
Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations

Abstract
:1. Introduction
2. Methods
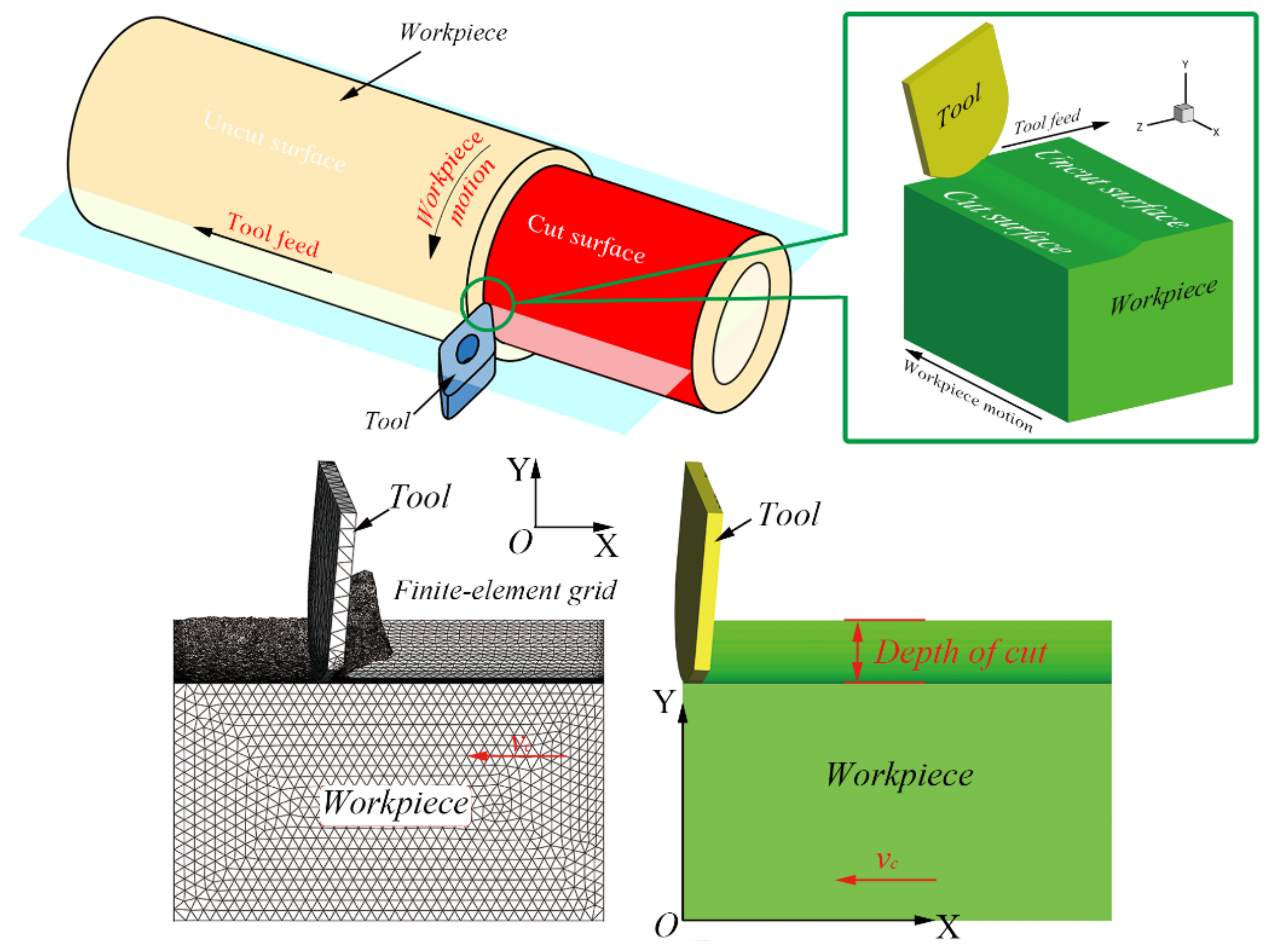
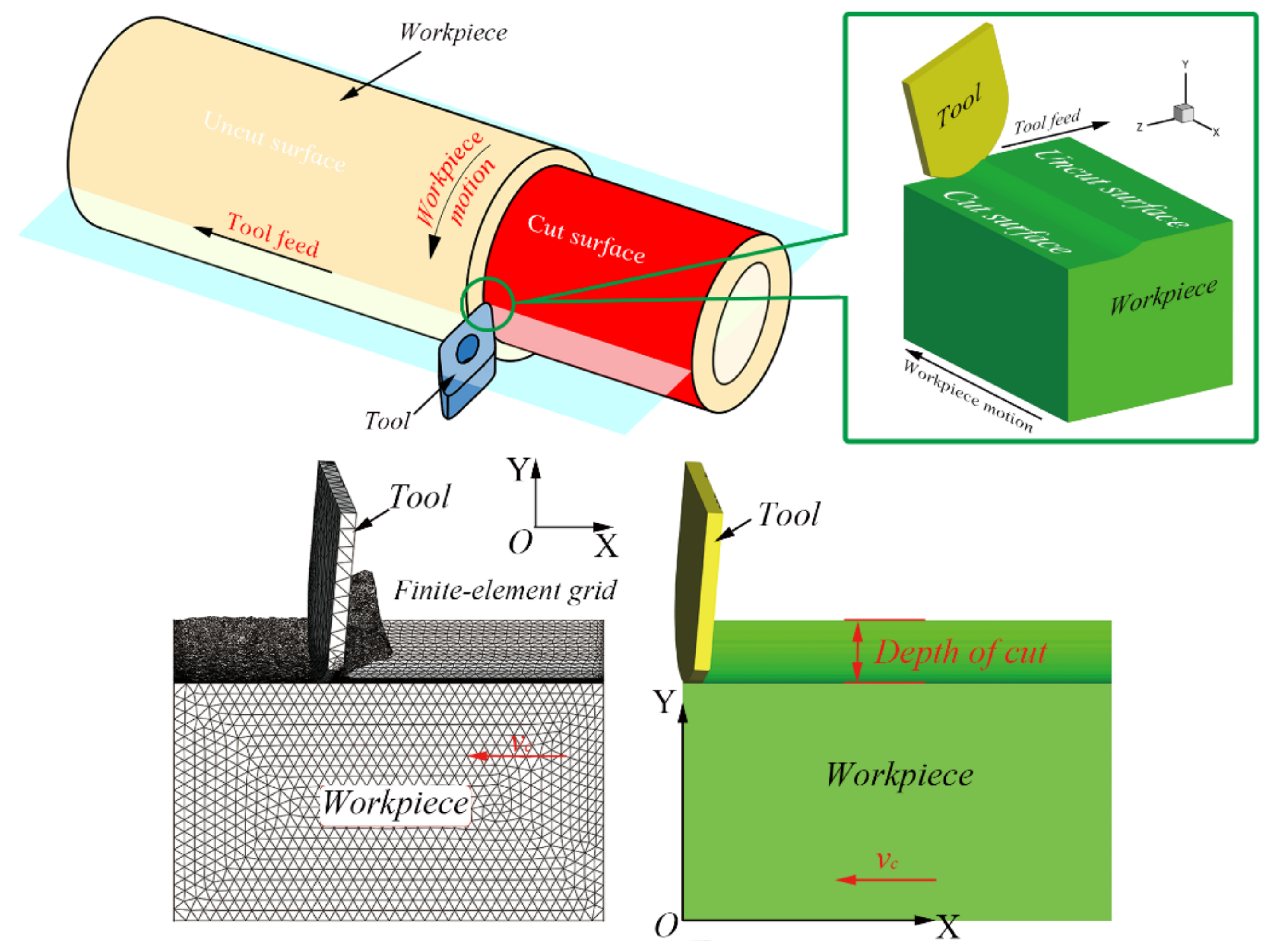
2.1. Three-Dimensional FEM Simulation
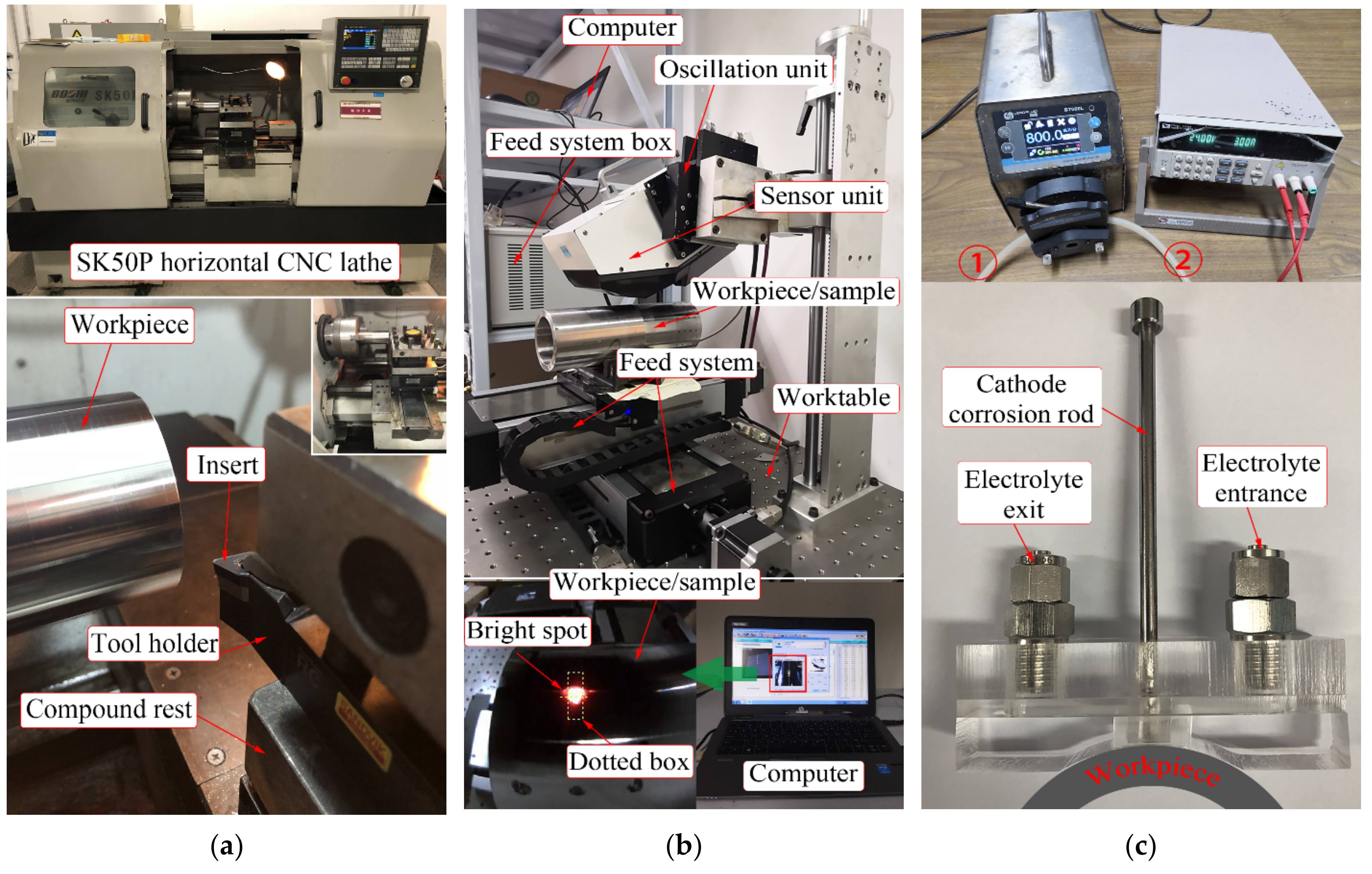
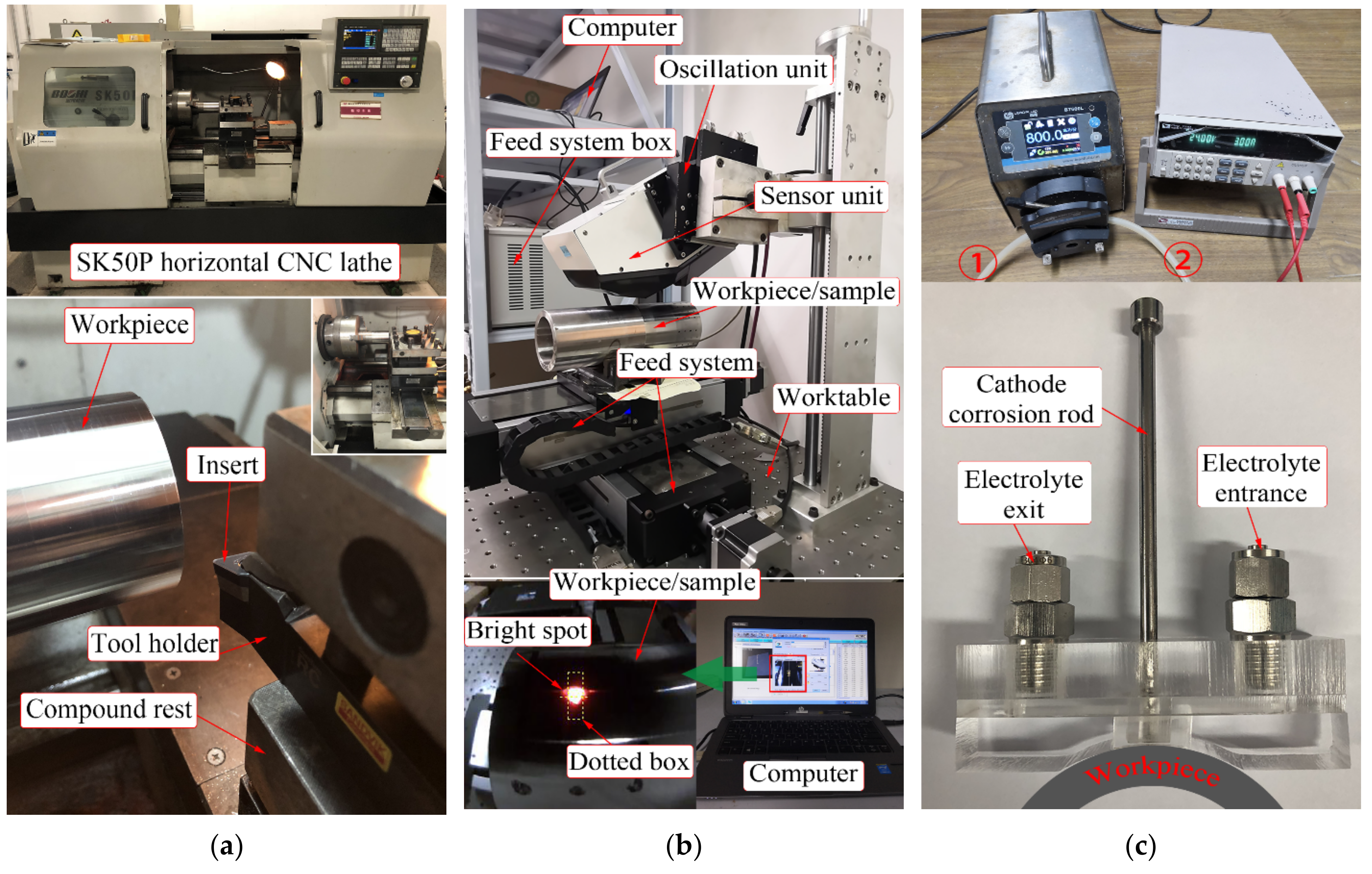
2.2. Turning Experiments and Measuring Residual Stresses
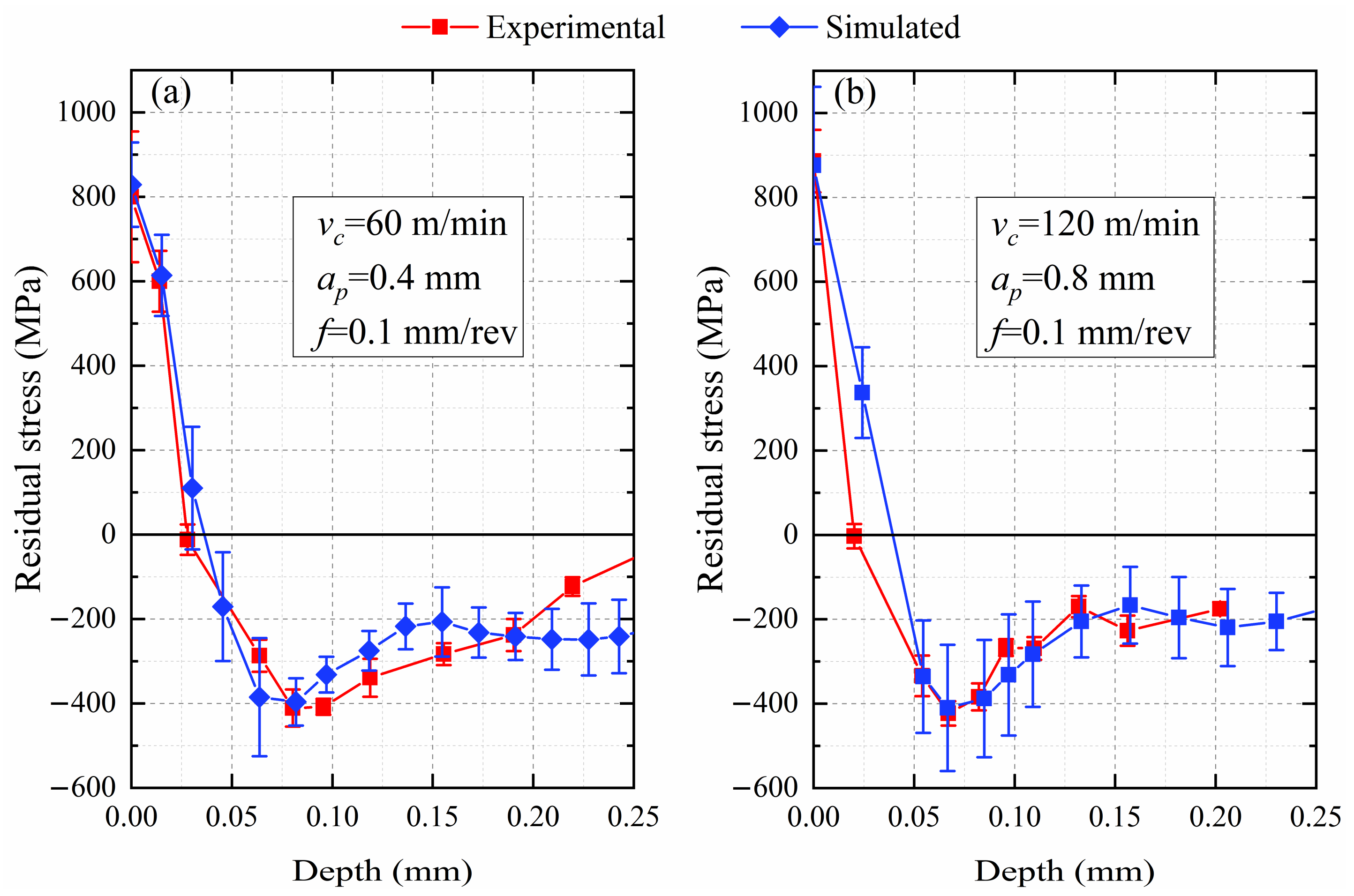
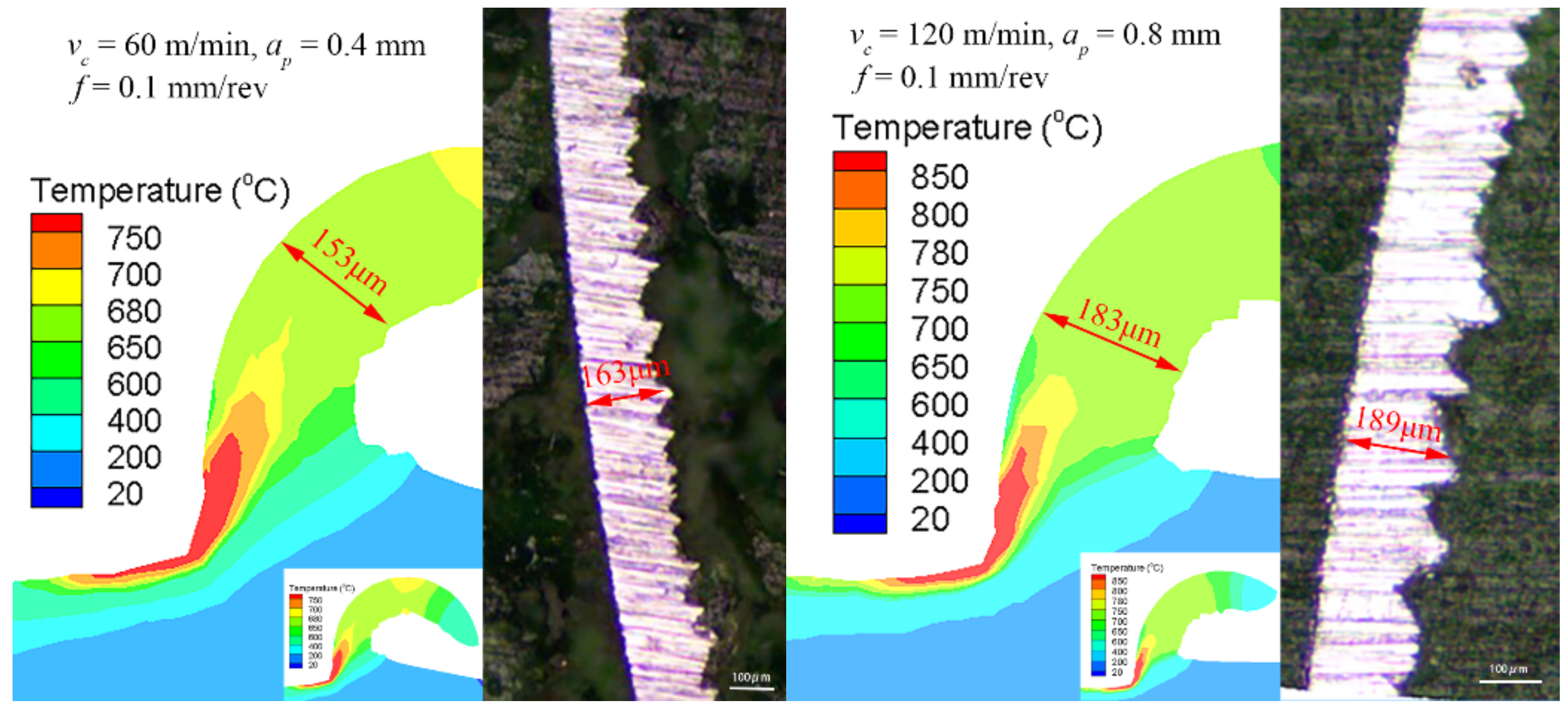
