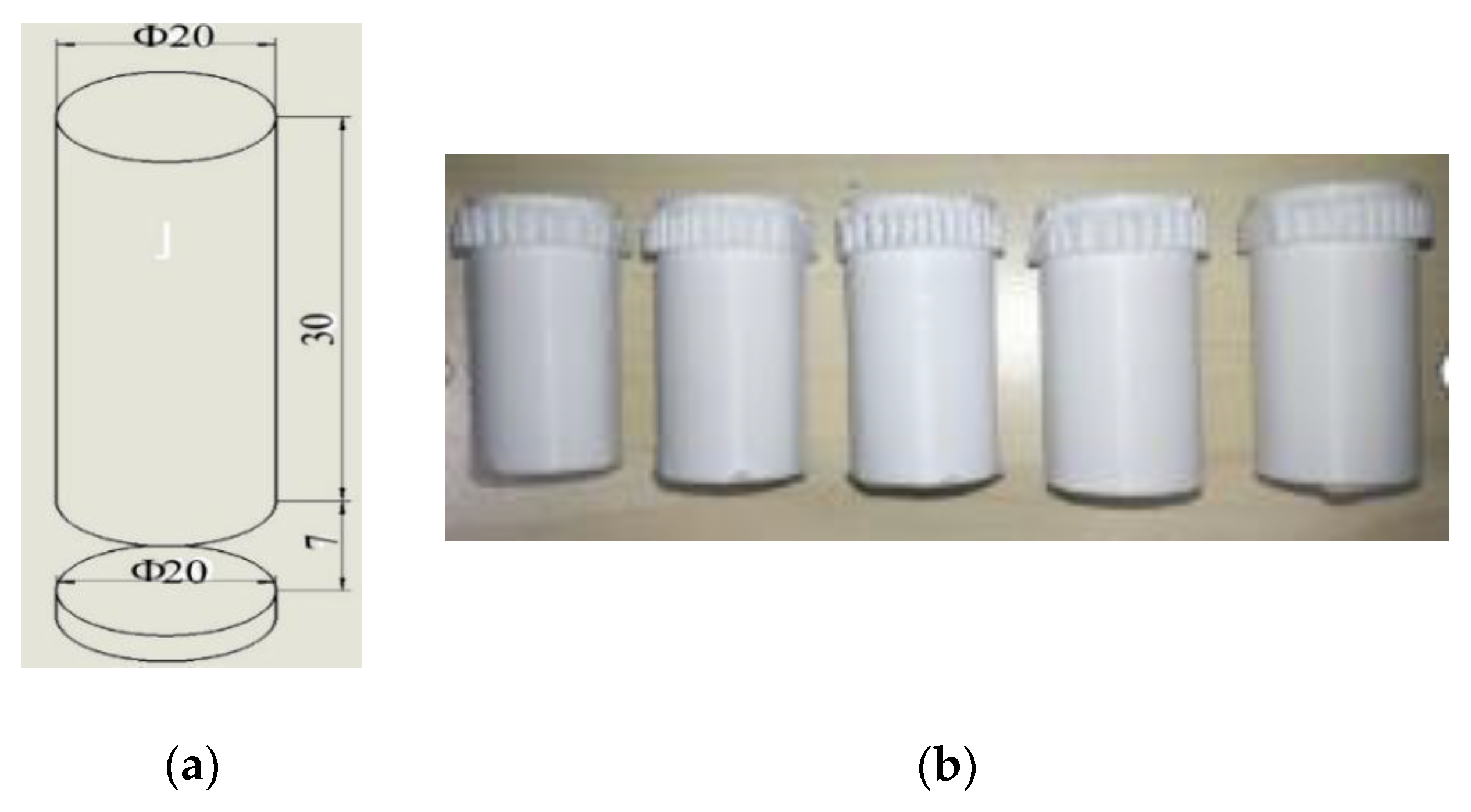
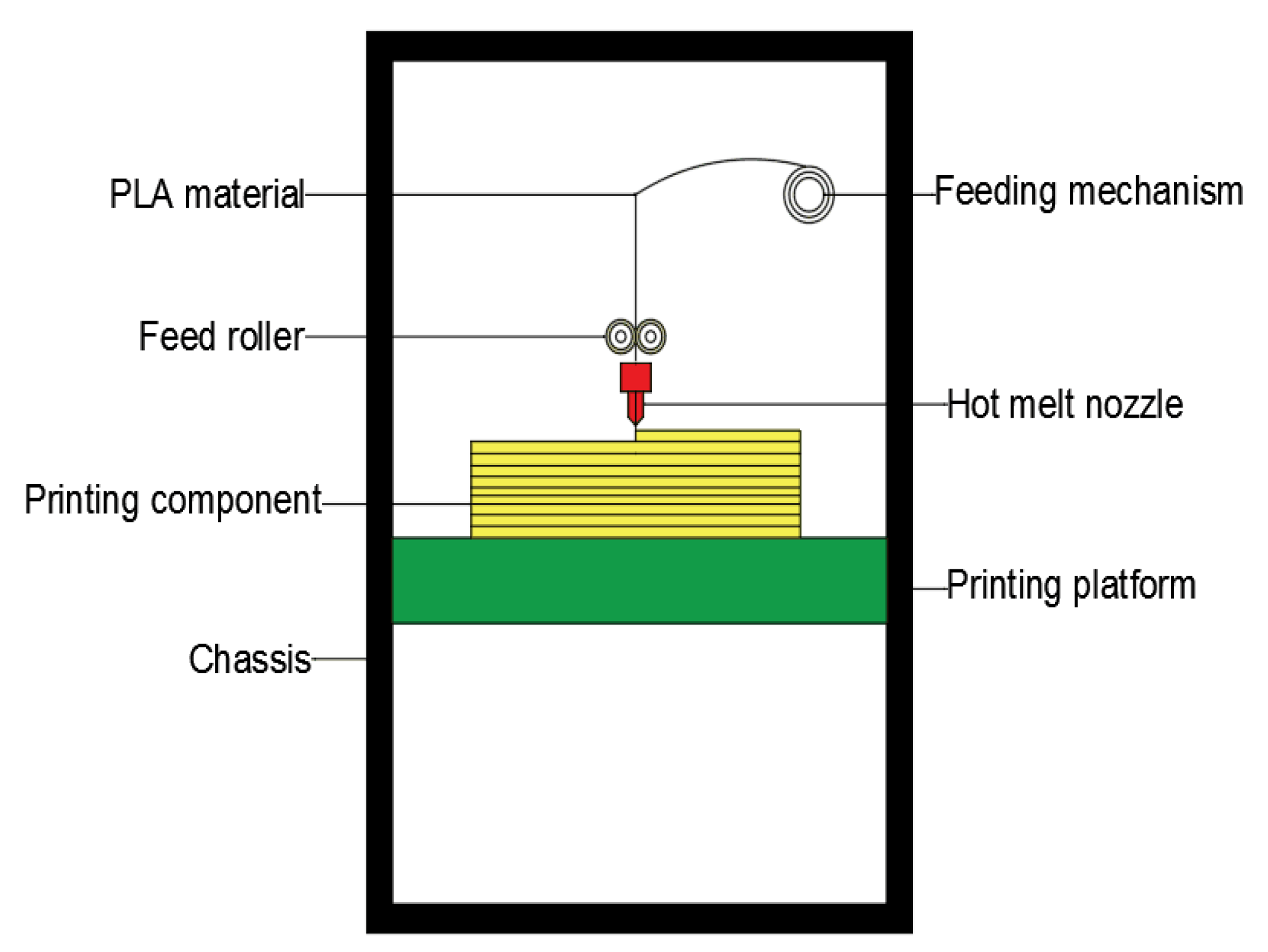
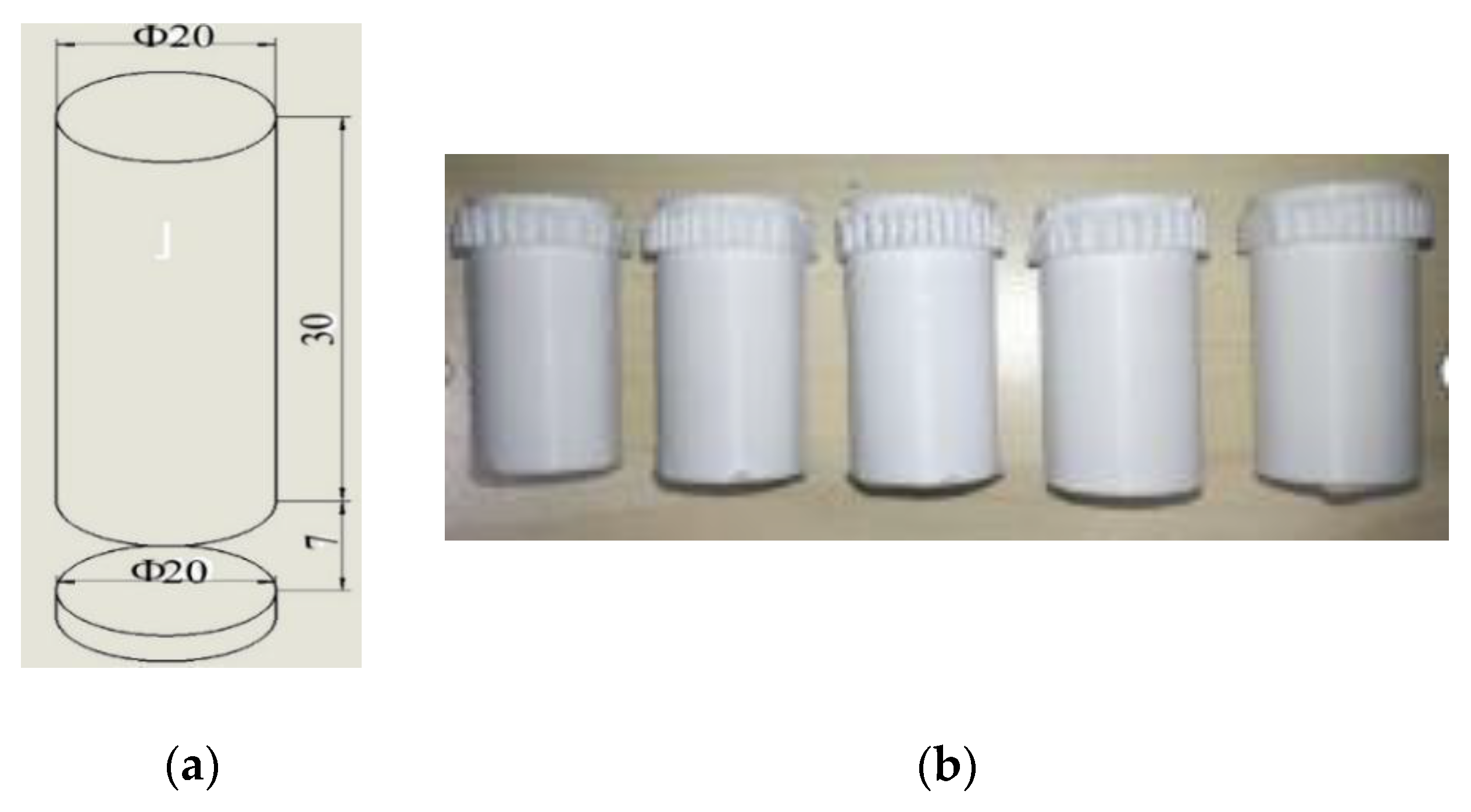
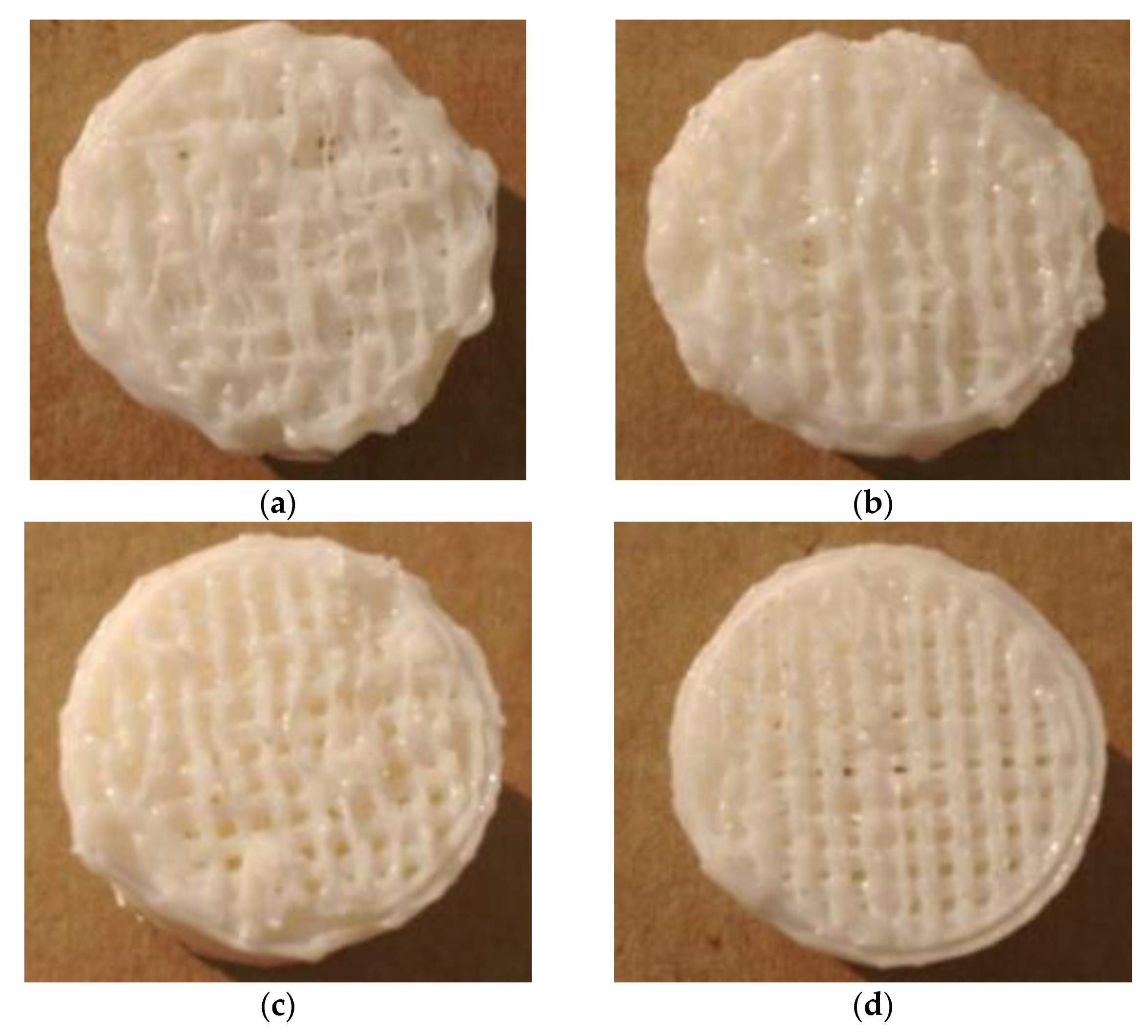
2.1. Preparation of the 3D Printer, Materials, and Samples
2.2. Technological Parameter Setting
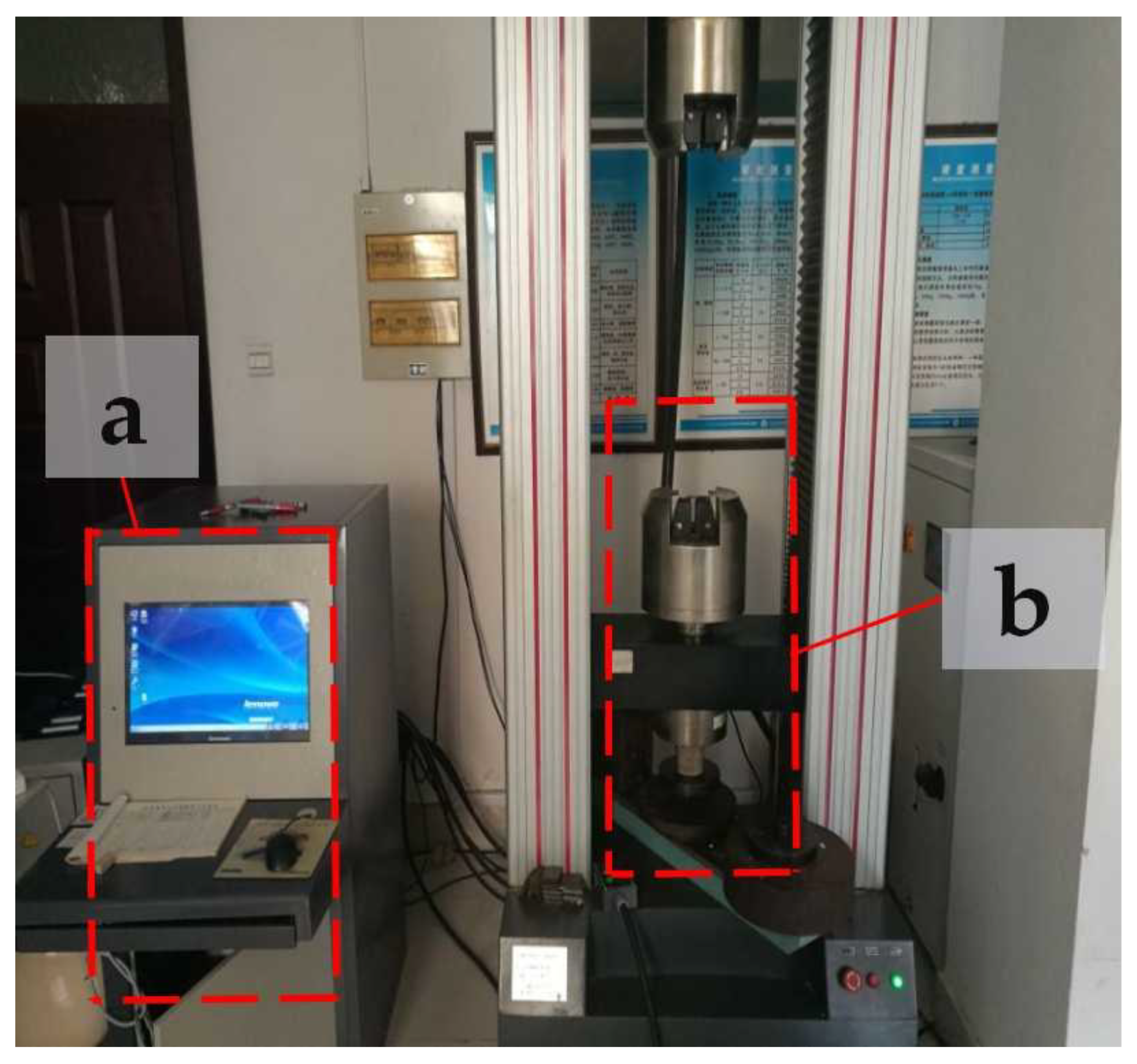
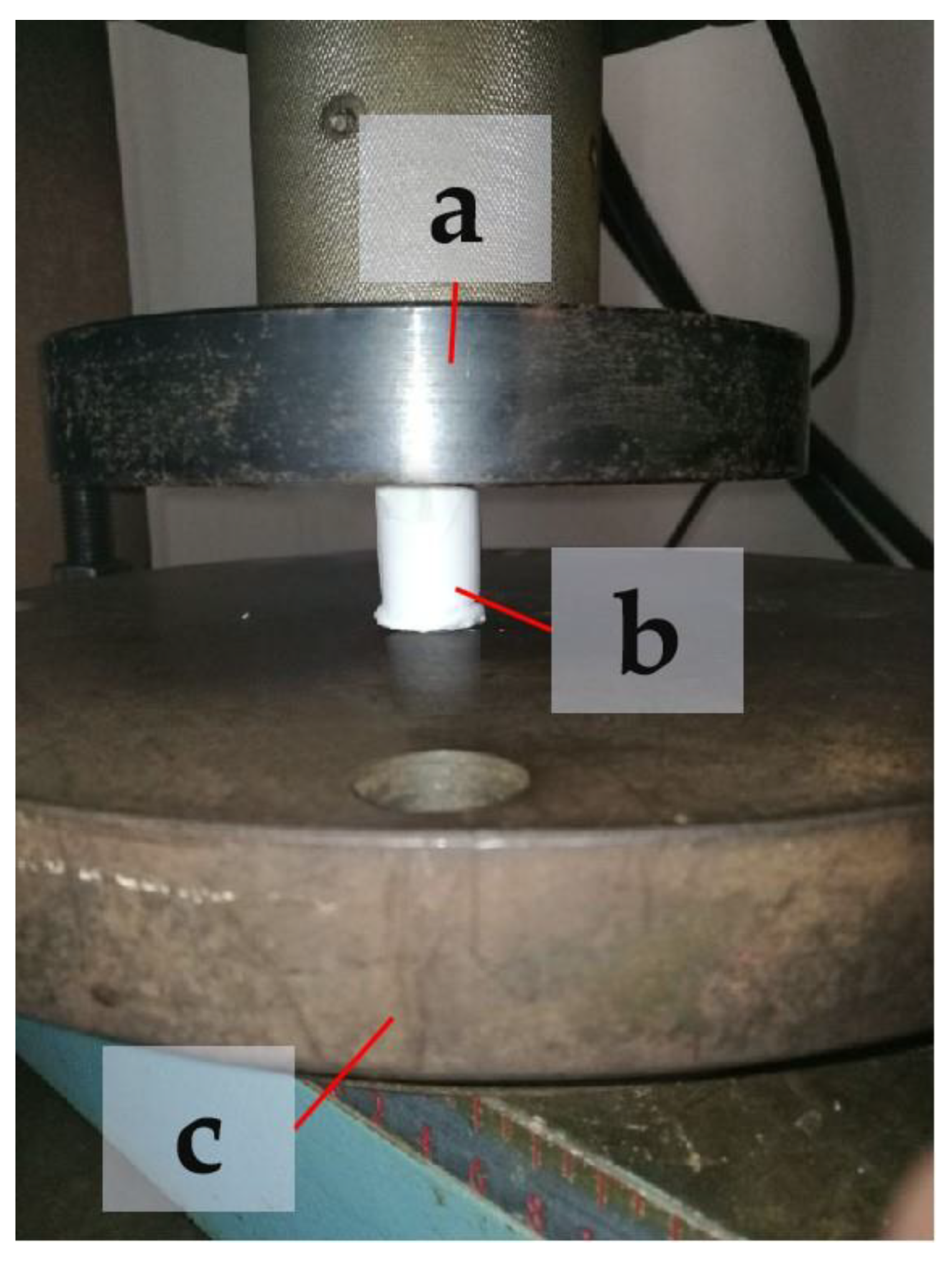
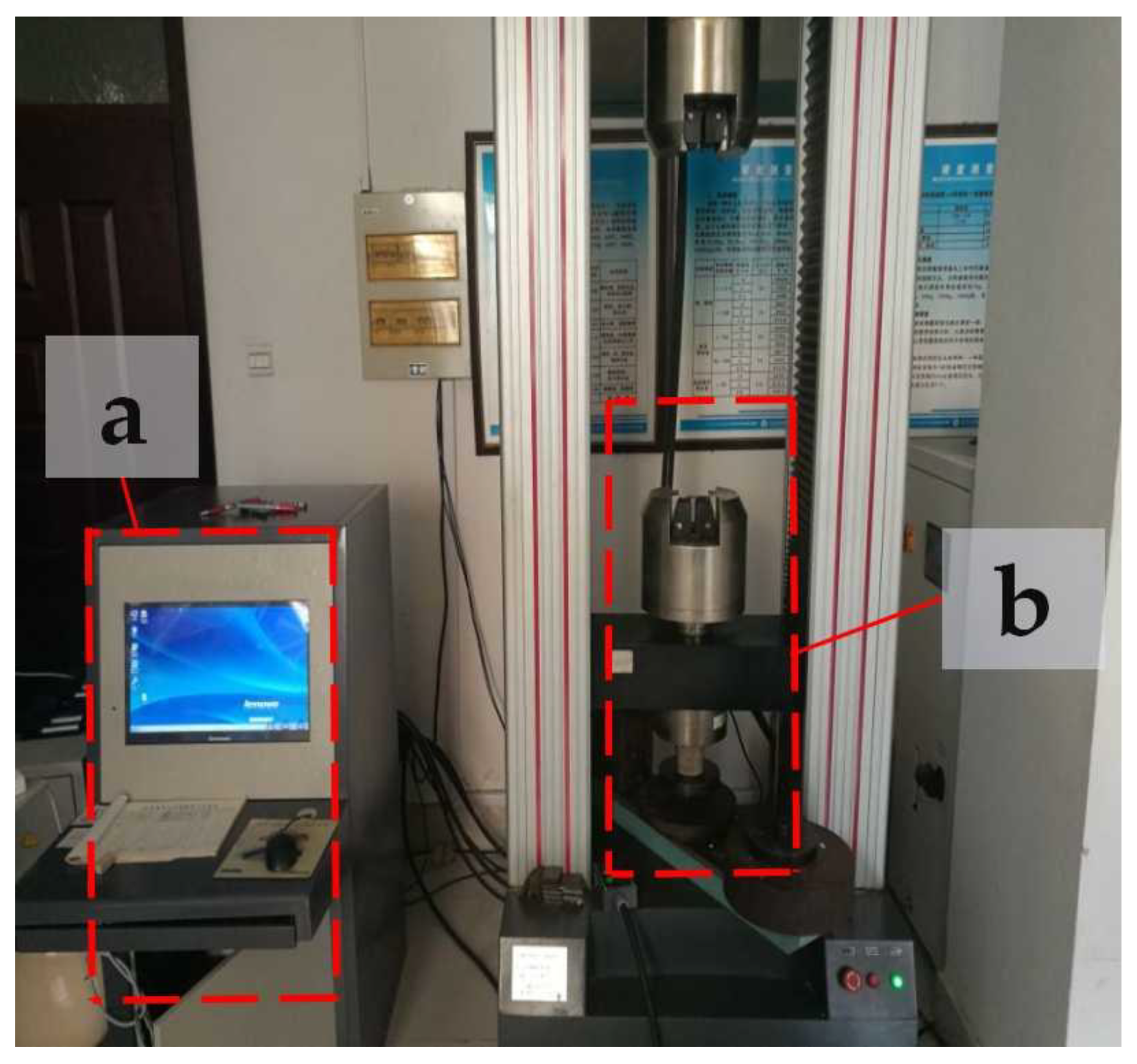
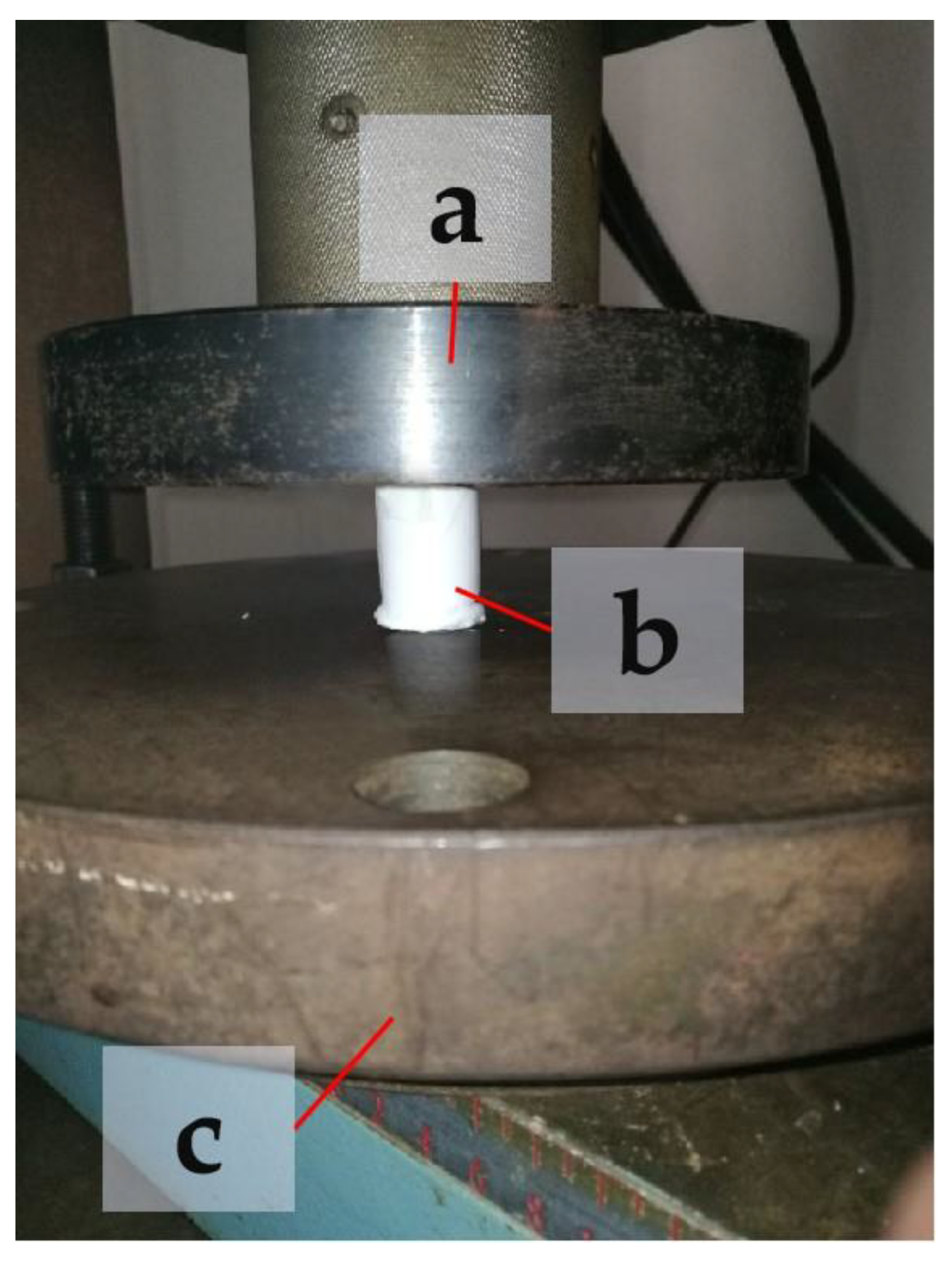
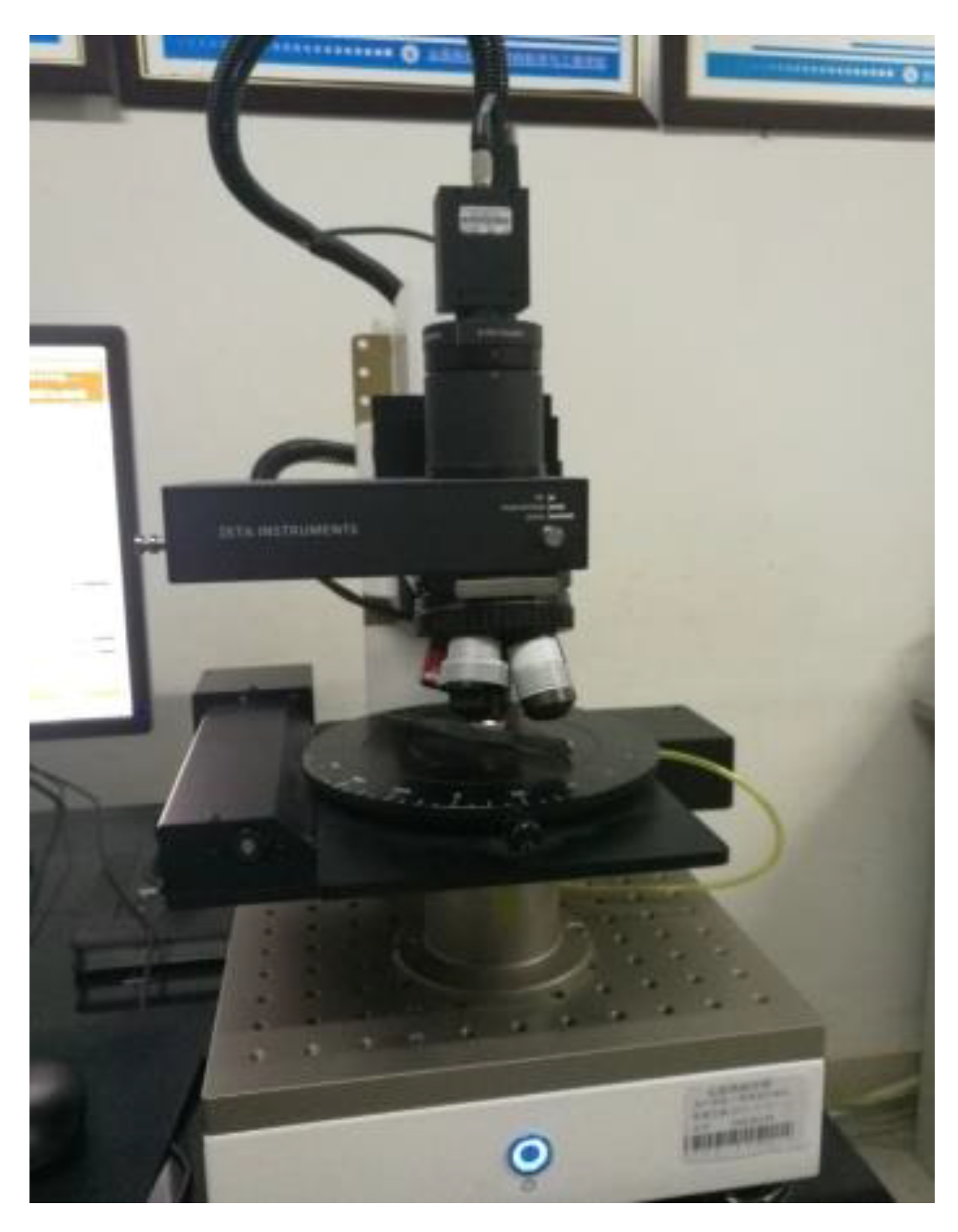
2.3. Experimental Facility
3. Results and Discussion
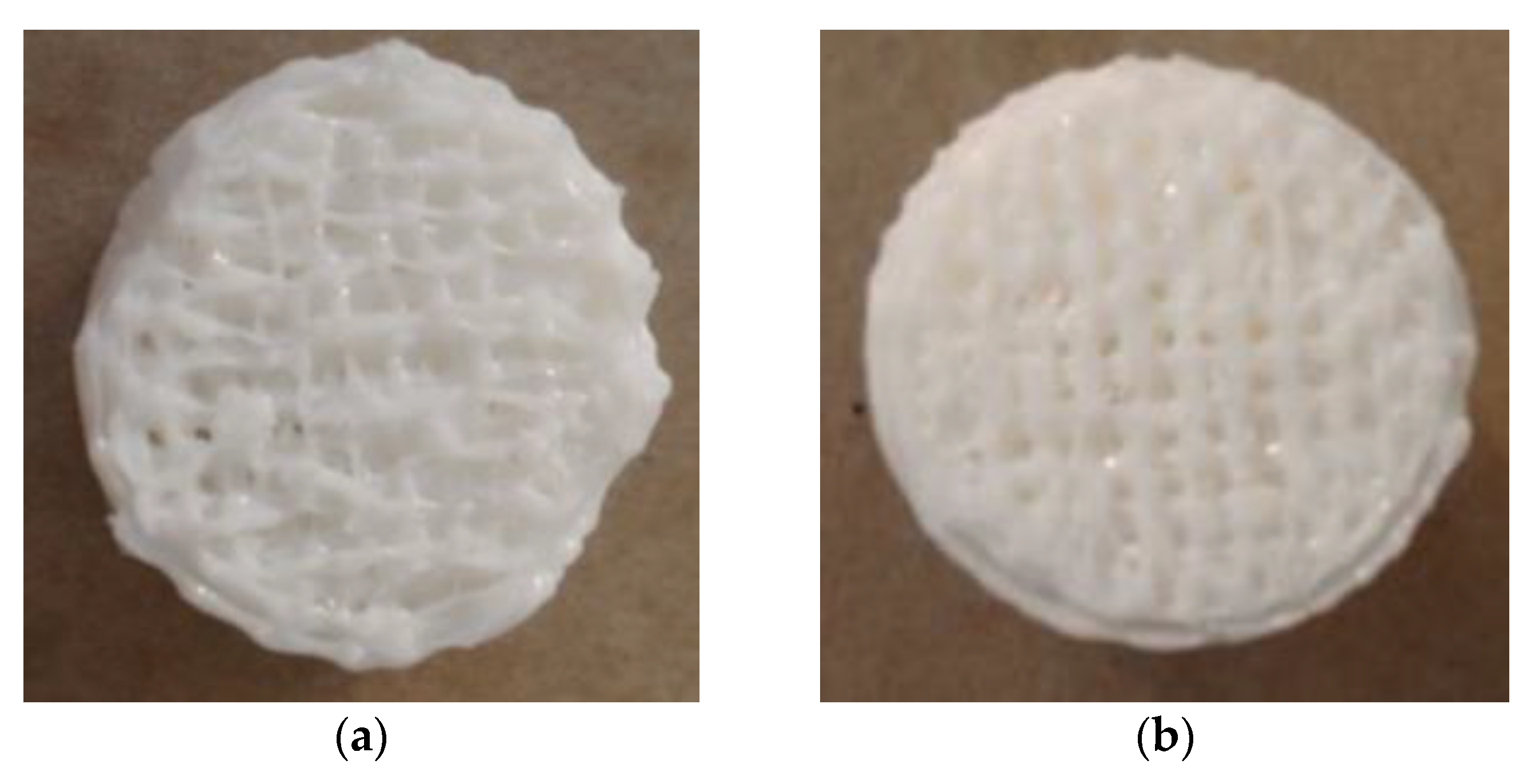
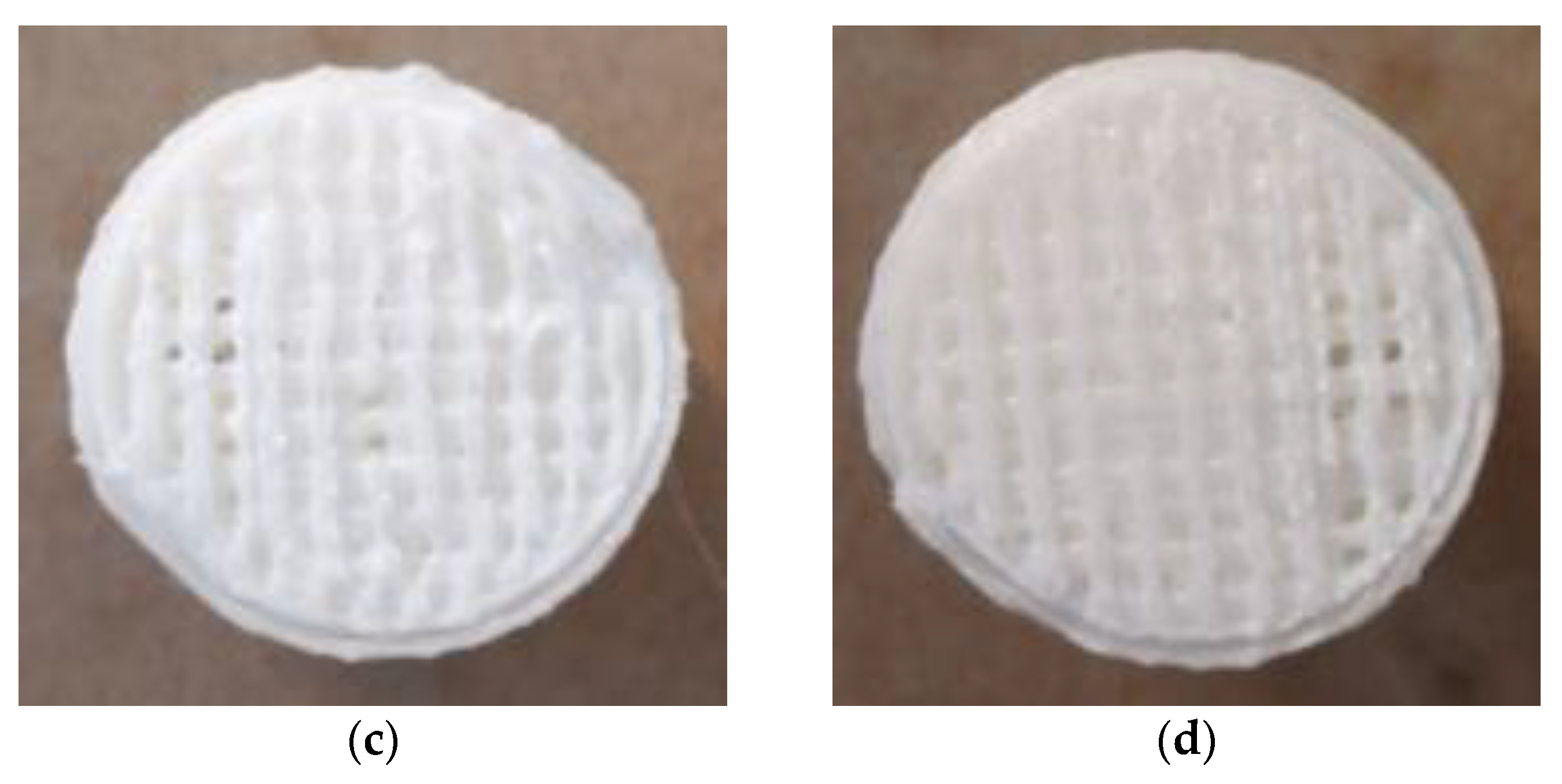
3.1. Experimental Analysis of Linear Support
3.2. Experimental Analysis of Grid Support
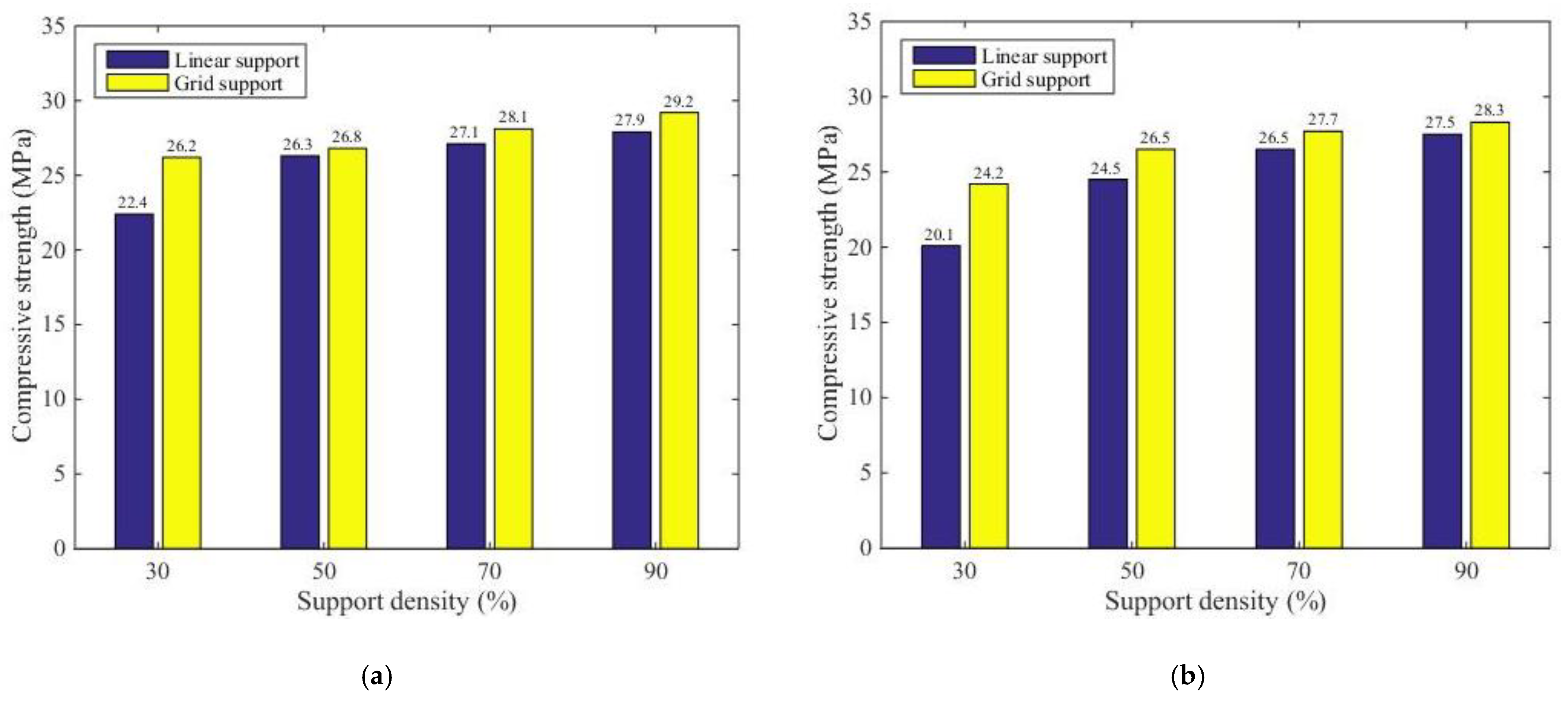
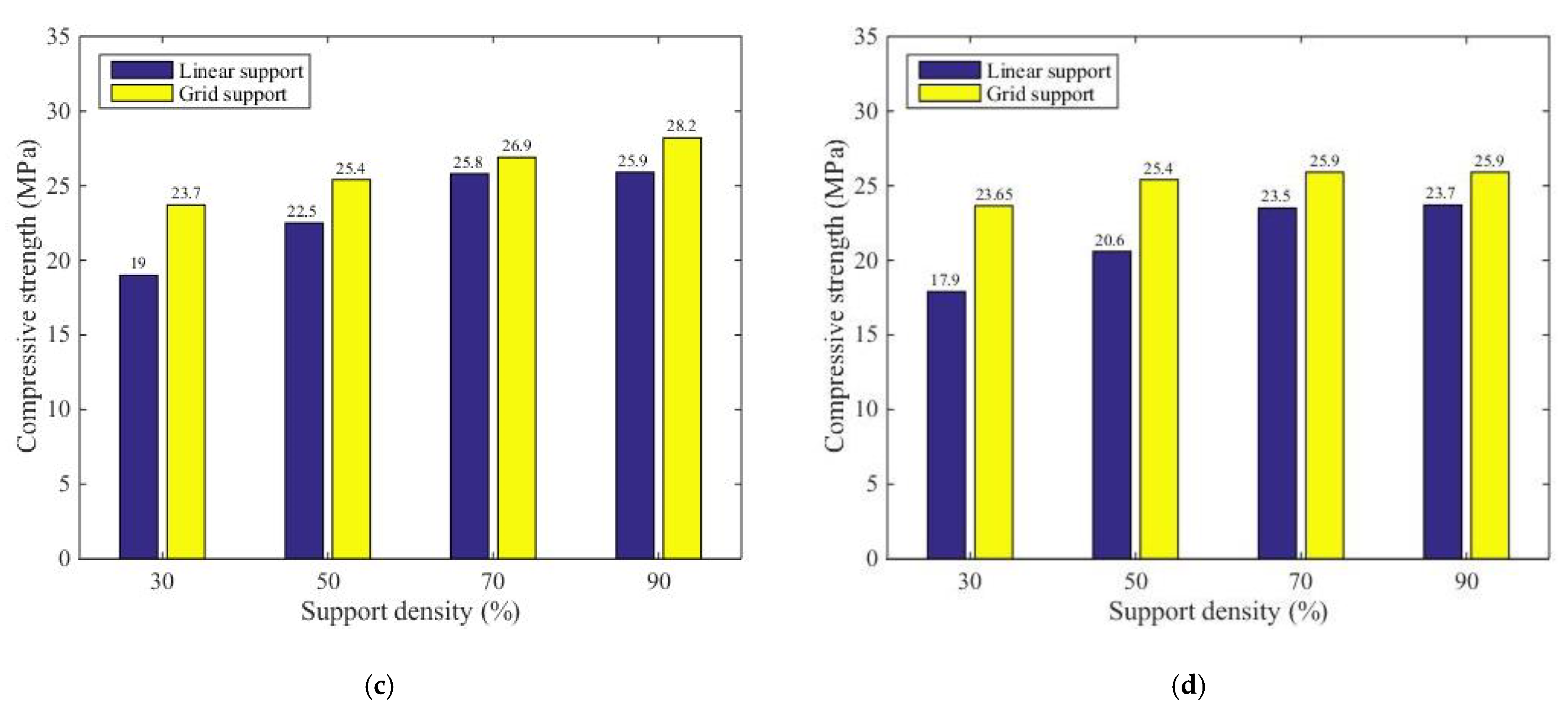
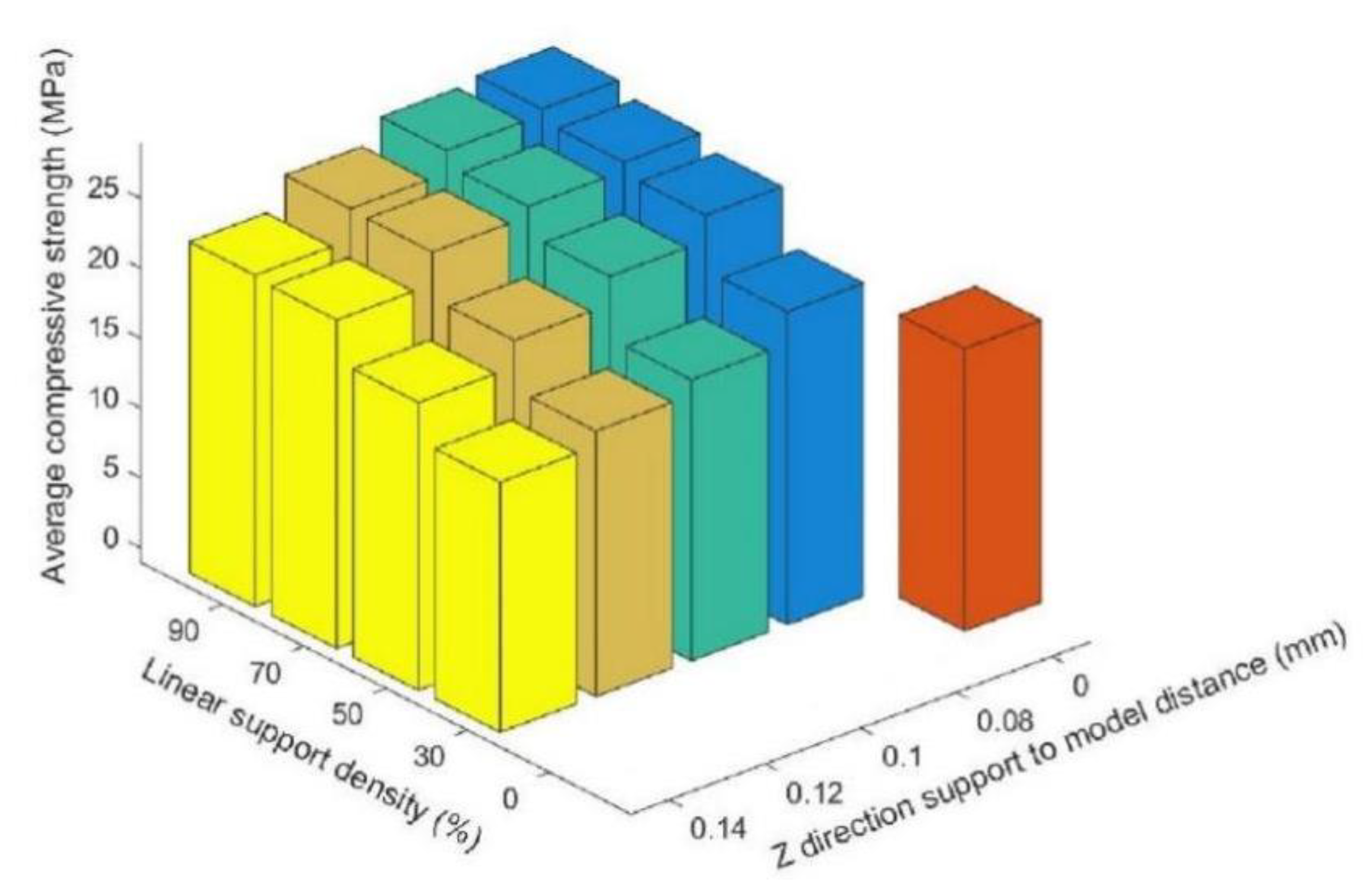
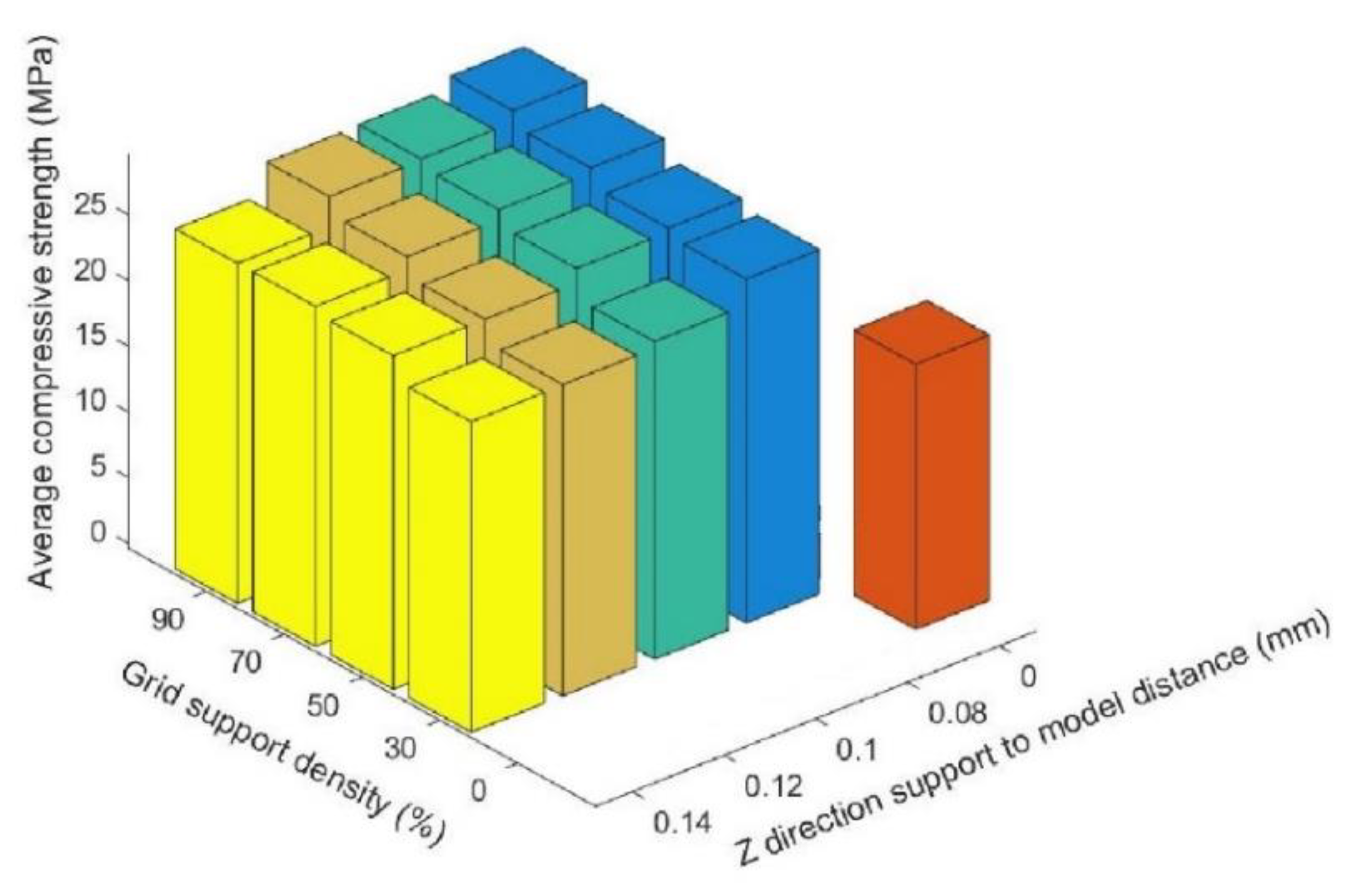
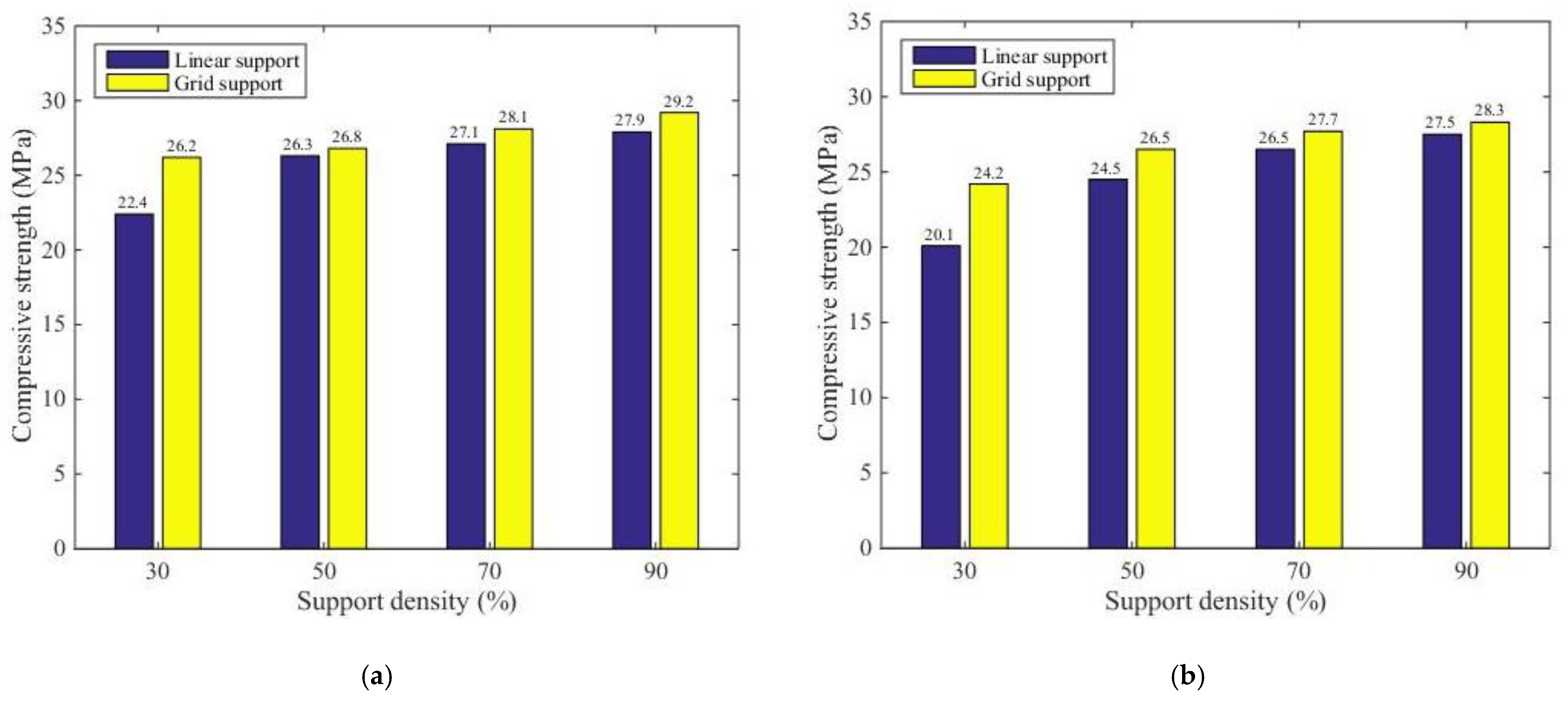
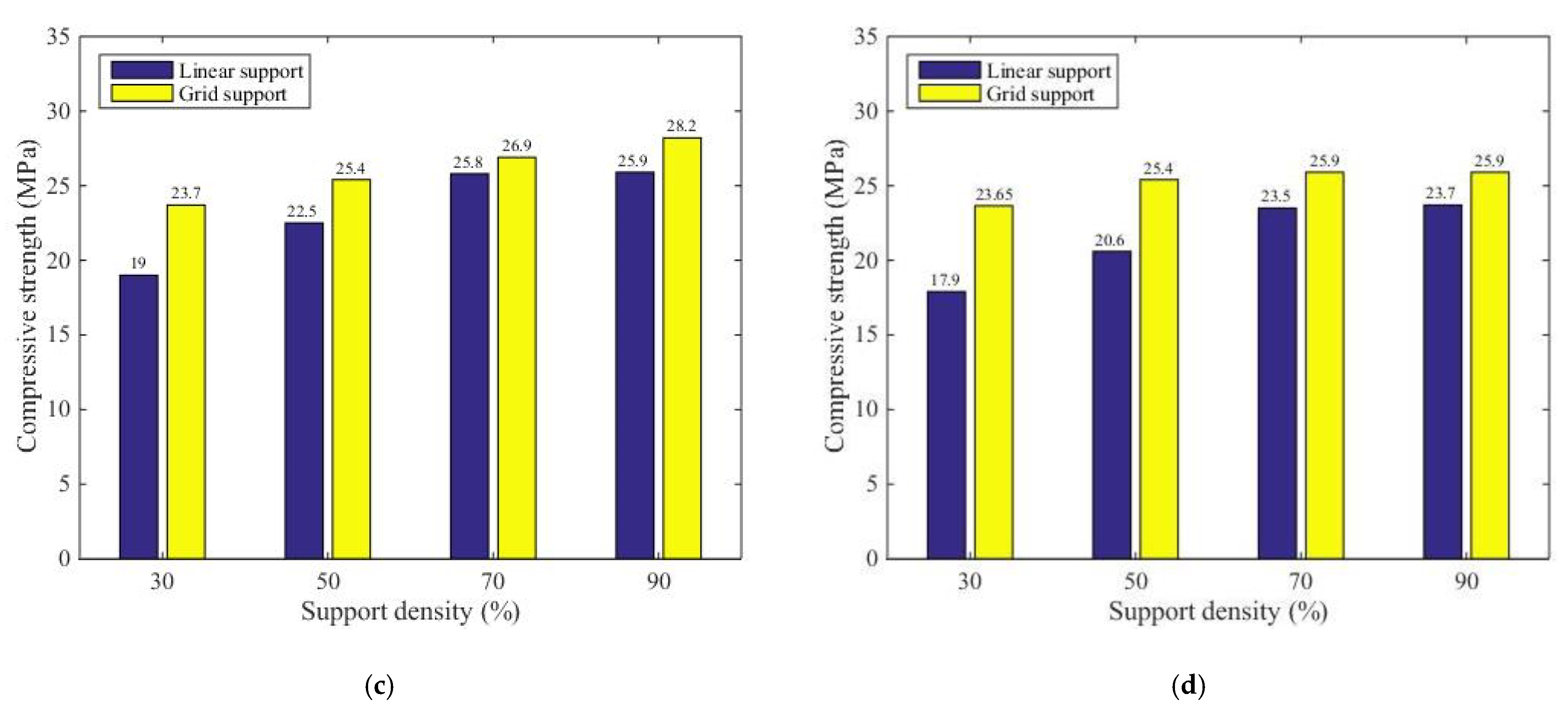
3.3. Analysis of the Different Support Densities
3.4. Analysis of the Different Support Distance
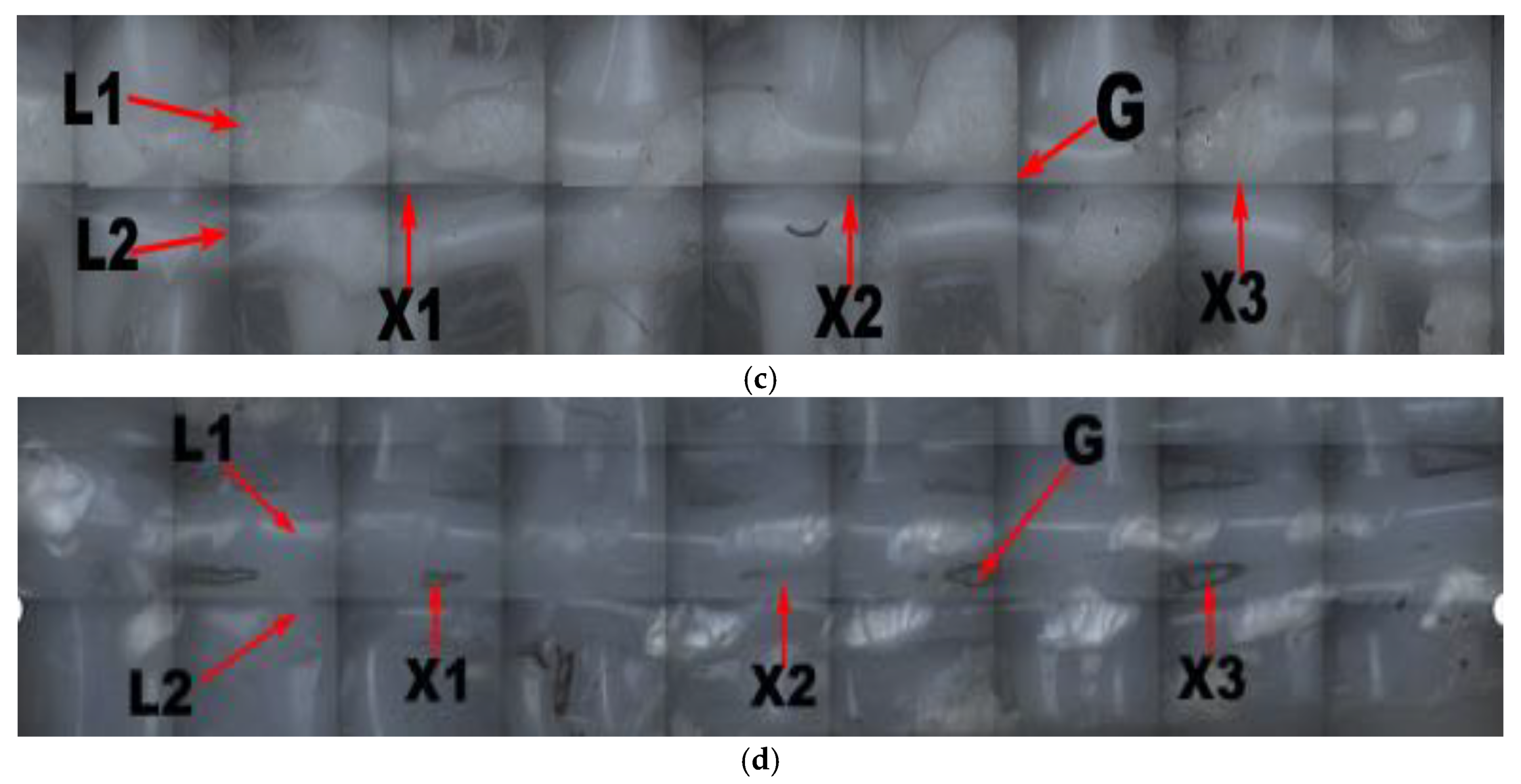
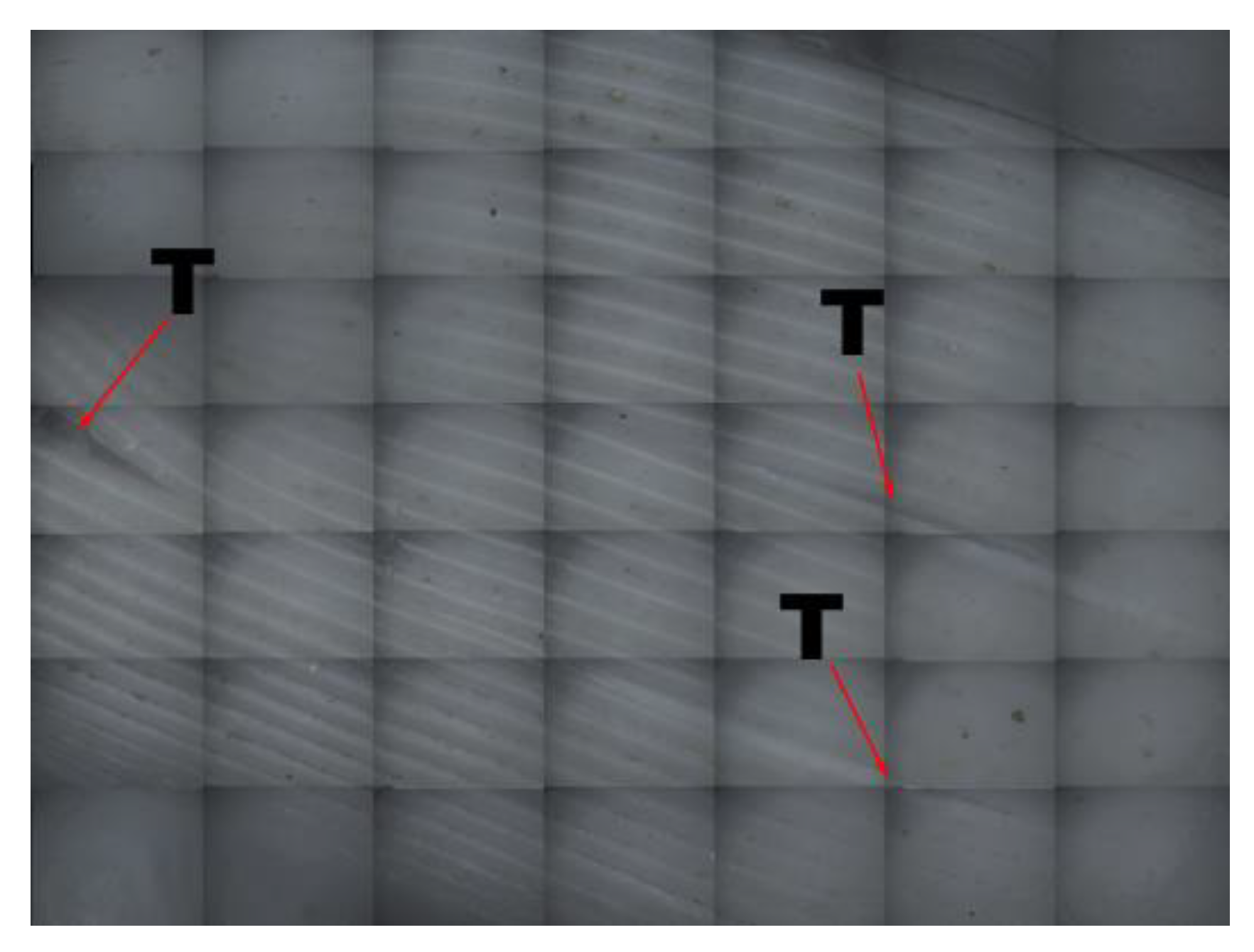
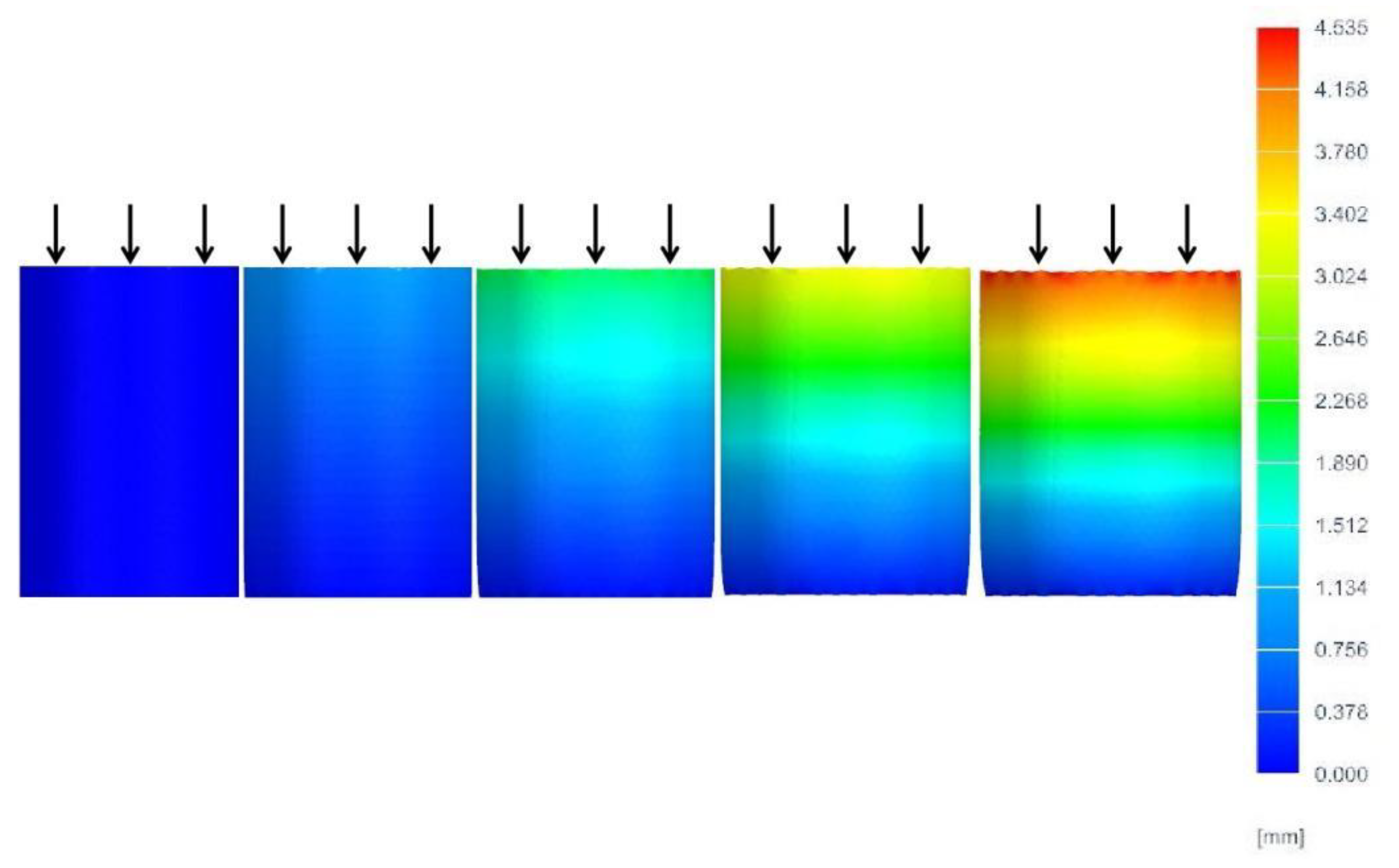
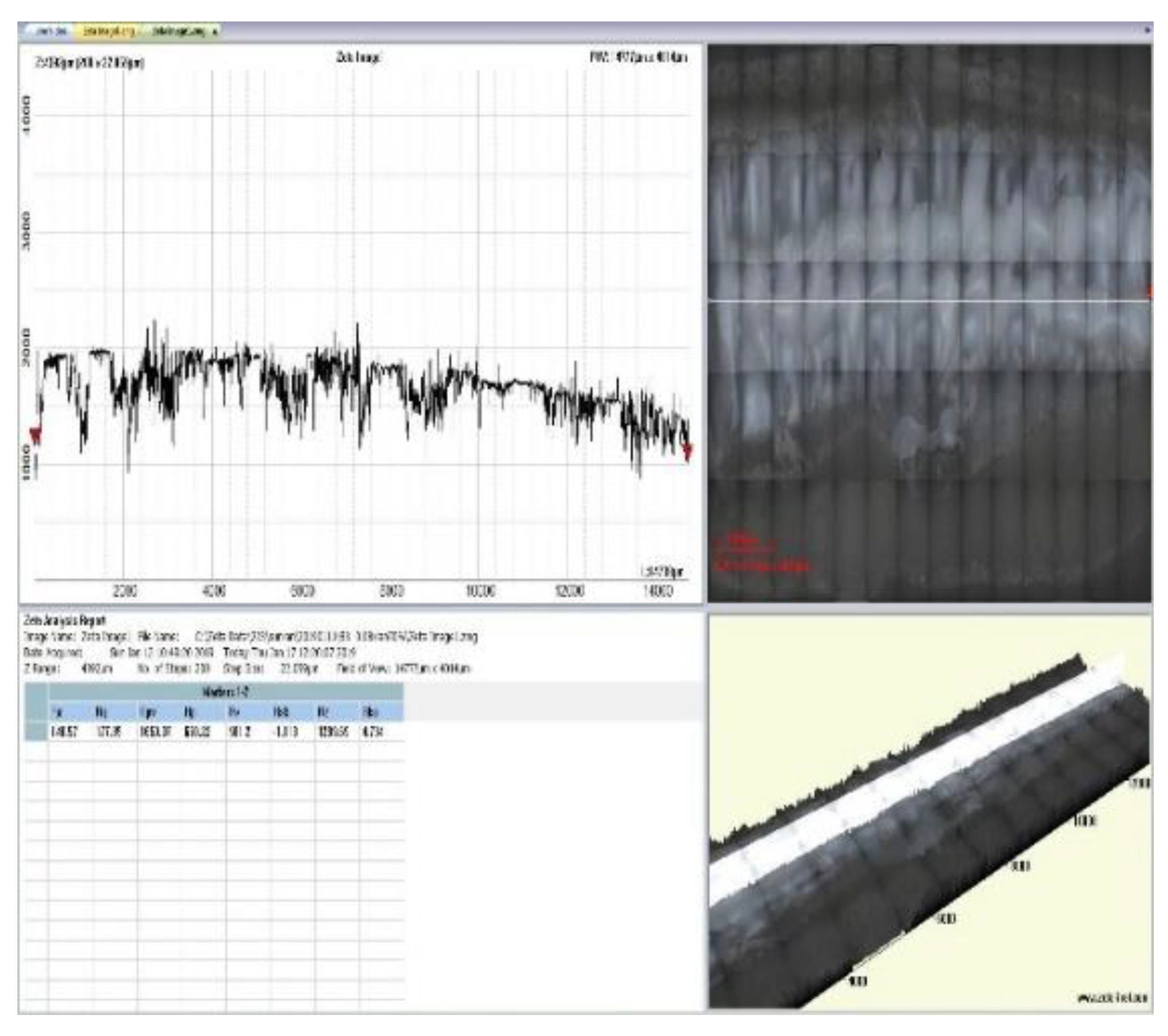
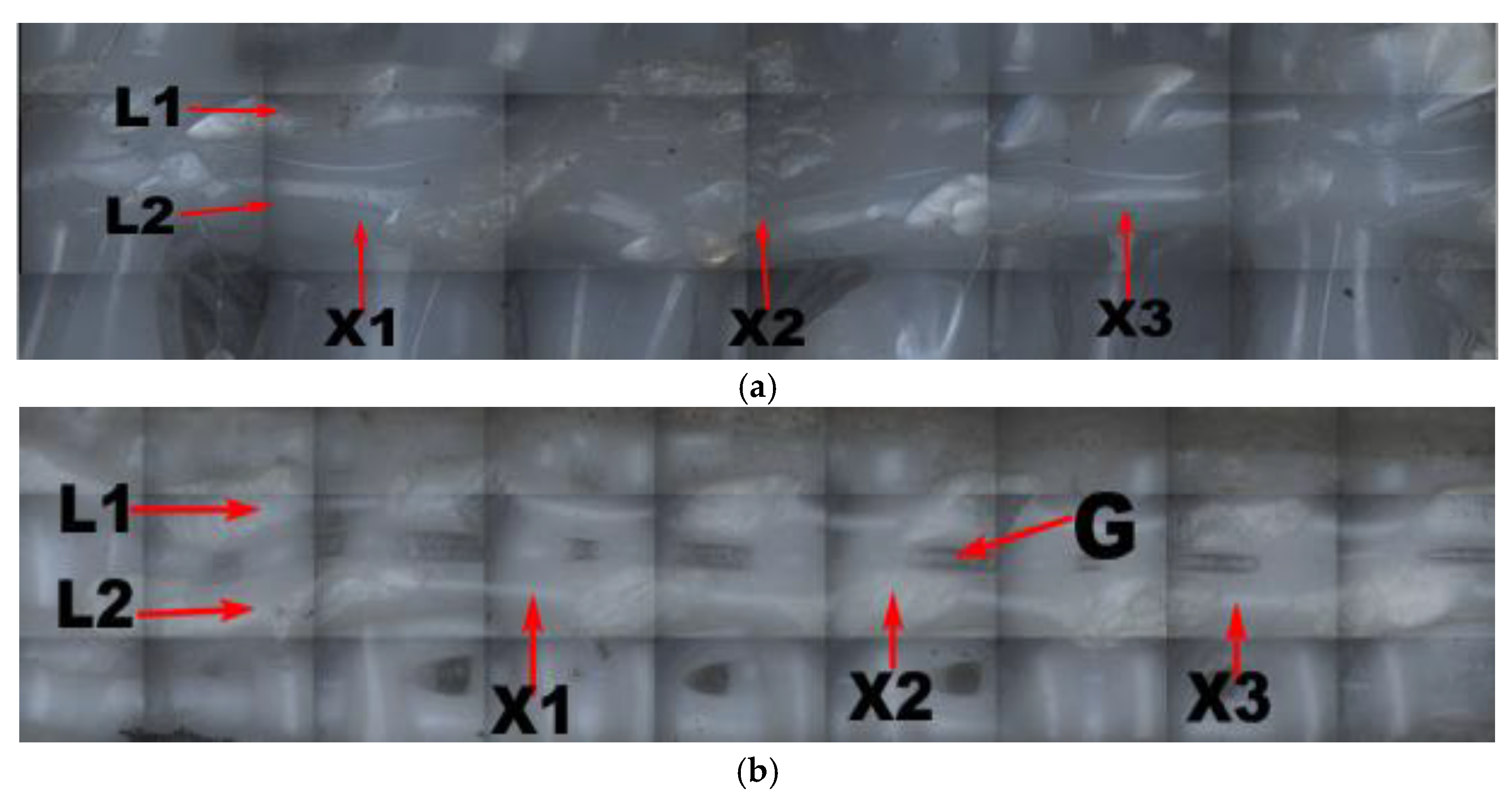
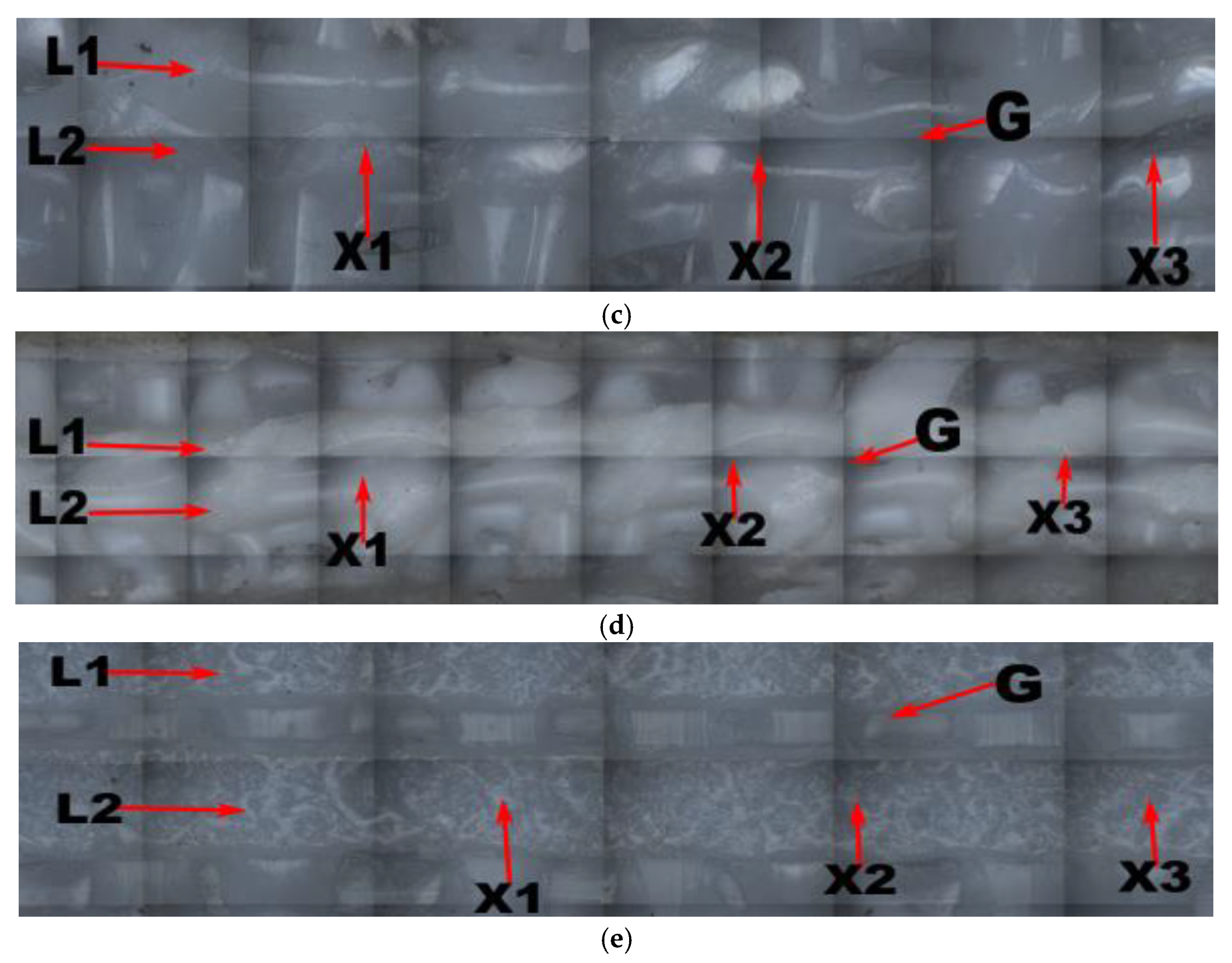
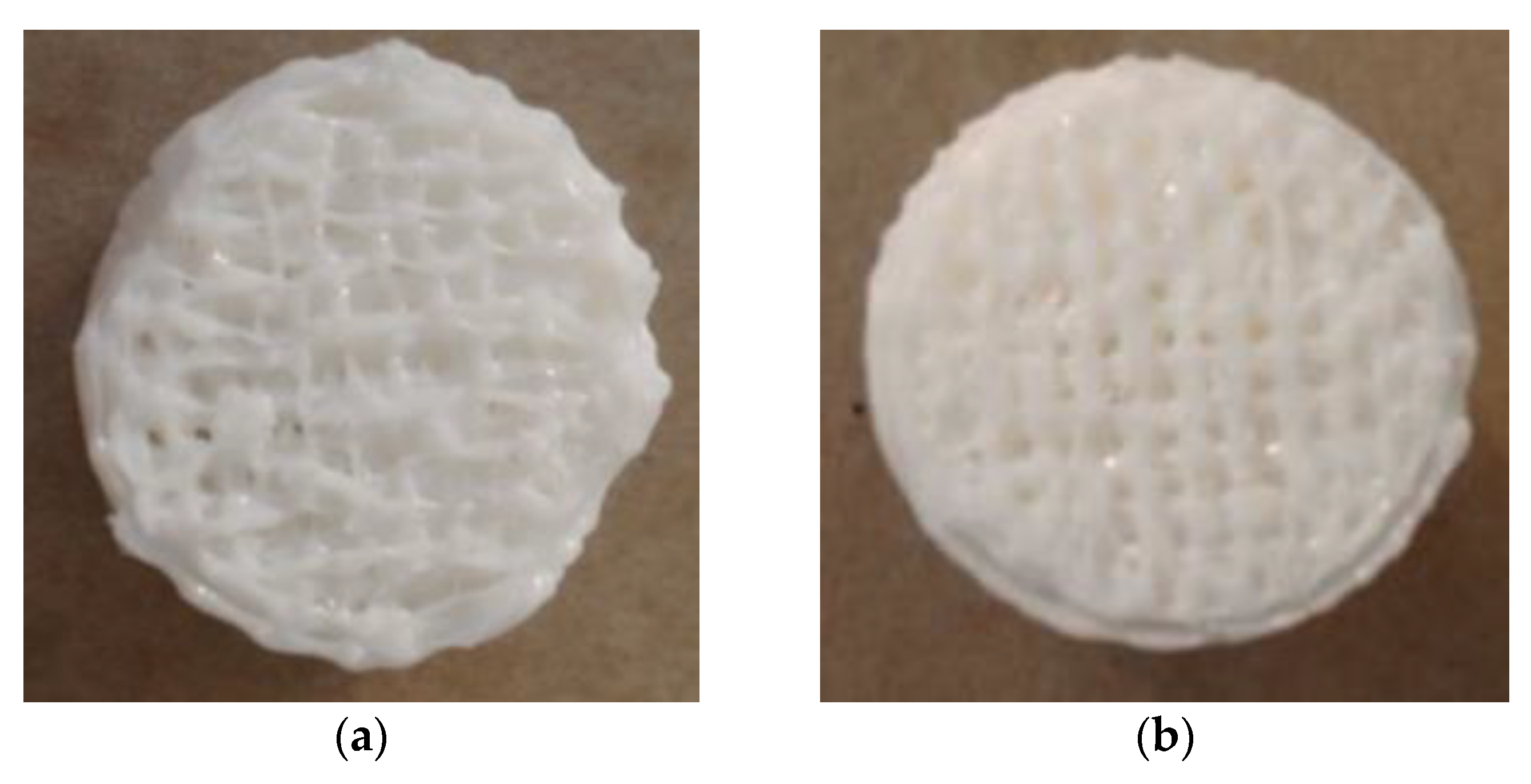
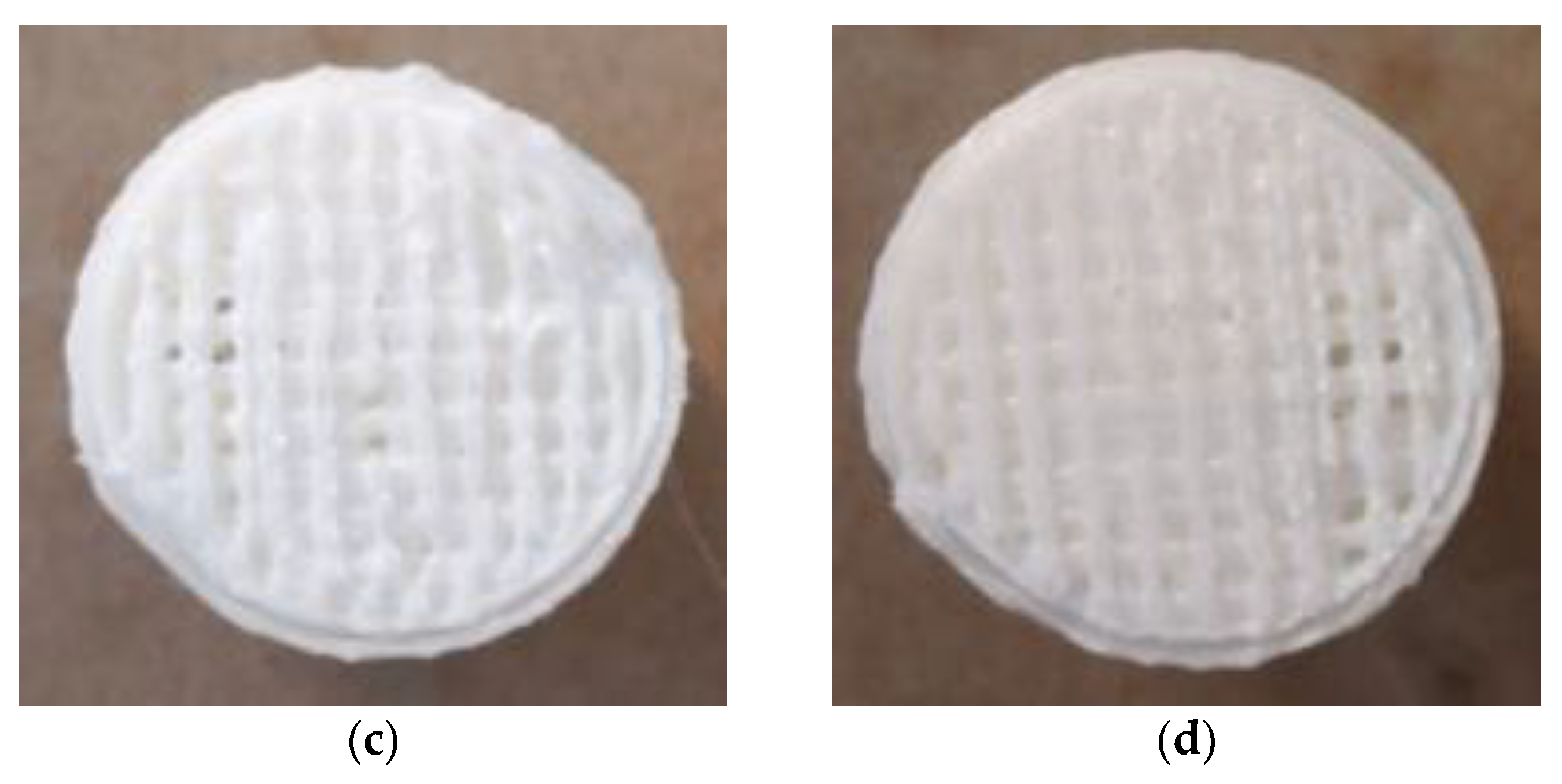
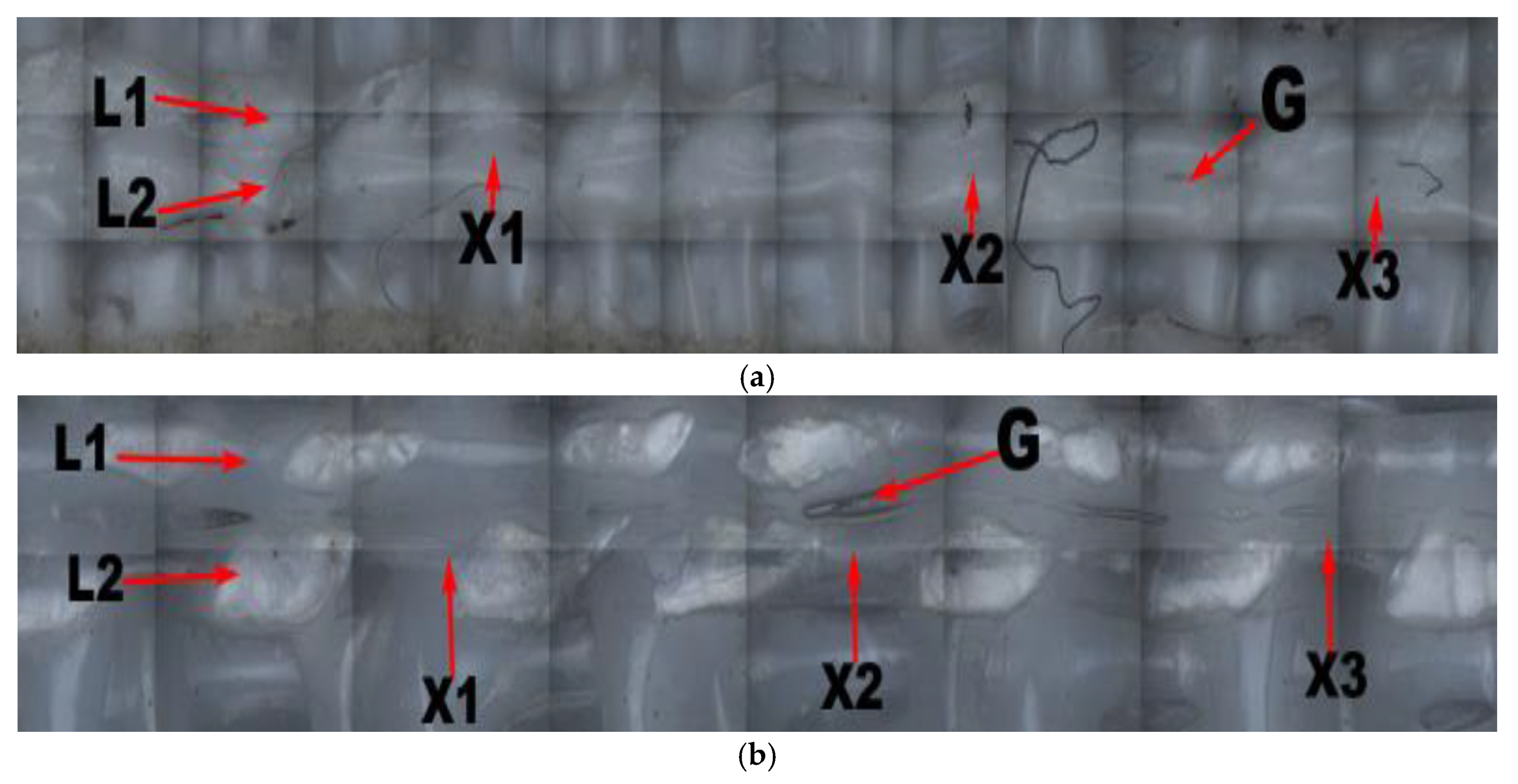
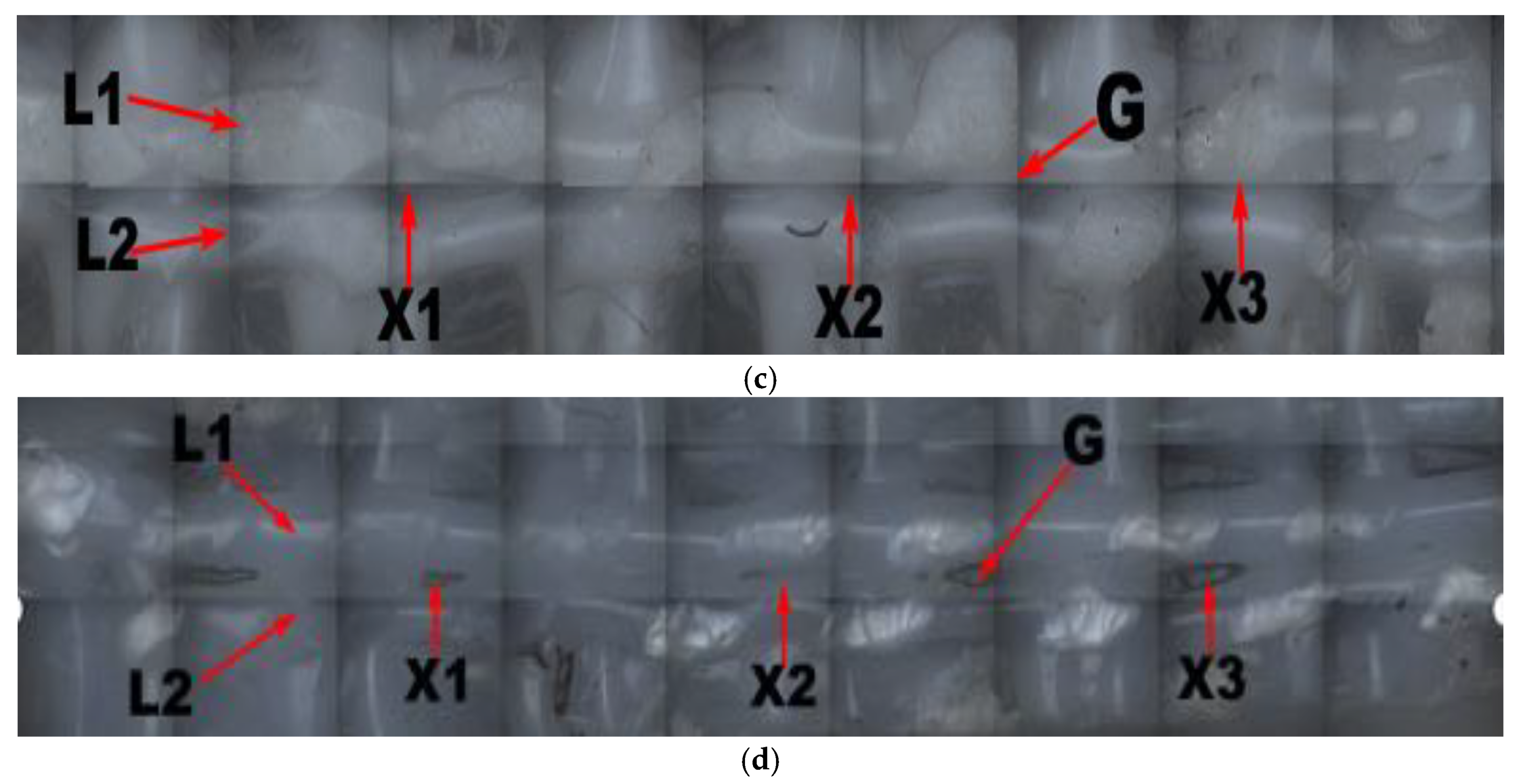
3.5. Component Failure Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 5,556,590, 17 September 1996. [Google Scholar]
- Hull, C.W.; Leyden, R.N.; Sekowski, M. Methods of Coating Stereolithographic Parts. U.S. Patent 5,234,636, 10 August 1993. [Google Scholar]
