
Experimental Investigations of Micro-Meso Damage Evolution for a Co/WC-Type Tool Material with Application of Digital Image Correlation and Machine Learning

 ,
,  ,
,  and
and
Abstract
:
1. Introduction
2. Materials and Experiments
2.1. In-Situ μCT Equipment with an In-House-Designed Test Rig
2.2. Monotonic Tensile Loading and In-Situ Microtomography
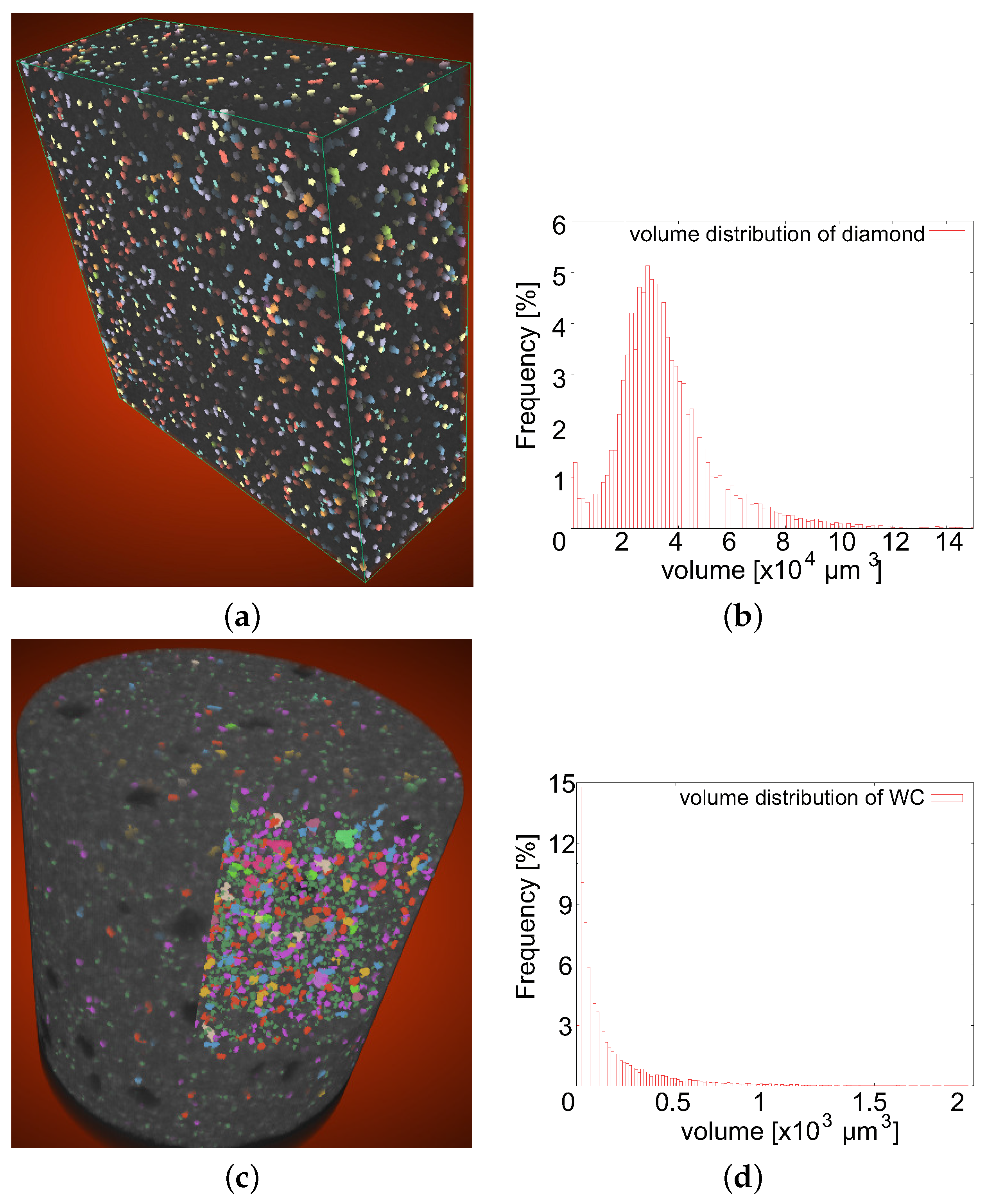
2.3. Damage Distribution
2.4. Nano Hardness
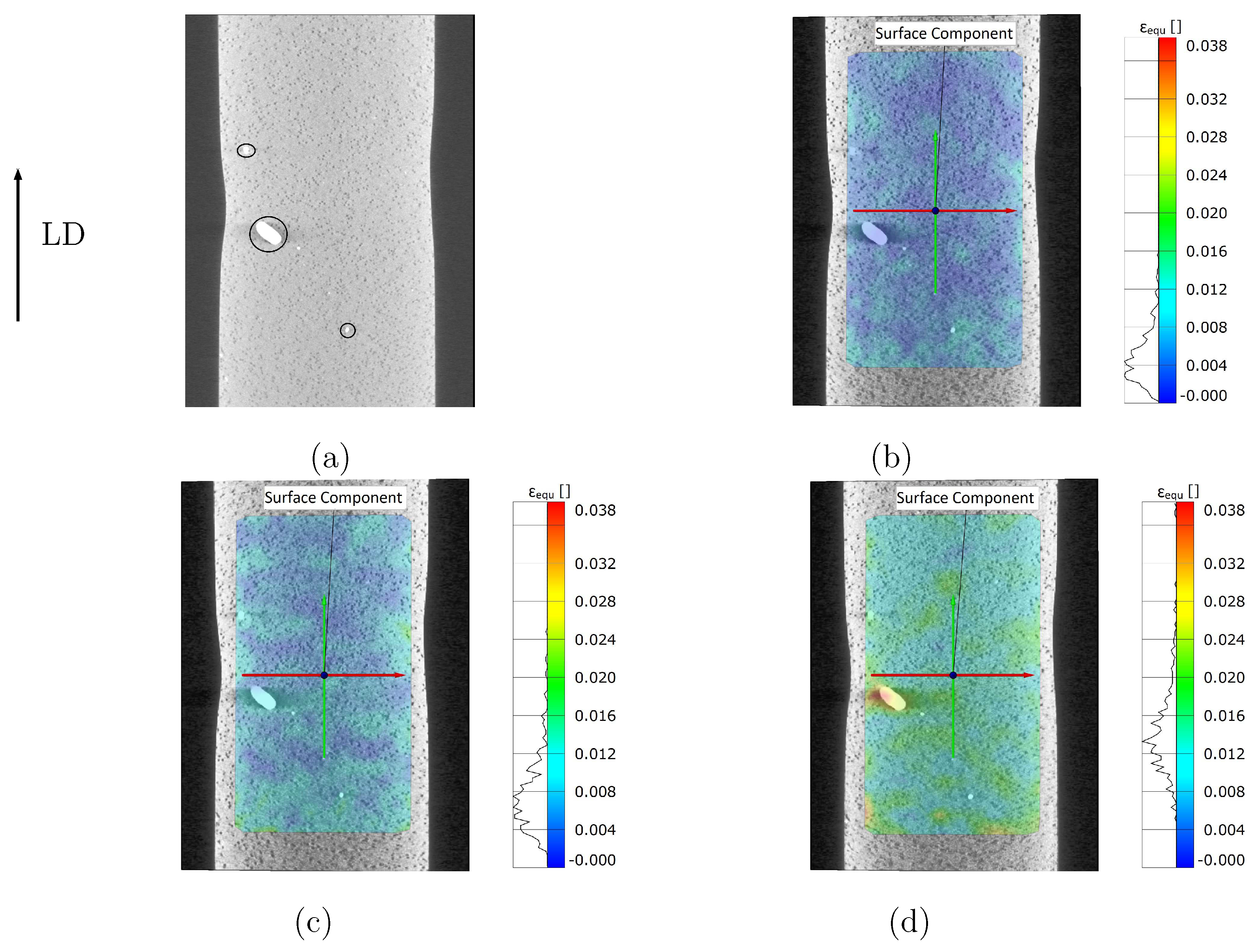
2.5. Strain Maps Measured by Digital Image Correlation Technique