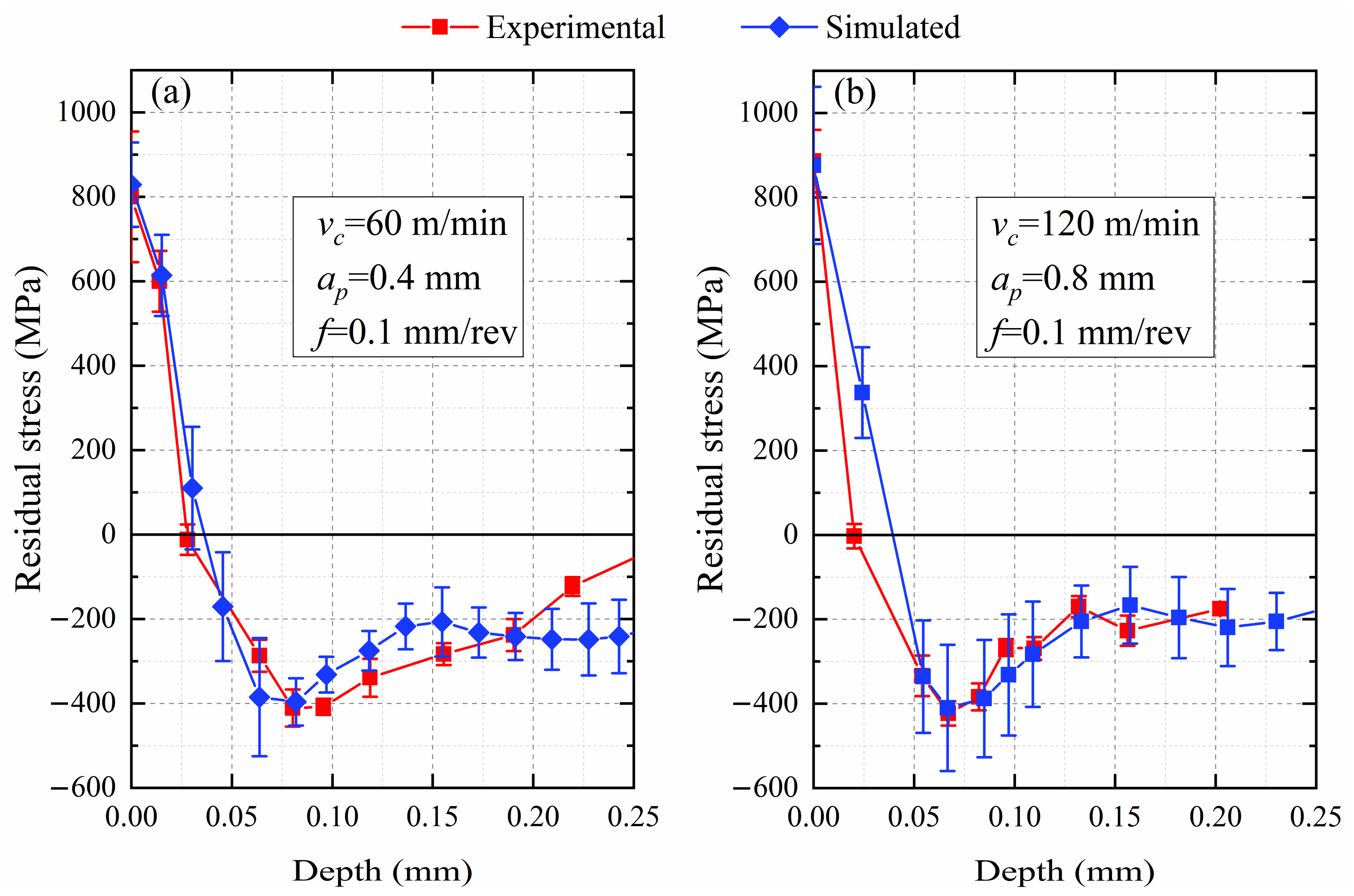
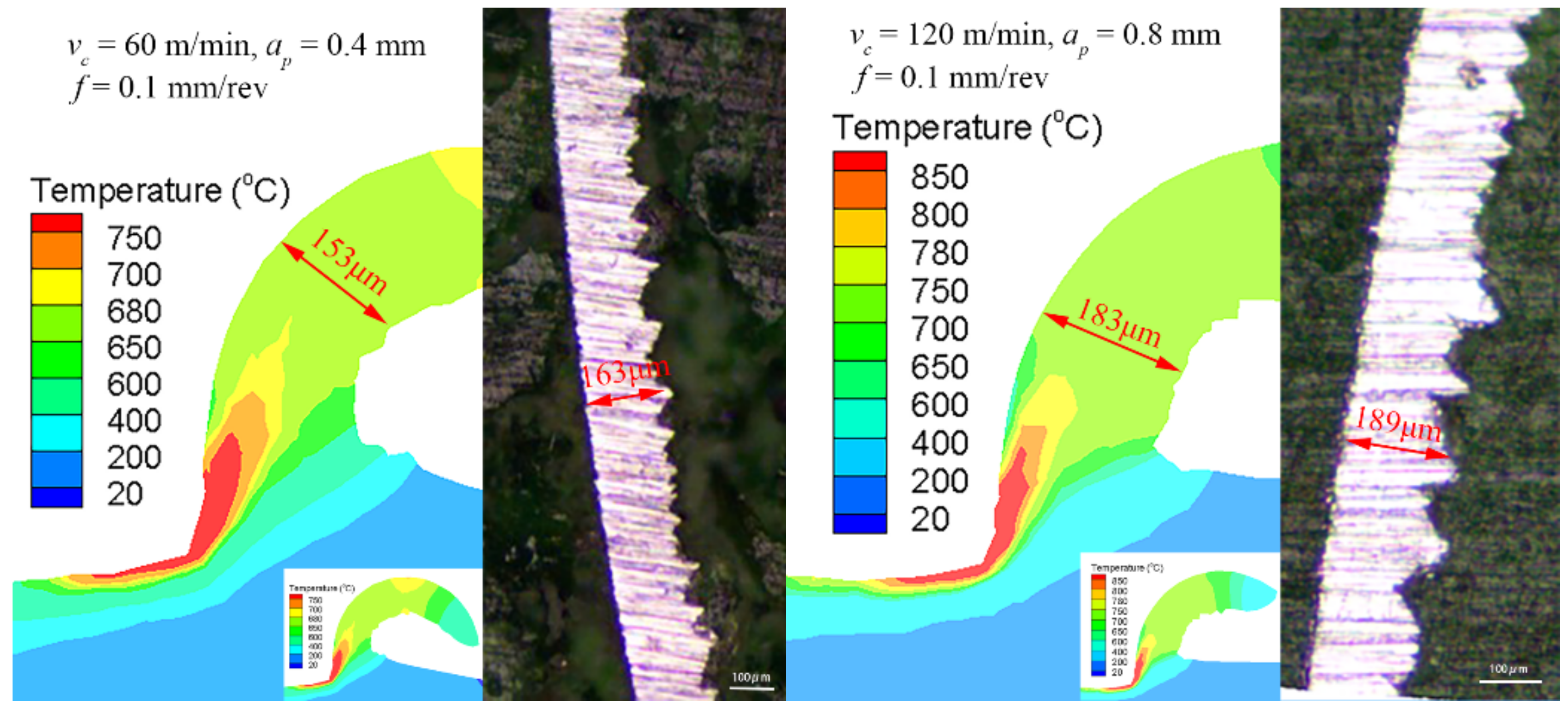
2.3. FEM Validation
2.4. Simulation Planning
3. Results and Discussion
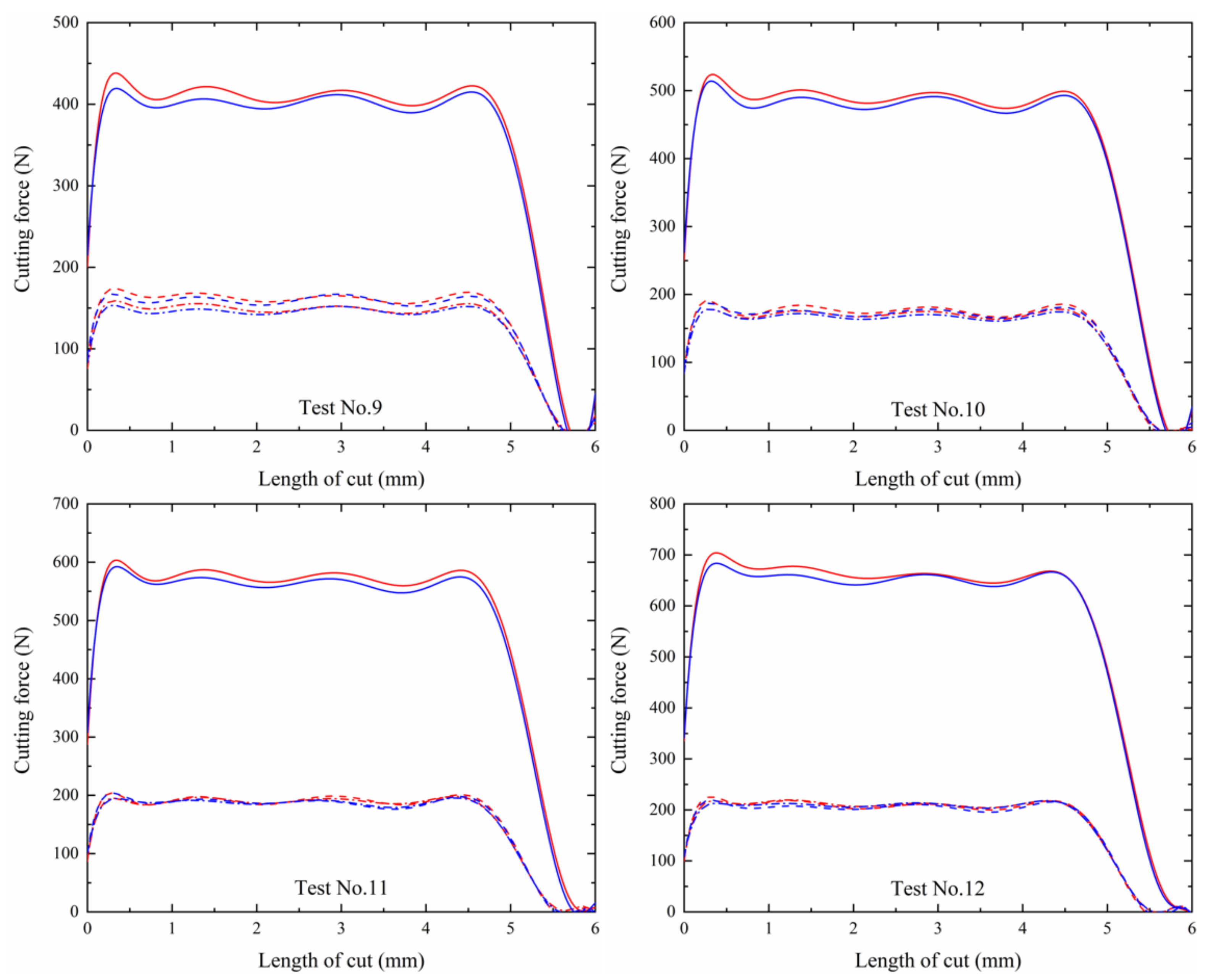
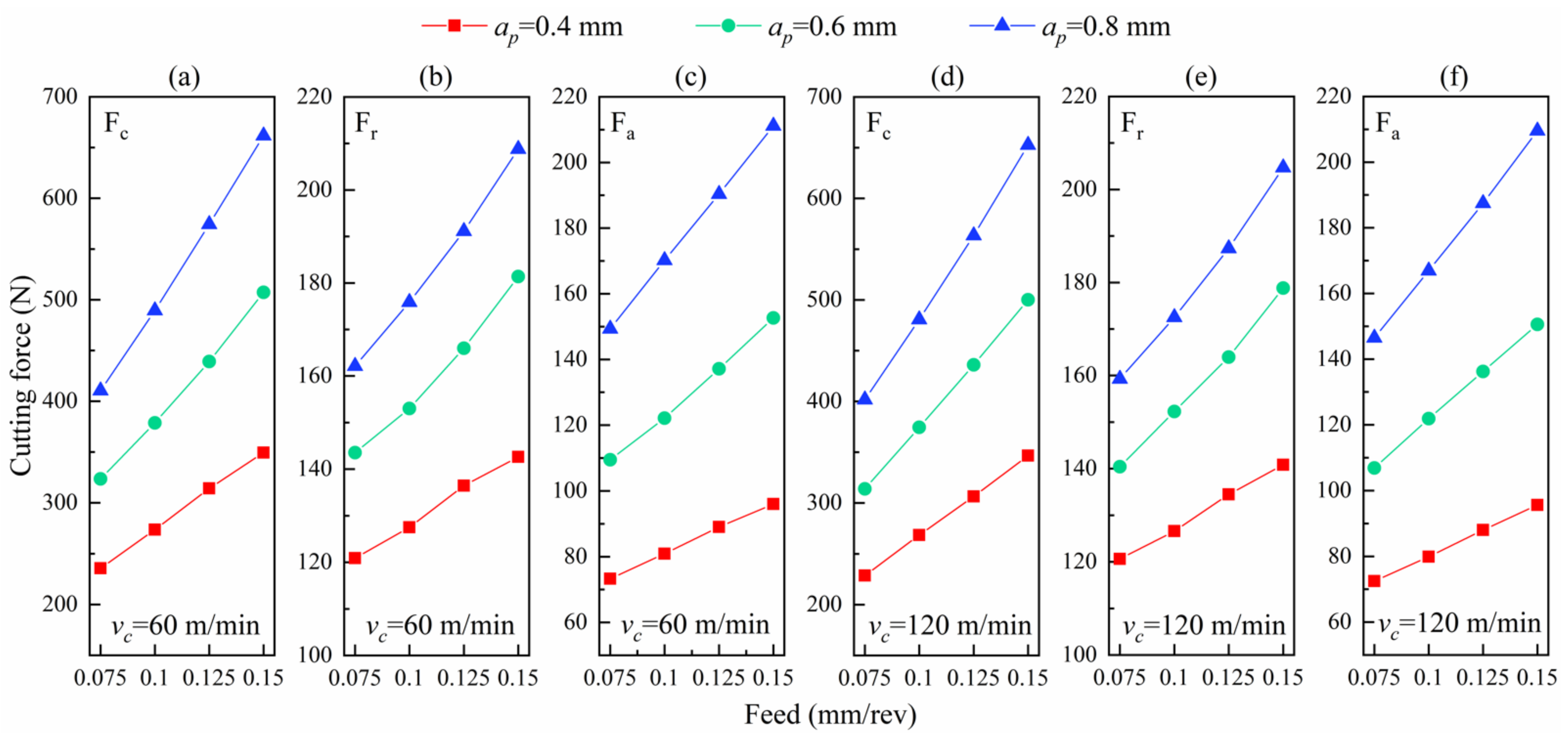
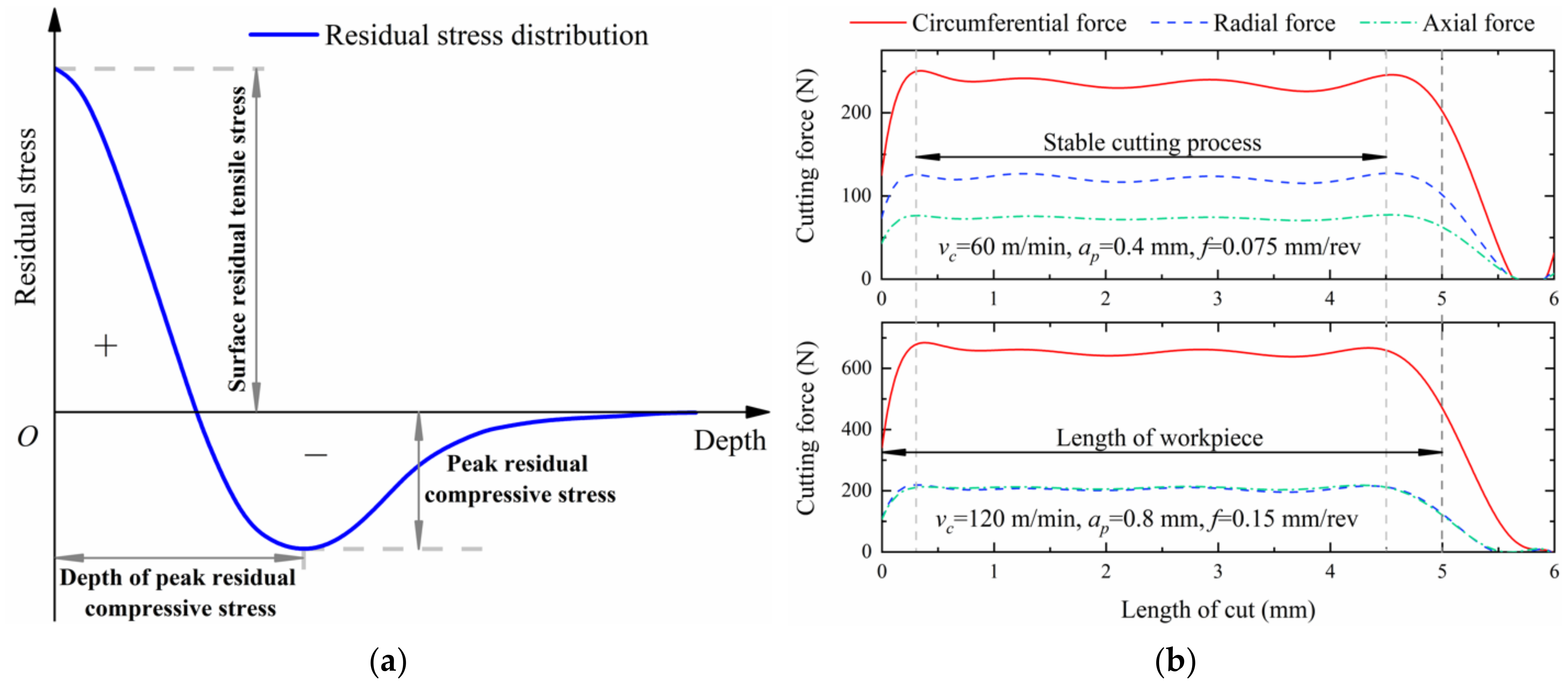
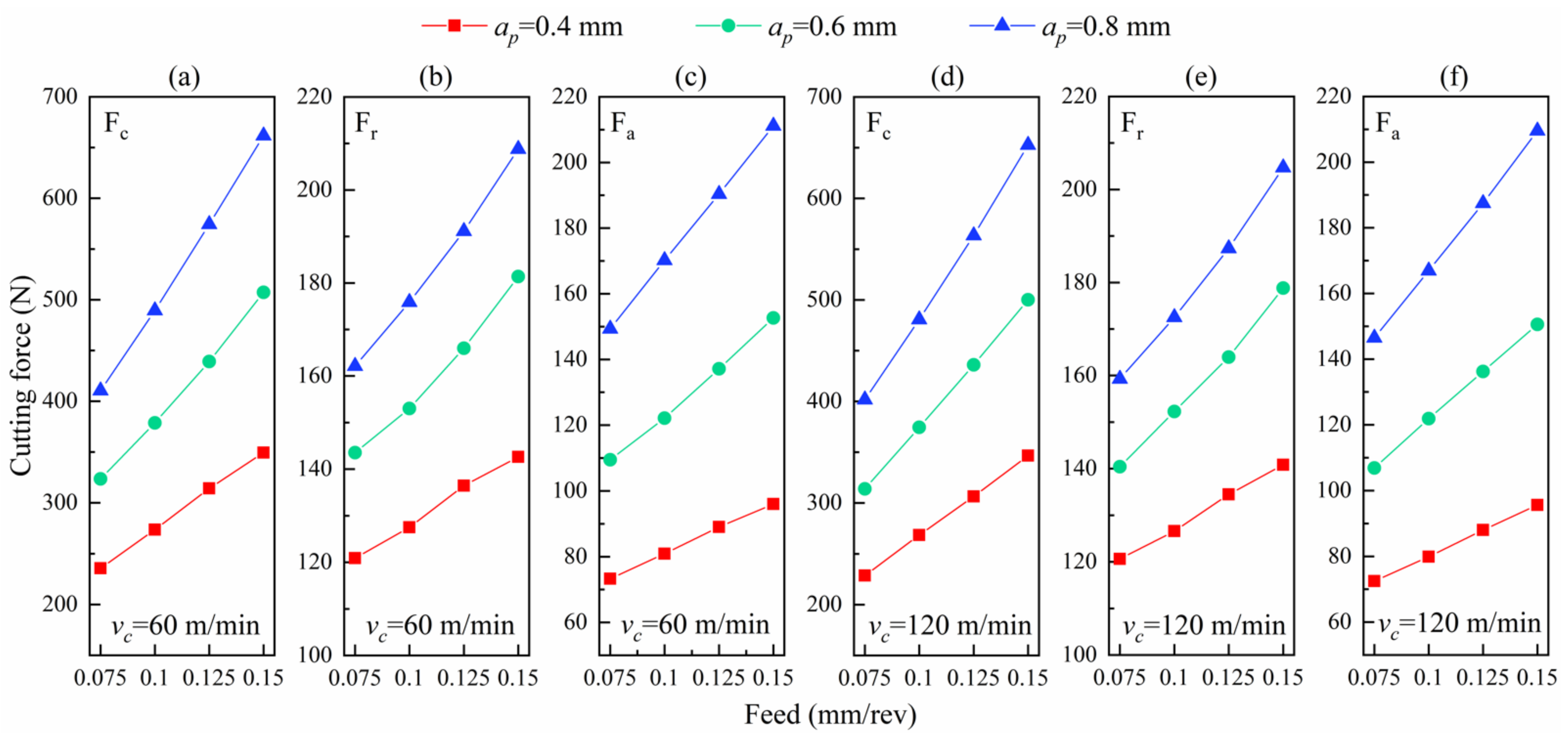
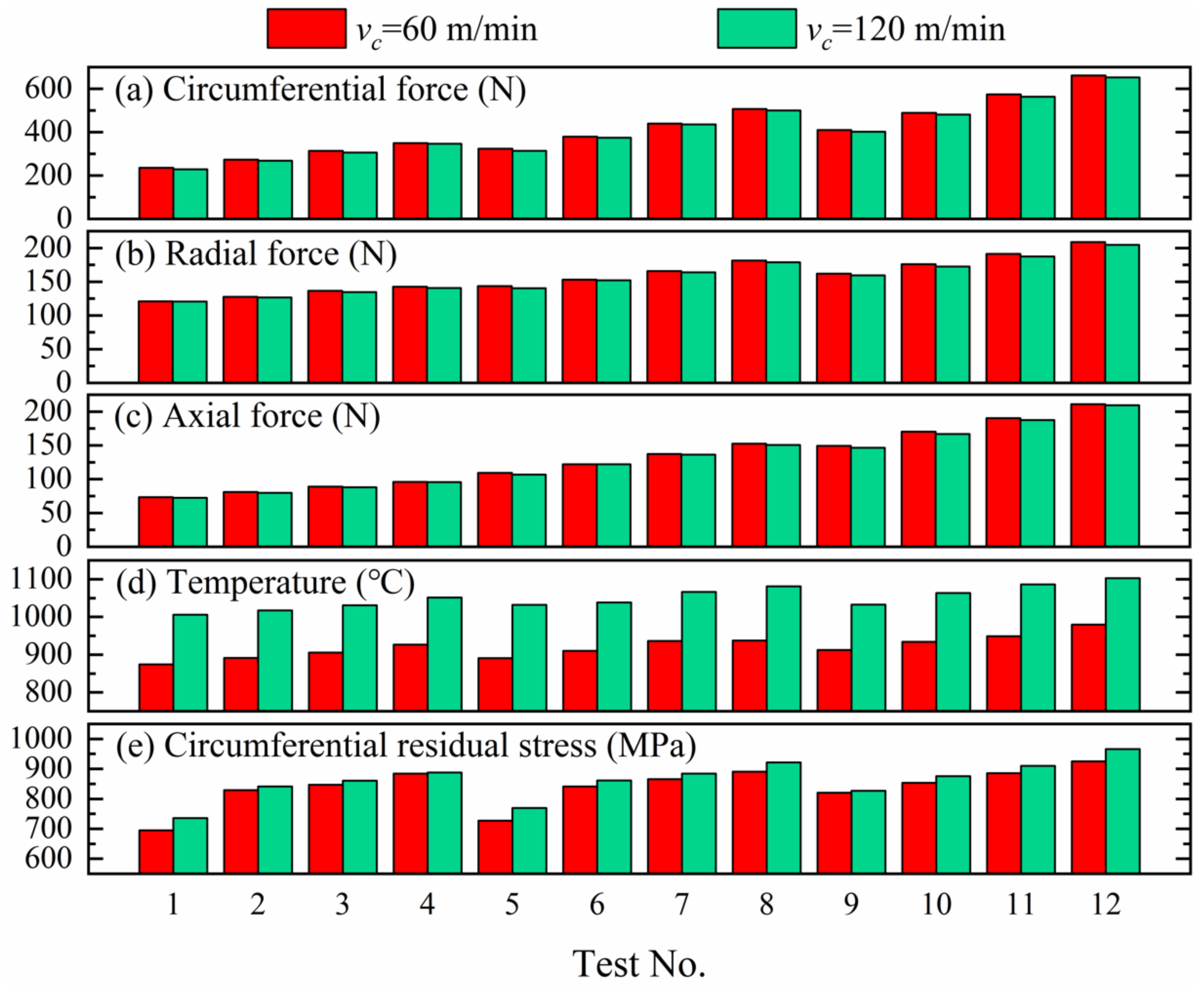
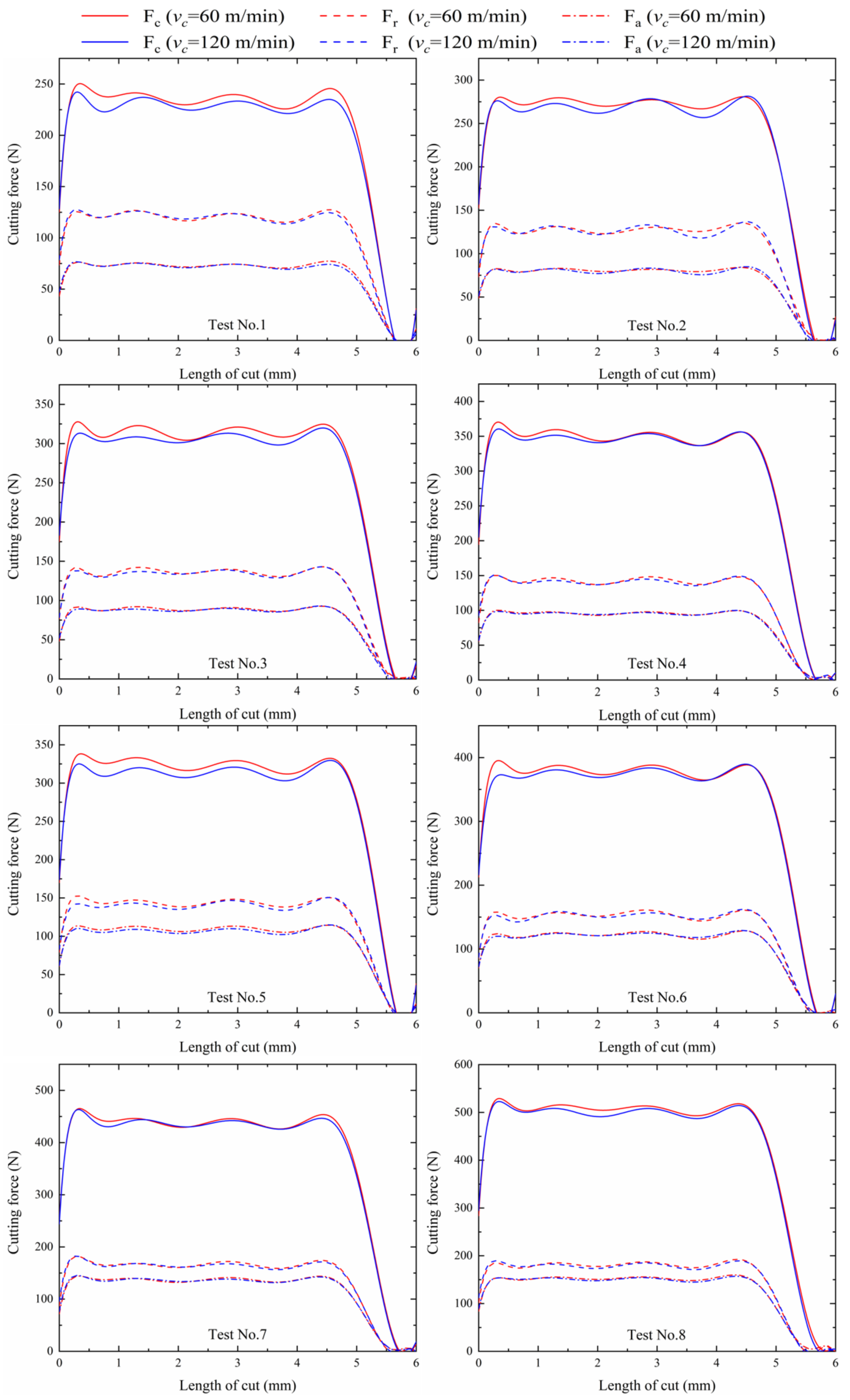
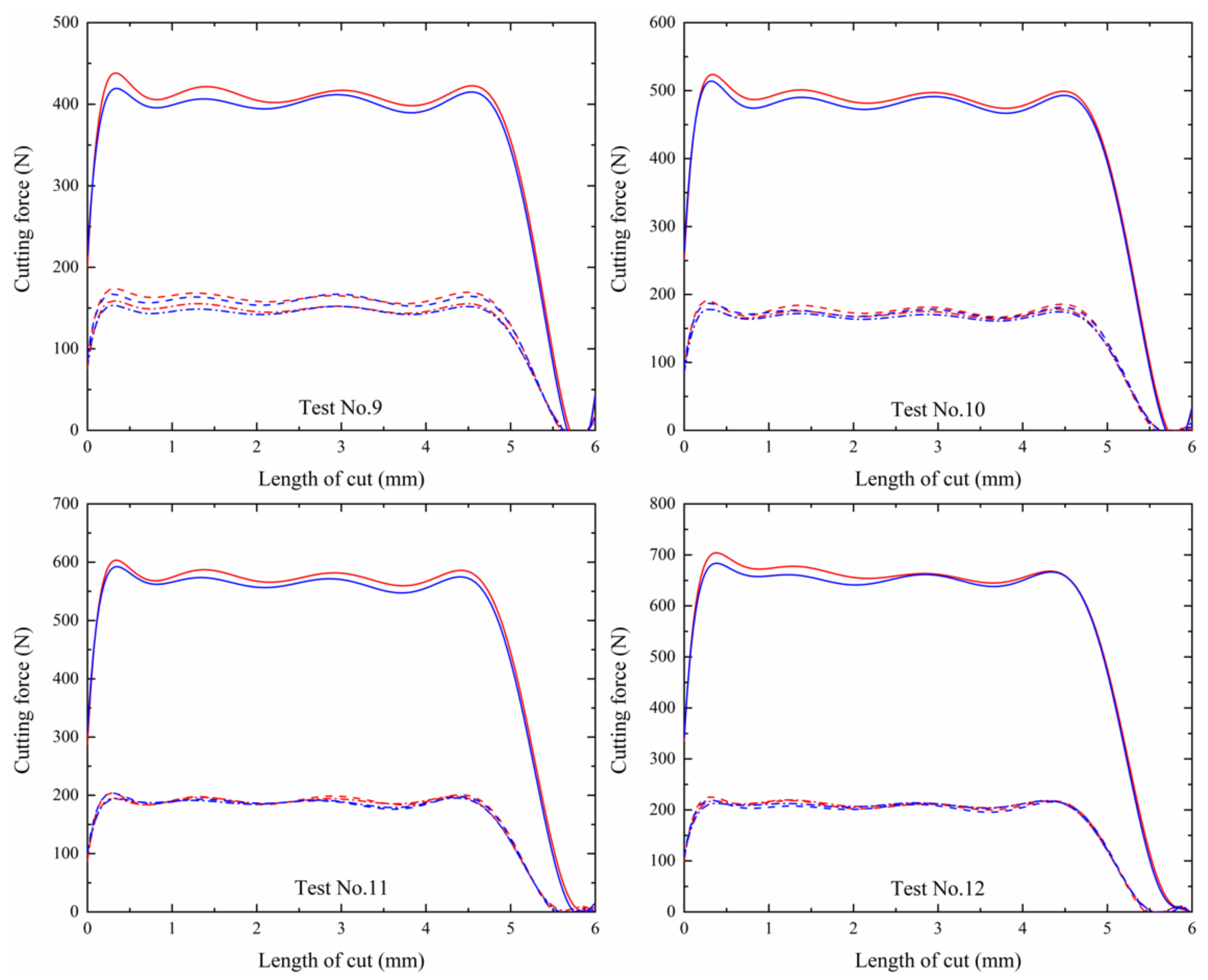
3.1. Analysis of Cutting Forces