- Kantaros, A.; Chatzidai, N.; Karalekas, D. 3D printing-assisted design of scaffold structures. Int. J. Adv. Manuf. Technol. 2016, 82, 559–571. [Google Scholar] [CrossRef]
- Tymrak, B.M.; Kreiger, M.; Pearce, J.M. Mechanical properties of components fabricated with open-source 3D printers under realistic environmental conditions. Mater. Des. 2014, 58, 242–246. [Google Scholar] [CrossRef] [Green Version]
- Sugavaneswaran, M.; Arumaikkannu, G. Analytical and experimental investigation on elastic modulus or reinforced additive manufactured structure. Mater. Des. 2015, 66, 29–36. [Google Scholar] [CrossRef]
- Melenka, G.W.; Cheung, B.K.O.; Schofield, J.S.; Dawson, M.R.; Carey, J.P. Evaluation and prediction of the tensile properties of continuous fiber-reinforced 3D-printed structures. Compos. Struct. 2016, 153, 866–875. [Google Scholar] [CrossRef]
- Domingo, M.; Puigriol, J.M.; Garcia, A.A.; Lluma, J.; Borros, S.; Reyes, G. Mechanical property characterization and simulation of fused deposition modeling polycarbonate parts. Mater. Des. 2015, 83, 670–677. [Google Scholar] [CrossRef]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure analysis and mechanical characterization of 3D printed ABS with respect to later thickness and orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- Ddek, P. FDM 3D printing technology in manufacturing composite elements. Arch. Metall. Mater. 2013, 58, 1415–1418. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Joeong, K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef]
- Vander, K.F.; Koga, Y.; Todoroki, A.; Ueda, M.; Hirano, Y.; Matsuzaki, R. 3D printing of continuous carbon fibre reinforced thermo-plastic (CFRTP) tensile test specimens. Open J. Compos. Mater. 2016, 6, 18–27. [Google Scholar] [CrossRef] [Green Version]
