
Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment

 ,
,  ,
,
Abstract
:1. Introduction
- Laboratory analysis to ascertain the suitability of BOF slag as a coarse aggregate in wearing courses;
- Comparison between the one-year performance of pavements with BOF slag as coarse aggregate and conventional pavements with natural aggregates in a real environment;
- The difference between the characteristics of natural aggregates and BOF slag and pavement mix designs are discussed;
- An assessment of the environmental sustainability of the use of BOF slag in road pavements is carried out by a life cycle analysis.
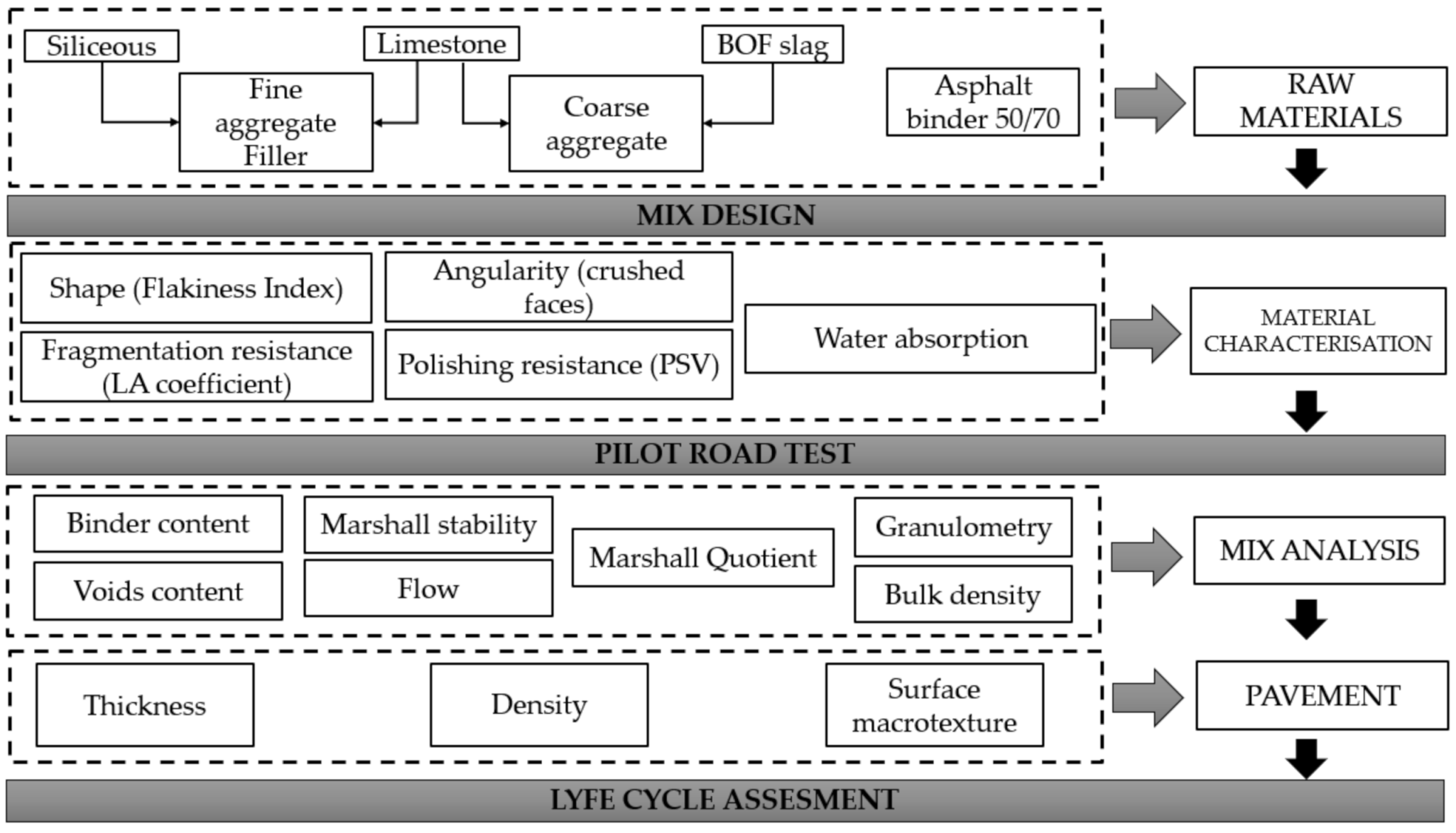
2. Materials and Methods
2.1. Materials
- Water absorption (EN 1097-6);
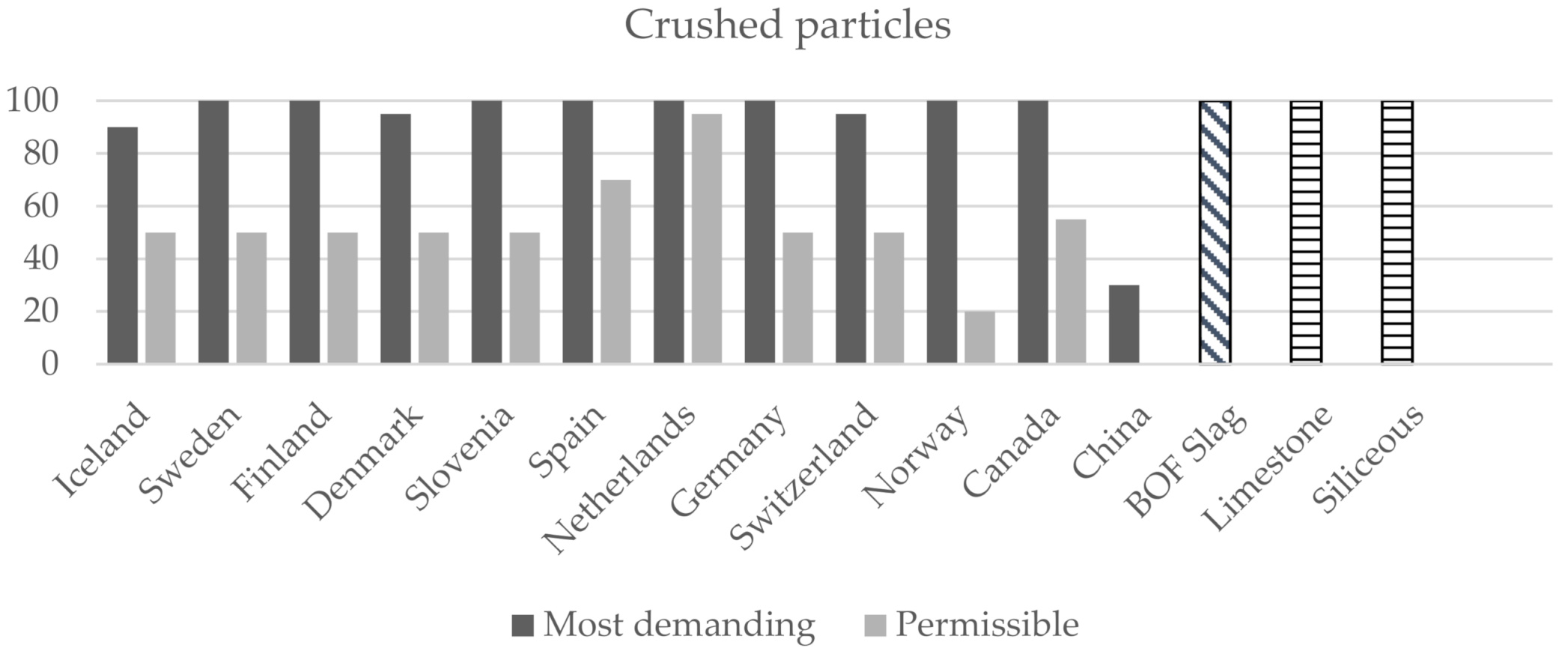
- Angularity (for particles partially or completely crushed, EN 933-5);
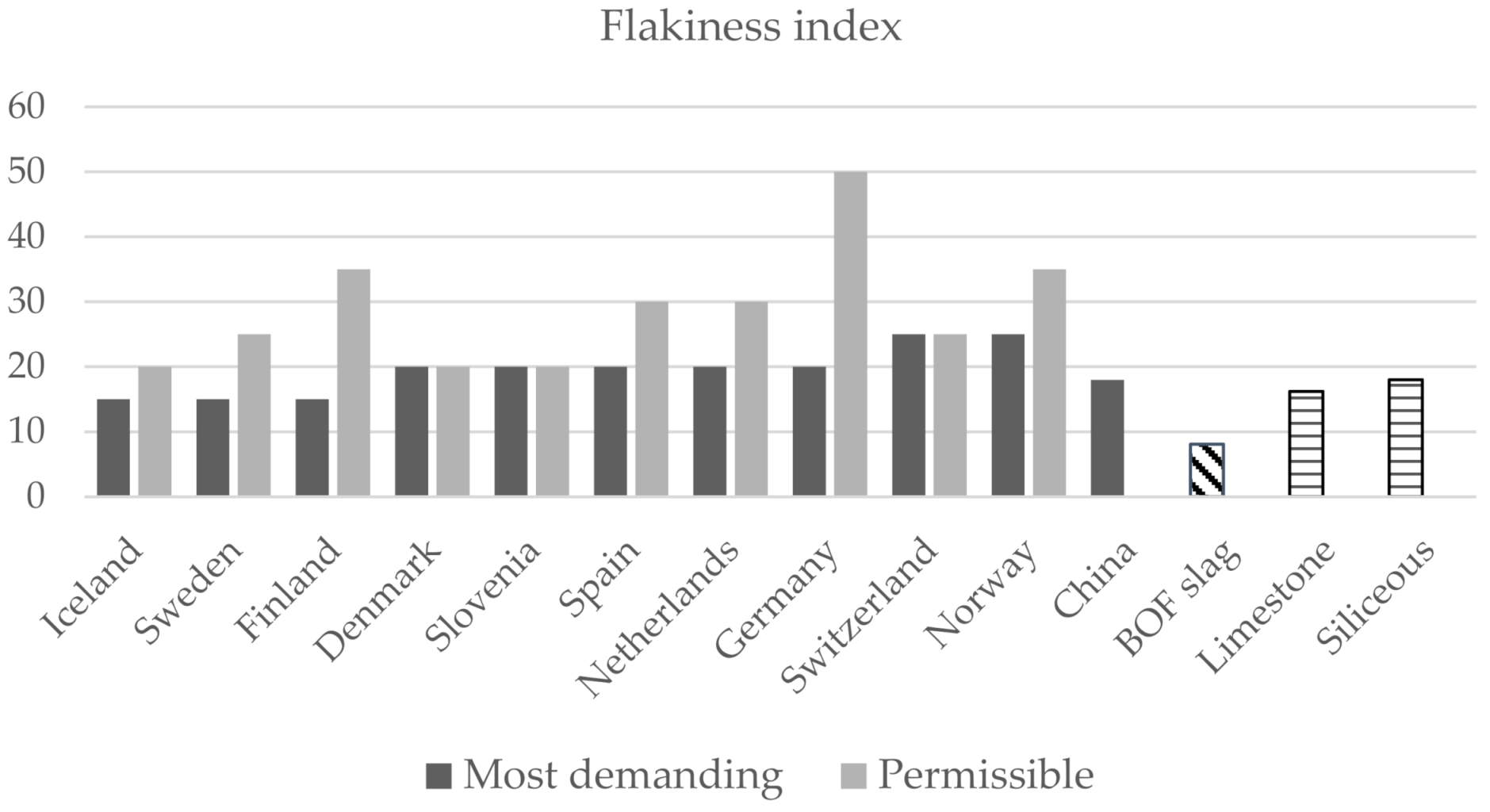
- Shape (flakiness index test, EN 933-3);
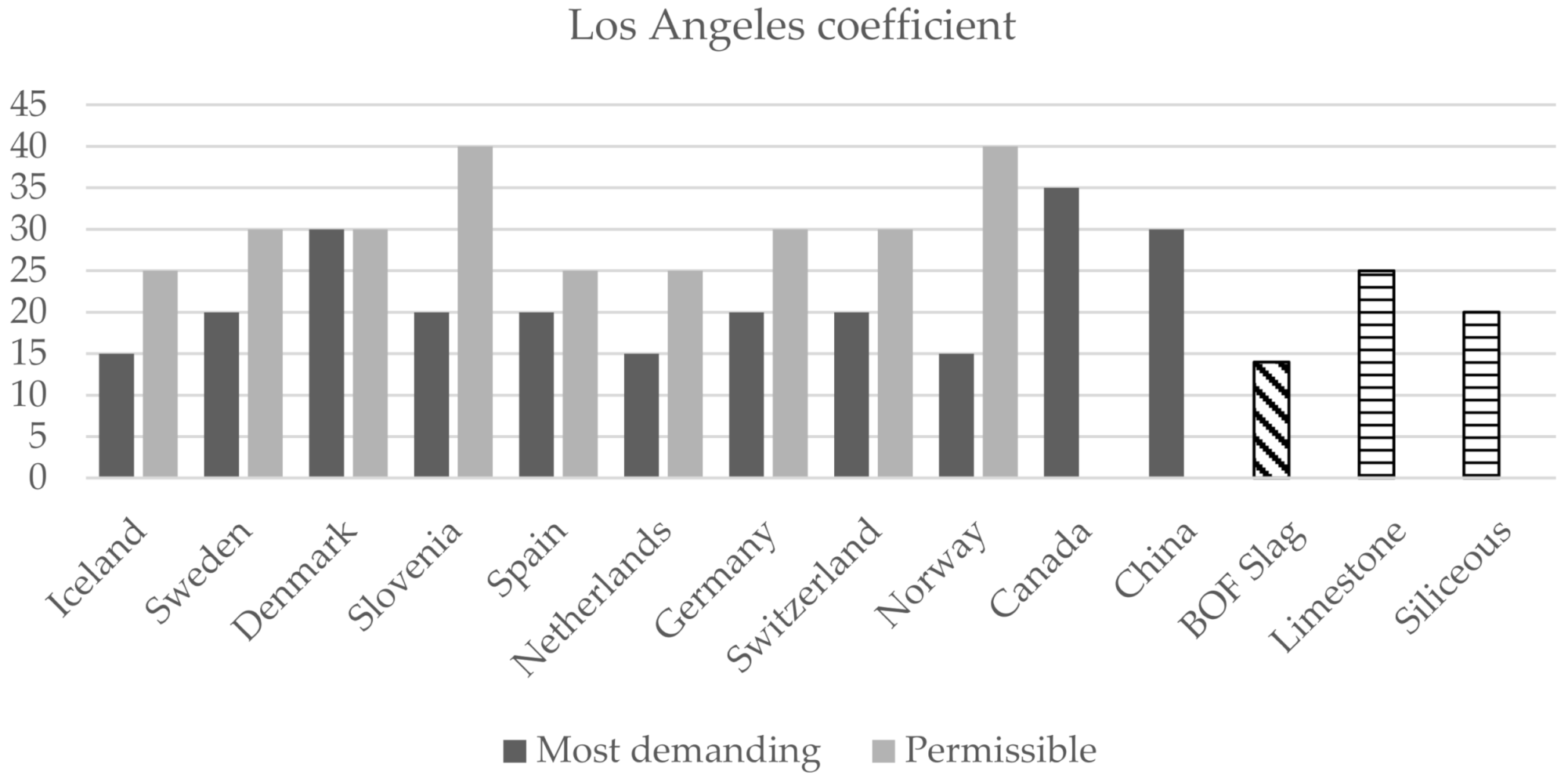
- Fragmentation resistance (Los Angeles coefficient, EN 1097-2);
- Resistance to polishing of the coarse aggregate in road layers (Polished Stone Value, EN 1097-8).