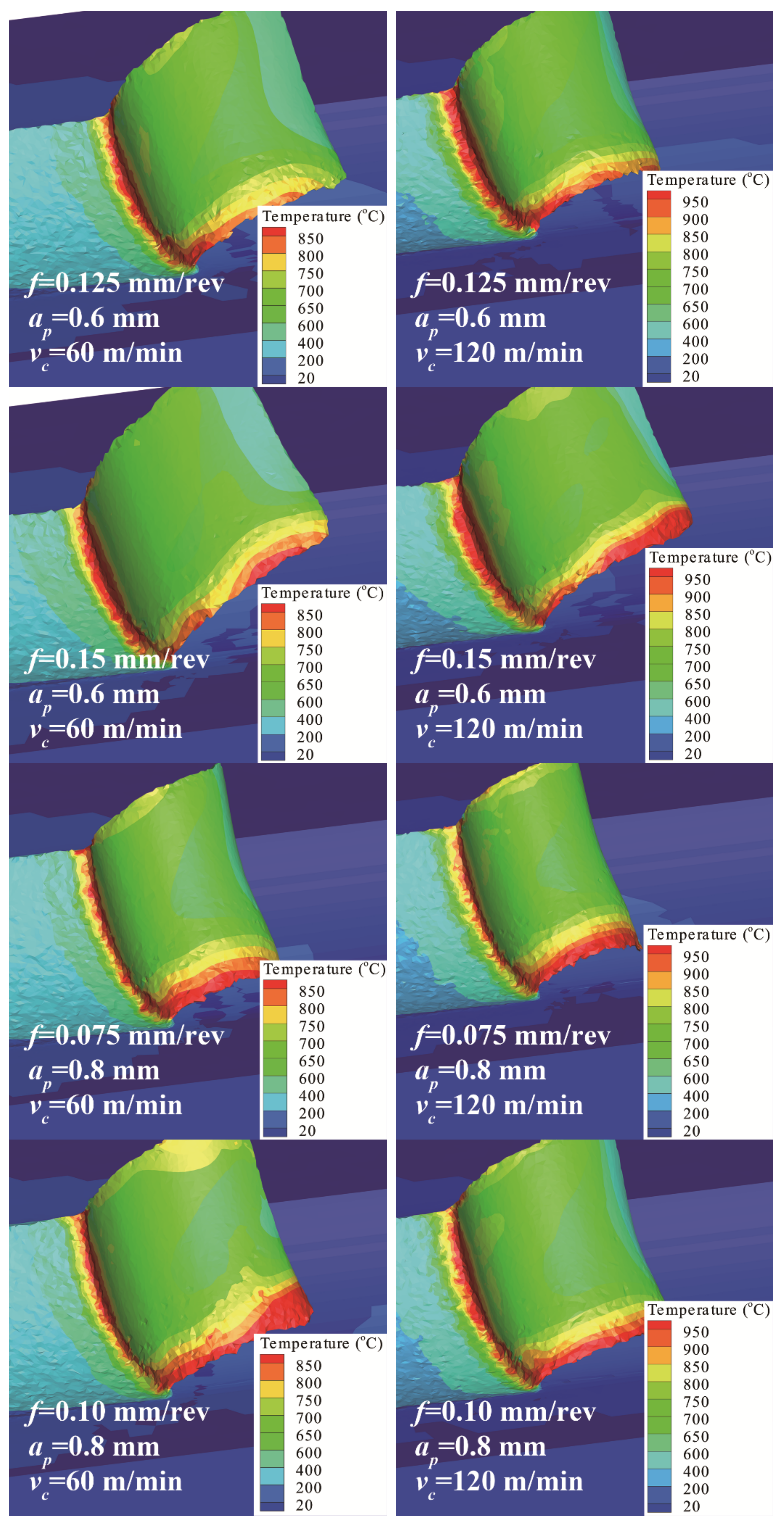
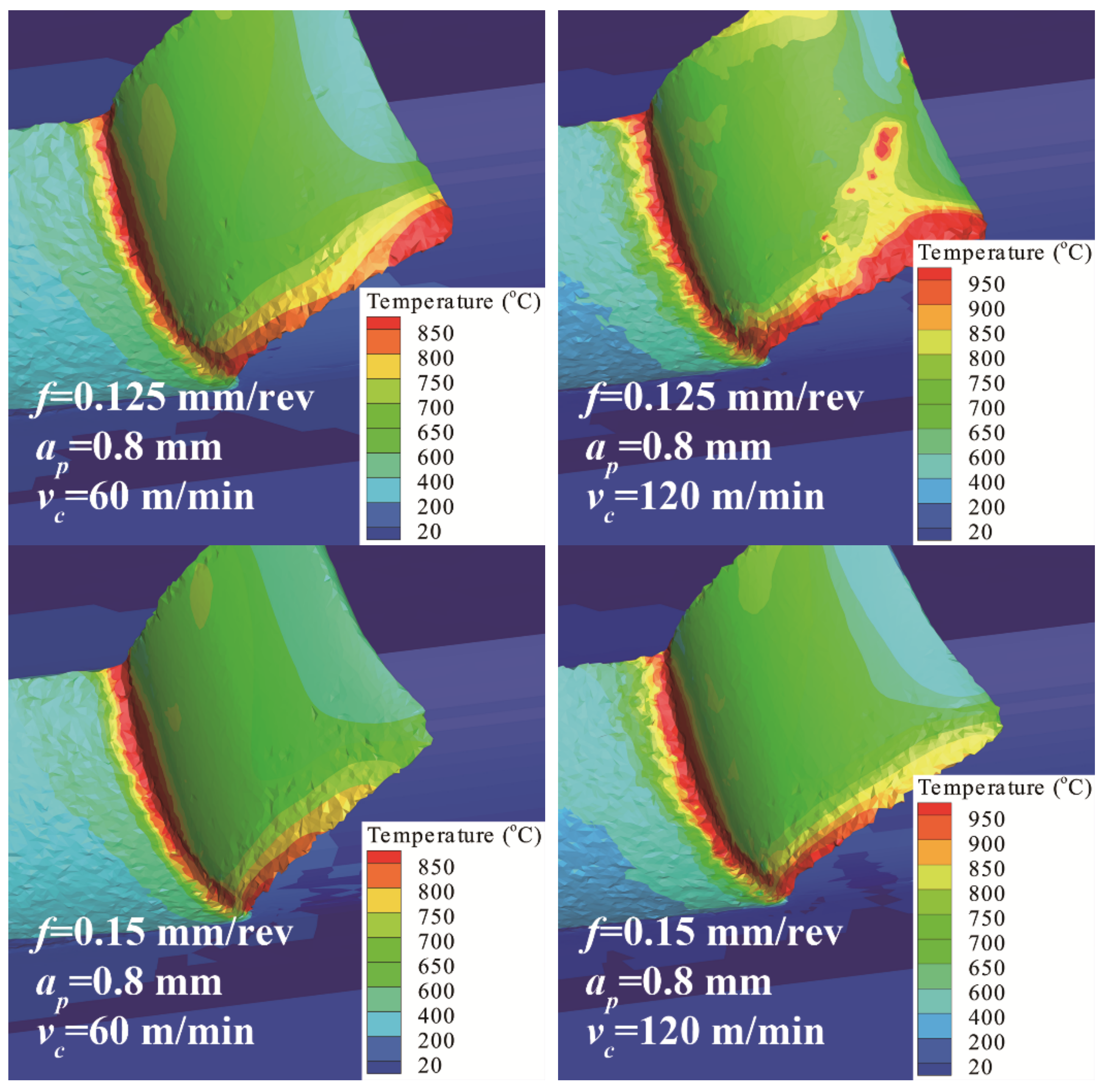
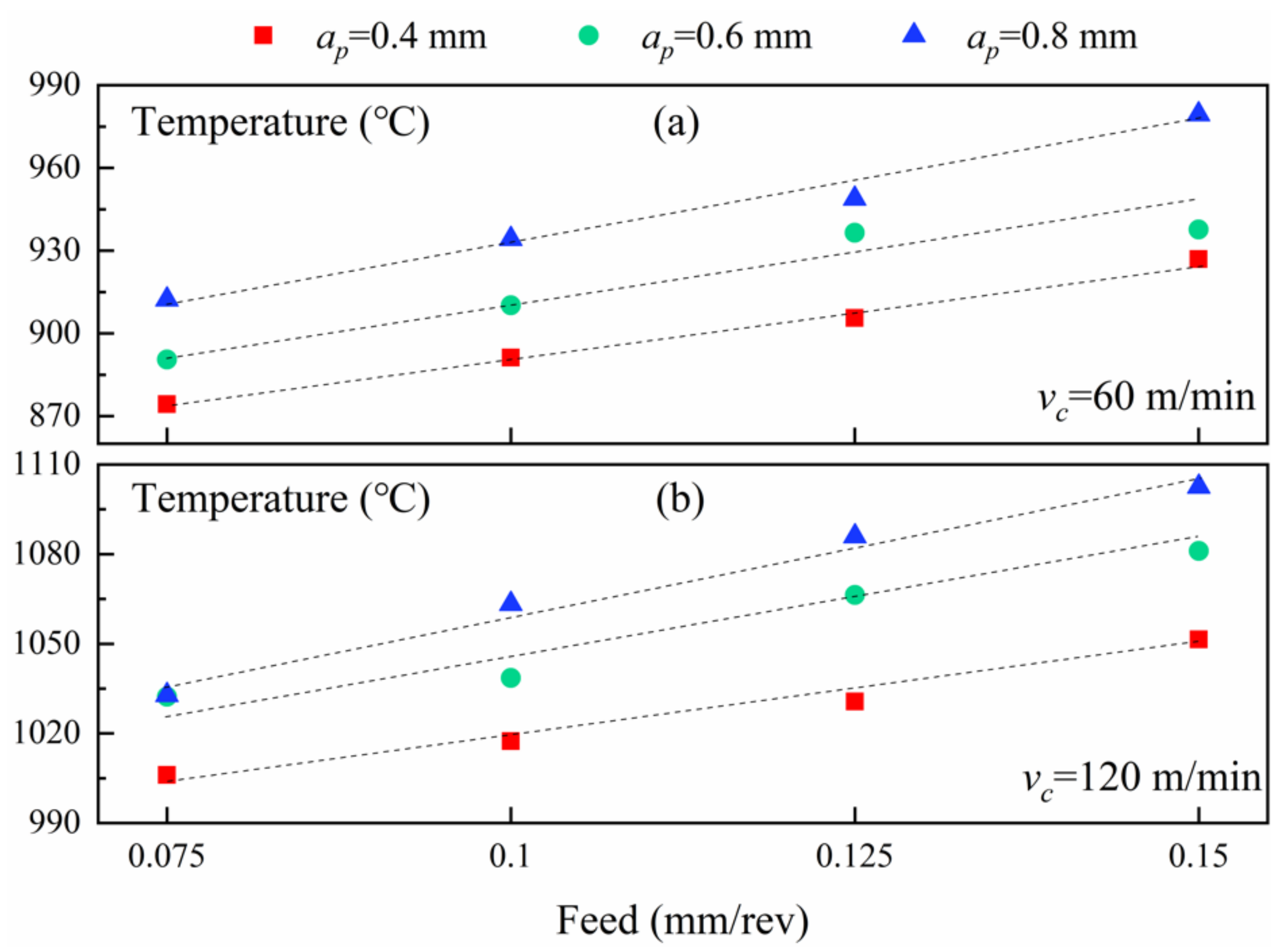
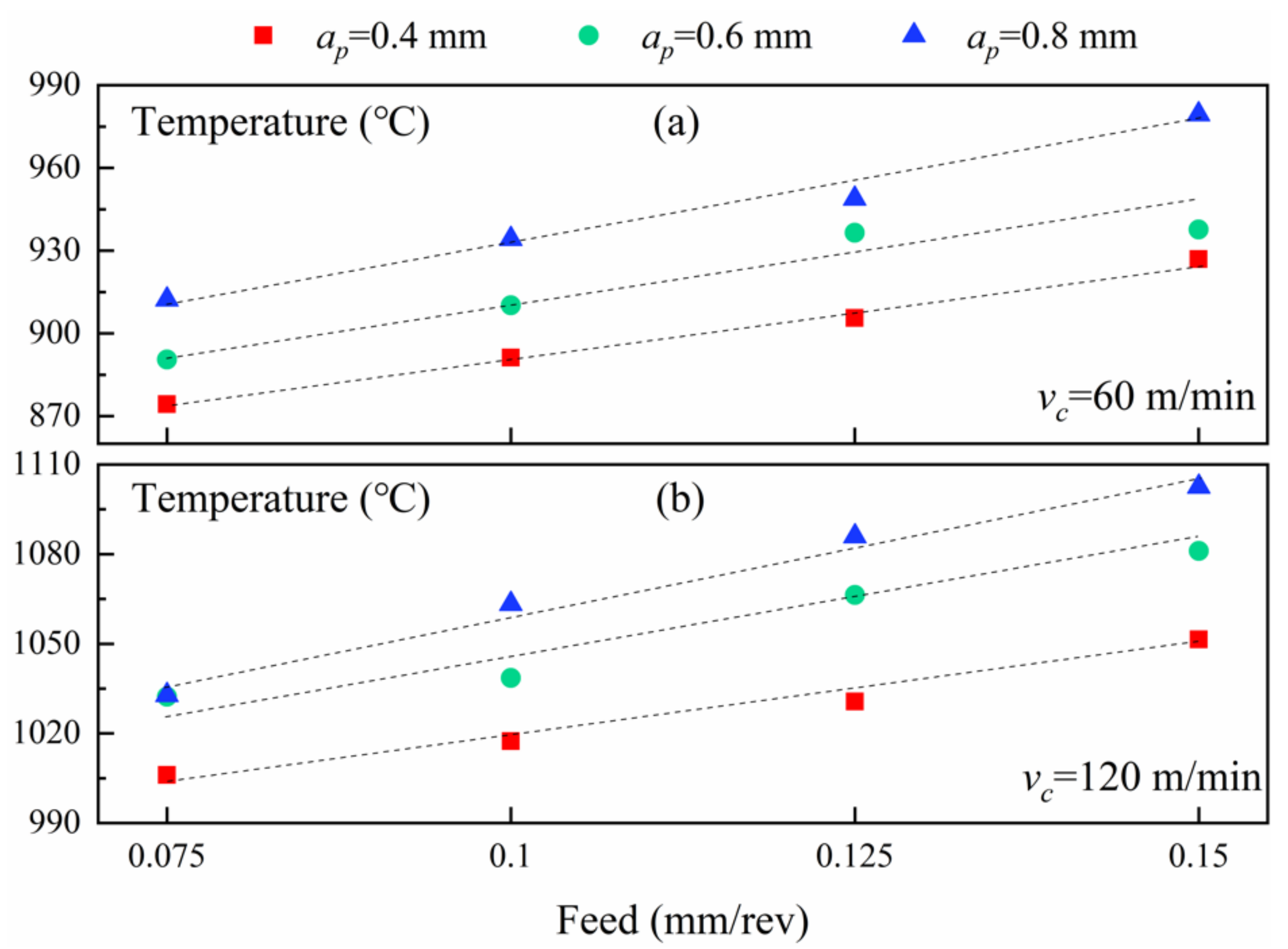
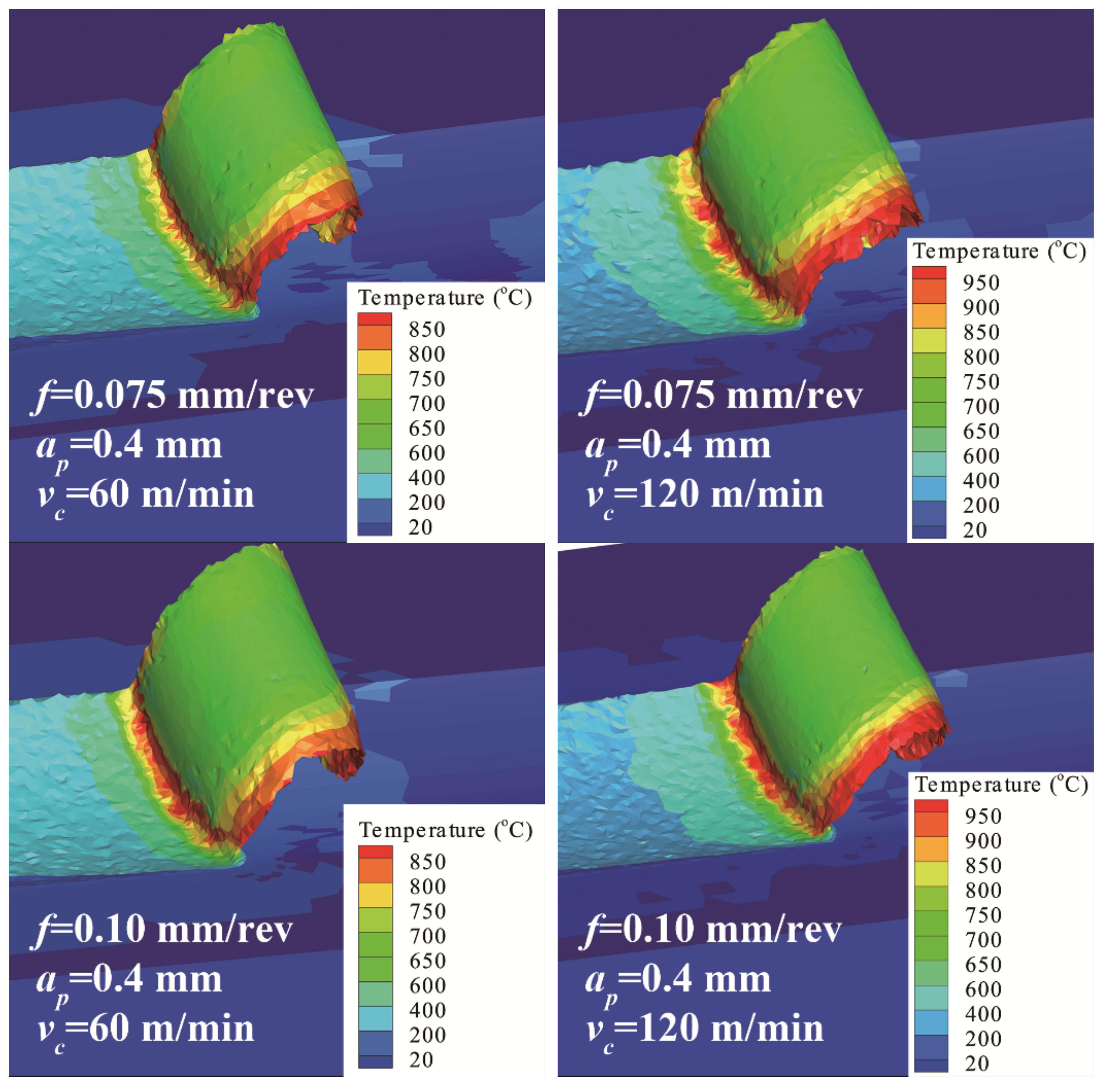
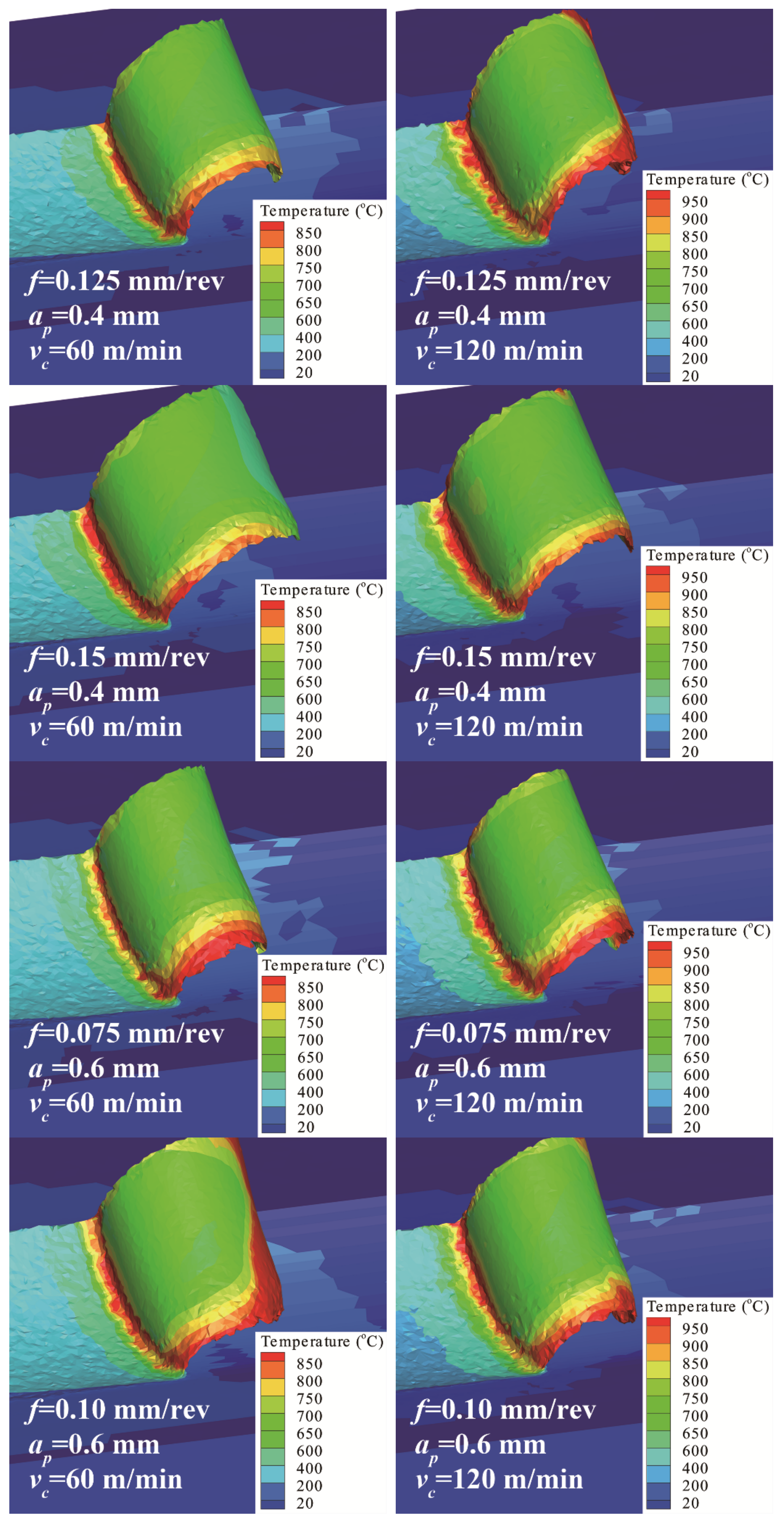
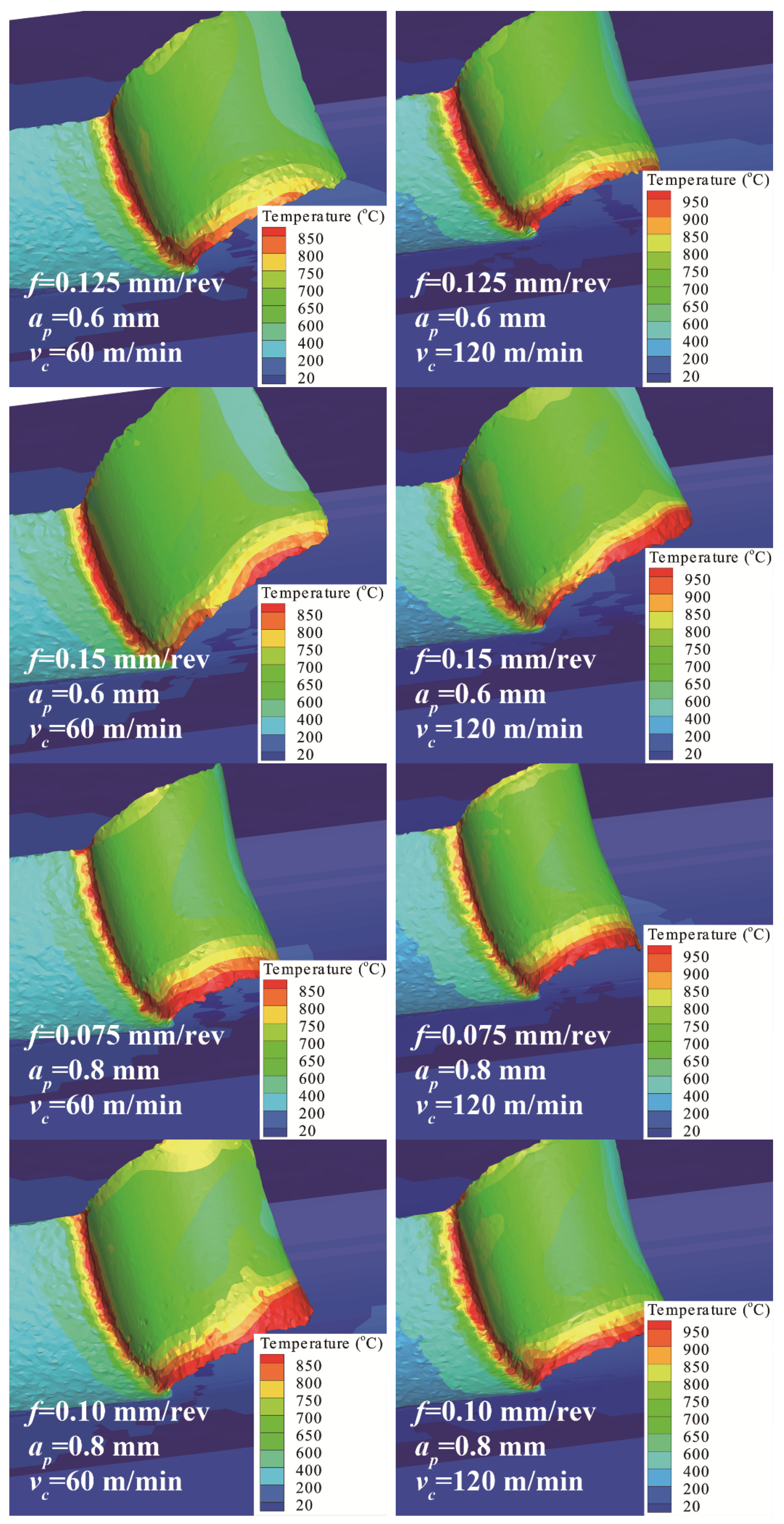
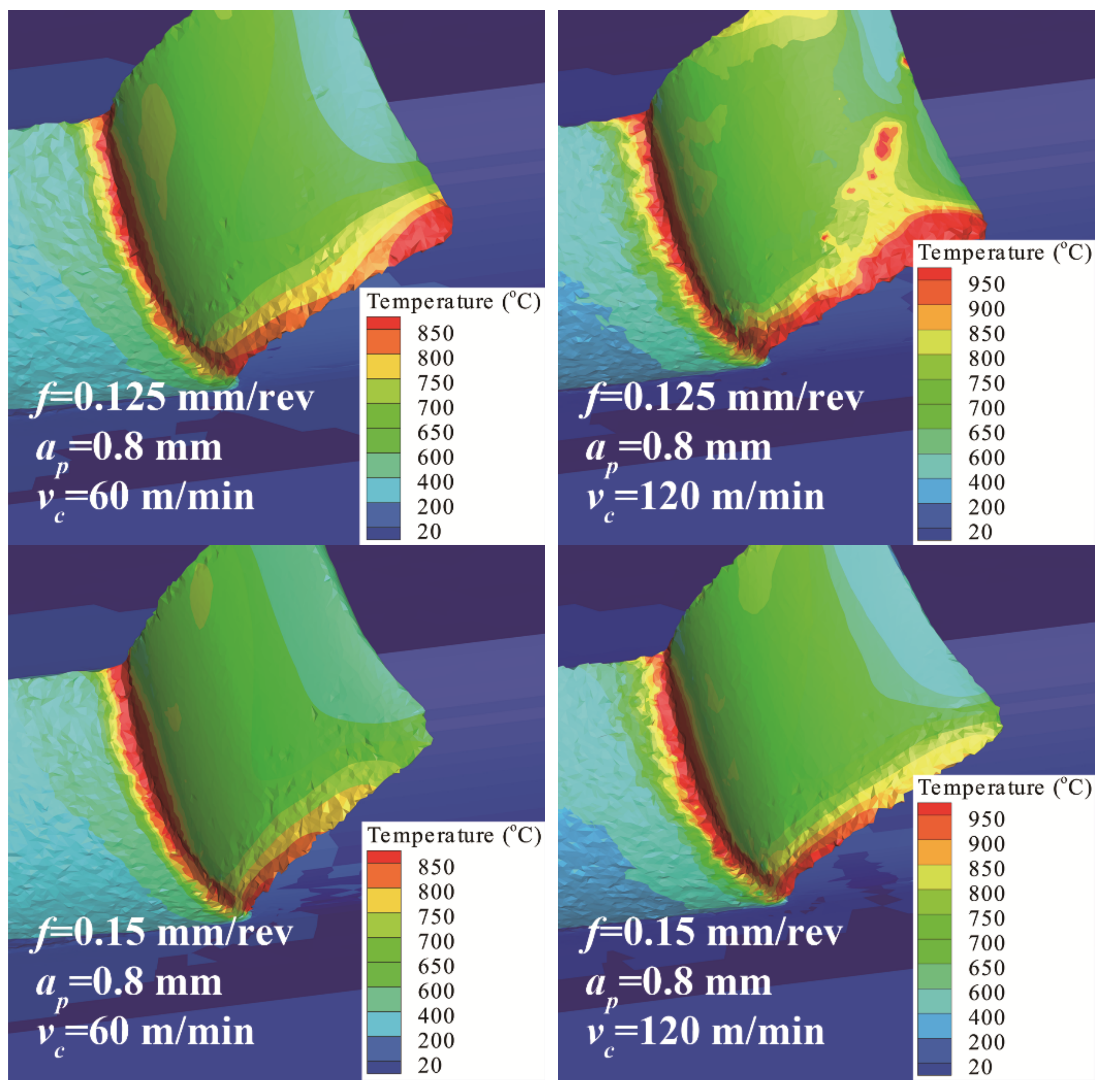
3.2. Analysis of Cutting Temperatures
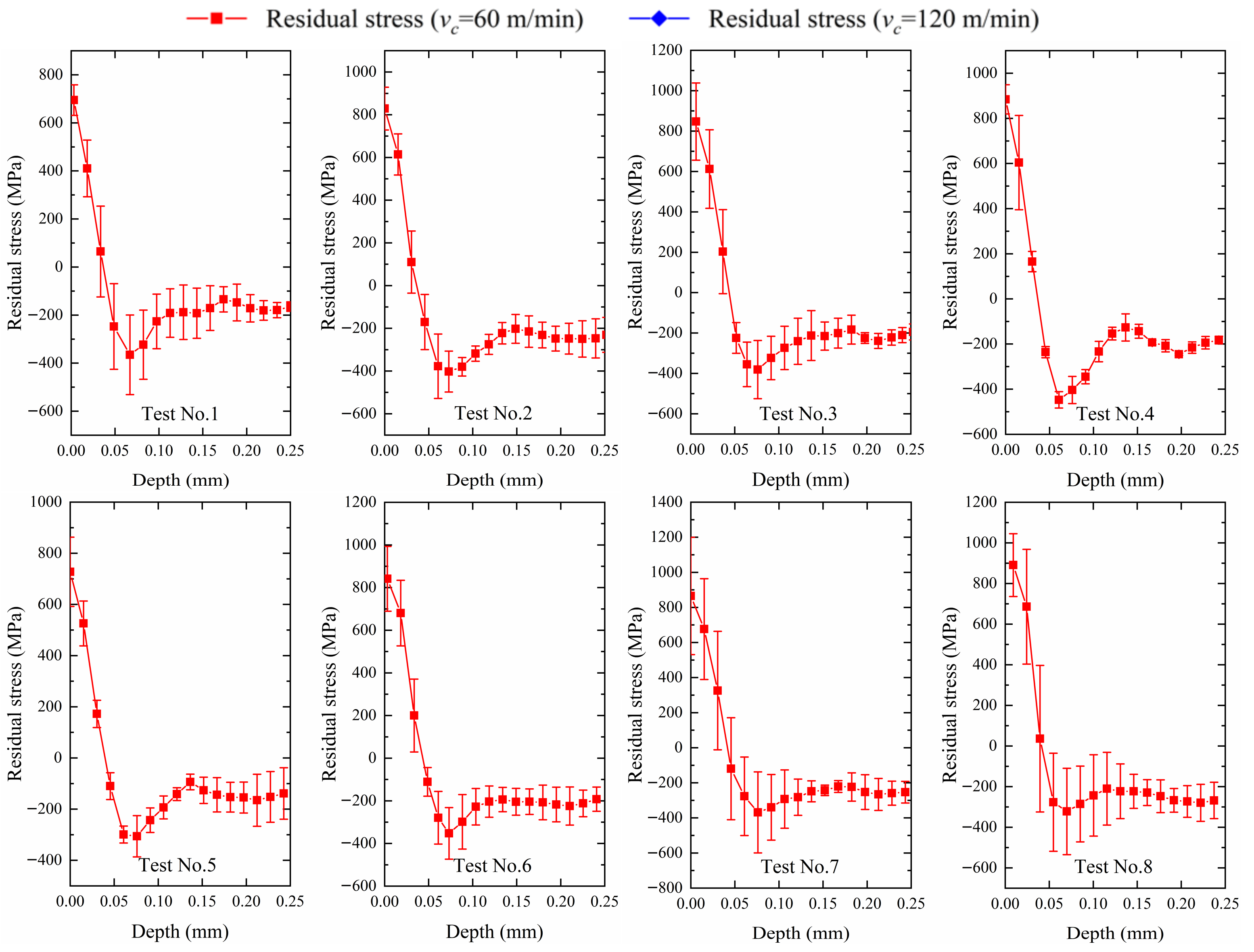
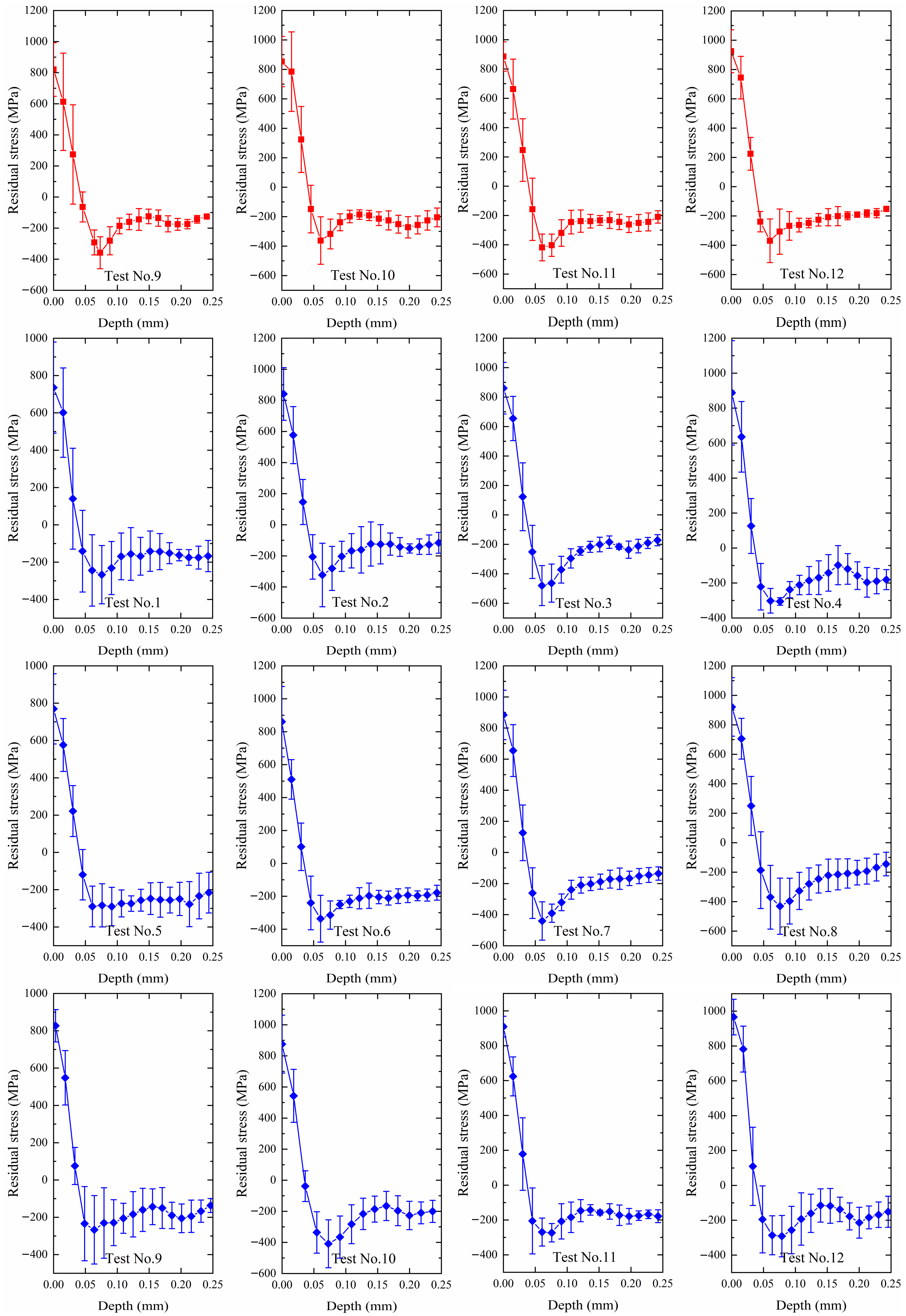
