3.1. Degradation Effect on Mechanical Properties
During the abrasion of a soft–hard contact pair, the surface tear and stretch are always concerned. Moreover, the tribology performance is believed to depend on the mechanical properties. Therefore, after the thermal treatment of the FKM specimens, the values of elongation at break, tensile strength, tear strength, and shore hardness were measured, and the average values from at least five repeated operations were recorded in
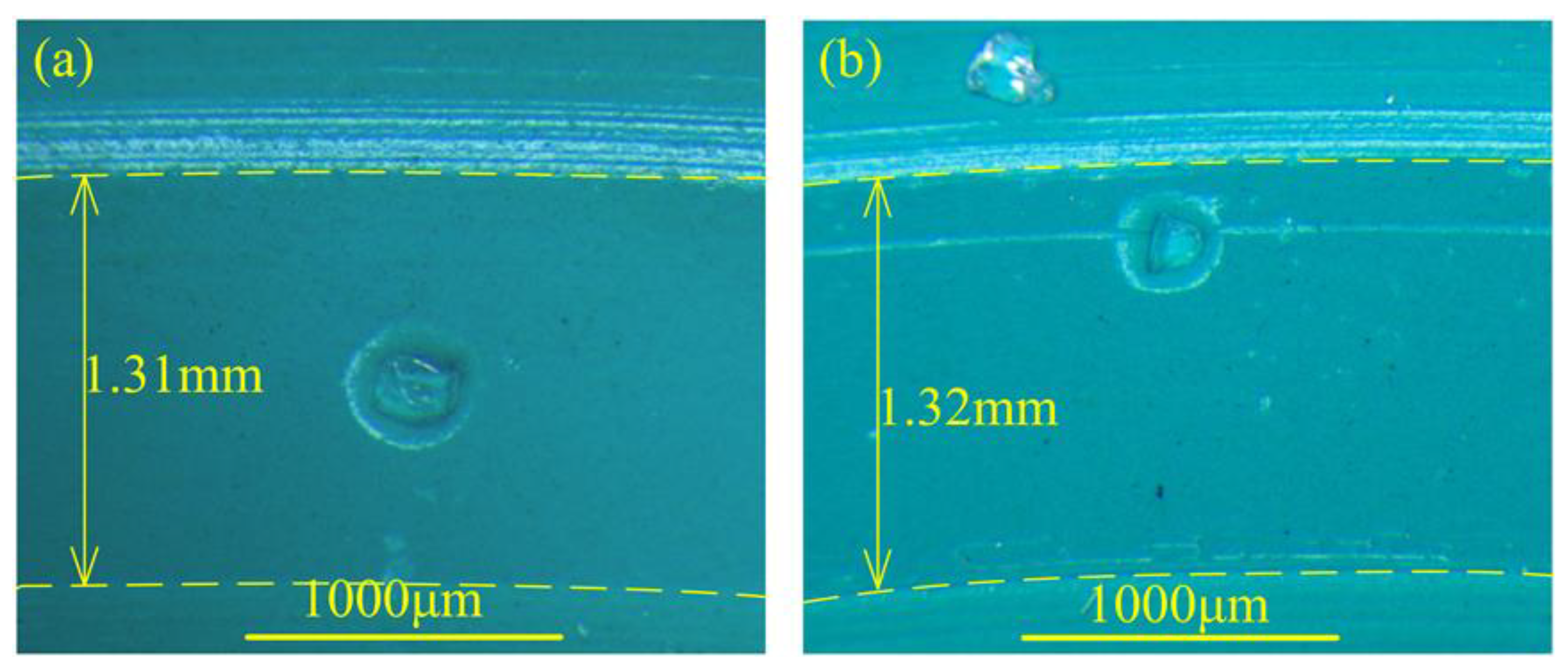
Table 2. The results show that although thermal treatment significantly reduces the tear strength, tensile strength, and elongation at break, the hardness of the rubber does not change significantly but only slightly increases. For a soft–hard contact pair, the hardness change of the soft counterpart may influence the contact condition. The contact areas of the two kinds of specimens are shown in
Figure 3. The sizes (widths) of the contact areas are almost identical, which shows that the effect of the thermal treatment on the contact area is not significant [
21].
In past research, the change in mechanical properties caused by high-temperature treatment was considered to be caused by the thermal degradation of the rubber [
14,
15,
16]. It is reported that under the effect of high temperatures, the FKM undergoes a cross-linking reaction. In this process, the original molecular bonds of the FKM are broken, and new but fragile molecular bonds are formed at the same time. The force that the degraded molecular bond can withstand is reduced, which leads the treated FKM to be easily broken or torn. In addition, some studies have found that the cross-linking reaction caused an increase in the cross-link density, which was further believed to increase the hardness of the FKM [
16].
3.3. Worn Surface
To understand the differences in COF, the wear surface of the tribo-pair was investigated.