- Haryńska, A.; Carayon, I.; Kosmela, P.; Szeliski, K.; Łapiński, M.; Pokrywczyńska, M.; Kucińska-Lipka, J.; Janika, H. A comprehensive evaluation of flexible FDM/FFF 3D printing filament as a potential material in medical application. Eur. Polym. J. 2020, 138, 109958. [Google Scholar] [CrossRef]
- Liu, H.; Ahlinder, A.; Yassin, M.; Finne-Wistrand, A.; Gasser, T. Computational and experimental characterization of 3D-printed PCL structures toward the design of soft biological tissue scaffolds. Mater. Des. 2020, 188, 108488. [Google Scholar] [CrossRef]
- Zheng, R.; Chen, Y.; Chi, H.; Qiu, H.; Xue, H.; Bai, H. 3D Printing of a Polydimethylsiloxane/Polytetrafluoroethylene Composite Elastomer and its Application in a Triboelectric Nanogenerator. ACS Appl. Mater. Interfaces 2020, 12, 57441–57449. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Jin, Z.; Zhang, W. Application of 3D Printing in Future Manned Space Exploration. Mater. Sci. Forum 2020, 982, 92–97. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Parametric appreisal of mechanical Property of fused deposition modeling processed parts. Mater. Des. 2010, 31, 287–295. [Google Scholar] [CrossRef]
- Zhou, J.; Hersco, V.D.; Chen, C. Parametric process optimizatbn to Fimprove the Accuracy of 85 rapid prototyped stereolithography parts. Int. J. Mach. Tools Manuf. 2000, 40, 363–379. [Google Scholar] [CrossRef]
- GaIantuucci, L.M.; Lavecchia, F.; Percoco, G. Experimental study aiming to enhance the surface Finish of fused deposition modeled parts. CIRP Ann. Manuf. Technol. 2009, 58, 189–192. [Google Scholar] [CrossRef]