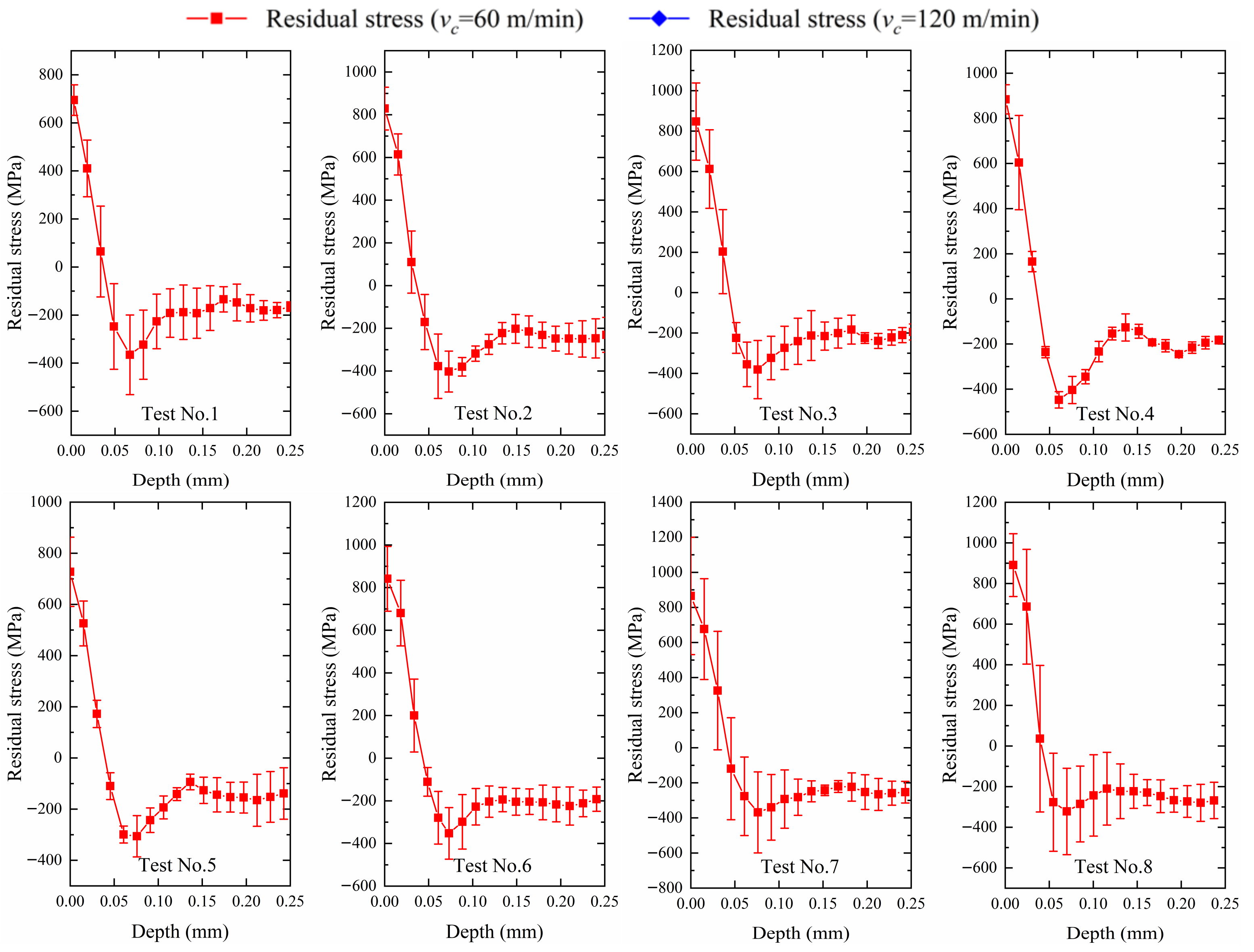
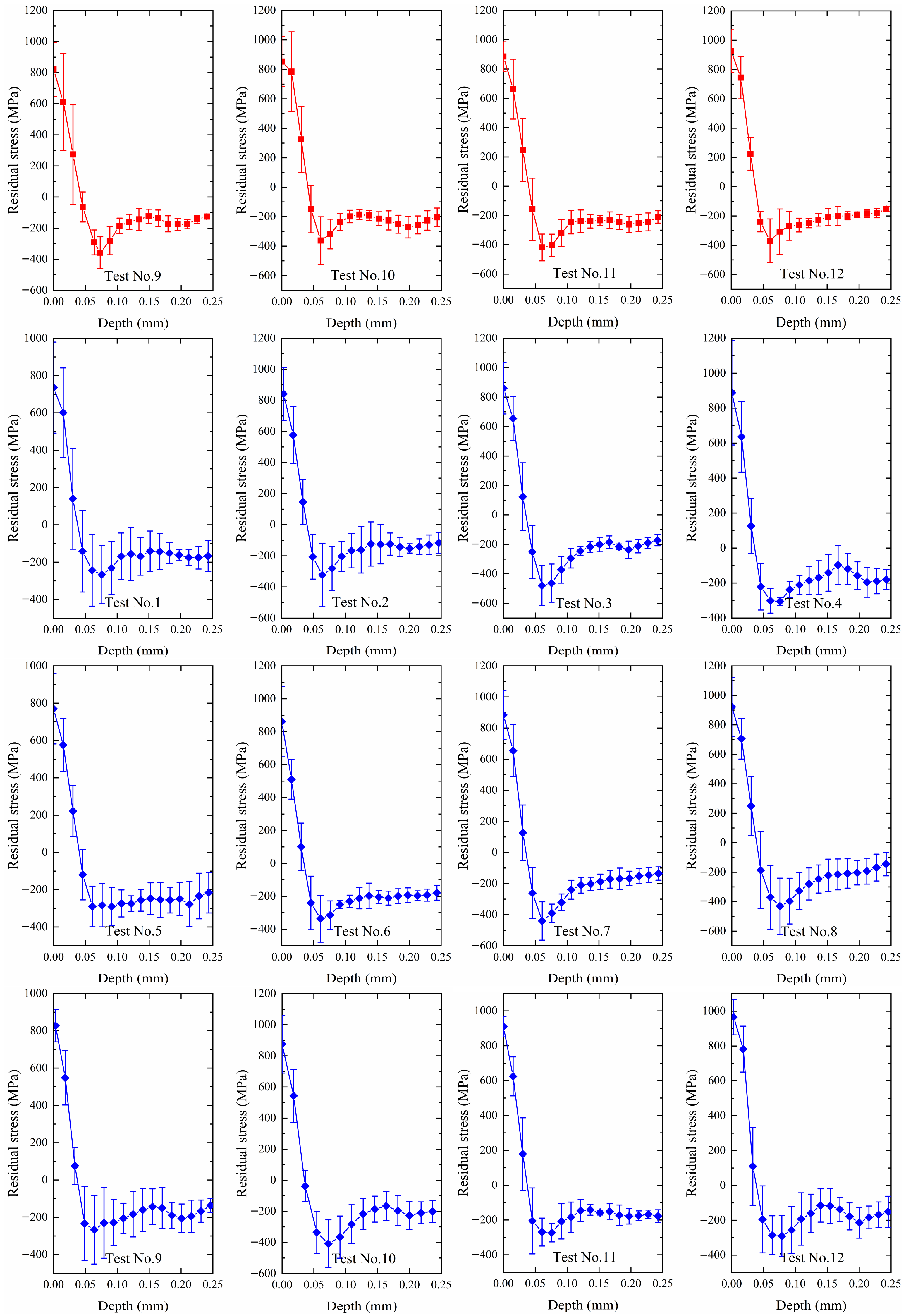
3.3. Analysis of Surface Residual Stress
4. Establishment of Prediction Model
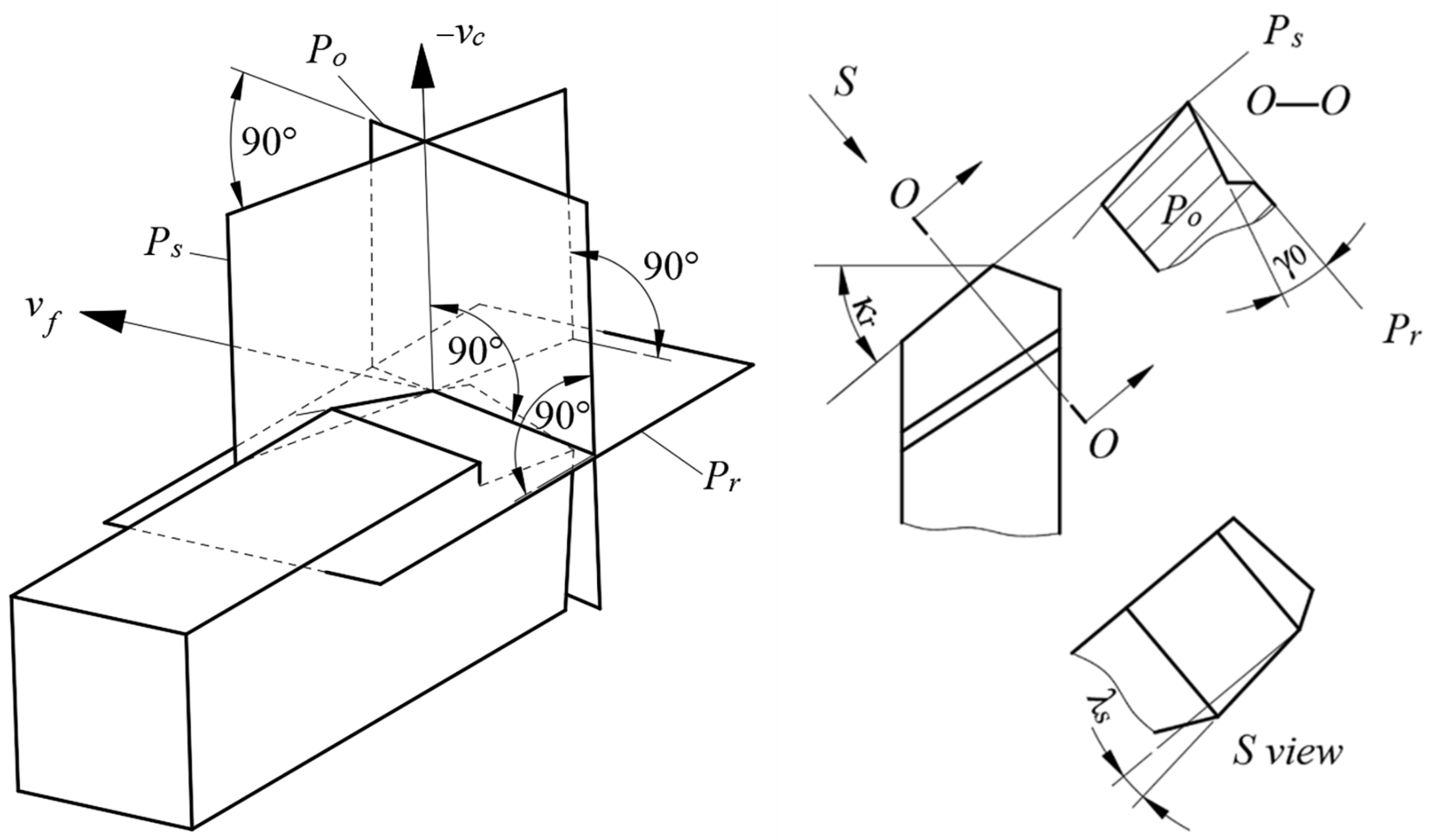
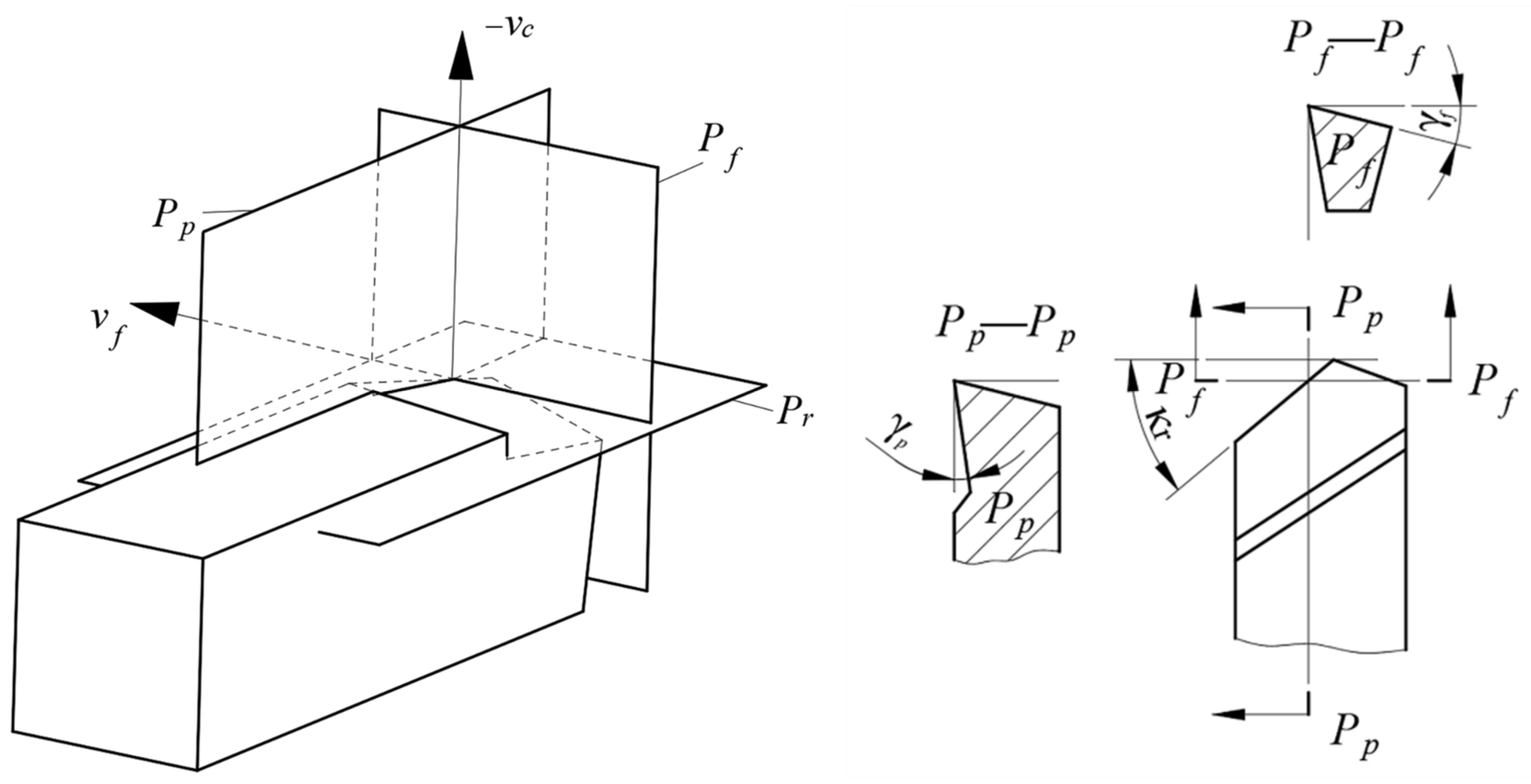
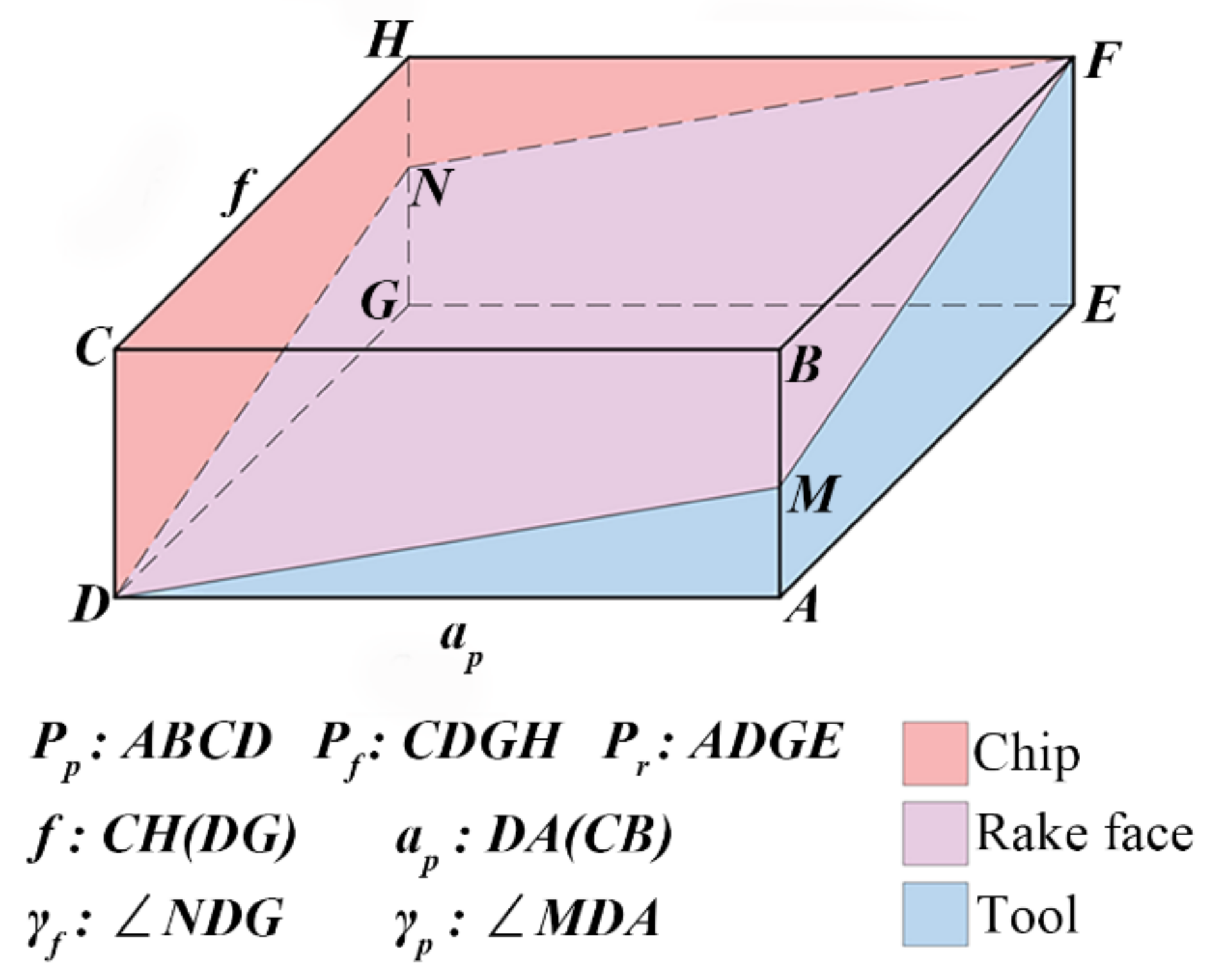
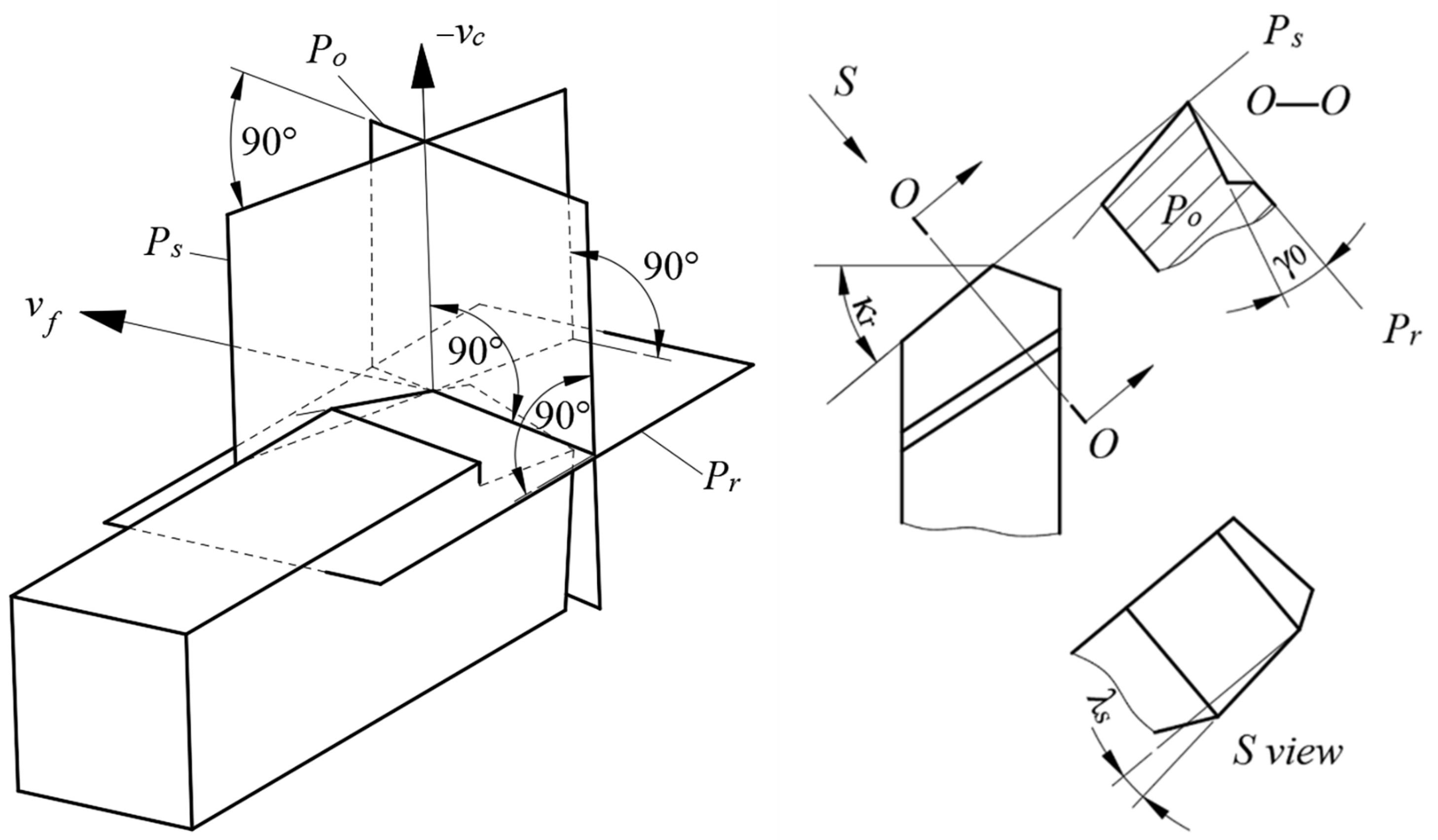
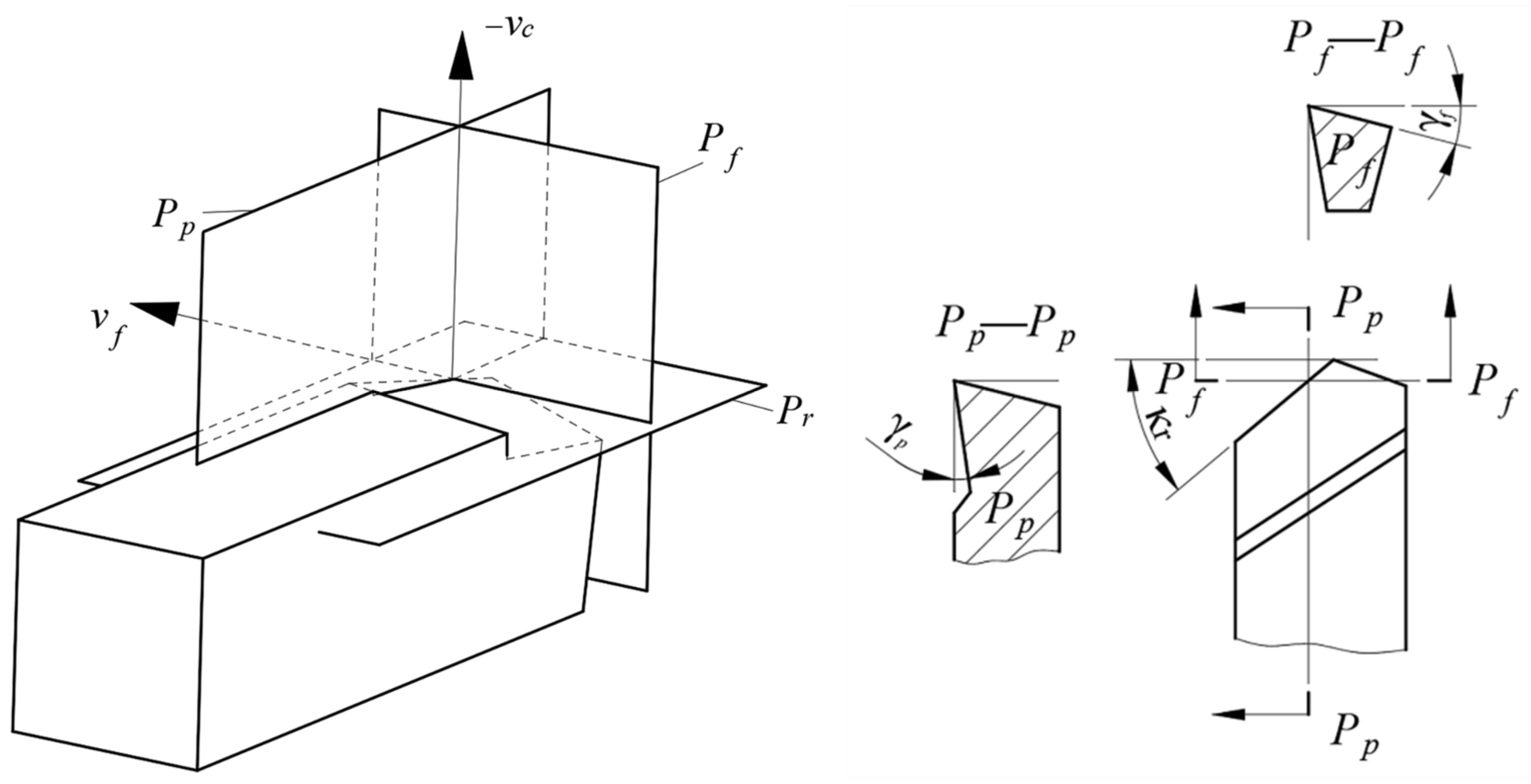
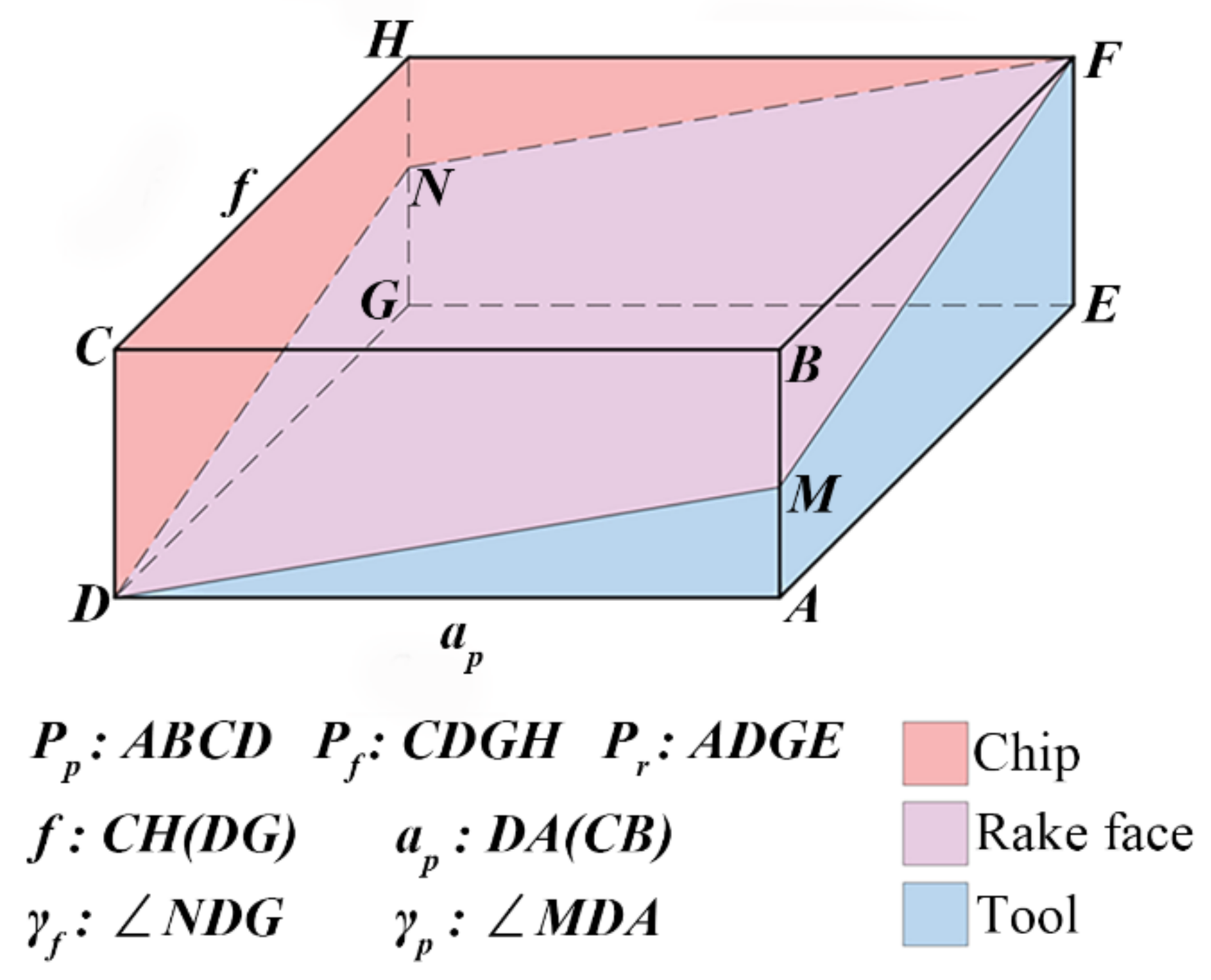
4.1. Introduction of Cutting Tool Angles