3. Tomographic Image Segmentation
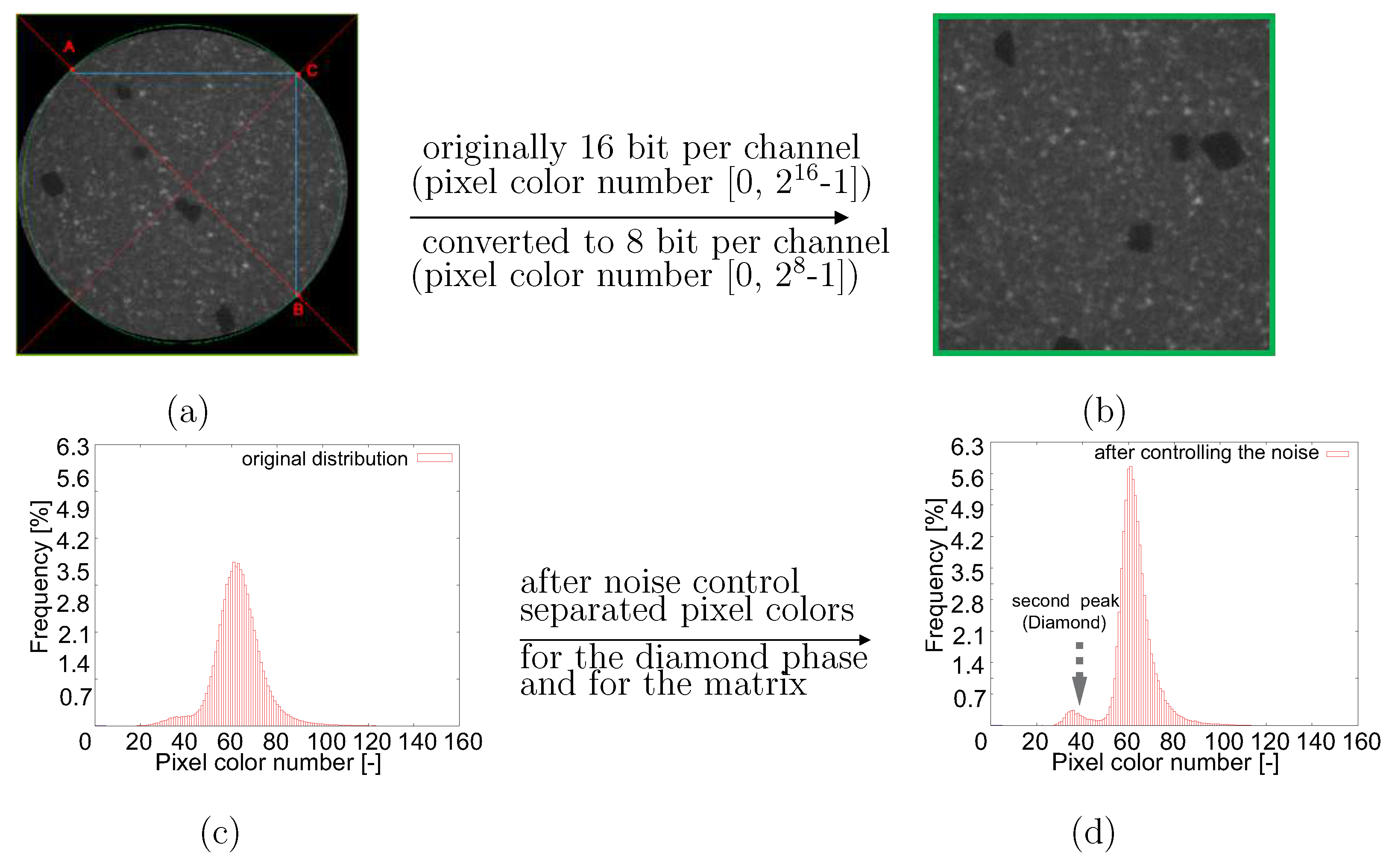
3.1. Denoising Technique
3.2. Machine Learning: U-Net
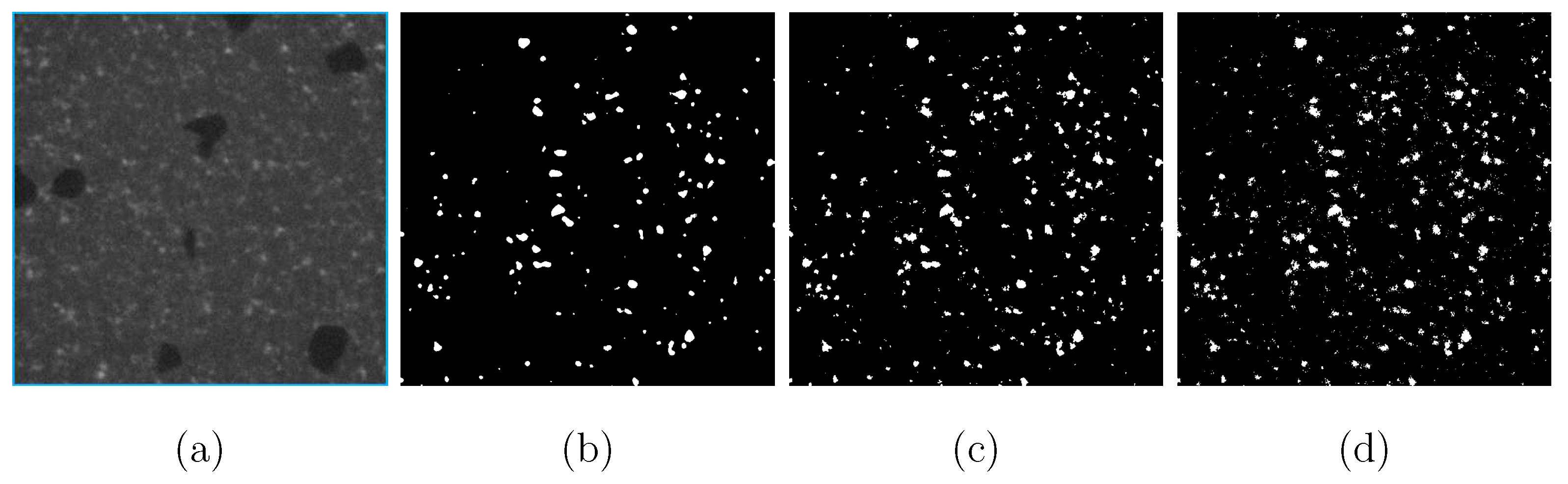
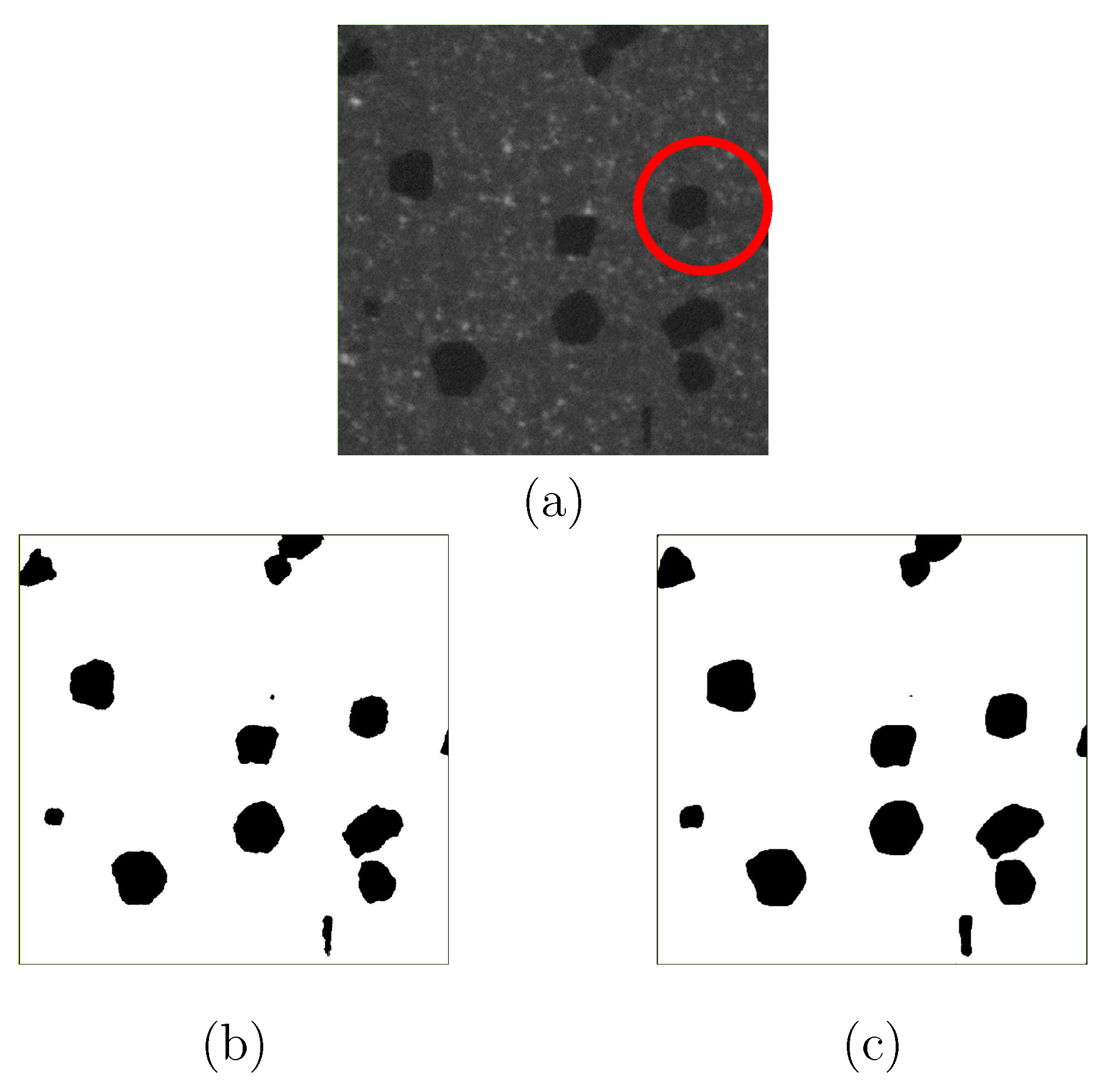
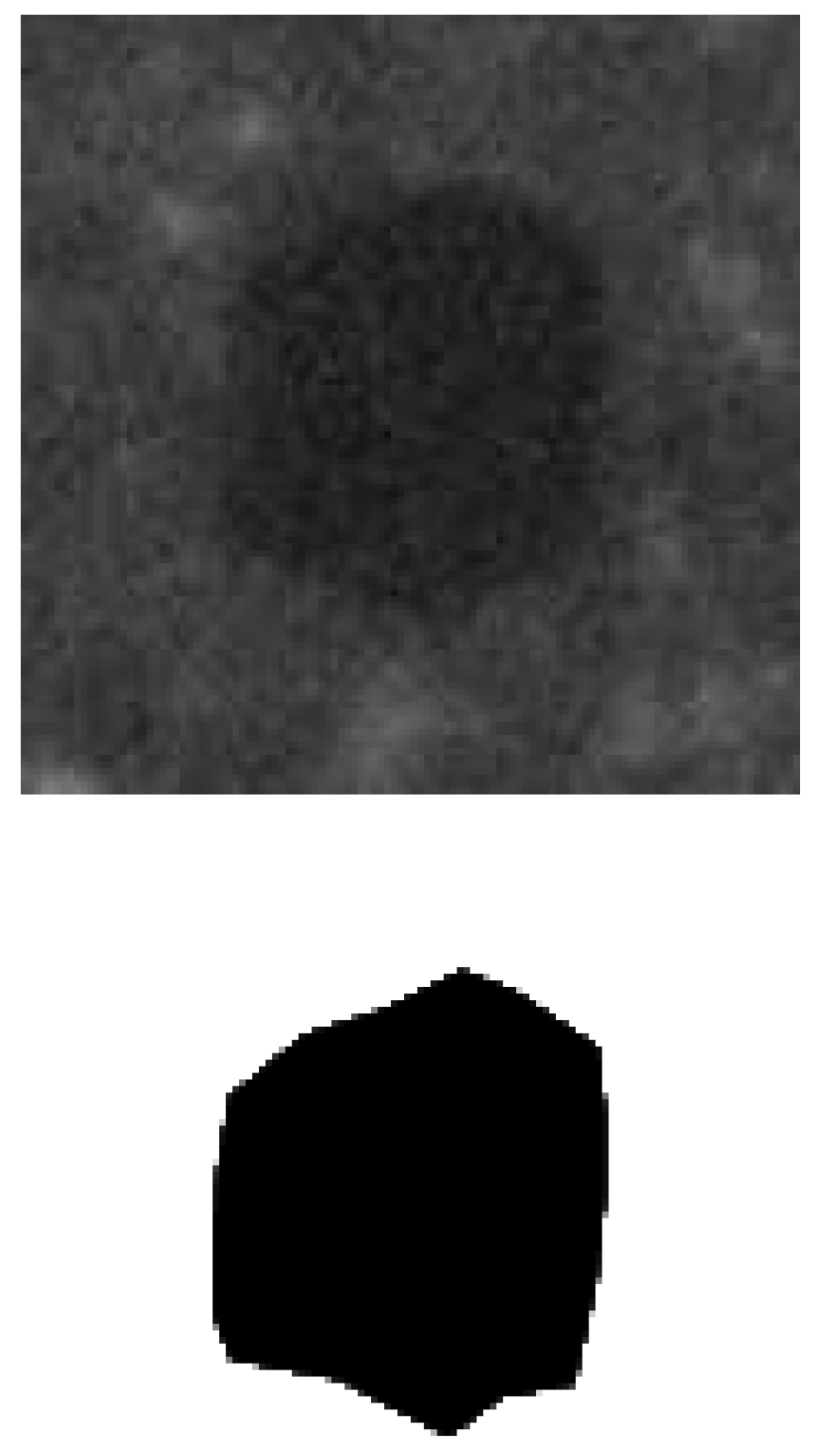