2.2. Road Test
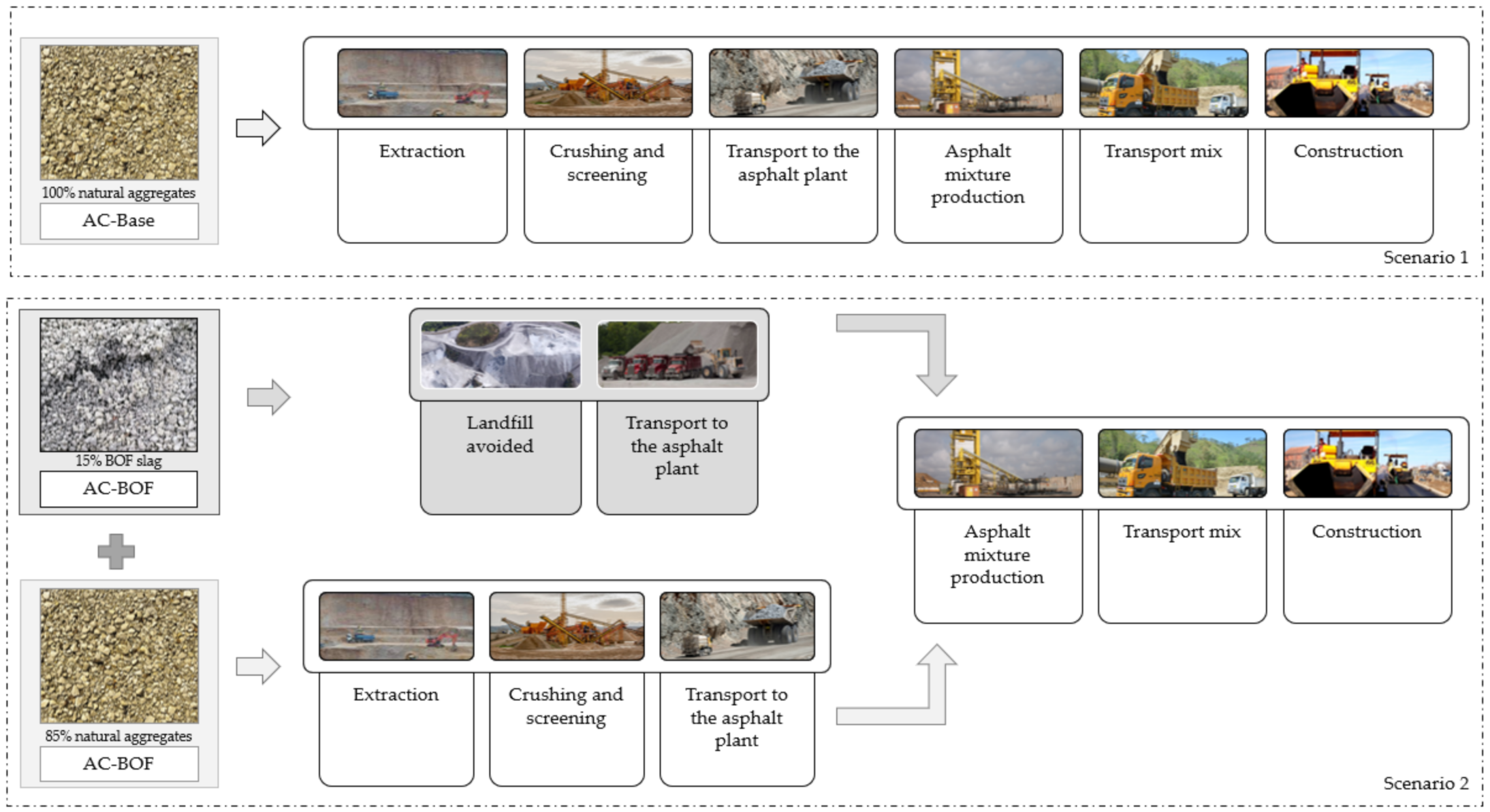
2.3. Environmental Impact Assessment
2.3.1. Goal and Scope Definition
- Encouraging the use of recycled materials to improve the environmental sustainability of asphalt pavements;
- Enhancing the circular economy, thus avoiding waste that will be reintroduced in a productive cycle;
- Avoiding emissions from resource extraction.
2.3.2. Inventory Analysis (LCI)
2.3.3. Impact Assessment
- Not including indirect formation of dinitrogen monoxide from nitrogen emissions;
- Not accounting for radiative forcing due to emissions of NOx, water, sulphate, etc. in the lower stratosphere + upper troposphere;
- Not considering the range of indirect effects given by IPCC;
- Not including indirect effects of CO emissions.
