
Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding



Abstract
1. Introduction
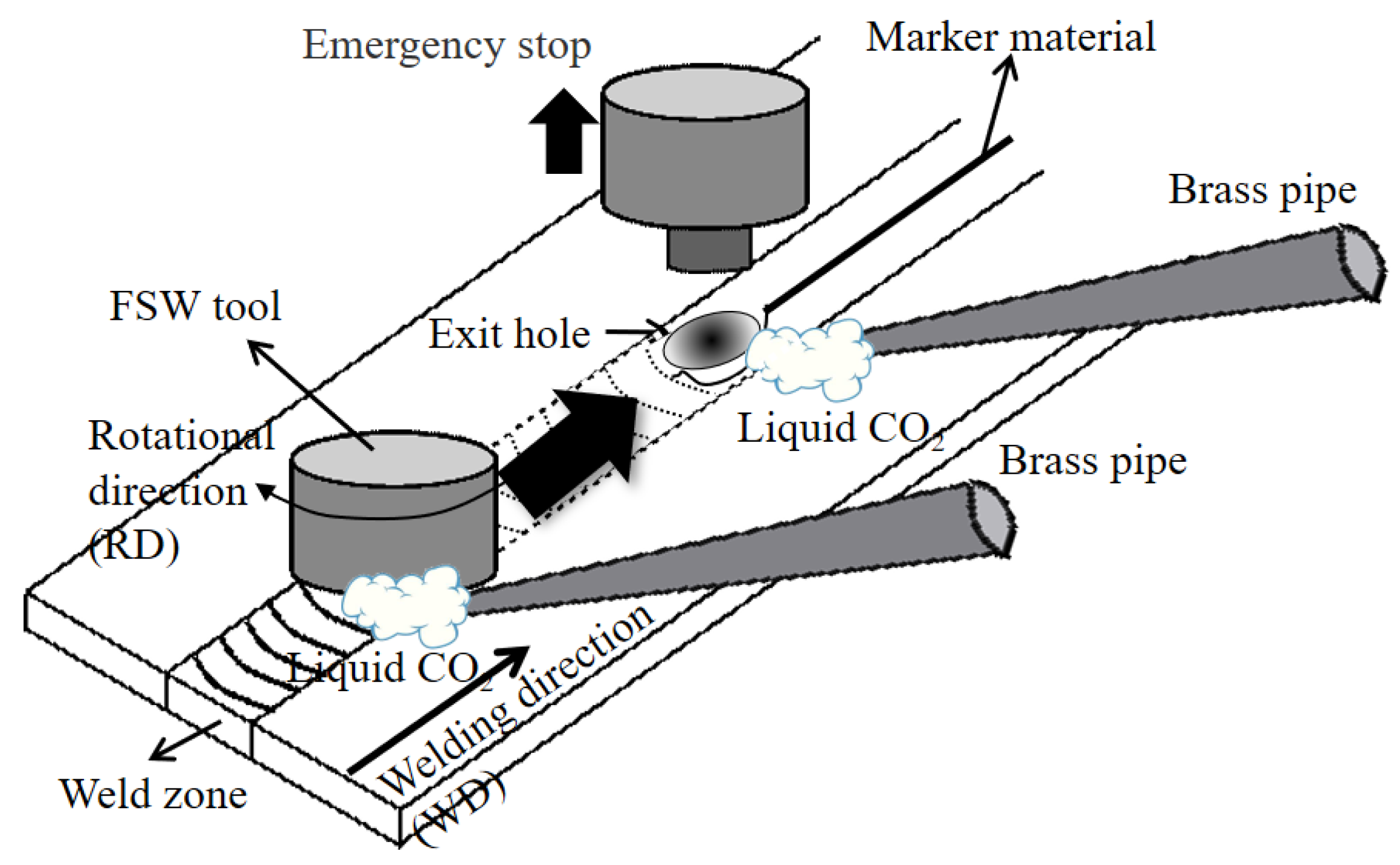
2. Materials and Methods
3. Results and Discussion
3.1. Pure Al
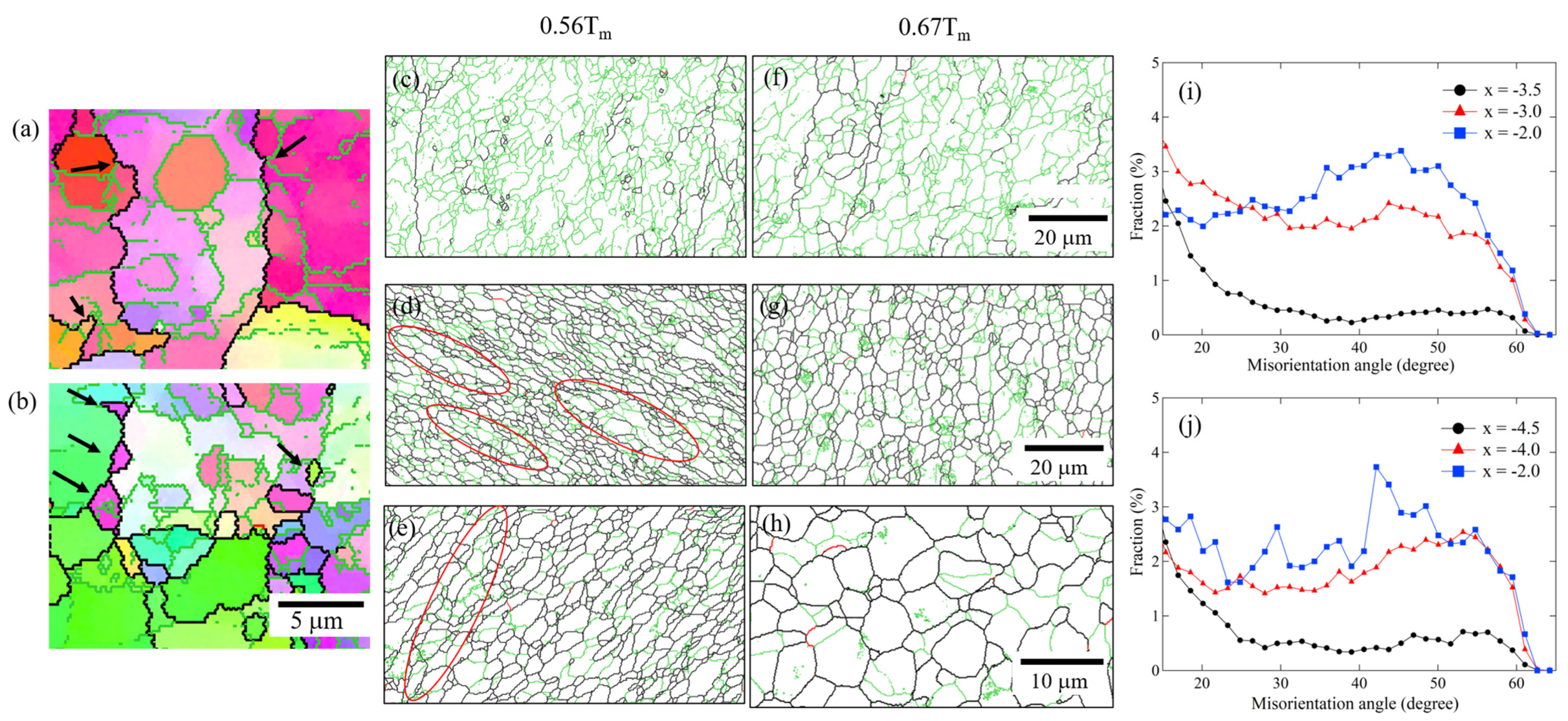
3.1.1. Microstructural Evolution at 0.56Tm
3.1.2. Microstructural Evolution at 0.67Tm
3.2. High-Purity Al
3.3. Texture Development
4. Conclusions
- (1)
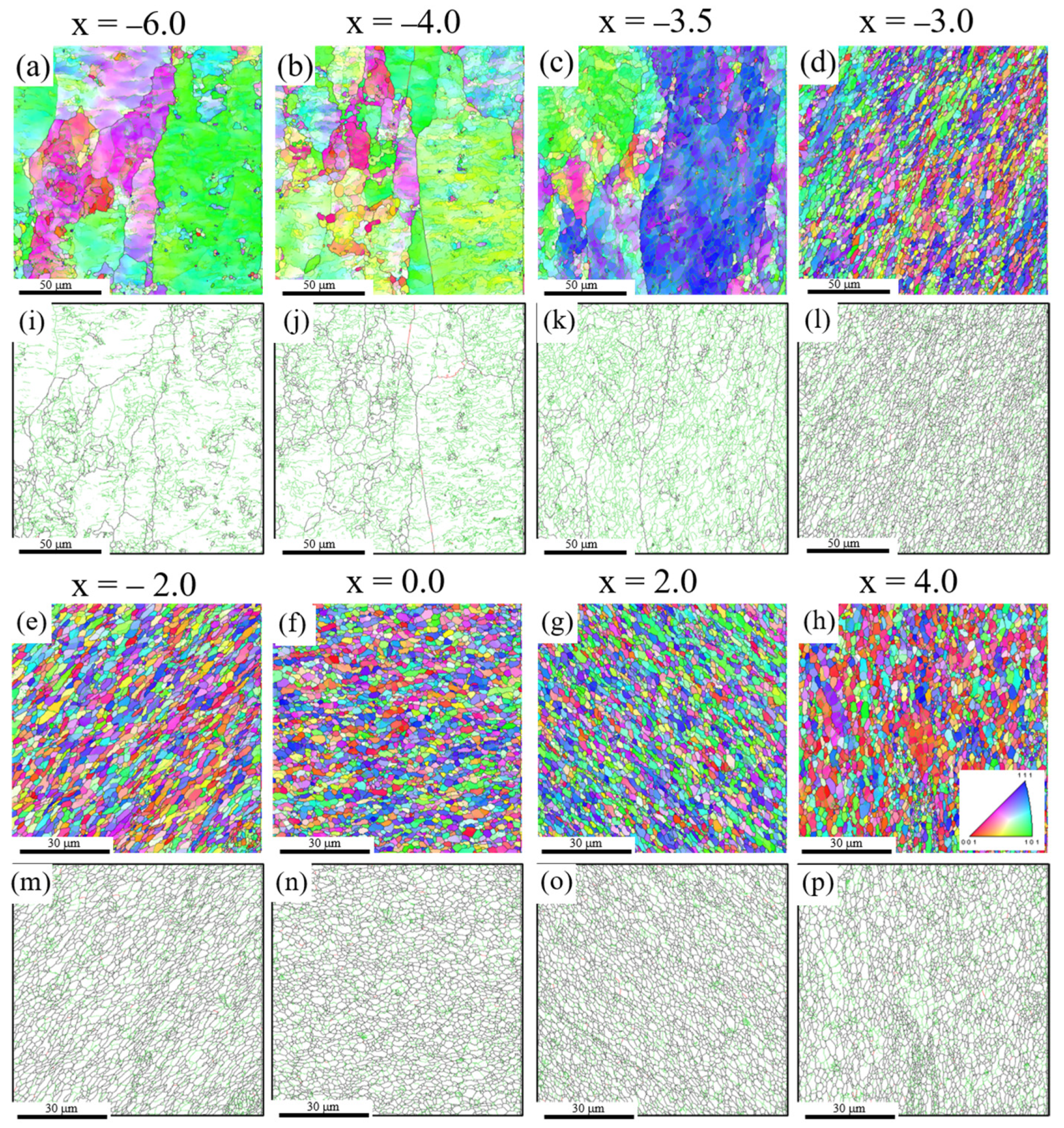
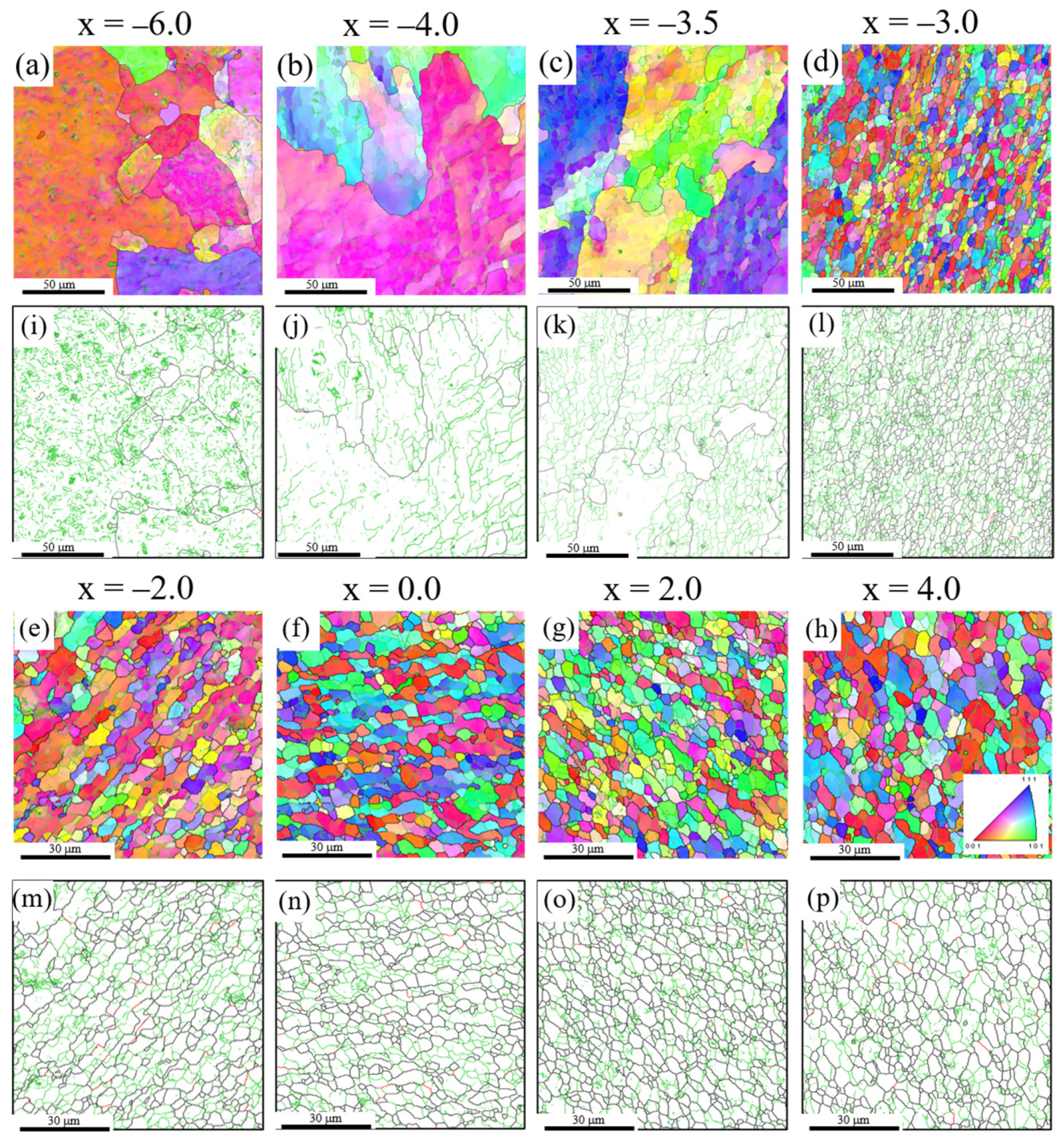
- For the 2N grade pure Al at a low welding temperature of 0.56Tm, DDRX via HAB bulging frequently occurred, particularly in the initial deformation region, leading to the formation of fine grains along the original grain boundaries. As the strain significantly increased, CDRX occurred through the formation of a large number of subgrains within the larger original grains, followed by the transformation from LABs to HABs. In addition, GDRX contributed to the grain refinement;
- (2)