- Baciu, F.; Vlăsceanu, D.; Hadăr, A. The Influence of 3D Printing Parameters on Elastic and Mechanical Characteristics of Polylactide. Mater. Sci. Forum 2019, 957, 483–492. [Google Scholar] [CrossRef]
- Behzadnasab, M.; Yousefi, A.; Ebrahimibagha, D.; Nasiri, F. Effects of processing conditions on mechanical properties of PLA printed parts. Rapid Prototyp. J. 2020, 26, 381–389. [Google Scholar] [CrossRef]
- Afonso, J.; Alves, J.; Caldas, G.; Gouveia, B.; Santana, L.; Belinha, J. Influence of 3D printing process parameters on the mechanical properties and mass of PLA parts and predictive models. Rapid Prototyp. J. 2021, 27, 487–495. [Google Scholar] [CrossRef]
- Sood, A.K.; Ohdar, R.K.; Mahapatra, S.S. Experimental investigation and empirical modelling of FDM process for compressive strength improvement. J. Adv. Res. 2012, 3, 81–90. [Google Scholar] [CrossRef] [Green Version]
- Chacón, J.M.; Caminero, M.A.; García-Plaza, E.; Núñez, P.J. Additive manufacturing of PLA structures using fused deposition modelling: Effect of process parameters on mechanical properties and their optimal selection. Mater. Des. 2017, 124, 143–157. [Google Scholar] [CrossRef]
- Forgacs, G.; Sun, W. Biofabrication: Micro-and Nano-Fabrication, Printing, Patterning and Assemblies; William Andrew: New York, NY, USA, 2013. [Google Scholar]
- Choiab, J.; Medina, F.; Kim, C.; Espalin, D.; Rodriguez, D.; Stucker, B.; Wicker, R. Development of a mobile fused deposition modeling system with enhanced manufacturing flexibility. J. Mater. Process. Technol. 2011, 211, 424–432. [Google Scholar] [CrossRef]
- Pang, X.Q.; Ren, C.; Han, L.G. Effect of Molding material temperature on workpiece in FDM. Int. J. Plant Eng. Manag. 2015, 20, 170–178. [Google Scholar] [CrossRef]