3. Results and Discussion
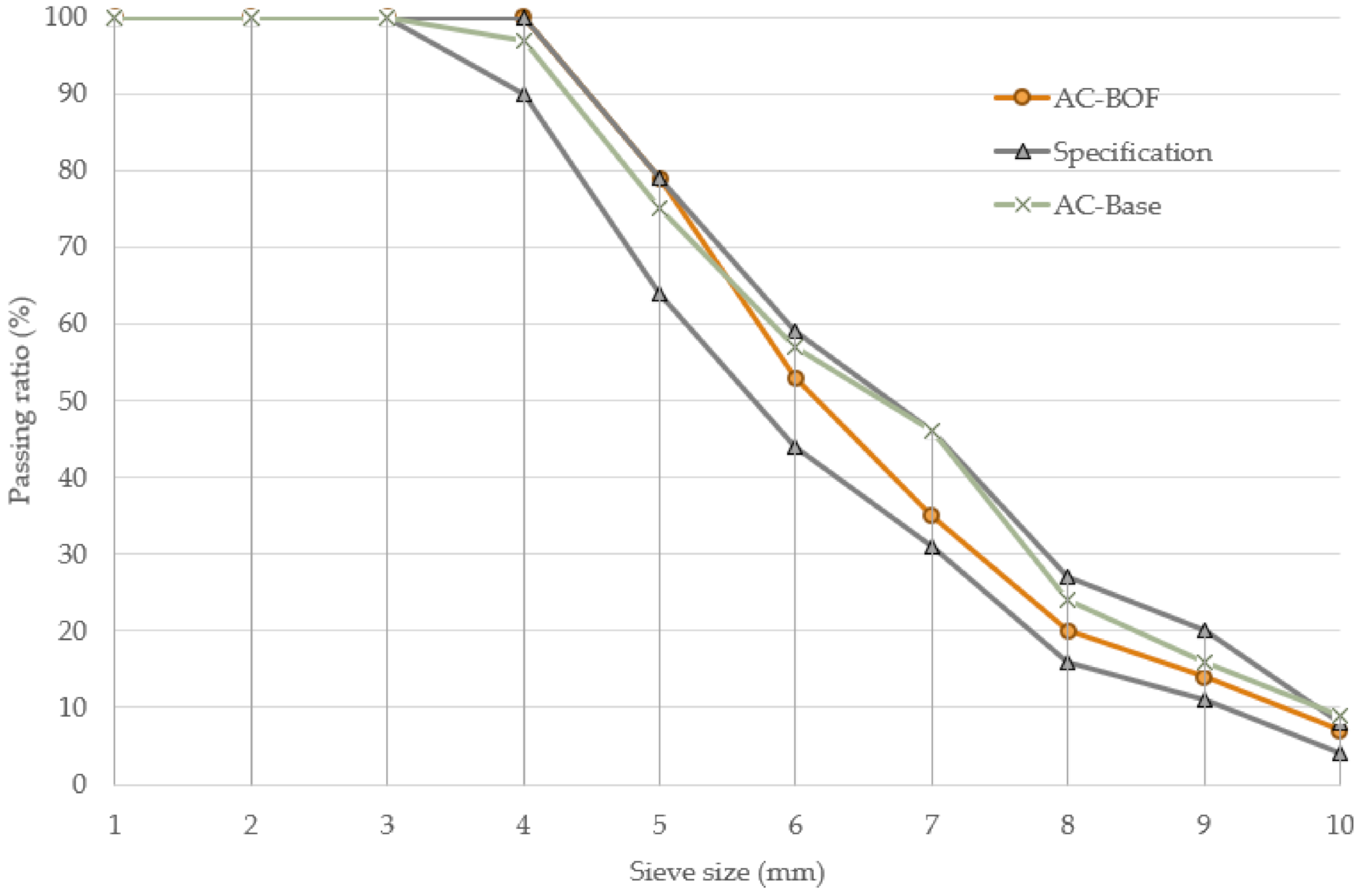
3.1. Technical Behaviour of BOF Slag as Coarse Aggregate for Road Construction
3.2. Road Test Performance
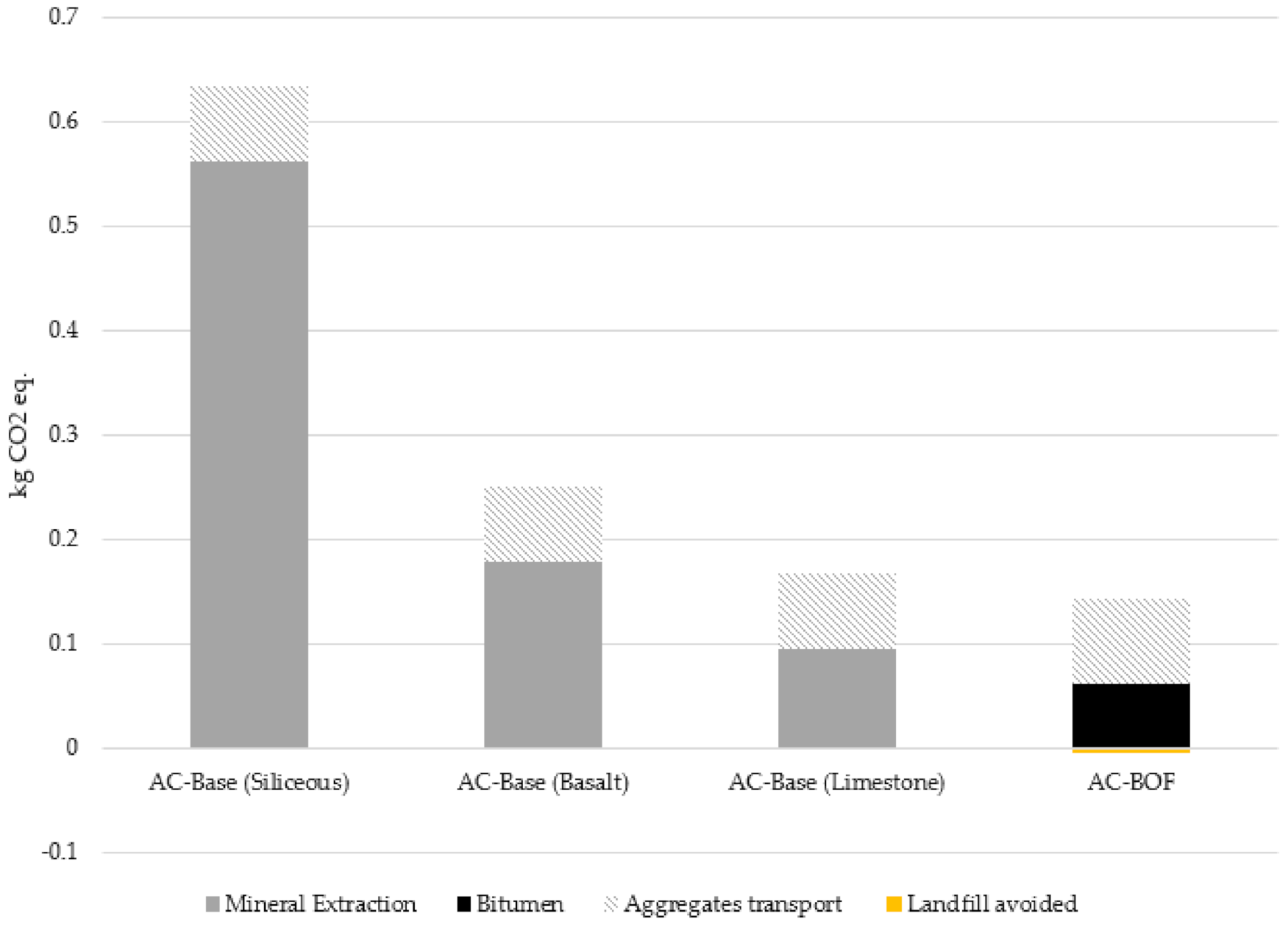
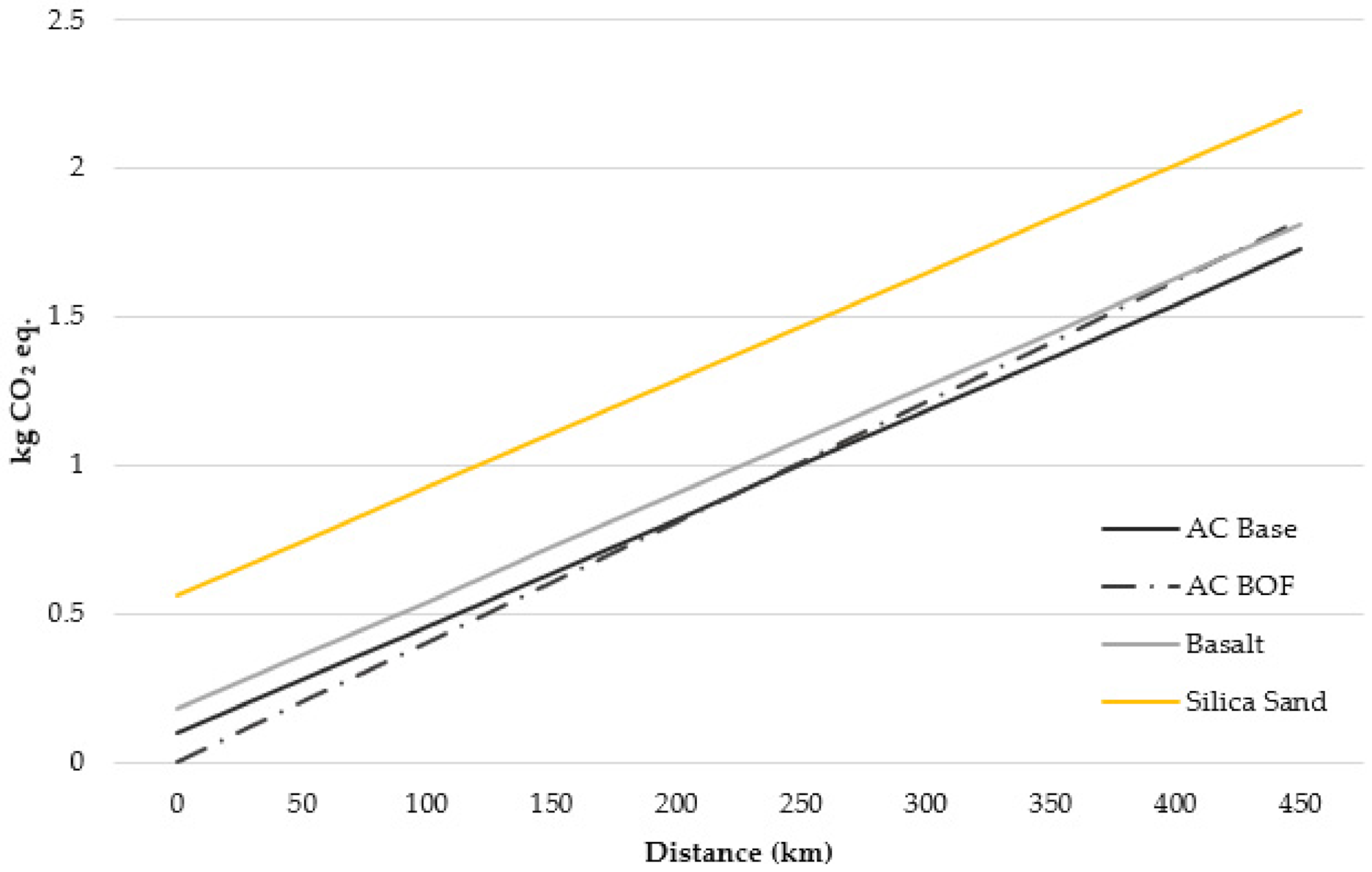
3.3. Life Cycle Analysis
4. Conclusions
- A series of tests to check the physical and mechanical properties of coarse aggregates used in road construction have been carried out (Los Angeles abrasion, Flakiness Index, water absorption, Polished Stone Value, etc.);
- A real study has been carried out comparing two different mixes by replacing 15% of the coarse aggregates with BOF slag;
- After nearly 1.5 years of service, the BOF slag road test showed excellent performance without rutting, cracking or spalling, all of which cause asphalt pavements to be damaged early on;
- It can be concluded that BOF slag has better properties than conventional natural aggregates, and can therefore improve road performance.
- The carbon footprint of different mixtures has been assessed and a transport sensitivity analysis has been carried out;
- The main limitation of the environmental study lies in the quality of the primary data used. In this way, the results could be improved if the data were gathered directly at the test site;
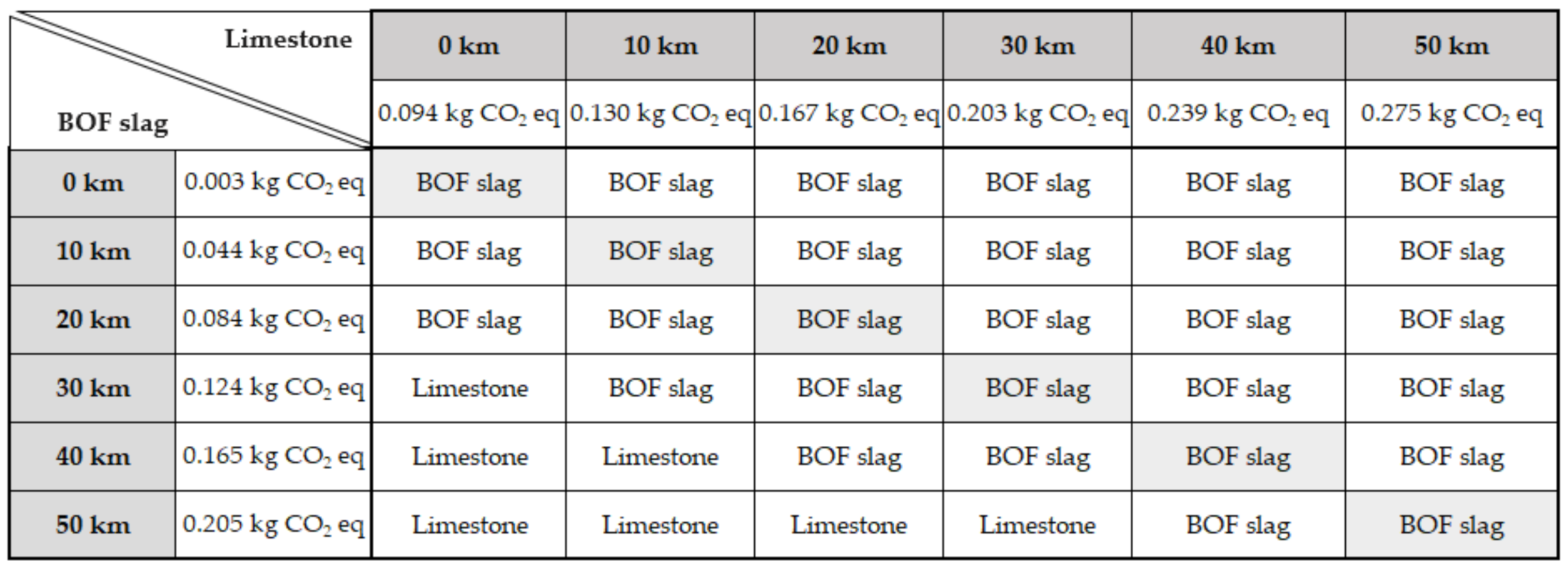