- For the 2N grade pure Al at a high welding temperature of 0.67Tm, the DDRX was suppressed by the promotion of dynamic recovery as a result of the increase in the welding temperature. The more equiaxed and larger grains were formed through the conventional CDRX;
- (3)
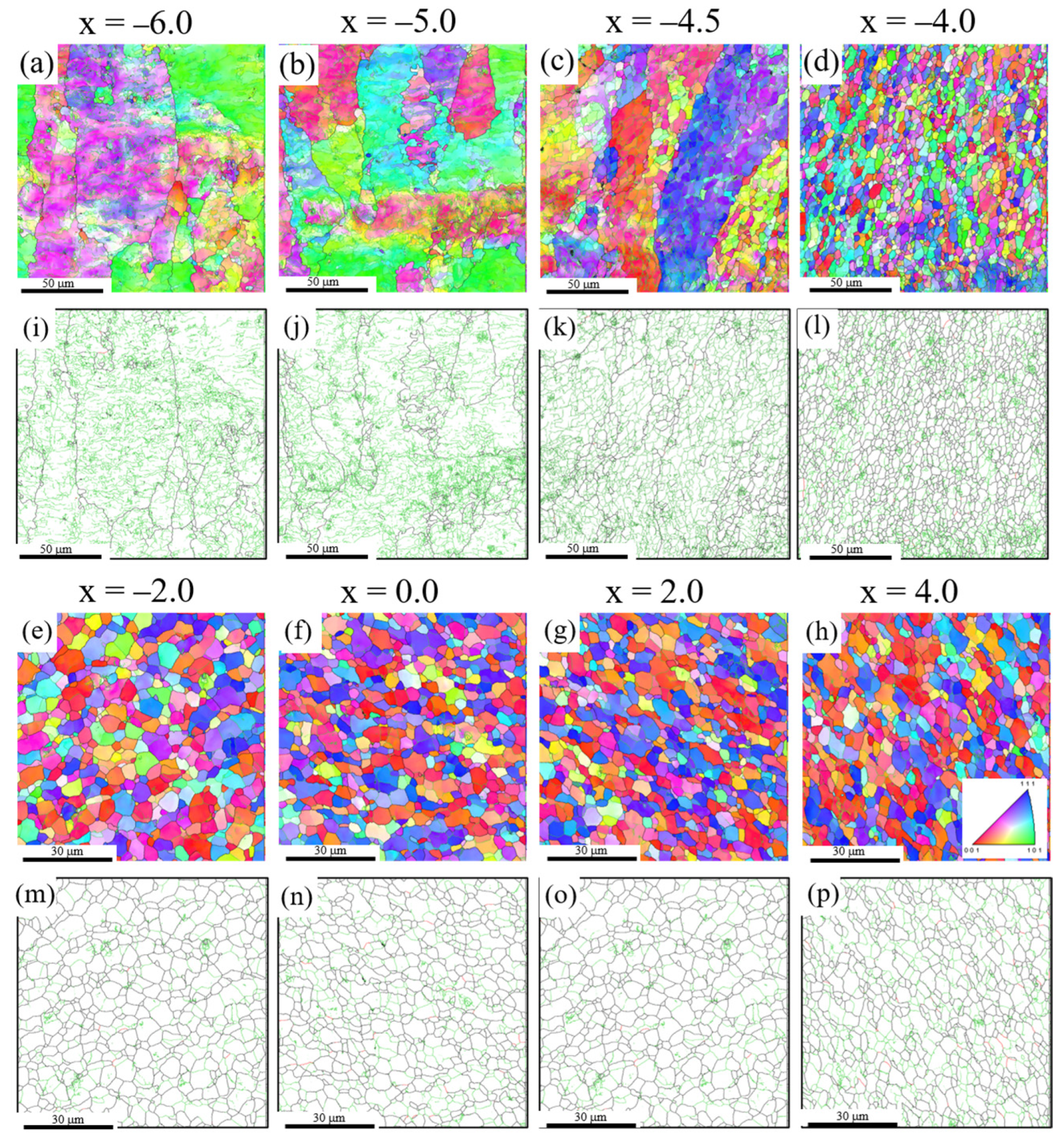
- An increase in the Al purity promoted dynamic restoration, leading to acceleration of CDRX and inhibition of DDRX, even at a low welding temperature of 0.50Tm in the 4N grade high-purity Al;
- (4)
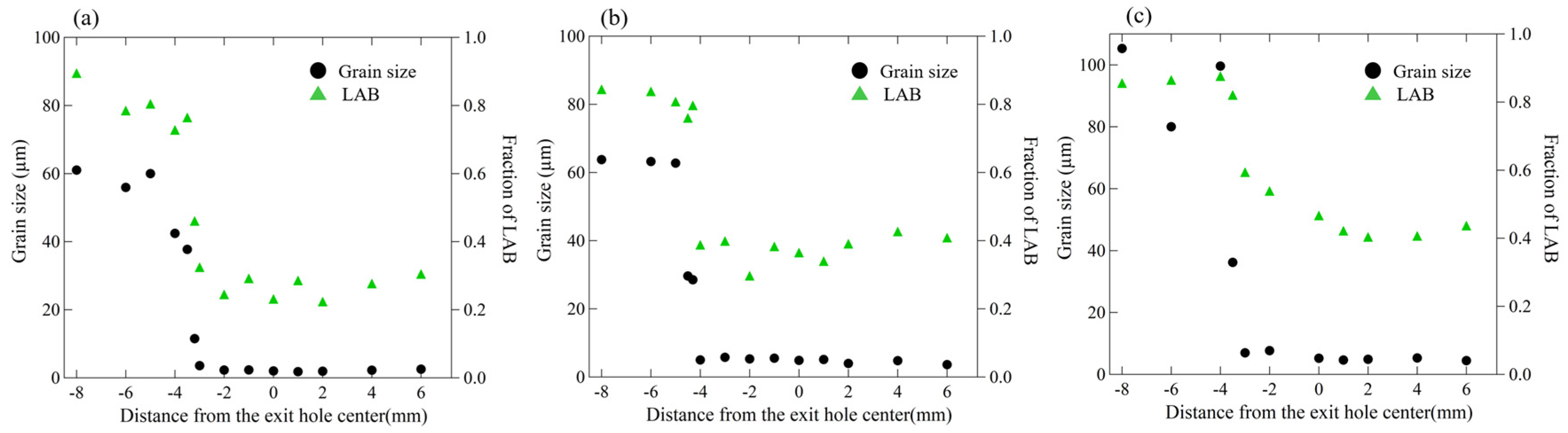
- Within the peak temperature range, a fine microstructure was maintained, owing to the dynamic balance between grain refinement through dynamic recrystallization and grain growth by heating effect across all specimens;
- (5)
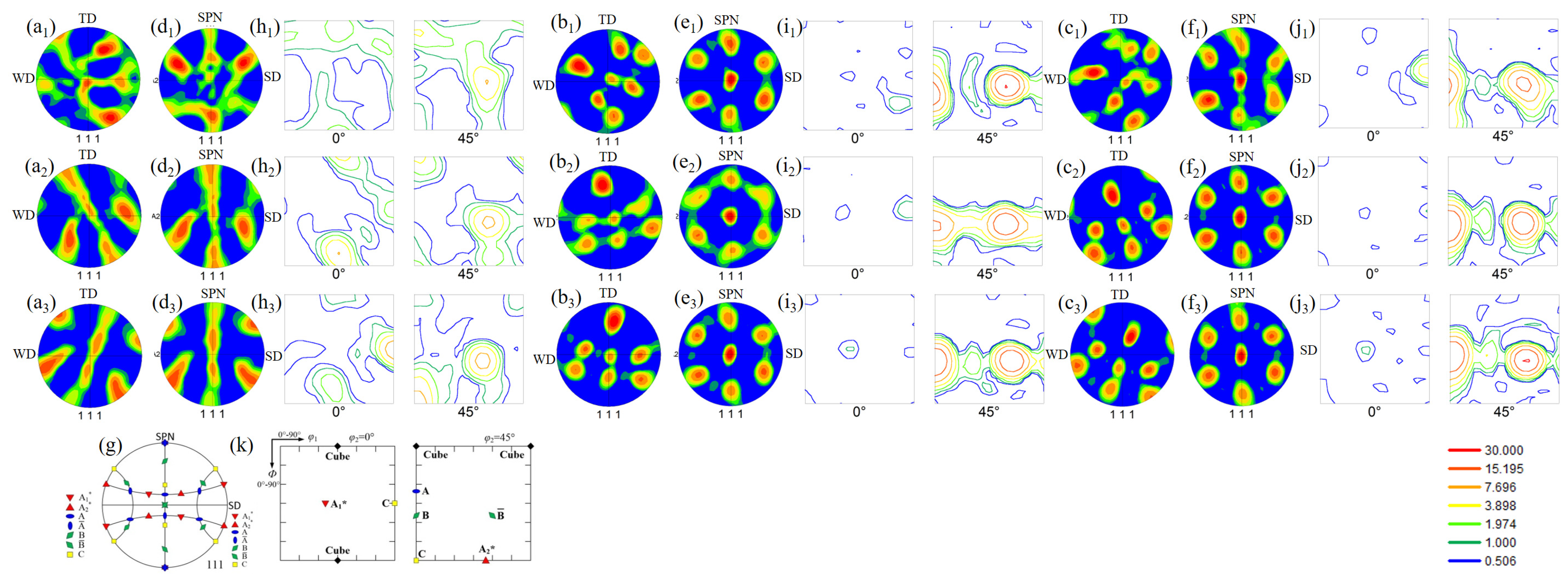
- The C-type shear texture tended to be developed in pure Al at 0.56Tm with the microstructure consisting of elongated grains formed through GDRX. In addition, the 45° rotated cube texture was developed, as a result of DDRX. In the case where a fine microstructure consisting of equiaxed grains was formed through CDRX, owing to the