4.2. Prediction Model and Determination of Parameters
4.3. How to Use the Model
- γ0 and λs cannot be zero at the same time.
- When κr equals 45° or 135°, |γ0| ≠ |λs|.
5. Conclusions
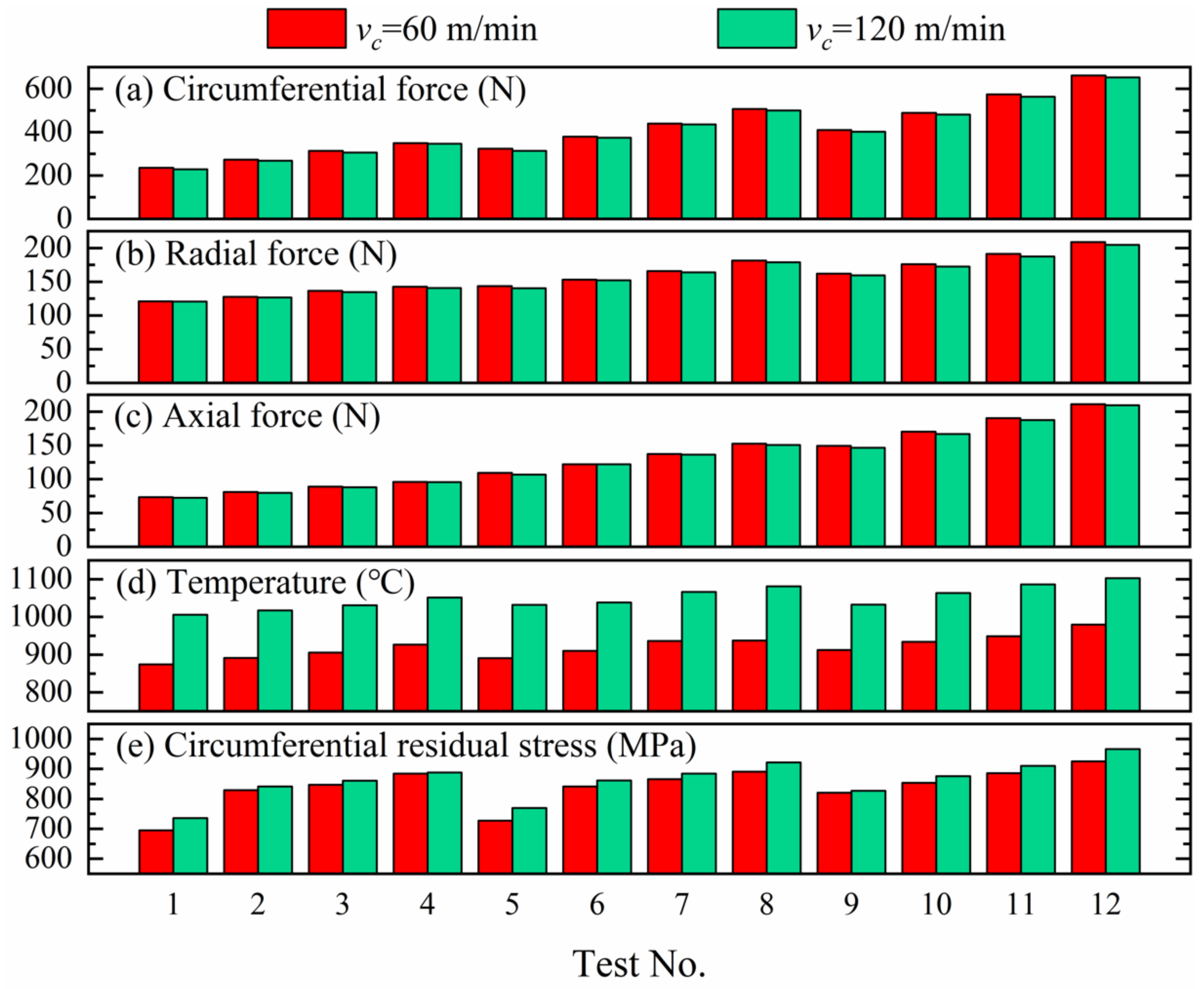
- The distributions of residual stress in two experiments of turning Inconel 718 were consistent with that in the simulations. Furthermore, under the 24 parameters studied in the simulations, the circumferential cutting force, the radial cutting force, and the axial cutting force rose with the growing feed, no matter at high speed or low speed. With the increasing cutting depth, cutting forces rose more obviously. The cutting forces were lower at high cutting speed than at low cutting speed. The cutting temperature had an upward trend with the growth of the feed rate. The cutting temperature at high speed was slightly higher than that at low speed. The circumferential residual stress climbed with the rising feed rate within 0.075~0.15 mm/rev.
- A novel empirical residual stress prediction equation was proposed. In this equation, κr, γ0, and λs were introduced for the first time. Further, the optimization objective function was established according to the residual stress prediction equation, and the undetermined coefficients in the equation were obtained by using the genetic algorithm in MATLAB.