- Taking into account this limitation, the main result is to be able to obtain the delivery distance limit at which there is no longer an environmental gain from using BOF slag. This enables decision making by road project managers from a sustainable point of view.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiang, Y.; Ling, T.-C.; Shi, C.; Pan, S.-Y. Characteristics of Steel Slags and Their Use in Cement and Concrete—A Review. Resour. Conserv. Recycl. 2018, 136, 187–197. [Google Scholar] [CrossRef]
- Branca, T.A.; Colla, V.; Algermissen, D.; Granbom, H.; Martini, U.; Morillon, A.; Pietruck, R.; Rosendahl, S. Reuse and Recycling of By-Products in the Steel Sector: Recent Achievements Paving the Way to Circular Economy and Industrial Symbiosis in Europe. Metals 2020, 10, 345. [Google Scholar] [CrossRef] [Green Version]
- Mahieux, P.-Y.; Aubert, J.-E.; Escadeillas, G. Utilization of Weathered Basic Oxygen Furnace Slag in the Production of Hydraulic Road Binders. Constr. Build. Mater. 2009, 23, 742–747. [Google Scholar] [CrossRef]
- Das, B.; Prakash, S.; Reddy, P.S.R.; Misra, V.N. An Overview of Utilization of Slag and Sludge from Steel Industries. Resour. Conserv. Recycl. 2007, 50, 40–57. [Google Scholar] [CrossRef]
- Worldsteel Association Fact Sheet. Steel and Raw Materials. Available online: www.worldsteel.org/en/dam/jcr:16ad9bcd-dbf5-449f-b42c-b220952767bf/fact_raw%2520materials_2019.pdf (accessed on 27 May 2020).