3.3. Result Comparison of Different Image Segmentation Methods
4. Conclusions
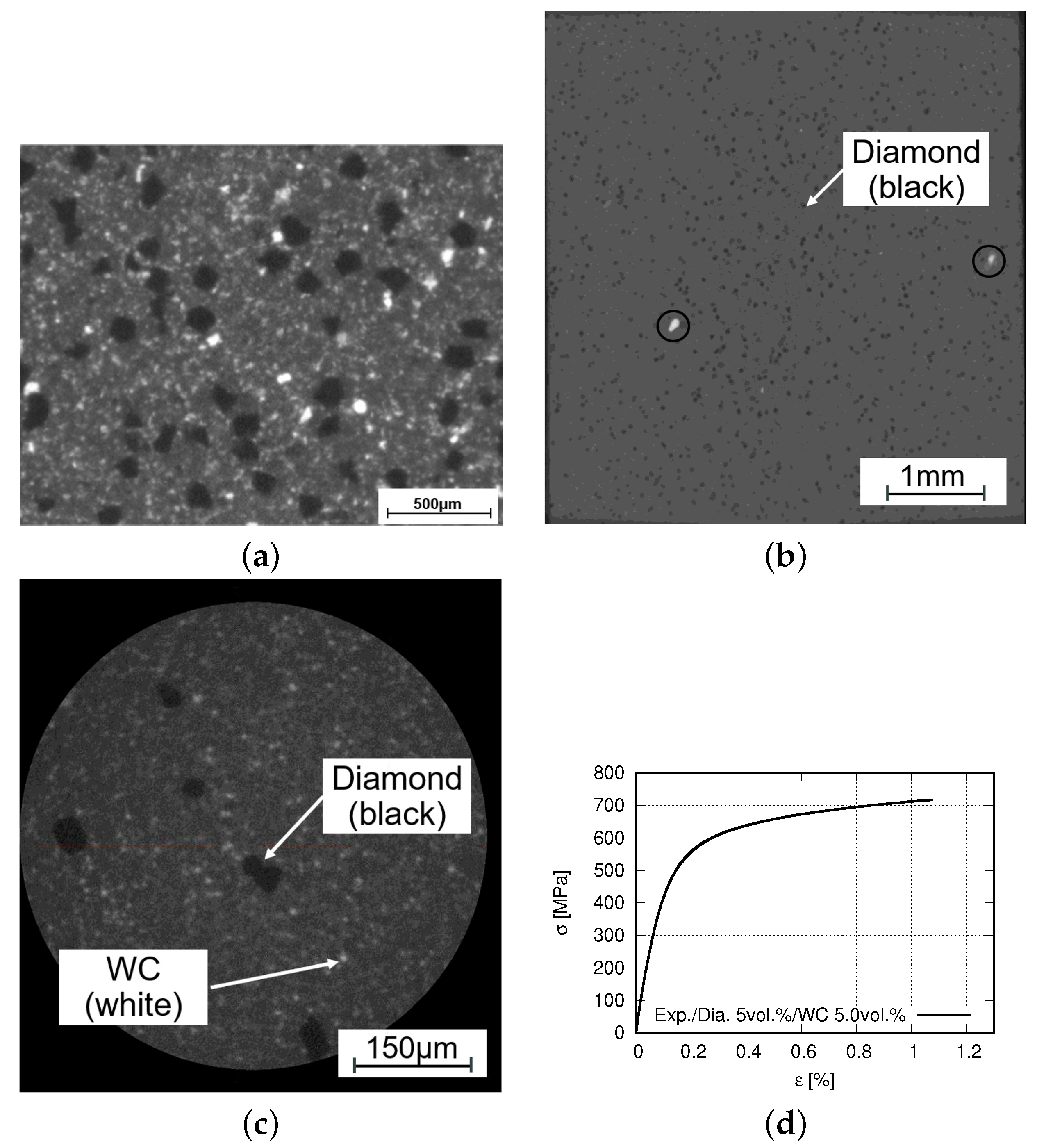
- Samples that showed quasi-brittle behavior possess a global ultimate tensile strength of about 100–130 MPa higher than those with ductile behavior ( 630 MPa).