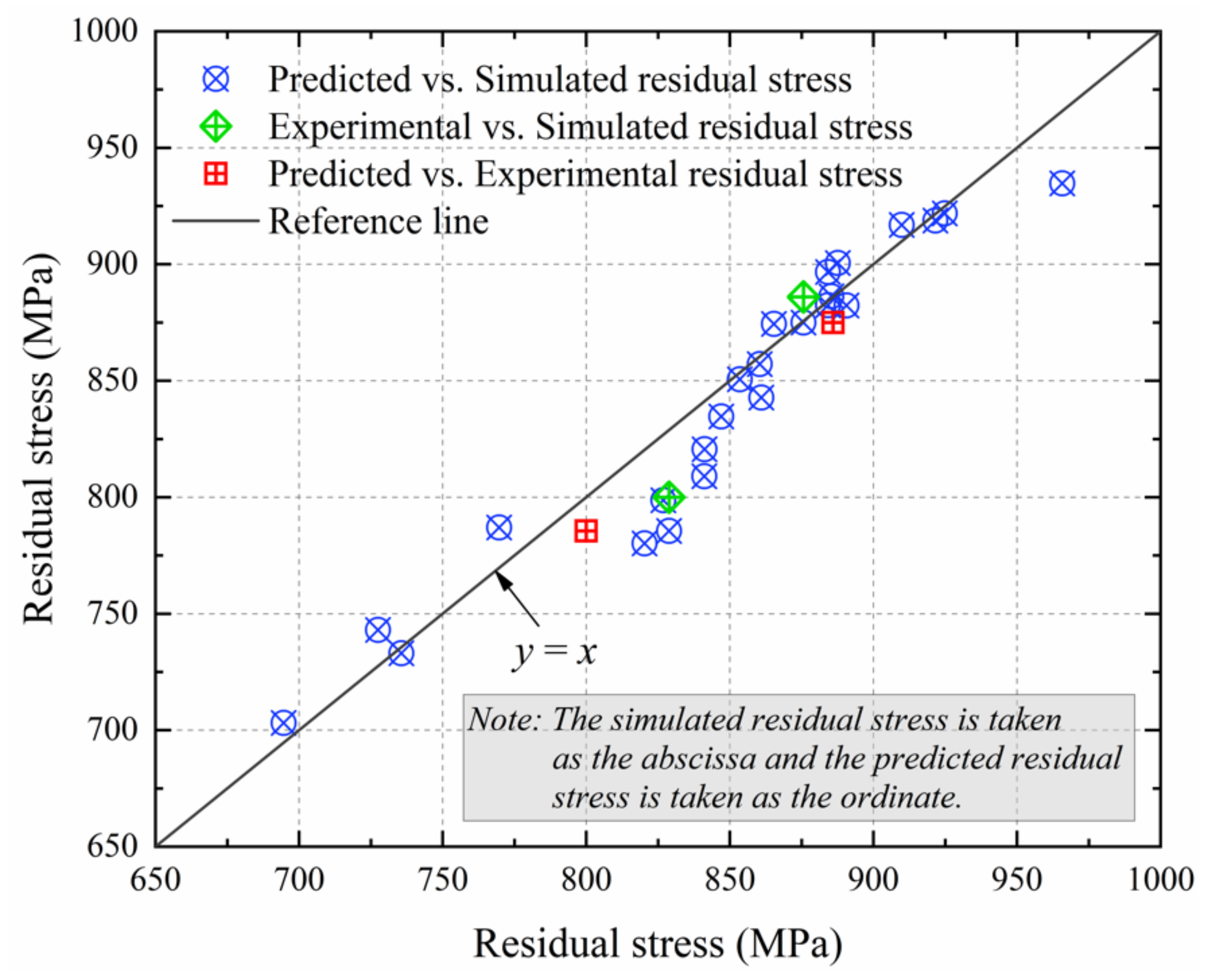
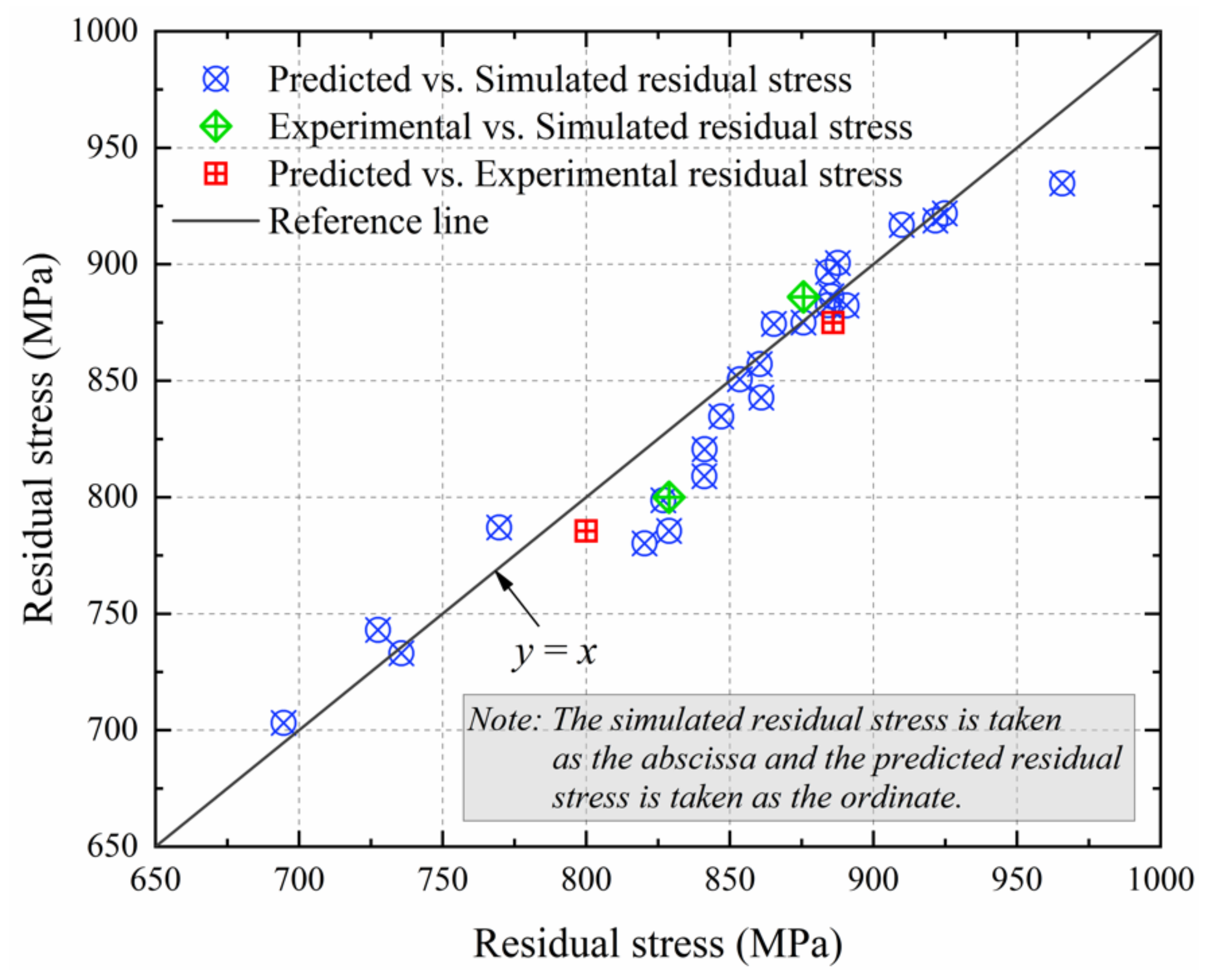
- Comparing the predicted, the simulated, and the measured stress, the results show that this prediction equation is accurate in predicting turned surface residual stress for Inconel 718 material within the feed rate of 0.075~0.15 mm/rev. The R value between the predicted and simulated stress was 0.9624 using the Pearson correlation analysis, and the average absolute error (AARE) was 13.40%, which further shows the accuracy of the prediction equation.
- When Equation (10) was applied, there were two restrictions: the rake angle and the inclination angle cannot be zero at the same time, and |γ0| cannot equal |λs| when κr is 45° or 135°. Therefore, future studies can be carried out based on the present work.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| vc | Cutting speed (m/min) | vf | Direction of feed motion |
| ap, DA(CB) | Depth of cut (mm) | A | Yield strength (MPa) |
| f, CH(DG) | Feed rate (mm/rev) | B | Strain hardening coefficient (MPa) |
| FEM | Finite element model | C | Strain rate hardening coefficient |
| F | Cutting force (N) | m | Thermal softening exponent |
| Fc | Circumferential force (N) | n | Strain hardening exponent |
| Fr | Radial force (N) | S1 | Projection area of chip and rake face contact surfaces on the base plane |
| Fa | Axial force (N) | S2 | Projection area of chip and rake face contact surfaces on the working plane |
| Pr, ADGE | Base plane | S3 | Projection area of chip and rake face contact surfaces on the back plane |
| Ps, | Cutting plane | T | Temperature (°C) |
| Po, | Orthogonal plane | Troom | Room temperature (°C) |
| Pp, ABCD | Back plane | Tmelt | Melting temperature (°C) |
| Pf, CDGH | Working plane | B0 | Coefficient of temperature and cutting speed term |
| 3D | Three-dimensional | ||
| κr | Tool cutting-edge angle (°) | B1~B3 | Coefficients of cutting forces, cutting, and tool parameters’ terms |
| γ0 | Rake angle (°) | m1, m2 | Exponents of temperature and cutting speed terms |
| λs | Inclination angle (°) | n1~n6 | Exponents of cutting forces, cutting, and tool parameters’ terms |
| γp, ∠MDA | Back-rake angle (°) | N | Total of simulations (N = 24) |
| γf, ∠NDG | Side-rake angle (°) | i | The ith simulation (I = 1, 2, ⋯, N.) |
| R | Correlation coefficient | AARE | Absolute average error |
| Equivalent plastic strain | Equivalent plastic stress (MPa) | ||
| Equivalent plastic strain rate () | Reference equivalent plastic strain rate () | ||
| Surface residual stress | Stress component caused by Fc applying to S1 | ||
| Stress component caused by Fr applying to S2 | Stress component caused by Fa applying to S3 | ||
| Stress component relevant to thermal effect | Part of surface residual stress relevant to cutting temperature and cutting speed | ||
| Mean of all 24 simulated residual stresses on the surface | Part of surface residual stress relevant to cutting force, feed, cutting depth, and tool angle | ||
| The ith simulated residual stress on the surface | The predicted residual stress on the surface for the ith simulation | ||
| Optimization objective | Mean of all 24 predicted residual stresses on the surface |
Appendix A



References
- Ulutan, D.; Ozel, T. Machining induced surface integrity in titanium and nickel alloys: A review. Int. J. Mach. Tools Manuf. 2011, 51, 250–280. [Google Scholar] [CrossRef]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. The effect of tool nose radius on surface integrity and residual stresses when turning Inconel 718™. J. Mater. Process. Technol. 2015, 216, 123–132. [Google Scholar] [CrossRef]
- Berruti, T.; Lavella, M.; Gola, M.M. Residual stresses on Inconel 718 turbine shaft samples after turning. Mach. Sci. Technol. 2009, 13, 543–560. [Google Scholar] [CrossRef]
- Kim, H.; Cong, W.; Zhang, H.; Liu, Z. Laser engineered net shaping of nickel-based superalloy Inconel 718 powders onto AISI 4140 alloy steel substrates: Interface bond and fracture failure mechanism. Materials 2017, 10, 341. [Google Scholar] [CrossRef]
- Altintas, Y. Manufacturing Automation: Metal Cutting Mechanics, Machine Tool Vibrations, and CNC Design; Cambridge University Press: Cambridge, UK, 2012; pp. 4–35. [Google Scholar]
- Guo, Y.B.; Li, W.; Jawahir, I.S. Surface integrity characterization and prediction in machining of hardened and difficult-to-machine alloys: A state-of-art research review and analysis. Mach. Sci. Technol. 2009, 13, 437–470. [Google Scholar] [CrossRef]
- Webster, G.A.; Ezeilo, A.N. Residual stress distributions and their influence on fatigue lifetimes. Int. J. Fatigue 2001, 23, 375–383. [Google Scholar] [CrossRef]
- Madariaga, A.; Arrazola, P.J.; Esnaola, J.A.; Ruiz-Hervias, J.; Muñoz, P. Evolution of residual stresses induced by machining in a nickel based alloy under static loading at room temperature. Procedia CIRP 2014, 13, 175–180. [Google Scholar] [CrossRef] [Green Version]
- Madariaga, A.; Esnaola, J.A.; Arrazola, P.J.; Ruiz-Hervias, J.; Muñoz, P.; Ostolaza, K. Stability of machining induced residual stresses in Inconel 718 under quasi-static loading at room temperature. Mater. Sci. Eng. A 2015, 620, 129–139. [Google Scholar] [CrossRef]
- Madariaga, A.; Esnaola, J.A.; Fernandez, E.; Arrazola, P.J.; Garay, A.; Morel, F. Analysis of residual stress and work-hardened profiles on Inconel 718 when face turning with large-nose radius tools. Int. J. Adv. Manuf. Technol. 2014, 71, 1587–1598. [Google Scholar] [CrossRef]
- Hua, Y.; Liu, Z. Experimental investigation of principal residual stress and fatigue performance for turned nickel-based superalloy Inconel 718. Materials 2018, 11, 879. [Google Scholar] [CrossRef] [Green Version]
- Da Silva, F.A.V.; Denguir, L.A.; Outeiro, J.C. Residual stresses prediction in machining of Inconel 718 superalloy using a constitutive model considering the state of stress. Procedia CIRP 2020, 87, 527–532. [Google Scholar] [CrossRef]
- Wu, D.W.; Matsumoto, Y. The effect of hardness on residual-stresses in orthogonal machining of AISI 4340 steel. J. Eng. Ind. Trans. ASME 1990, 112, 245–252. [Google Scholar] [CrossRef]
- Denguir, L.A.; Outeiro, J.C.; Fromentin, G.; Vignal, V.; Besnard, R. A physical-based constitutive model for surface integrity prediction in machining of OFHC copper. J. Mater. Process. Technol. 2017, 248, 143–160. [Google Scholar] [CrossRef] [Green Version]
- Liu, Y.; Xu, D.; Agmell, M.; Saoubi, R.M.; Ahadi, A.; Stahl, J.; Zhou, J. Numerical and experimental investigation of tool geometry effect on residual stresses in orthogonal machining of Inconel 718. Simul. Model. Pract. Theory 2021, 106, 102187. [Google Scholar] [CrossRef]
- Holmberg, J.; Wretland, A.; Berglund, J.; Beno, T. A detailed investigation of residual stresses after milling Inconel 718 using typical production parameters for assessment of affected depth. Mater. Today Commun. 2020, 24. [Google Scholar] [CrossRef]
- Madariaga, A.; Kortabarria, A.; Hormaetxe, E.; Garay, A.; Arrazola, P.J. Influence of tool wear on residual stresses when turning Inconel 718. Procedia CIRP 2016, 45, 267–270. [Google Scholar] [CrossRef] [Green Version]
- Gupta, M.K.; Mia, M.; Pruncu, C.I.; Kapłonek, W.; Nadolny, K.; Patra, K.; Mikolajczyk, T.; Pimenov, D.Y.; Sarikaya, M.; Sharma, V.S. Parametric optimization and process capability analysis for machining of nickel-based superalloy. Int. J. Adv. Manuf. Technol. 2019, 102, 3995–4009. [Google Scholar] [CrossRef] [Green Version]
- Peng, H.; Dong, P.; Cheng, X.; Zhang, C.; Tang, W.; Xing, Y.; Zhou, X. Semi-empirical prediction of residual stress distributions introduced by turning Inconel 718 alloy based on Lorentz function. Materials 2020, 13, 4341. [Google Scholar] [CrossRef]
- Ma, Y.; Feng, P.; Zhang, J.; Wu, Z.; Yu, D. Prediction of surface residual stress after end milling based on cutting force and temperature. J. Mater. Process. Technol. 2016, 235, 41–48. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Guzeev, V.I. Mathematical model of plowing forces to account for flank wear using FME modeling for orthogonal cutting scheme. Int. J. Adv. Manuf. Technol. 2017, 89, 3149–3159. [Google Scholar] [CrossRef]
- Johnson, R.; Cook, W.K. A constitutive model and data for metals subjected to large strains high strain rates and high temperatures. In Proceedings of the 7th International Symposium on Ballistics, Hague, The Netherlands, 19–21 April 1983; pp. 541–547. [Google Scholar]
- Ayed, Y.; Robert, C.; Germain, G.; Ammar, A. Development of a numerical model for the understanding of the chip formation in high-pressure water-jet assisted machining. Finite Elem. Anal. Des. 2016, 108, 1–8. [Google Scholar] [CrossRef] [Green Version]
- DeMange, J.J.; Prakash, V.; Pereira, J.M. Effects of material microstructure on blunt projectile penetration of a nickel-based super alloy. Int. J. Impact Eng. 2009, 36, 1027–1043. [Google Scholar] [CrossRef]
- Wang, B.; Liu, Z.; Hou, X.; Zhao, J. Influences of cutting speed and material mechanical properties on chip deformation and fracture during high-speed cutting of Inconel 718. Materials 2018, 11, 461. [Google Scholar] [CrossRef] [Green Version]
- Shen, Q.; Liu, Z.; Hua, Y.; Zhao, J.; Lv, W.; Mohsan, A. Effects of Cutting Edge Microgeometry on Residual Stress in Orthogonal Cutting of Inconel 718 by FEM. Materials 2018, 11, 1015. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Arrazola, P.J.; Kortabarria, A.; Madariaga, A.; Esnaola, J.A.; Fernandez, E.; Cappellini, C.; Ulutan, D.; Özel, T. On the machining induced residual stresses in IN718 nickel-based alloy: Experiments and predictions with finite element simulation. Simul. Model. Pract. Theory 2014, 41, 87–103. [Google Scholar] [CrossRef]
- Qiu, X.; Cheng, X.; Dong, P.; Peng, H.; Xing, Y.; Zhou, X. Sensitivity analysis of Johnson-Cook material constants and friction coefficient influence on finite element simulation of turning Inconel 718. Materials 2019, 12, 3121. [Google Scholar] [CrossRef] [Green Version]
- Sharman, A.R.C.; Hughes, J.I.; Ridgway, K. An analysis of the residual stresses generated in Inconel 718™ when turning. J. Mater. Process. Technol. 2006, 173, 359–367. [Google Scholar] [CrossRef]
- Schlauer, C.; Peng, R.L.; Odén, M. Residual stresses in a nickel-based superalloy introduced by turning. Mater. Sci. Forum 2002, 404–407, 173–178. [Google Scholar] [CrossRef]
- Wu, W. Principles of Metal Cutting and Cutters; Publishing House of Electronics Industry: Beijing, China, 2017; pp. 3–14. (In Chinese) [Google Scholar]
- Zhao, Y.; Sun, J.; Li, J.; Yan, Y.; Wang, P. A comparative study on Johnson-Cook and modified Johnson-Cook constitutive material model to predict the dynamic behavior laser additive manufacturing FeCr alloy. J. Alloys Compd. 2017, 723, 179–187. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermal Conductivity (W/(m·K)) | Specific Heat (J/(kg·K)) | Thermal Expansion Coefficient (10−6/K) | Melting Temperature (K) |
|---|---|---|---|
| 10.53 (293 K) | 435 (293 K) | 11.8 (293–373 K) | 1573 |
| 14.7 (373 K) | 481.4 (573 K) | 13 (293–573 K) | |
| 17.8 (573 K) | 514.8 (773 K) | 14.1 (293–673 K) | |
| 19.6 (773 K) | 573.4 (973 K) | 14.8 (573–873 K) |
| Tool Parameters | Values |
|---|---|
| Rake angle (degree) | −6 |
| Relief angle (degree) | 6 |
| Lead angle (degree) | −17.5 |
| Inclination angle (degree) | −7 |
| Coating (thickness) | TiAlN (0.002 mm) |
| Turning Experiments | Cutting Speed (m/min) | Depth of Cut (mm) | Feed Rate (mm/rev) |
|---|---|---|---|
| 1 | 60 | 0.4 | 0.1 |
| 2 | 120 | 0.8 |
| Elements | Ni | Fe | Cr | Nb | Mo | Ti |
|---|---|---|---|---|---|---|
| Weight | 52.86% | 19.15% | 19.085% | 5.085% | 3.105% | 0.71% |
| Test No. | Feed Rate (mm/rev) | Depth of Cut (mm) | Cutting Speed (m/min) |
|---|---|---|---|
| 1 | 0.075 | 0.4 | 60, 120 |
| 2 | 0.10 | ||
| 3 | 0.125 | ||
| 4 | 0.15 | ||
| 5 | 0.075 | 0.6 | |
| 6 | 0.10 | ||
| 7 | 0.125 | ||
| 8 | 0.15 | ||
| 9 | 0.075 | 0.8 | |
| 10 | 0.10 | ||
| 11 | 0.125 | ||
| 12 | 0.15 |
| Parameters | B0 | m1 | m2 | B1 | n1 | n2 | B2 | n3 | n4 | B3 | n5 | n6 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Value | 15.332 | 0.732 | 0.118 | 0.444 | 0.133 | 1.096 | 1.736 | 0.543 | 0.555 | 3.998 | 2.13 | 0.289 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Peng, H.; Tang, W.; Xing, Y.; Zhou, X. Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations. Materials 2021, 14, 3937. https://doi.org/10.3390/ma14143937
Peng H, Tang W, Xing Y, Zhou X. Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations. Materials. 2021; 14(14):3937. https://doi.org/10.3390/ma14143937
Chicago/Turabian StylePeng, Huachen, Wencheng Tang, Yan Xing, and Xin Zhou. 2021. "Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations" Materials 14, no. 14: 3937. https://doi.org/10.3390/ma14143937
APA StylePeng, H., Tang, W., Xing, Y., & Zhou, X. (2021). Semi-Empirical Prediction of Turned Surface Residual Stress for Inconel 718 Grounded in Experiments and Finite Element Simulations. Materials, 14(14), 3937. https://doi.org/10.3390/ma14143937