- PWC-Metals Steel in 2025: Quo Vadis? Available online: https://www.pwc.com/gx/en/metals/pdf/metals-stahlmarkt-2015.pdf (accessed on 31 May 2020).
- Shen, W.; Liu, Y.; Wu, M.; Zhang, D.; Du, X.; Zhao, D.; Xu, G.; Zhang, B.; Xiong, X. Ecological Carbonated Steel Slag Pervious Concrete Prepared as a Key Material of Sponge City. J. Clean. Prod. 2020, 256, 120244. [Google Scholar] [CrossRef]
- Lai, M.H.; Zou, J.; Yao, B.; Ho, J.C.M.; Zhuang, X.; Wang, Q. Improving Mechanical Behavior and Microstructure of Concrete by Using BOF Steel Slag Aggregate. Constr. Build. Mater. 2021, 277, 122269. [Google Scholar] [CrossRef]
- Eurostat Freight Transport Statistics—Statistics Explained. Available online: https://ec.europa.eu/eurostat/statistics-explained/index.php/Freight_transport_statistics (accessed on 4 February 2021).
- European Asphalt Association (EAPA) Asphalt in Figures 2019. Available online: https://eapa.org/wp-content/uploads/2020/12/Asphalt-in-figures_2019.pdf (accessed on 15 January 2021).
- Cass, D.; Mukherjee, A. Calculation of Greenhouse Gas Emissions for Highway Construction Operations by Using a Hybrid Life-Cycle Assessment Approach: Case Study for Pavement Operations. J. Constr. Eng. Manag. 2011, 137, 1015–1025. [Google Scholar] [CrossRef]
- Jiang, R.; Wu, P. Estimation of Environmental Impacts of Roads through Life Cycle Assessment: A Critical Review and Future Directions. Transp. Res. Part Transp. Environ. 2019, 77, 148–163. [Google Scholar] [CrossRef]
- Bonoli, A.; Degli Esposti, A.; Magrini, C. A Case Study of Industrial Symbiosis to Reduce GHG Emissions: Performance Analysis and LCA of Asphalt Concretes Made with RAP Aggregates and Steel Slags. Front. Mater. 2020, 7. [Google Scholar] [CrossRef]
- Poulikakos, L.D.; Papadaskalopoulou, C.; Hofko, B.; Gschösser, F.; Cannone Falchetto, A.; Bueno, M.; Arraigada, M.; Sousa, J.; Ruiz, R.; Petit, C.; et al. Harvesting the Unexplored Potential of European Waste Materials for Road Construction. Resour. Conserv. Recycl. 2017, 116, 32–44. [Google Scholar] [CrossRef]
- European Commission Greening the European Aggregate Industry. Available online: https://ec.europa.eu/environment/ecoap/about-eco-innovation/policies-matters/eu/597_en (accessed on 4 February 2021).
- Teijón-López-Zuazo, E.; Vega-Zamanillo, Á.; Calzada-Pérez, M.Á.; Robles-Miguel, Á. Use of Recycled Aggregates Made from Construction and Demolition Waste in Sustainable Road Base Layers. Sustainability 2020, 12, 6663. [Google Scholar] [CrossRef]
- Sun, J.; Bieliatynskyi, A.; Krayushkina, K.; Akmaldinova, O. Research Progress of Steel Slag Asphalt Concrete. E3S Web Conf. 2020, 175, 11014. [Google Scholar] [CrossRef]
- Amelian, S.; Manian, M.; Abtahi, S.M.; Goli, A. Moisture Sensitivity and Mechanical Performance Assessment of Warm Mix Asphalt Containing By-Product Steel Slag. J. Clean. Prod. 2018, 176, 329–337. [Google Scholar] [CrossRef]
- Li, S.; Xiong, R.; Zhai, J.; Zhang, K.; Jiang, W.; Yang, F.; Yang, X.; Zhao, H. Research Progress on Skid Resistance of Basic Oxygen Furnace (BOF) Slag Asphalt Mixtures. Materials 2020, 13, 2169. [Google Scholar] [CrossRef]
- Teir, S.; Eloneva, S.; Fogelholm, C.-J.; Zevenhoven, R. Dissolution of Steelmaking Slags in Acetic Acid for Precipitated Calcium Carbonate Production. Energy 2007, 32, 528–539. [Google Scholar] [CrossRef]
- Ding, Y.-C.; Cheng, T.-W.; Liu, P.-C.; Lee, W.-H. Study on the Treatment of BOF Slag to Replace Fine Aggregate in Concrete. Constr. Build. Mater. 2017, 146, 644–651. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, S.; Xiao, Y.; Zeng, W.; Yi, M.; Wan, J. Effect of Hydration and Silicone Resin on Basic Oxygen Furnace Slag and Its Asphalt Mixture. J. Clean. Prod. 2016, 112, 392–400. [Google Scholar] [CrossRef]
- Kambole, C.; Paige-Green, P.; Kupolati, W.K.; Ndambuki, J.M.; Adeboje, A.O. Basic Oxygen Furnace Slag for Road Pavements: A Review of Material Characteristics and Performance for Effective Utilisation in Southern Africa. Constr. Build. Mater. 2017, 148, 618–631. [Google Scholar] [CrossRef]
- Kumar, H.; Varma, S. A Review on Utilization of Steel Slag in Hot Mix Asphalt. Int. J. Pavement Res. Technol. 2021, 14, 232–242. [Google Scholar] [CrossRef]
- Dayioglu, A.Y.; Aydilek, A.H.; Cetin, B. Preventing Swelling and Decreasing Alkalinity of Steel Slags Used in Highway Infrastructures. Transp. Res. Rec. 2014, 2401, 52–57. [Google Scholar] [CrossRef]
- Chen, Z.; Xie, J.; Xiao, Y.; Chen, J.; Wu, S. Characteristics of Bonding Behavior between Basic Oxygen Furnace Slag and Asphalt Binder. Constr. Build. Mater. 2014, 64, 60–66. [Google Scholar] [CrossRef]
- Chaurand, P.; Rose, J.; Domas, J.; Bottero, J.-Y. Speciation of Cr and V within BOF Steel Slag Reused in Road Constructions. J. Geochem. Explor. 2006, 88, 10–14. [Google Scholar] [CrossRef]
- Esther, L.-A.; Pedro, L.-G.; Irune, I.-V.; Gerardo, F. Comprehensive Analysis of the Environmental Impact of Electric Arc Furnace Steel Slag on Asphalt Mixtures. J. Clean. Prod. 2020, 275, 123121. [Google Scholar] [CrossRef]