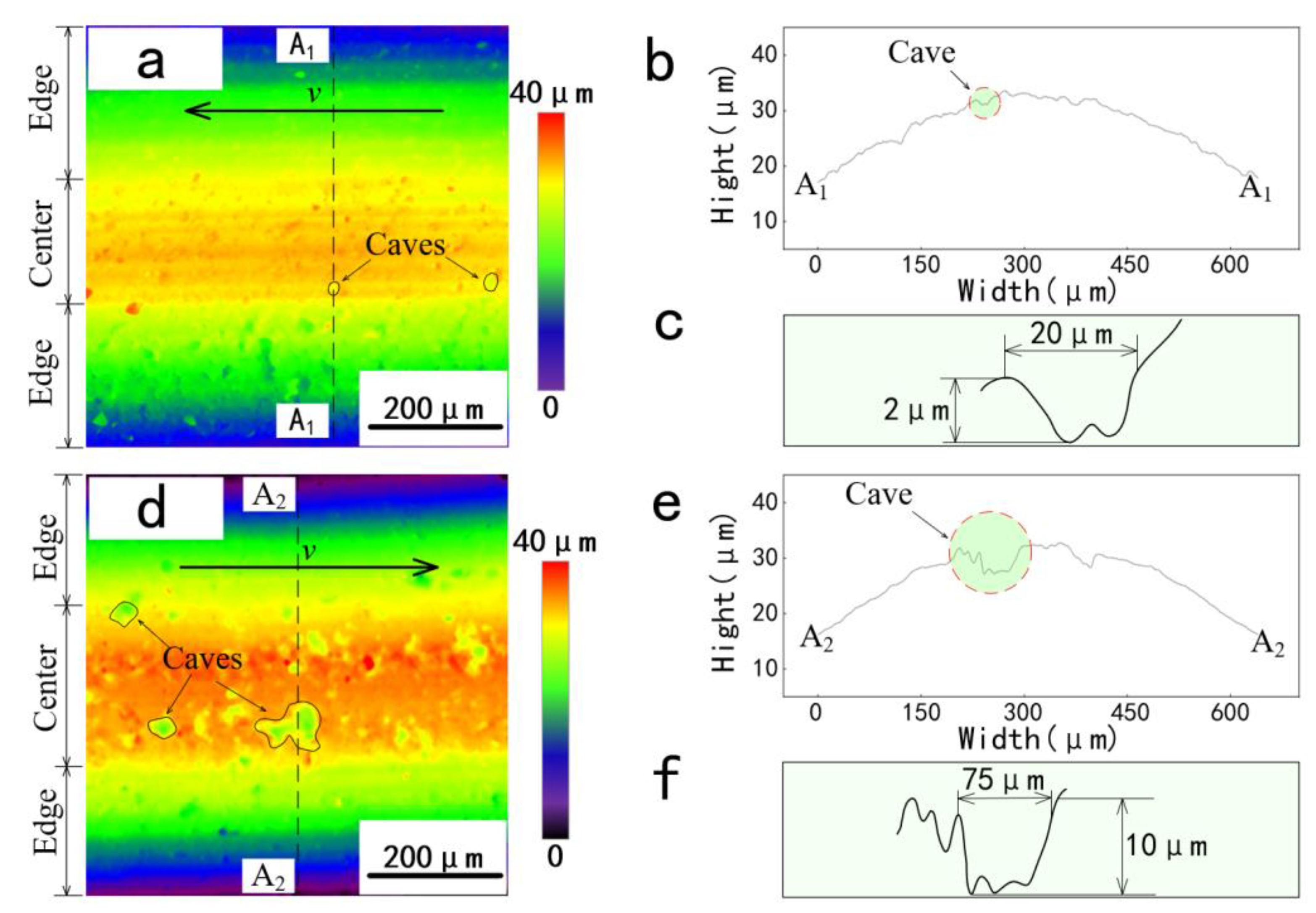
Figure 5a,d shows the top views of the three-dimensional topography of the worn surface. On the wear surface, higher areas were marked with warm colors, while lower areas were marked with cool colors, and areas with similar heights were marked with similar colors. Significantly, the height of the upper-end face of the worn surface was relatively uniform (marked in red or orange). The area with a warm color can be defined as the center area, and the area with a cool color can be defined as the edge area. Considering the section of an O-ring specimen is a circle (parabolic shape), the flatland of the center area reflects that the surface removal led by the three-body abrasion in this area was more serious than in the edge area. This is because for the contact pair of the O-ring seal and the metal disc, the highest contact pressure is located in the center, and the contact pressure along the sealing edge is lower. Under the high contact pressure, more wear volume was generated in the center area. Comparing the width of the center area of two kinds of specimens, a wider center area of TS may indicate that the wear of the thermally treated FKM O-ring seal is more serious.
In the center area, spots with cool colors can be found. The spot in
Figure 5a is significantly smaller and less than that in
Figure 5d. To confirm the depth of the spot, the two-dimensional profiles of the worn surface were measured at the positions marked by the dashed lines A
1-A
1 and A
2-A
2. As shown in
Figure 5b,c,e,f, the depth of the spot on the untreated specimen is shallower than that on the treated specimen. After several measurements, it was found that the depth of the spots on the treated specimens was in the range of 2–5 μm, while the depth of the untreated specimens was in the range of 5–12 μm.