- Marchment, T.; Xia, M.; Dodd, E.; Sanjayan, J.; Nematollahi, B. Effect of Delay Time on the Mechanical Properties of Extrusion-Based 3D Printed Concrete. In Proceedings of the 34th ISARC, Taipei, Taiwan, 28 June–1 July 2017; pp. 240–245. [Google Scholar] [CrossRef] [Green Version]
- Zheng, J.; Kang, J.; Sun, C.; Yang, C.; Wang, L.; Li, D. Effects of printing path and material components on mechanical properties of 3D-printed polyether-ether-ketone/hydroxyapatite composites. J. Mech. Behav. Biomed. Mater. 2021, 188, 104475. [Google Scholar] [CrossRef]
- Krystek, J.; Kanakova, S.; Kroupa, T.; Zemcík, R.; Zikmund, P.; Rous, P.; Steiner, F.; Vankova, T. Influence of position in 3D printing process on mechanical properties of metal prints Experimental Stress Analysis. In Proceedings of the 58th International Scientific Conference, Online Conference. 4–5 September 2020; pp. 263–268. [Google Scholar]
- Suteja, T.J.; Soesanti, A. Mechanical Properties of 3D Printed Polylactic Acid Product for Various Infill Design Parameters: A Review. J. Phys. Conf. Ser. 2019, 1569, 042010. [Google Scholar] [CrossRef]
- Khawaja, H.; Alabdouli, H.; Alqaydi, H.; Mansour, A.; Ahmed, W.; Jassmi, H. Investigating the Mechanical Properties of 3D Printed Components. In Proceedings of the Advances in Science and Engineering Technology International Conferences (ASET), Dubai, United Arab Emirates, 4 February–9 April 2020. [Google Scholar] [CrossRef]
- Mustakangas, A.; Hamada, A.; Järvenpää, A. Enhancement of the Compressive Strength of 3D-Printed Polylactic Acid(PLA) by Controlling Internal Pattern. Mater. Sci. Forum 2021, 1023, 75–81. [Google Scholar] [CrossRef]