- Ameri, M.; Behnood, A. Laboratory Studies to Investigate the Properties of CIR Mixes Containing Steel Slag as a Substitute for Virgin Aggregates. Constr. Build. Mater. 2012, 26, 475–480. [Google Scholar] [CrossRef]
- Wen, H.; Wu, S.; Bhusal, S. Performance Evaluation of Asphalt Mixes Containing Steel Slag Aggregate as a Measure to Resist Studded Tire Wear. J. Mater. Civ. Eng. 2016, 28, 04015191. [Google Scholar] [CrossRef]
- Haritonovs, V.; Tihonovs, J. Use of Unconventional Aggregates in Hot Mix Asphalt Concrete. Balt. J. Road Bridge Eng. 2014, 9, 276–282. [Google Scholar] [CrossRef]
- Amir, K.; Morteza, J.; Abolfazl, H. Evaluation Fatigue Behavior of Asphalt Mixes Containing Electric Arc Furanace (EAF) and Basic Oxygen Furnace (BOF) Steel Slags Subjected to Long Term Aging. Constr. Build. Mater. 2015, 7, 105–120. [Google Scholar]
- Kong, D.; Chen, M.; Xie, J.; Zhao, M.; Yang, C. Geometric Characteristics of BOF Slag Coarse Aggregate and Its Influence on Asphalt Concrete. Materials 2019, 12, 741. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Xie, J.; Wu, S.; Zhang, L.; Xiao, Y.; Ding, W. Evaluation the Deleterious Potential and Heating Characteristics of Basic Oxygen Furnace Slag Based on Laboratory and In-Place Investigation during Large-Scale Reutilization. J. Clean. Prod. 2016, 133, 78–87. [Google Scholar] [CrossRef]
- Xue, Y.; Wu, S.; Hou, H.; Zha, J. Experimental Investigation of Basic Oxygen Furnace Slag Used as Aggregate in Asphalt Mixture. J. Hazard. Mater. 2006, 138, 261–268. [Google Scholar] [CrossRef] [PubMed]
- Anastasiou, E.K.; Liapis, A.; Papayianni, I. Comparative Life Cycle Assessment of Concrete Road Pavements Using Industrial By-Products as Alternative Materials. Resour. Conserv. Recycl. 2015, 101, 1–8. [Google Scholar] [CrossRef]
- Ferreira, V.J.; Sáez-De-Guinoa Vilaplana, A.; García-Armingol, T.; Aranda-Usón, A.; Lausín-González, C.; López-Sabirón, A.M.; Ferreira, G. Evaluation of the Steel Slag Incorporation as Coarse Aggregate for Road Construction: Technical Requirements and Environmental Impact Assessment. J. Clean. Prod. 2016, 130, 175–186. [Google Scholar] [CrossRef]
- EN 933-2. Tests for Geometrical Properties of Aggregates—Part 2: Determination of Particle Size Distribution—Test Sieves, Nominal Size of Apertures; BSI-British Standard Institution: London, UK, 1996. [Google Scholar]
- UNE-EN. 13108-1 Bituminous Mixtures—Material Specifications—Part 1: Asphalt Concrete; AENOR: Madrid, Spain, 2008. [Google Scholar]
- Chen, Z.; Wu, S.; Xiao, Y.; Zhao, M.; Xie, J. Feasibility Study of BOF Slag Containing Honeycomb Particles in Asphalt Mixture. Constr. Build. Mater. 2016, 124, 550–557. [Google Scholar] [CrossRef]
- Ministerio de Obras Públicas Pliego de Preinscripciones Técnicas Generales Para Obras de Carreteras y Puentes (PG-3). Available online: http://www.carreteros.org/normativa/pg3/pg3.htm (accessed on 25 April 2020).
- Lin, D.-F.; Chou, L.-H.; Wang, Y.-K.; Luo, H.-L. Performance Evaluation of Asphalt Concrete Test Road Partially Paved with Industrial Waste—Basic Oxygen Furnace Slag. Constr. Build. Mater. 2015, 78, 315–323. [Google Scholar] [CrossRef]
- Ministerio de Obras Públicas Standard 6.1: Pavements Sections. Available online: http://www.carreteros.org/normativa/firmes/6_1ic/indice.htm (accessed on 1 April 2021).
- Vidal, R.; Moliner, E.; Martínez, G.; Rubio, M.C. Life Cycle Assessment of Hot Mix Asphalt and Zeolite-Based Warm Mix Asphalt with Reclaimed Asphalt Pavement. Resour. Conserv. Recycl. 2013, 74, 101–114. [Google Scholar] [CrossRef]
- Giani, M.I.; Dotelli, G.; Brandini, N.; Zampori, L. Comparative Life Cycle Assessment of Asphalt Pavements Using Reclaimed Asphalt, Warm Mix Technology and Cold in-Place Recycling. Resour. Conserv. Recycl. 2015, 104, 224–238. [Google Scholar] [CrossRef]
- Mozaffari, S.; Ghasemi, H.; Tchoukov, P.; Czarnecki, J.; Nazemifard, N. Lab-on-a-Chip Systems in Asphaltene Characterization: A Review of Recent Advances. Energy Fuels 2021, 35, 9080–9101. [Google Scholar] [CrossRef]
- Puccini, M.; Leandri, P.; Tasca, A.L.; Pistonesi, L.; Losa, M. Improving the Environmental Sustainability of Low Noise Pavements: Comparative Life Cycle Assessment of Reclaimed Asphalt and Crumb Rubber Based Warm Mix Technologies. Coatings 2019, 9, 343. [Google Scholar] [CrossRef] [Green Version]
- Huang, Y.; Bird, N.R. Life Cycle Assessment of Use of Recycled Materials in Asphalt Pavements. Ph.D. Thesis, Newcastle University, Newcastle upon Tyne, UK, 2007. [Google Scholar]
- Ghasemi, S.; Costa, G.; Zingaretti, D.; Bäbler, M.U.; Baciocchi, R. Comparative Life-Cycle Assessment of Slurry and Wet Accelerated Carbonation of BOF Slag. Energy Procedia 2017, 114, 5393–5403. [Google Scholar] [CrossRef]
- ISO 14040:2006. Environmental Management—Life Cycle Assessment—Principles and Framework; ISO: Geneva, Switzerland, 2006. [Google Scholar]
- European Bitumen Association Life-Cycle Inventory for Bitumen. Available online: https://www.eurobitume.eu/fileadmin/Feature/LCI/EUB2975.001_LCI_Update_2020_01_LR_pages.pdf (accessed on 2 March 2021).