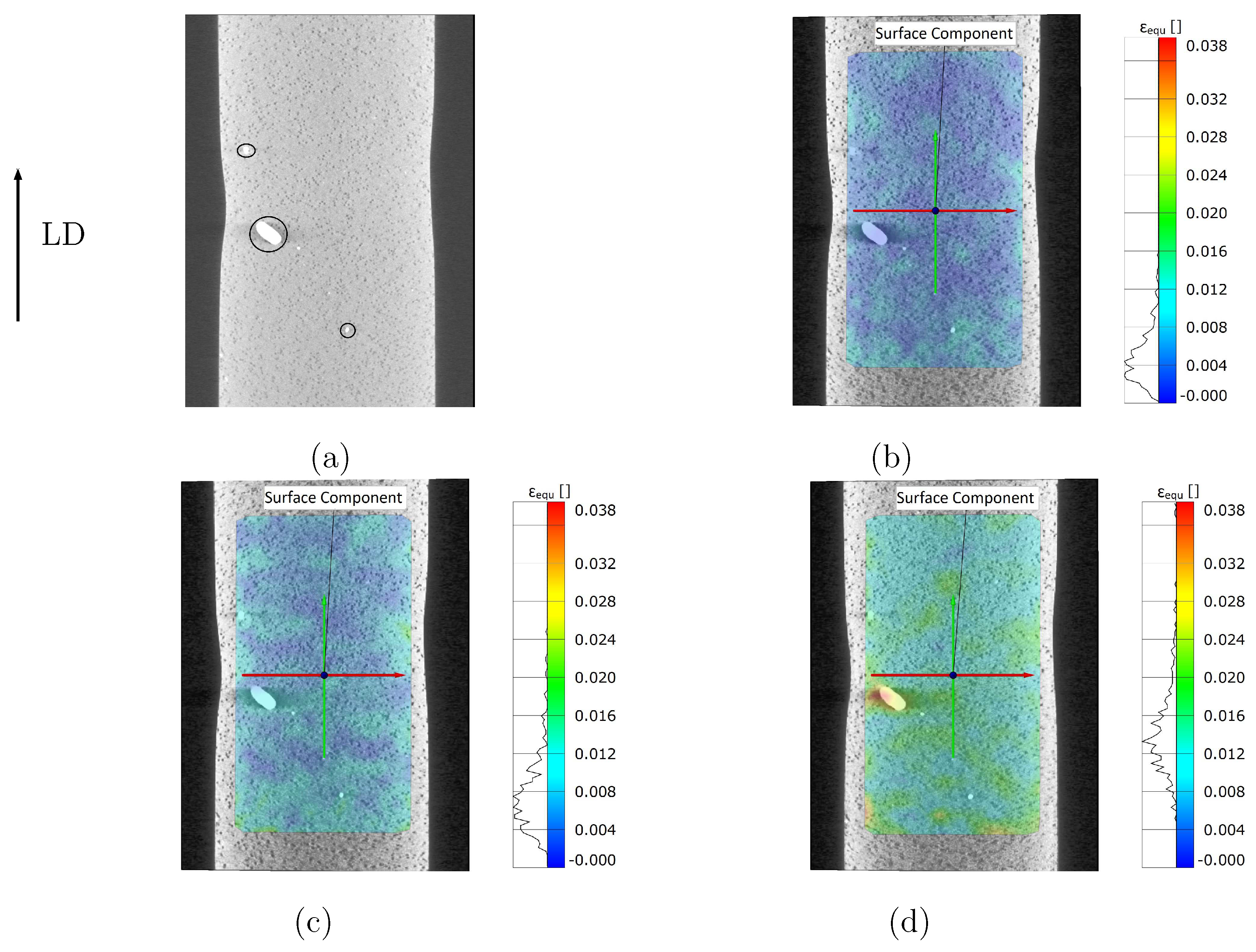
- Measured local strains with high values locate around large WC particles but not around diamonds.
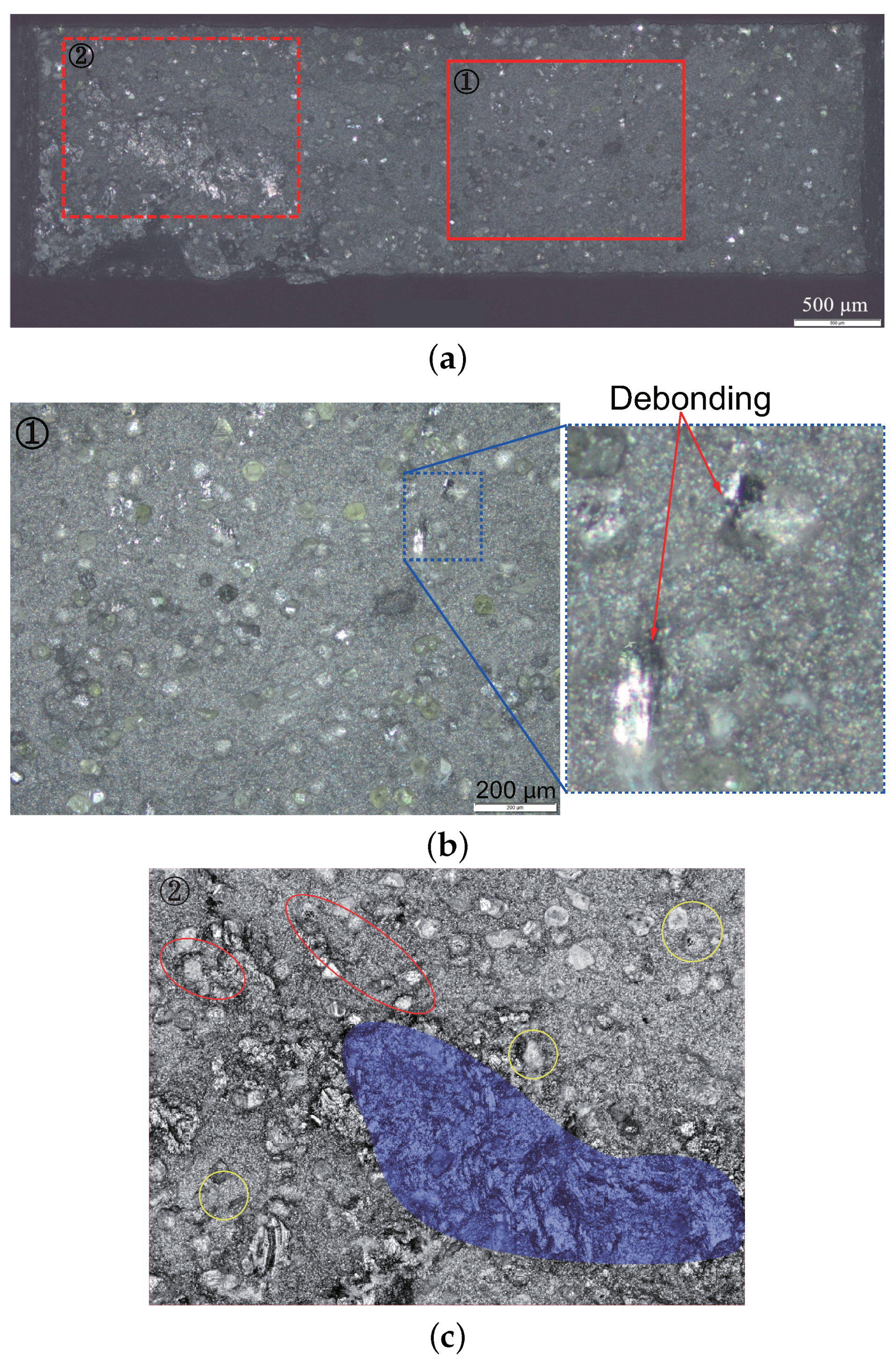
- The debondings between the diamonds and the (Co-WC) matrix, including their connecting, are the primary damage mechanism for the composite with the quasi-brittle behavior since no WC debonding is observed in most cases, even though some WC particles are even larger than diamonds. One of the investigated samples showed debonding between an extraordinary large WC particle (recalculated diameter about 620 m, mean size 3–5 m) and the matrix, i.e., it is taken as happening by chance and not the general case.
- Concerning the quasi-brittle damage evolution, some short cracks are formed due to void/debonding connections. Such crack formation locates among particular diamond clusters: (i) with short distances among diamond inside these clusters; (ii) with short distances to other clusters. Local morphology-dependent fatal fracture located at a region with a high diamond concentration (12 vol.% detected on the fracture surface compared to global 5 vol.%). This high concentration can be caused by the local feature uncertainty of commercial samples.