To further confirm the wear characteristics, the wear scars of the rubber O-rings were scanned by the scanning electron microscope. The SEM micrographs of the worn surface of two kinds of specimens in the center area and edge area are shown in
Figure 6a–d.
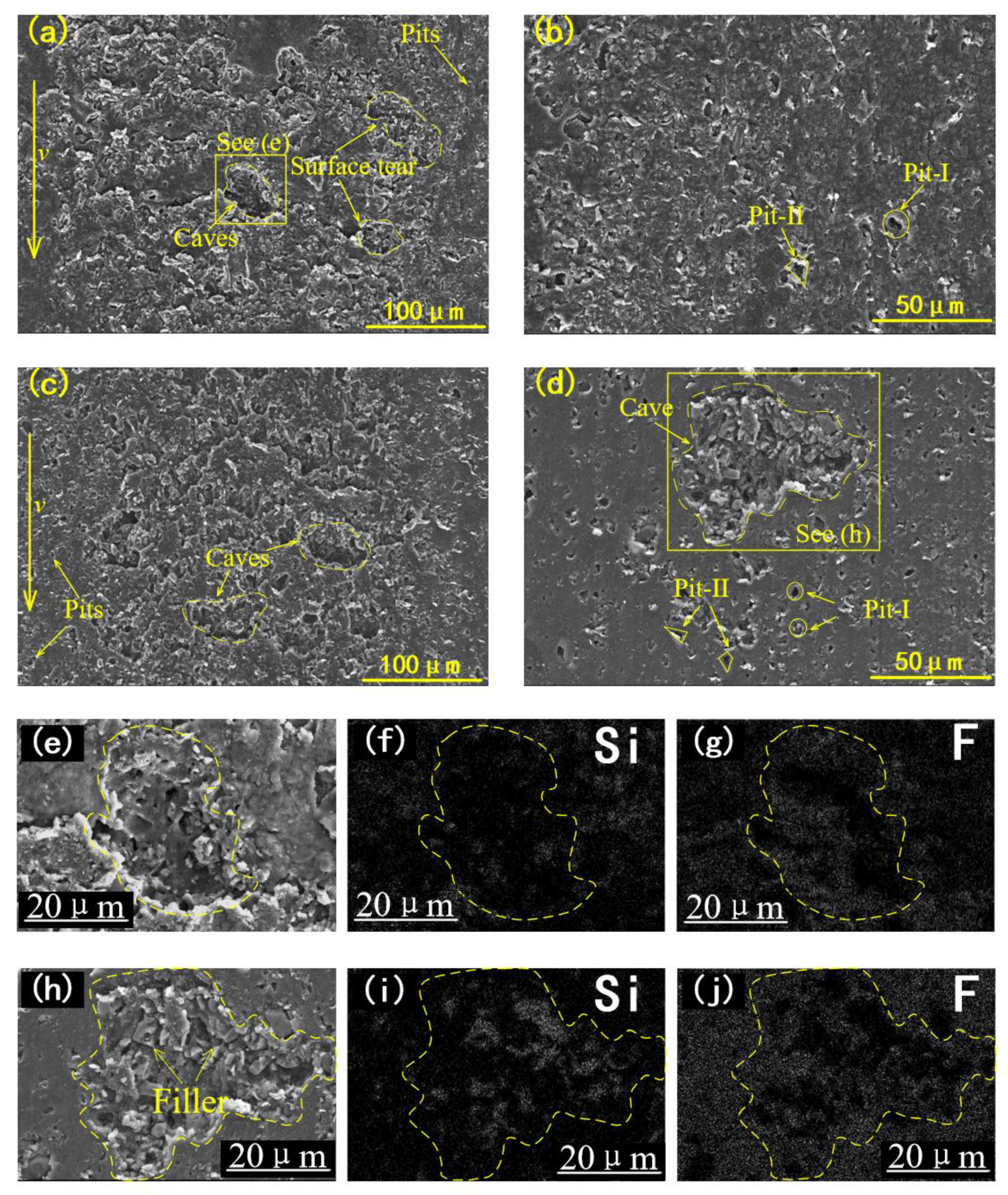
At the center of the untreated specimen, two kinds of wear morphologies can be observed (
Figure 6a). One is the parallel waves that are perpendicular to the sliding direction, which is known as the Schallamach-type wave (STW) [
22,
23,
24]. Another wear morphology is the micro-scar with an ellipse-shaped contour (marked with the dotted lines). Some of the micro-scars are relatively deeper, which can be defined as the cave. The same wear morphologies are also found on the wear scar of the thermally treated specimens. The difference is that the cave almost dominates the wear scar of the TS, while the wave rarely appears. According to the top view of the 3D topography (
Figure 5), the number and the size of the caves of TS are both more remarkable than that of UTS. In addition, the two-dimensional surface profiles of the wear surface indicated that the cave on the surface of the TS was deeper than that of the UTS, as shown in
Figure 5b,e. The depth of the cave on the untreated specimens is about 2–5 μm (
Figure 5c), while on the treated specimens it is about 5–12 μm (
Figure 5f).