increase in the welding temperature and high Al purity, the B/-type shear texture was highly strengthened in pure Al at 0.67Tm and high-purity Al at 0.50Tm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Park, H.S.; Kimura, T.; Murakami, T.; Nagano, Y.; Nakata, K.; Ushio, M. Microstructure and mechanical properties of friction stir welds of 60% Cu-40% Zn copper alloy. Mater. Sci. Eng. A 2004, 371, 160–169. [Google Scholar] [CrossRef]
- Mishra, R.S.; Ma, Z.Y. Friction stir welding and processing. Mater. Sci. Eng. R Rep. 2005, 50, 1–78. [Google Scholar] [CrossRef]
- Fujii, H.; Cui, L.; Tsuji, N.; Maeda, M.; Nakata, K.; Nogi, K. Friction stir welding of carbon steel. Mater. Sci. Eng. A 2006, 429, 50–57. [Google Scholar] [CrossRef]
- Xie, G.M.; Ma, Z.Y.; Geng, L. Partial recrystallization in the nugget zone of friction stir welded dual-phase Cu–Zn alloy. Philos. Mag. 2009, 89, 1505–1516. [Google Scholar] [CrossRef]
- Threadgilll, P.L.; Leonard, A.J.; Shercliff, H.R.; Withers, P.J. Friction stir welding of aluminium alloys. Int. Mater. Rev. 2009, 54, 49–93. [Google Scholar] [CrossRef]