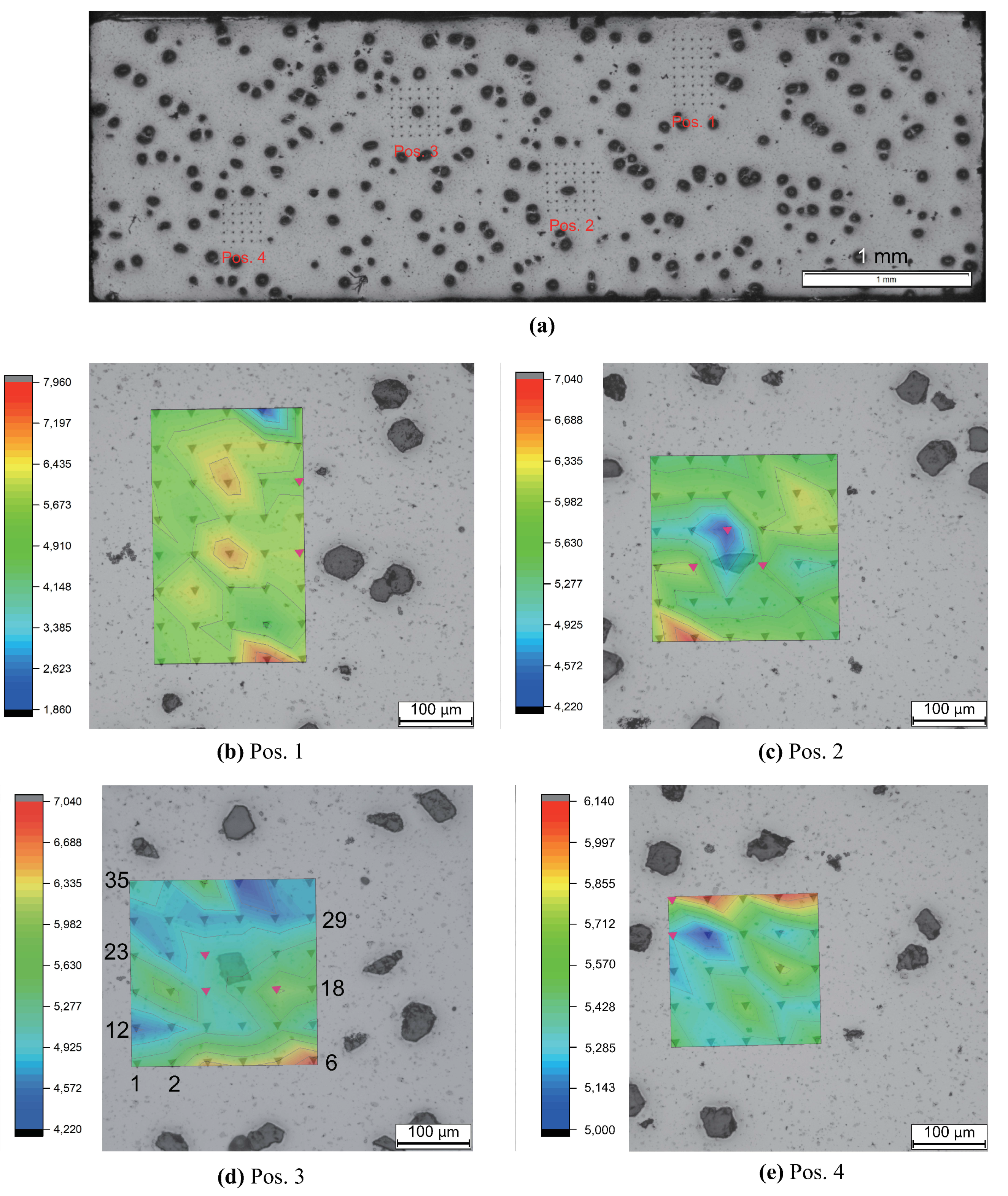
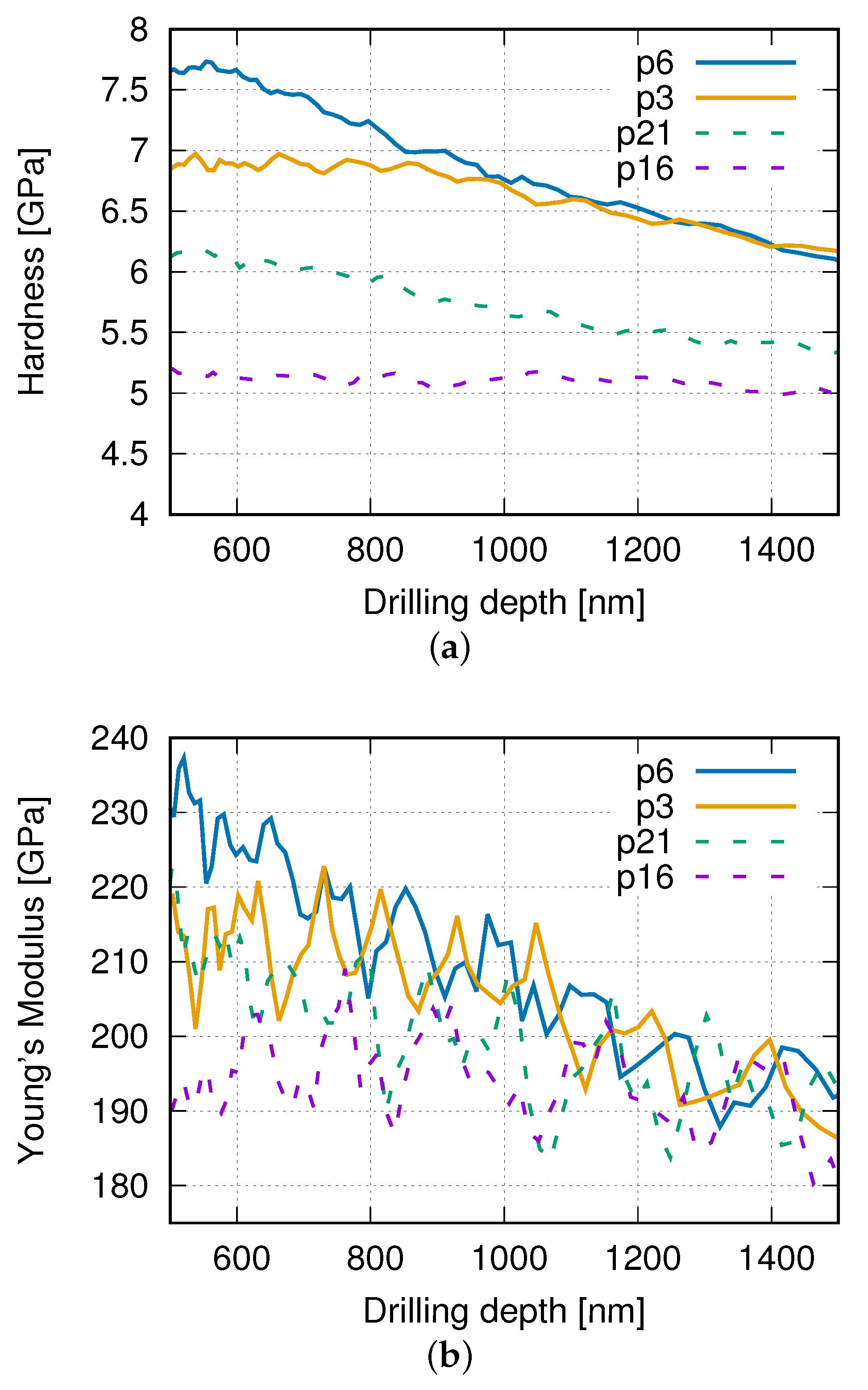
- Nanoindentation results reveal that the WC phase should possess higher phase stress (coincidence with high strain) than the diamond phase.