At the edge of the contact area, the wear morphology of the micro pit is found, whose size is about 1~5μm. The outline of some pits was rounded (pit-I), while some pits’ outlines were sharp (pit-II). Significantly, more pits were found on the surface of treated specimens. The cave is also observed at the edge area of the TS, but no significant cave is found in the same area of the UTS. It was noticed that the morphology of the bottom of the caves at the center area and the edge area was not the same. As shown in
Figure 6e, pits with a round outline are found at the bottom of the cave observed in the center area. While in the edge area, small particles are observed at the bottom of the cave beside the pit (
Figure 6h). To verify the identity of the particles, the energy dispersive spectrometer was used to reveal the identity of small particles. The enriched Si element indicates that the small particles are SiO
2 fillers (
Figure 6e). Therefore, the micro pit found in the bottom of the cave at the center area may be led by the shedding of fillers. Similarly, pit-I may also be caused by this reason. Moreover, pit-II is caused by the penetration of the rubber surface. More pit-II observed on the surface of the treated specimens indicated that the treated specimen is easier to penetrate.
Overall, the wear scar at the center contact area is obviously more rough and jagged than the worn surface at the edge of the contact area. The wear characteristic that appeared in the center area and the edge area exhibited that the wear mode of the rubber specimens depends on the contact force applied to the particles. For example, as the contact force increases, the wear characteristics of the rubber surface deteriorate, gradually from surface penetration to surface tearing to surface flake peeling. This reflected that the damage degree at the center area is more serious than at the edge area, which agrees with the results shown in
Figure 5.
Abrasive wear also caused the wear of the metal counterpart. As shown in
Figure 7, the wear morphology of the stainless steel discs of the two groups is mainly grooves and caves. The grooves are parallel to the sliding direction, and the outline of the cave is sharp. The size of the cave on the SS disc was about 10–80 μm.
In three-body abrasion, the difference in the wear morphology of the hard tribo-pair is often related to the motion form of the abrasive particles. For example, it is believed that when the particles are embedded in the rubber surface, the particles are stationary relative to the rubber and scratch to form a furrow on the hard friction part. This is known as the grinding wheel effect [
25]. In contrast, when free particles are rolling in the friction interface, the damage mode of the metal changes to the cave. These two particle movements, rolling and sliding, are dependent on the contact state of the abrasive particle. Compared with the wear track of the untreated group, significantly more caves were observed in the thermally treated group. This indicated that the particles tended to roll more in the frictional interface after the thermal treatment.
However, the wear characteristics that appeared on the rubber surface indicate that the motion of the particles is sliding, the same as the untreated specimens, which is inconsistent with the movement of the particles indicated by the wear morphologies of the metal surface. To understand the thermal treatment effect on the tribology behaviors better, it is necessary to analyze the particle movement.
3.4. Particle Motion
It is reported that the different movements of the particle depend on the force state of the particle in the friction interface. In the sliding interface, a particle is mainly subject to contact pressure and friction applied by the tribo-pairs.
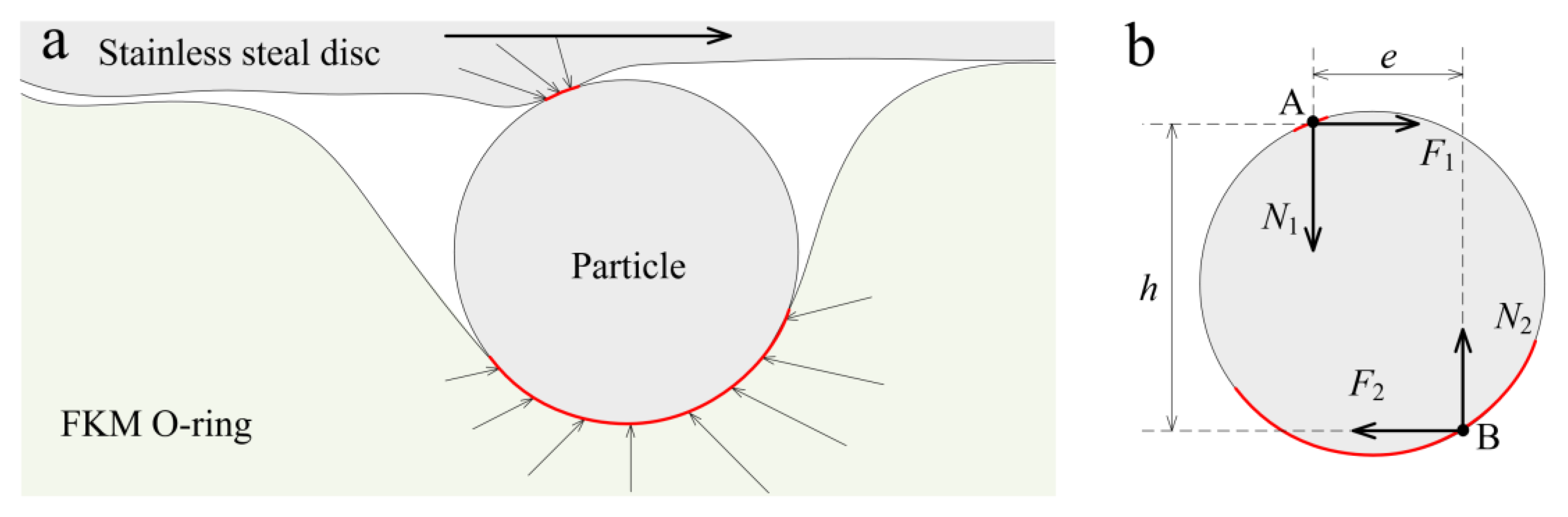
As illustrated in
Figure 8b, points A and B are assumed to be the central contact points of distributed forces on the particle by the metal surface and rubber surface [
9,
10,
11,
12]. The total forces acting on the particles by the stainless steel disc are the frictional force (
F1) and the normal force (
N1) at point A, and the total forces acting on the particles by the FKM O-ring are the frictional force (
F2) and the normal force (
N2) at point B. When the particle is in equilibrium, it can be gained that
The torque
F × h can be defined as the driving torque, which tends to make the particle roll, while the torque
N × e is the resistant torque, which tends to resist rolling. In this case, when the is particle rolling in the friction interface, an expression is obtained as
where the dimensions of
h and
e are the moment of
F and
N.