- Ma, Z.Y.; Feng, A.H.; Chen, D.L.; Shen, J. Recent advances in friction stir welding/processing of aluminum alloys: Micro-structural evolution and mechanical properties. Crit. Rev. Solid State Mater. Sci. 2018, 43, 269–333. [Google Scholar] [CrossRef]
- Liu, G.; Murr, L.E.; Niou, C.S.; McClure, J.C.; Vega, F.R. Microstructural aspects of the friction-stir welding of 6061-T6 aluminum. Scr. Mater. 1997, 37, 355–361. [Google Scholar] [CrossRef]
- Jata, K.V.; Semiatin, S.L. Continuous dynamic recrystallization during friction stir welding of high strength aluminum alloys. Scr. Mater. 2000, 43, 743–749. [Google Scholar] [CrossRef]
- Liu, H.J.; Fujii, H.; Maeda, M.; Nogi, K. Tensile properties and fracture locations of friction-stir-welded joints of 2017-T351 aluminum alloy. J. Mater. Process. Technol. 2003, 142, 692–696. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Mishra, R.; Mahoney, M. Microstructural investigation of friction stir welded 7050-T651 aluminium. Acta Mater. 2003, 51, 713–729. [Google Scholar] [CrossRef]
- Mironov, S.; Inagaki, K.; Sato, Y.S.; Kokawa, H. Effect of Welding Temperature on Microstructure of Friction-stir Welded Aluminum Alloy 1050. Metall. Mater. Trans. A 2015, 46, 783–790. [Google Scholar] [CrossRef]
- Fonda, R.W.; Bingert, J.F.; Colligan, K.J. Development of grain structure during friction stir welding. Scr. Mater. 2004, 51, 243–248. [Google Scholar] [CrossRef]
- Prangnell, P.B.; Heason, C.P. Grain structure formation during friction stir welding observed by the ‘stop action technique’. Acta Mater. 2005, 53, 3179–3192. [Google Scholar] [CrossRef]
- Su, J.Q.; Nelson, T.W.; Sterling, C.J. Microstructure evolution during FSW/FSP of high strength aluminum alloys. Mater. Sci. Eng. A 2005, 405, 277–286. [Google Scholar] [CrossRef]
- Suhuddin, U.F.H.R.; Mironov, S.; Sato, Y.S.; Kokawa, H. Grain structure and texture evolution during friction stir welding of thin 6016 aluminum alloy sheets. Mater. Sci. Eng. A 2010, 527, 1962–1969. [Google Scholar] [CrossRef]