- IPCC—Intergovernmental Panel on Climate Change. Available online: https://www.ipcc.ch/ (accessed on 30 May 2021).
- Skaf, M.; Ortega-López, V.; Fuente-Alonso, J.A.; Santamaría, A.; Manso, J.M. Ladle Furnace Slag in Asphalt Mixes. Constr. Build. Mater. 2016, 122, 488–495. [Google Scholar] [CrossRef] [Green Version]
- Wu, Y.; Parker, F.; Kandhal, P.S. Aggregate Toughness/Abrasion Resistance and Durability/Soundness Tests Related to Asphalt Concrete Performance in Pavements. Transp. Res. Rec. 1998, 1638, 85–93. [Google Scholar] [CrossRef] [Green Version]
- Đokić, O.; Matovic, V.; Erić, S.; Šarić, K. Influence of Engineering Properties on Polished Stone Value (PSV): A Case Study on Basic Igneous Rocks from Serbia. Constr. Build. Mater. 2015, 101, 1088–1096. [Google Scholar] [CrossRef]
- Asi, I.M. Evaluating Skid Resistance of Different Asphalt Concrete Mixes. Build. Environ. 2007, 42, 325–329. [Google Scholar] [CrossRef]
- Bouquety, M.N.; Descantes, Y.; Barcelo, L.; De Larrard, F.; Clavaud, B. Automated Measurement of Aggregate Properties: Part 2—Flakiness Index. Mater. Struct. 2006, 39, 13–19. [Google Scholar] [CrossRef]
- Hussan, S.; Kamal, M.A.; Hafeez, I.; Farooq, D.; Ahmad, N.; Khanzada, S. Statistical Evaluation of Factors Affecting the Laboratory Rutting Susceptibility of Asphalt Mixtures. Int. J. Pavement Eng. 2019, 20, 402–416. [Google Scholar] [CrossRef]
- Fladvad, M.; Aurstad, J.; Wigum, B. Comparison of Practice for Aggregate Use in Road Construction—Results from an International Survey; CRC Press: Boca Raton, FL, USA, 2017; p. 570. ISBN 9781315100333. [Google Scholar]
- Xue, Y.; Yang, J.; Liu, Z.; Wang, Z.; Liu, Z.; Li, Y.; Zhang, Y. Paving Asphalt Modifier from Co-Processing of FCC Slurry with Coal. Catal. Today 2004, 98, 333–338. [Google Scholar] [CrossRef]
- Zoorob, S.E.; Suparma, L.B. Laboratory Design and Investigation of the Properties of Continuously Graded Asphaltic Concrete Containing Recycled Plastics Aggregate Replacement (Plastiphalt). Cem. Concr. Compos. 2000, 22, 233–242. [Google Scholar] [CrossRef]
- Tran, N.; Turner, P.; Shambley, J. Enhanced Compaction to Improve Durability and Extend Pavement Service Life: A Literature Review; National Center for Asphalt Technology: Auburn, AL, USA, 2016. [Google Scholar]
- Wang, H.; Wang, Z.; Benner, T.; Weed, R. HMA Pay Adjustment; NJDOT Research Project Manager: New Jersey, NJ, USA, 2015. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (mm) | AC-Base (Natural Aggregates) | AC-BOF (BOF Slag) |
|---|---|---|
| 0/4 | Limestone | Limestone |
| 0/4 | Siliceous | Siliceous |
| 4/12 | Siliceous | Siliceous |
| 10/20 | Limestone | Steel slag |
| Input | Unit | AC-Base | AC-BOF |
|---|---|---|---|
| Natural coarse aggregate (limestone, basalt, siliceous) | kg | 126.72 | 107.35 |
| Bitumen | kg | 6.61 | 7.03 |
| BOF slag | kg | 0 | 18.95 |
| Distance | km | 20 | 20 |
| Process | Variable | Unit | Parameter |
|---|---|---|---|
| Raw material | Crude oil | kg | 1000 |
| Consumption of energy resources | Natural gas | kg | 25 |
| Crude oil | kg | 14 | |
| Consumption of non-energy resources | Water | L | 342 |
| Emission to air | CO2 | g | 136,797 |
| SO2 | g | 813 | |
| NOx | g | 881 | |
| CO | g | 58 | |
| CH4 | g | 392 | |
| NMVOC | g | 361 | |
| Particles | g | 80 |
| Parameter | Standard | Heavy Traffic Category | Limestone | BOF Slag | Siliceous [54] | Basalt [35] | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| T00 | T0 | T1 | T2 | T31 | T32 | T4 | ||||||
| Los Angeles coefficient (LA) | EN 1097-2 | ≤20 | ≤20 | ≤20 | ≤20 | ≤25 | ≤25 | ≤25 | 25 | 14 | 20 | 14.9 |
| Polished Stone Value (PSV) | EN 1097-8 | ≥56 | ≥56 | ≥56 | ≥50 | ≥50 | ≥44 | ≥44 | NA | 56 | 52 | 49 |
| Crushed particles (%mass) | EN 933-5 | 100 | 100 | 100 | 100 | ≥90 | ≥90 | ≥70 | 100 | 100 | 100 | NA |
| Flakiness index (FI) | EN 933-3 | ≤20 | ≤25 | ≤25 | ≤25 | ≤30 | ≤30 | ≤30 | 16.2 | 8.1 | 18 | NA |
| Water absorption (%) | EN 1097-6 | <1 * | 0.3 | 2.4 | 1.5 | 0.7 | ||||||
| Parameter | Standard | AC-Base | AC-BOF |
|---|---|---|---|
| Bulk density (kg/m3) | EN 12697-6 | 2390 | 2445 |
| Maximum density of the mixture (kg/m3) | EN 12697-5 | 2449 | 2550 |
| Void content (%) | EN 12697-8 | 4.5 | 4.1 |
| Voids Filled with Bitumen (%) | EN 12697-8 | 72.4 | 75.4 |
| Marshall stability (kN) | EN 12697-34 | 13.6 | 15.20 |
| Flow (mm) | EN 12697-34 | 2.78 | 2.32 |
| Marshall Quotient (kN/mm) | EN 12697-34 | 4.9 | 6.6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Piloneta, M.; Terrados-Cristos, M.; Álvarez-Cabal, J.V.; Vergara-González, E. Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment. Materials 2021, 14, 3587. https://doi.org/10.3390/ma14133587
Díaz-Piloneta M, Terrados-Cristos M, Álvarez-Cabal JV, Vergara-González E. Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment. Materials. 2021; 14(13):3587. https://doi.org/10.3390/ma14133587
Chicago/Turabian StyleDíaz-Piloneta, Marina, Marta Terrados-Cristos, Jose Valeriano Álvarez-Cabal, and Eliseo Vergara-González. 2021. "Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment" Materials 14, no. 13: 3587. https://doi.org/10.3390/ma14133587
APA StyleDíaz-Piloneta, M., Terrados-Cristos, M., Álvarez-Cabal, J. V., & Vergara-González, E. (2021). Comprehensive Analysis of Steel Slag as Aggregate for Road Construction: Experimental Testing and Environmental Impact Assessment. Materials, 14(13), 3587. https://doi.org/10.3390/ma14133587