In contrast, when the particle is sliding in the frictional interface, the equation is
The normal force N is related to the deformation depth and the hardness of the friction pair. As shown in the in situ observation of the contact interface, the deformation depth, whether before or after aging, led by the particle did not significantly change. In contrast, the hardness of the FKM increased after the thermal treatment, although it was slight. The normal force N thus increased. Therefore, in the initial friction state, the particle motion is sliding.
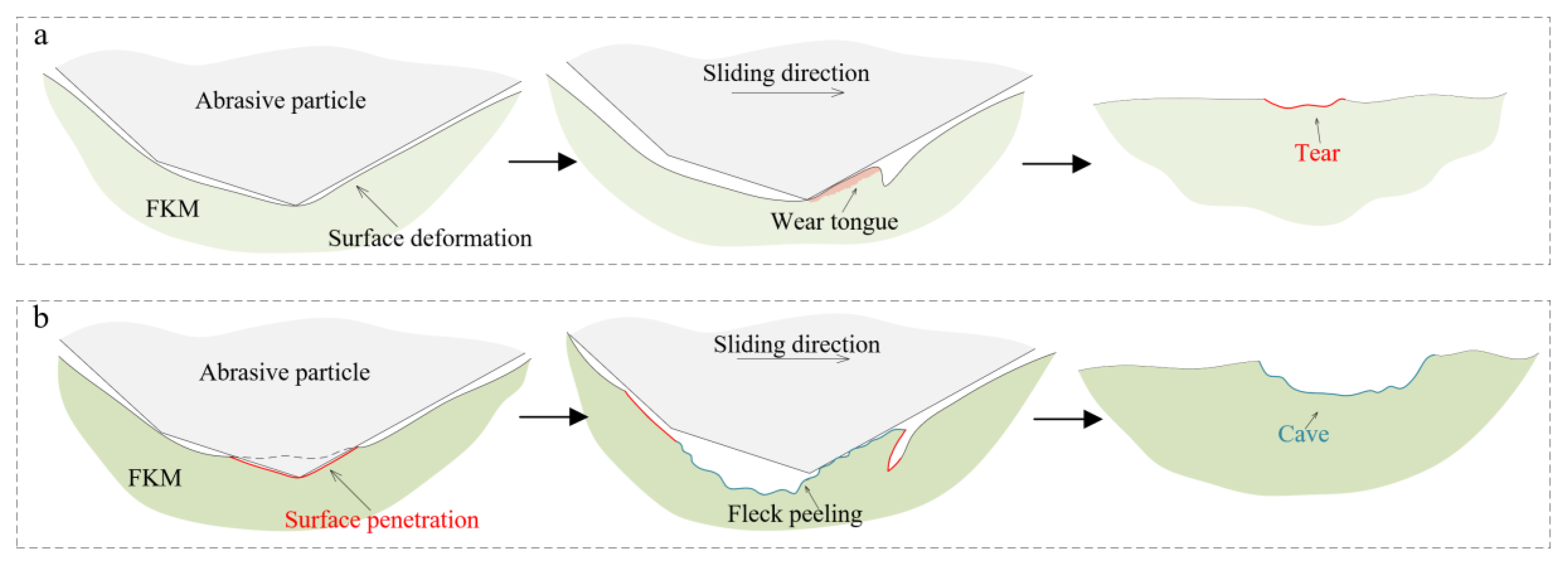
In this state, the wear mechanism of the particle sliding in the friction interface is illustrated in
Figure 9. In the three-body contact, the abrasion makes the untreated rubber surface deformed. Then, under the sliding of the particle, the rubber surface is stretched and torn by the particle (
Figure 9a). In this process, the wear loss mainly occurs at the root and the tip of the wear tongue. After the thermal treatment, the degradation of the mechanical properties results in the rubber surface being easier to penetrate. More minor surface defects, such as micro pits, were observed on the wear trace (
Figure 6d). Then, with the sliding of the particle, the wear mechanism changes to fleck peeling (
Figure 9b) [
17].