- From local strain maps, high strain values around the large WC particles are observed in the matrix for the composite with quasi-brittle behavior. However, no similar strain pattern is presented around diamonds. It is expected that the WC particles possess very high stresses, causing high matrix deformation around them. This possibly sheds light on that WC phase burdens more stress than diamonds.
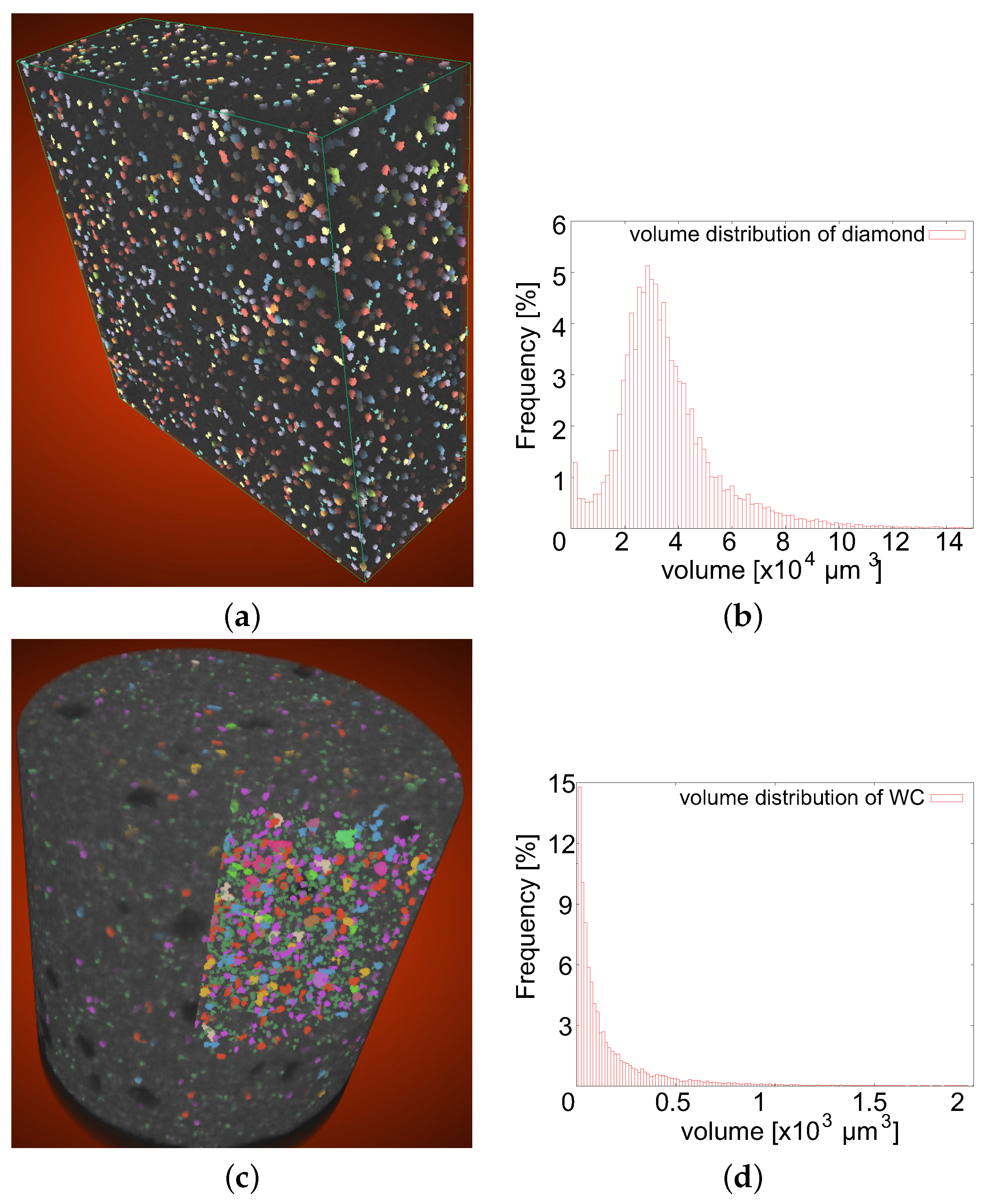
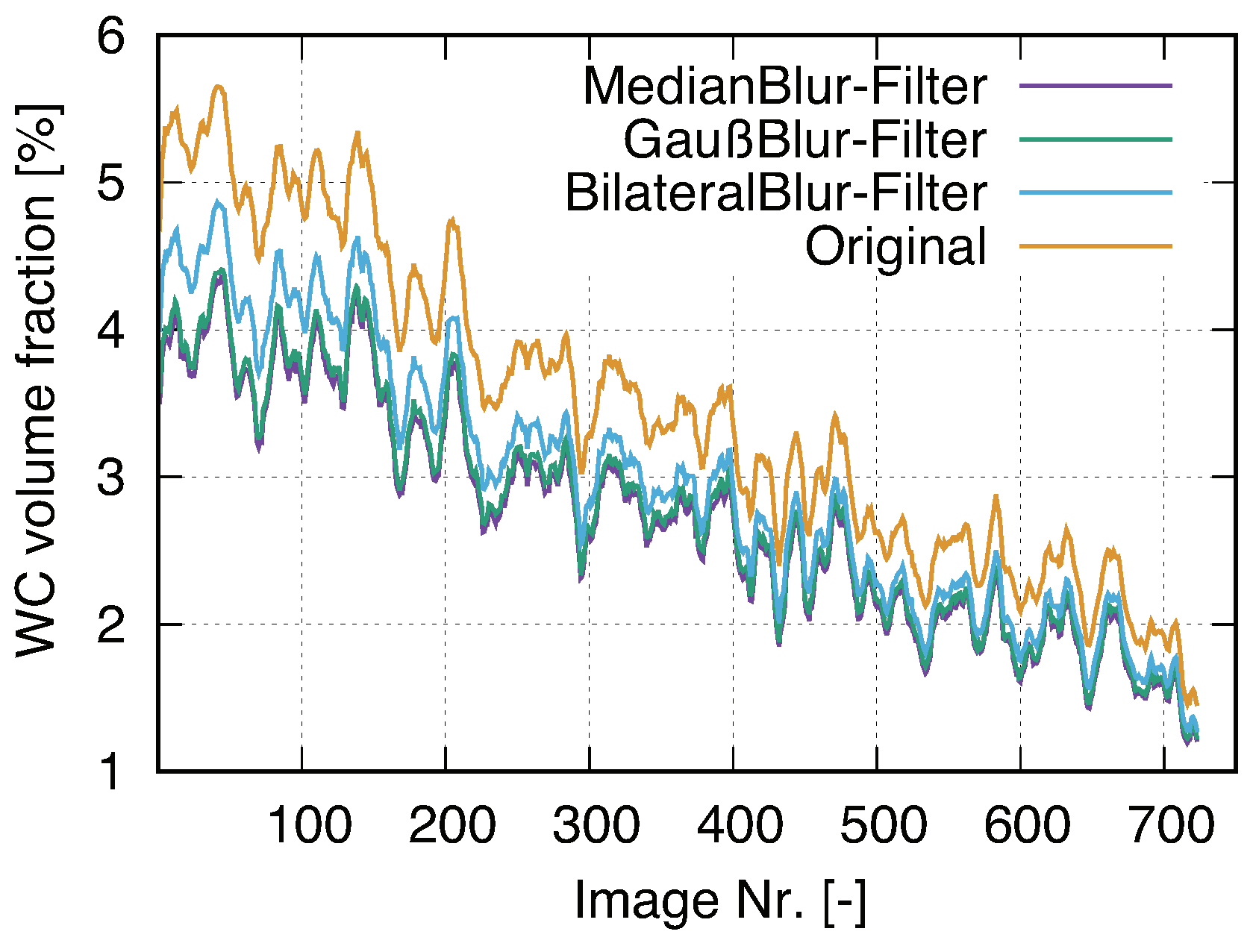
- The U-Net method in ML takes only about 40 min to segment more than 700 images, i.e., a great improvement of the time efficiency compared to the manual work. From the results of autonomous data handling processes, we realized that the detected WC volume in the CT images decreases with increasing scanning depth due to its fine size and the scattering of the X-ray energy.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Agrawal, A.; Choudhary, A. Perspective: Materials informatics and big data: Realization of the “paradigm” of science in materials science. APL Mater. 2016, 4, 053208. [Google Scholar] [CrossRef] [Green Version]
- Wei, J.; Chu, X.; Sun, X.; Xu, K.; Deng, H.; Chen, J.; Wei, Z.; Lei, M. Machine learning in materials science. InfoMat 2019, 1, 338–358. [Google Scholar] [CrossRef]
- Everingham, M. The pascal visual object classes (voc) challenge. Int. J. Comput. Vis. 2010, 88, 303–338. [Google Scholar] [CrossRef] [Green Version]
- Burman, P. A comparative study of ordinary cross-validation, v-fold cross-validation and the repeated learning-testing methods. Biometrika 1989, 76, 505–514. [Google Scholar] [CrossRef] [Green Version]
- Hinton, G.E. Improving neural networks by preventing co-adaptation of feature detectors. arXiv 2012, arXiv:1207.0580. [Google Scholar]
- Lin, T.Y.; Dollár, P.; Girshick, R.; He, K.; Hariharan, B.; Belongie, S. Feature pyramid networks for object detection. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition, Honolulu, HI, USA, 21–26 July 2017; pp. 2117–2125. [Google Scholar] [CrossRef] [Green Version]
- Ronneberger, O.; Fischer, P.; Brox, T. U-net: Convolutional networks for biomedical image segmentation. In Medical Image Computing and Computer-Assisted Intervention; Springer: Berlin/Heidelberg, Germany, 2015; pp. 234–241. [Google Scholar] [CrossRef] [Green Version]
- Long, J.; Shelhamer, E.; Darrell, T. Fully convolutional networks for semantic segmentation. In Proceedings of the IEEE Conference on Computer Vision and Pattern Recognition (CVPR), Boston, MA, USA, 7–12 June 2015; pp. 3431–3440. [Google Scholar] [CrossRef] [Green Version]
- Ward, L.; Wolverton, C. Atomistic calculations and materials informatics: A review. Curr. Opin. Solid State Mater. Sci. 2017, 21, 167–176. [Google Scholar] [CrossRef]