- Ultimaker, Cura Software. 2016. Available online: https://ultimaker.com/en/products/curasoftware (accessed on 22 February 2012).
- Ning, F.; Cong, W.; Hu, Y.; Wang, H. Additive manufacturing of carbon fiber-reinforced plastic composites using fused deposition modeling: Effects of process parameters on tensile properties. J. Compos. Mater. 2016, 28, 1–12. [Google Scholar] [CrossRef]
- Li, Z.; Haigh, A.; Sotis, C.; Gibson, A.; Sloan, R.; Kariman, N. Detection and evaluation of damage in aircraft composites using electromagnetically coupled inductors. Compos. Struct. 2016, 140, 252–261. [Google Scholar] [CrossRef]
- Ning, F.; Cong, W.; Qiu, J.; Wei, J.; Wang, S. Additive manufacturing of carbon fiber reinforced thermoplastic composites using fused deposition modeling. Compos. Part B 2015, 80, 369–378. [Google Scholar] [CrossRef]
- Gregor-Svetec, D.; Elesini, U.; Urbas, R.; Leskovšek, M.; Brodnjak, U. The Influence of Cardboard Dust on Structural, Morphological and Mechanical Properties of Biocomposite PLA and HDPE Filaments for 3D Printing. Acta Chim. Slov. 2019, 66, 614–621. [Google Scholar] [CrossRef] [PubMed]
- Ullu, E.; Korkmaz, E.; Yay, K.; Ozdoganlar, O.B.; Kara, L.B. Enhancing the structural performance of additively manufactured objects through build orientation optimization. J. Mech. Des. 2015, 137, 111410–111419. [Google Scholar] [CrossRef]
- Caminero, M.A.; Pavlopoulou, S.; Lopez-Pedrosa, M.; Nicolaisson, B.G.; Pinna, C.; Soutis, C. Analysis of adhesively bonded repairs in composites: Damage detection and prognosis. Compos. Struct. 2013, 95, 500–517. [Google Scholar] [CrossRef]