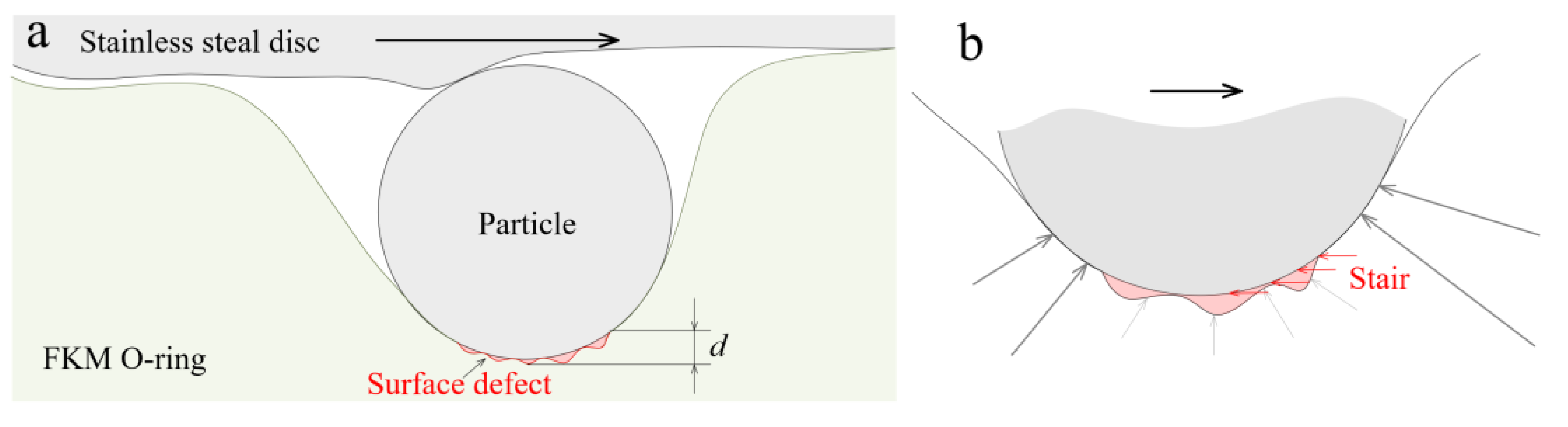
After intruding into the sealing interface, the particles act as the third body and participate in the friction between the rubber seal and the hard counterpart. During the three-body abrasion, the particles do not leave the friction interface immediately but after a period of time. This means that the particles circulate at the sealing interface instead of once through. Therefore, a sealing interface belongs to the “closed group” of the three-body abrasion. The appearance of the defects, such as the cave and surface tear, changes the contact state of the particles (
Figure 10a) during the re-circulation of the particles.
When another particle slides into surface defects, the contact force applied on the particle decreases because the compression amount of the rubber becomes smaller. The edge of the defect acts as, to some extent, a stair that prevents particles from leaving the defect (
Figure 10b), which increases the lateral force. With the increase in the depth of the defect, it becomes more difficult for particles to slide. Therefore, the particles tend to strand in the defect during the re-circulation of the particles. This phenomenon is known as the collective effect of defects [
26]. According to the 3D view of the wear morphologies (
Figure 5), the size and depth of the caves are more remarkable, which increases the force that overcomes the resistance to sliding. Therefore, particles may be more likely to be collected in the cave.
During the retention of the particles, due to the cave reducing the normal force F and lateral force N applied on the particles, the motion of the particles that contact with the cave is more likely to be rolling in the interface rather than sliding Equation (4). The rolling particles scrape the cave, which may lead to the fillers remaining at the bottom of the cave falling off. It is worth noting that the size of the caves on the surface of the treated group is not significantly increased, only the number of caves is increased. This may indicate that when the particles stranded in the cave appeared on the rubber surface and rolled, the effect on the steel surface is to create more caves rather than to broaden the existing caves.