- Schmidt, H.N.B.; Dickerson, T.L.; Hattel, J. Material flow in butt friction stir welds in AA2024-T3. Acta Mater. 2006, 54, 1199–1209. [Google Scholar] [CrossRef]
- Fujii, H.; Chung, Y.D.; Sun, Y.F. Friction stir welding of AISI 1080 steel using liquid CO2 for enhanced toughness and ductility. Sci. Technol. Weld. Join. 2013, 18, 500–506. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Fujii, H. Clarification of microstructure evolution of aluminum during friction stir welding using liquid CO2 rapid cooling. Mater. Des. 2017, 129, 151–163. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Microstructure evolution of Cu–30Zn during friction stir welding. J. Mater. Sci. 2018, 53, 10423–10441. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Strain rate dependent micro-texture evolution in friction stir welding of copper. Materialia 2019, 6, 100302. [Google Scholar] [CrossRef]
- Liu, X.C.; Sun, Y.F.; Nagira, T.; Ushioda, K.; Fujii, H. Effect of Stacking Fault Energy on the Grain Structure Evolution of FCC Metals During Friction Stir Welding. Acta Met. Sin. Engl. Lett. 2020, 33, 1001–1012. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.C.; Ushioda, K.; Iwamoto, Y.; Ano, G.; Fujii, H. Role of annealing twinning in microstructural evolution of high purity silver during friction stir welding. Sci. Technol. Weld. Join. 2019, 24, 644–651. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.C.; Ushioda, K.; Fujii, H. Mechanism of grain structure development for pure Cu and Cu-30Zn with low stacking fault energy during FSW. Sci. Technol. Weld. Join. 2020, 25, 669–678. [Google Scholar] [CrossRef]
- Nagira, T.; Liu, X.C.; Ushioda, K.; Fujii, H. Influences of temperature and Sn-addition on microstructural evolution of Ag during FSW. Sci. Technol. Weld. Join. 2019, 25, 198–207. [Google Scholar] [CrossRef]
- Liu, X.C.; Wu, C.S.; Padhy, G.K. Characterization of plastic deformation and material flow in ultrasonic vibration enhanced friction stir welding. Scr. Mater. 2015, 102, 95–98. [Google Scholar] [CrossRef]
- The Japan Institute of Metals. In Metal Data Book; Maruzen: Tokyo, Japan, 2004; p. 11.