- Caminero, M.A.; Lopez-Pedrosa, M.; Pinna, C.; Soutis, C. Damage monitoring and analysis of composite laminates with an open hole and adhesively bonded repairs using digital image correlation. Compos. Part B 2013, 53, 76–91. [Google Scholar] [CrossRef]
- Caminero, M.A.; Rodriguez, G.P.; Munoz, V. Effect of stacking sequence on charpy impact and flexural damage behavior of composite laminates. Compos. Struct. 2016, 136, 345–357. [Google Scholar] [CrossRef]
- Nomani, J.; Wilson, D.; Paulino, M.; Mohammed, M. Effect of layer thickness and cross-section geometry on the tensile and compression properties of 3D printed ABS. Mater. Today Commun. 2019, 100626. [Google Scholar] [CrossRef]
- Elmrabet, N.; Siegkas, P. Dimensional considerations on the mechanical properties of 3D printed polymer parts. Polym. Test. 2020, 90, 106656. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fixed Factors | Control Factors | ||||
|---|---|---|---|---|---|
| Factor | Value | Unit | Factor | Value | Unit |
| Layer thickness | 0.2 | mm | Linear support density | 30%, 50%, 70%, 90% | |
| Wall thickness | 1.6 | mm | Linear support distance in the Z direction | 0.08, 0.10, 0.12, 0.14 | mm |
| Fill density | 30% | Grid support density | 30%, 50%, 70%, 90% | ||
| Nozzle temperature | 205 | °C | Grid support distance in the Z direction | 0.08, 0.10, 0.12, 0.14 | mm |
| Printing speed | 50 | mm/s | |||
| Linear Support Density (%) | Z Direction Support-to-Model Distance (mm) | ||||
|---|---|---|---|---|---|
| 0.08 | 0.10 | 0.12 | 0.14 | 0 | |
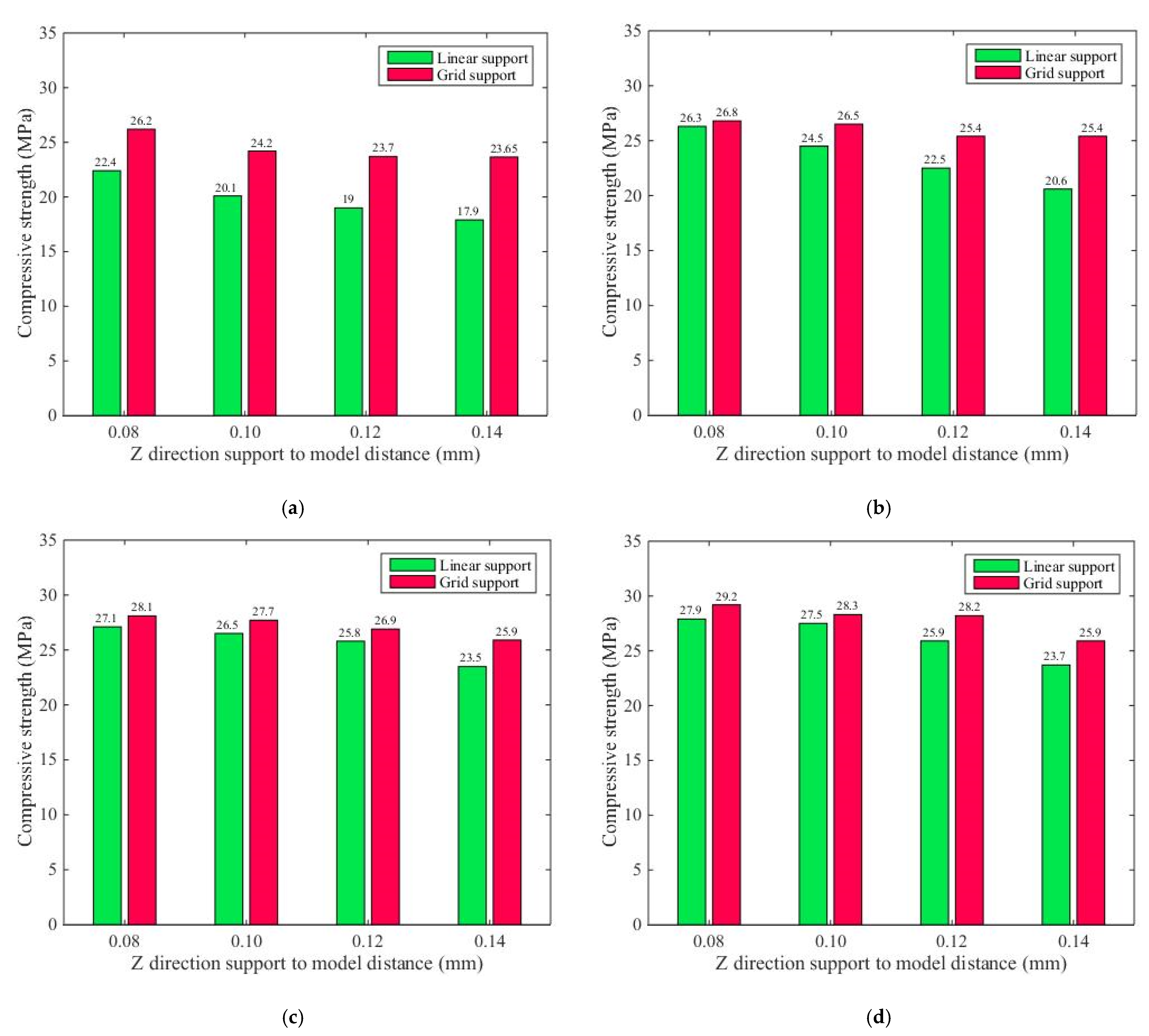
| 30% | 22.40 | 20.10 | 19.00 | 17.90 | |
| 50% | 26.30 | 24.50 | 22.50 | 20.60 | |
| 70% | 27.10 | 26.50 | 25.80 | 23.50 | |
| 90% | 27.90 | 27.50 | 25.90 | 23.70 | |