However, rubber fillers observed at the bottom of the caves were found in the edge area (
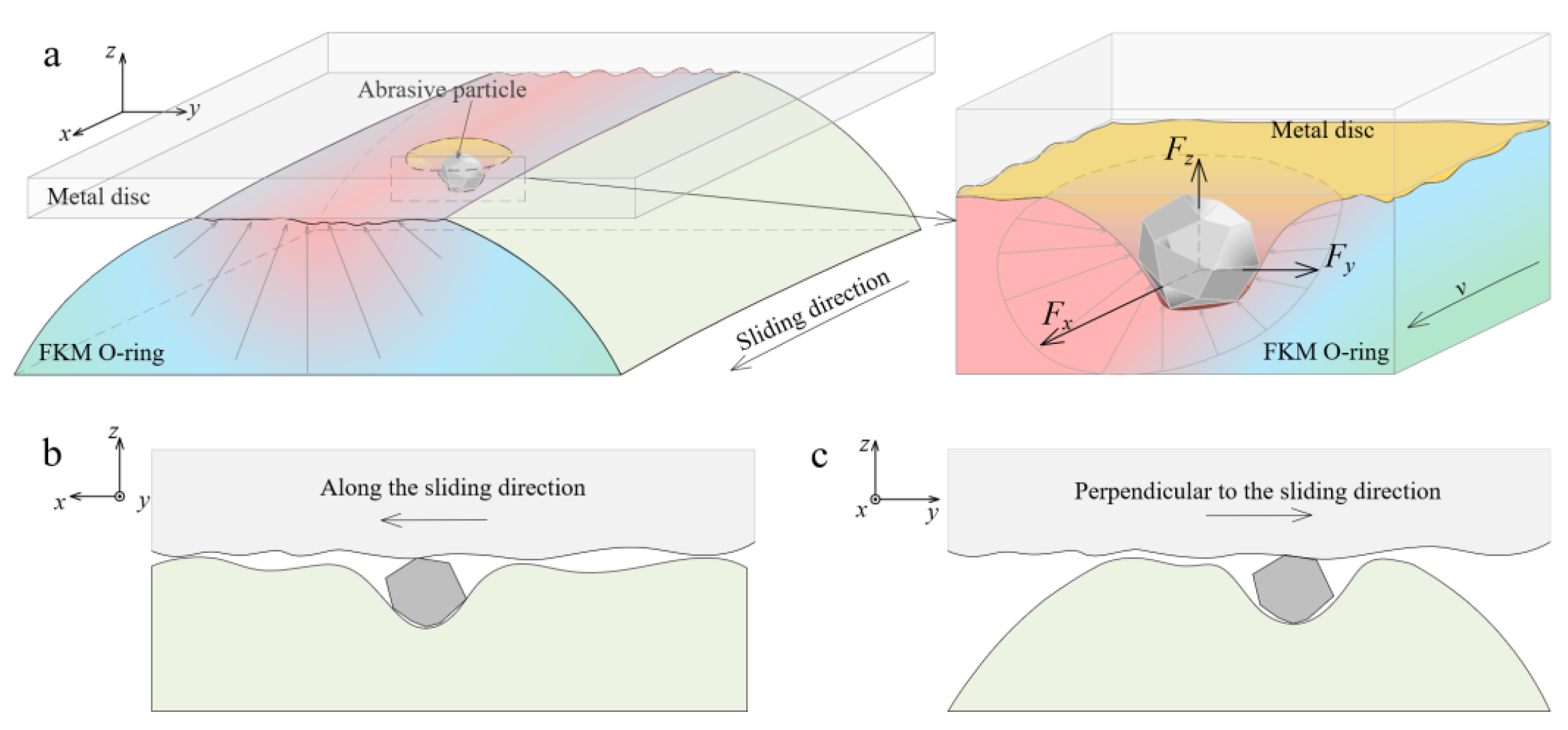
Figure 6h). This indicated that the cave at the edge of the contact area seems to not have stranded the particles and, thus, was not scraped during the re-circulation of the particles. To clearly understand the trajectory of the particle, a simplified model of the three-body abrasion is illustrated in
Figure 11.
Due to the cross-section shape of the O-ring being round, the contact stress gradually decreases from the center to the edge of the contact area (
Figure 11a). When the particle rubs in the contact area, the resultant force applied on the particle that is perpendicular to the sliding (
Fy) always points to the direction that is away from the contact interface. With the effect of the
Fy, the trajectory of the particles means they gradually escape from the contact interface. Therefore, the two directions of the particle movement need to be considered: (i) movement parallel to the sliding direction (
Figure 11b) and (ii) movement vertical to the sliding direction (
Figure 11c).