- Humphreys, J.; Rohrer, G.S.; Rollett, A. Recrystallization and Related Annealing Phenomena, 3rd ed.; Elsevier: Oxford, UK, 2017. [Google Scholar]
- Etter, A.L.; Baudin, T.; Fredj, N.; Penelle, R. Recrystallization mechanisms in 5251 H14 and 5251 O aluminum friction stir welds. Mater. Sci. Eng. A 2007, 445-446, 94–99. [Google Scholar] [CrossRef]
- Sumomogi, T.; Yoshida, M.; Nakamura, M.; Osono, H.; Kino, T. Mechanical Properties of Ultra High-Purity Aluminum. J. Jpn. Inst. Met. 2004, 68, 958–964. [Google Scholar] [CrossRef]
- Katsas, S.; Dashwood, R.; Grimes, R.; Jackson, M.; Todd, G.; Henein, H. Dynamic recrystallisation and superplasticity in pure aluminium with zirconium addition. Mater. Sci. Eng. A 2007, 444, 291–297. [Google Scholar] [CrossRef]
- Kawashima, N.; Nakamura, Y. Study on the Recrystallization Temperature of Refined High Purity Aluminium (4th Report) The Relation between the Purity of Aluminium and the Recrystallization Temperature. J. Jpn. Inst. Met. 1952, 16, 73–76. [Google Scholar] [CrossRef][Green Version]
- Fonda, R.W.; Knipling, K.E. Texture development in friction stir welds. Sci. Technol. Weld. Join. 2011, 16, 288–294. [Google Scholar] [CrossRef]
- Pettersen, T.; Nes, E. On the origin of strain softening during deformation of aluminium in torsion to large strains. Metall. Mater. Trans. A 2003, 34, 2727–2736. [Google Scholar] [CrossRef]
- Alvi, M.H.; Cheong, S.W.; Suni, J.P.; Weiland, H.; Rollett, A.D. Cube texture in hot-rolled aluminum alloy 1050 (AA1050)—nucleation and growth behavior. Acta Mater. 2008, 56, 3098–3108. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Purity | Al | Fe | Si | Cu | Zn | Mn | Mg | Ti | V |
|---|---|---|---|---|---|---|---|---|---|
| 2N | Balance | 0.31 | 0.07 | 0.01 | 0.01 | 0.01 | 0.01 | 0.02 | 0.02 |
| 4N | Balance | 0.001 | 0.001 | 0.0015 | 0.001 | – | – | – | – |
| Pure Al | High-Purity Al | |
|---|---|---|
| Peak temp. (K), T800 | 523 | |
| Peak temp. (K), T1500 | 629 | 465 |
| T800/Tm | 0.56 | |
| T1500/Tm | 0.67 | 0.50 |
| Final average grain size (μm) at T800 | 2.0 | |
| Final average grain size (μm) at T1500 | 4.7 | 4.8 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nagira, T.; Liu, X.; Ushioda, K.; Fujii, H. Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding. Materials 2021, 14, 3606. https://doi.org/10.3390/ma14133606
Nagira T, Liu X, Ushioda K, Fujii H. Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding. Materials. 2021; 14(13):3606. https://doi.org/10.3390/ma14133606
Chicago/Turabian StyleNagira, Tomoya, Xiaochao Liu, Kohasaku Ushioda, and Hidetoshi Fujii. 2021. "Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding" Materials 14, no. 13: 3606. https://doi.org/10.3390/ma14133606
APA StyleNagira, T., Liu, X., Ushioda, K., & Fujii, H. (2021). Microstructural Evolutions of 2N Grade Pure Al and 4N Grade High-Purity Al during Friction Stir Welding. Materials, 14(13), 3606. https://doi.org/10.3390/ma14133606