| 0% | 20.20 | ||||
| Linear Support Density (%) | Z Direction Support-to-Model Distance (mm) | ||
|---|---|---|---|
| 0.08 | 0.14 | 0.00 | |
| 70% | |||
| 90% | |||
| 0% | |||
| Grid Support Density (%) | Z Direction Support-to-Model Distance (mm) | ||||
|---|---|---|---|---|---|
| 0.08 | 0.10 | 0.12 | 0.14 | 0 | |
| 30% | 26.20 | 24.20 | 23.70 | 23.65 | |
| 50% | 26.80 | 26.50 | 25.40 | 25.40 | |
| 70% | 28.10 | 27.70 | 26.90 | 25.90 | |
| 90% | 29.20 | 28.30 | 28.20 | 25.90 | |
| 0% | 20.20 | ||||
| Grid Support Density (%) | Z Direction Support-to-Model Distance (mm) | ||
|---|---|---|---|
| 0.08 | 0.14 | 0.00 | |
| 70% | |||
| 90% | |||
| 0% | |||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, Z.; Wang, H.; Wang, C.; Sun, X.; Zhang, S. Analysis of the Influencing Factors of FDM-Supported Positions for the Compressive Strength of Printing Components. Materials 2021, 14, 4008. https://doi.org/10.3390/ma14144008
Feng Z, Wang H, Wang C, Sun X, Zhang S. Analysis of the Influencing Factors of FDM-Supported Positions for the Compressive Strength of Printing Components. Materials. 2021; 14(14):4008. https://doi.org/10.3390/ma14144008
Chicago/Turabian StyleFeng, Zhengkai, Heng Wang, Chuanjiang Wang, Xiujuan Sun, and Shuai Zhang. 2021. "Analysis of the Influencing Factors of FDM-Supported Positions for the Compressive Strength of Printing Components" Materials 14, no. 14: 4008. https://doi.org/10.3390/ma14144008
APA StyleFeng, Z., Wang, H., Wang, C., Sun, X., & Zhang, S. (2021). Analysis of the Influencing Factors of FDM-Supported Positions for the Compressive Strength of Printing Components. Materials, 14(14), 4008. https://doi.org/10.3390/ma14144008