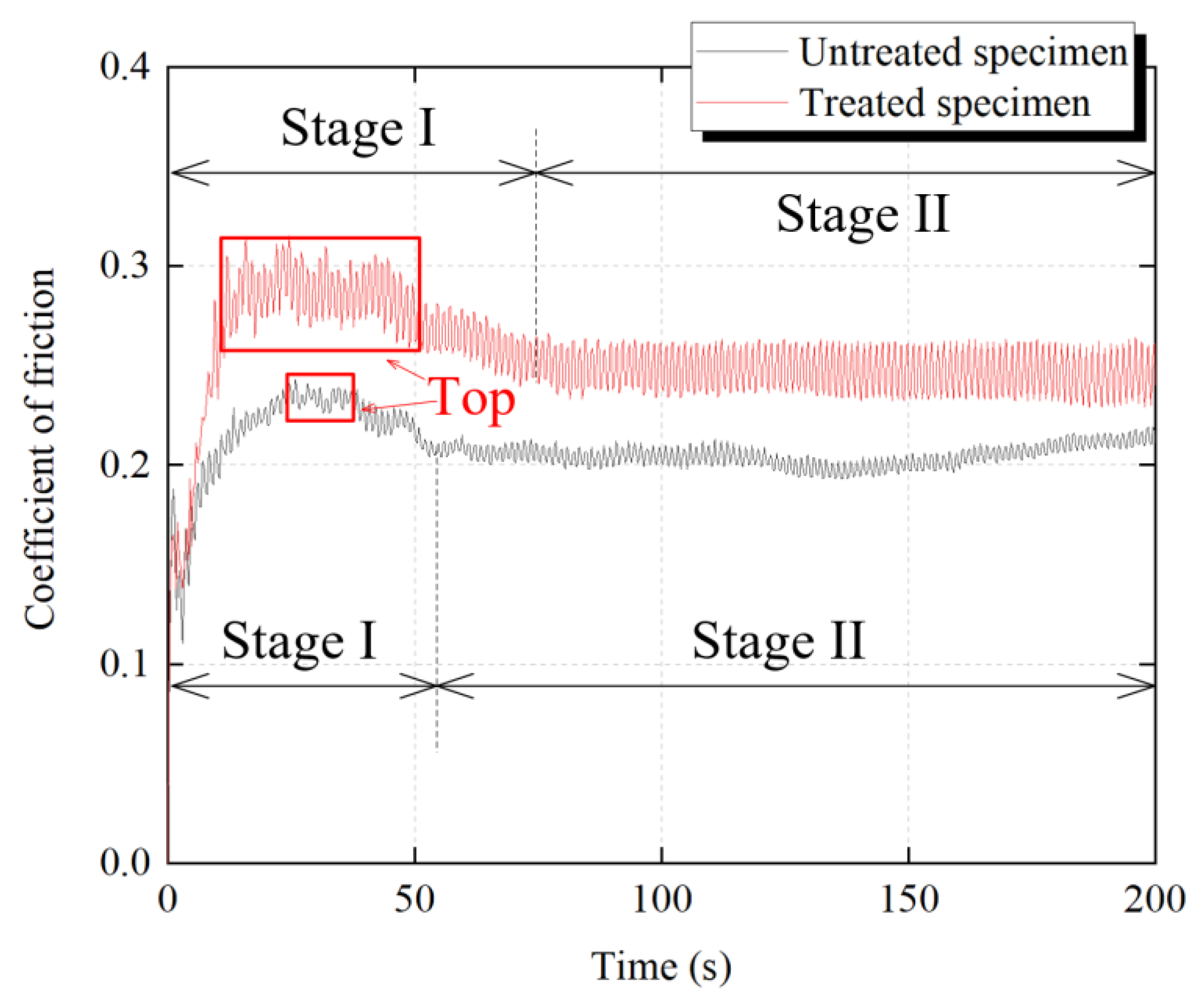
The collecting effect of the cave on the particle delays the escape of the particles from the friction interface. Due to there being more caves generated on the surface of untreated specimens, more abrasive particles may strand in the tribological interface. This results in the friction interface being in a three-body abrasion. Hence, the frictional coefficient of a treated test group is in stage-I longer (
Figure 4) compared to the untreated group.
In the edge area, as the normal contact force applied on particles (
Fz) is decreased, the restriction of the particles on the contact interface is reduced. It becomes easier for particles to escape the contact area. Therefore, the particles in the edge area tend to leave the frictional interface rather than re-circulate. Consequently, there are only a few pits in the edge area that develop into caves (
Figure 6b).
3.5. Thermal Effect on Tribology Behaviors
The difference in tribological behaviors between thermally treated specimens and untreated specimens is mainly caused by the difference degree of surface damage led by the degradation of mechanical properties.
Firstly, reduction of the tear stress and tensile stress leads to aggravated damage to the friction surface, especially minor surface defects, such as pits. Due to the more particles that tend to penetrate the treated FKM surface, it should take more lateral force to achieve sliding. Therefore, the top value of COF of TS is larger than that of UTS.
Then, during the re-circulation of particles, the pit gradually evolved into serious surface damage, such as fleck peeling, which formed the cave. The appearance of the cave changes the movement of the particles, because when the particle contacts with the cave, the normal force is decreased while the lateral force is increased. The cave depth of the treated specimens is deeper than that of the untreated specimens, which leads the particles to be more inclined to roll in the friction interface of the treated group. Therefore, the caves led by the rolling of the particle are found more on the metal disc of the treated group compared with that of the untreated group. During the friction process, the particles gradually escape from the contact interface. However, the cave in the contact area could collect the particles, which delays the progress of the particle escape. That is to say, the particles were trapped in the contact area. Thus, the particles stay at the friction interface of TS longer than that of UTS. That is, the stage-I of COF of TS is longer than that of UTS.
Finally, a severely worn rubber surface and metal surface results in the friction coefficient of the stage-II of TS to be higher than that of UTS (
Figure 4).
Generally speaking, the thermal treatment makes the FKM O-ring seal wear more serious, and worse surface wear leads to the particles stagnation in the tribo-interface and changes the particle movement from the sliding to the rolling. This further aggravates the surface wear of both rubber O-ring seals and metal counterparts. Of course, these results are not enough to fully explain the complex wear mechanism in the abrasive wear process, more work needs to be carried out to deepen the understanding.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}