- Rajan, K. Materials informatics: The materials “gene” and big data. Annu. Rev. Mater. Res. 2015, 45, 153–169. [Google Scholar] [CrossRef] [Green Version]
- Ramprasad, R.; Batra, R.; Pilania, G.; Mannodi-Kanakkithodi, A.; Kim, C. Machine learning in materials informatics: Recent applications and prospects. Comp. Mater. 2017, 54, 1–13. [Google Scholar] [CrossRef]
- Engler, O.; Randle, V. Introduction to Texture Analysis: Macrotexture. In Microtexture and Orientation Mapping, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2009. [Google Scholar]
- Konijnenberg, P.; Zaefferer, S.; Raabe, D. Assessment of geometrically necessary dislocation levels derived by 3D EBSD. Acta Mater. 2015, 99, 402–414. [Google Scholar] [CrossRef]
- Zaafarani, N.; Raabe, D.; Singh, R.; Roters, F.; Zaefferer, S. Three-dimensional investigation of the texture and microstructure below a nanoindent in a Cu single crystal using 3D EBSD and crystal plasticity finite element simulations. Acta Mater. 2006, 54, 1862–1876. [Google Scholar] [CrossRef]
- Loeb, A.; Ferry, M.; Bassman, L. Segmentation of 3D EBSD data for subgrain boundary identification and feature characterization. Ultramicroscopy 2016, 161, 83–89. [Google Scholar] [CrossRef] [Green Version]
- Sutton, M.A.; Orteu, J.-J.; Schreier, H.W. Image Correlation for Shape Motion and Deformation Measurements; Springer: Berlin/Heidelberg, Germany, 2009. [Google Scholar]
- Sutton, M.A. Digital image correlation for shape and deformation measurements. In Springer Handbook of Experimental Solid Mechanics; Springer: Berlin/Heidelberg, Germany, 2008; pp. 565–600. [Google Scholar]
- Pan, H.X.B.; Qian, K.; Asundi, A. Two-dimensional digital image correlation for in-plane displacement and strain measurement: A review. Meas. Sci. Technol. 2009, 20, 1–17. [Google Scholar] [CrossRef]
- Lu, H.; Cary, P. Deformation measurements by digital image correlation: Implementation of a second-order displacement gradient. Exp. Mech. 2000, 40, 393–400. [Google Scholar] [CrossRef]
- Lecompte, D.; Smits, A.; Bossuyt, S.; Sol, H.; Vantomme, J.; Hemelrijck, D.V.; Habraken, A. Quality assessment of speckle patterns for digital image correlation. Opt. Lasers Eng. 2006, 44, 1132–1145. [Google Scholar] [CrossRef] [Green Version]
- Yaofeng, S.; Pang, J.H. Study of optimal subset size in digital image correlation of speckle pattern images. Opt. Lasers Eng. 2007, 5, 967–974. [Google Scholar] [CrossRef]
- Pan, B.; Xie, H.; Wang, Z.; Qian, K.; Wang, Z. Study on subset size selection in digital image correlation for speckle patterns. Opt. Express 2008, 16, 7037–7048. [Google Scholar] [CrossRef] [PubMed]
- Kolaska, H. Pulvertechnologiesche Wege in die Zukunft; DGM Informationsgesellschaft: Frankfurt, Germany, 1995. [Google Scholar]
- Jack, D.H. Engineering Applications of Ceramic Materials: Source Book; American Society for Metals: Materials Park, OH, USA, 1985. [Google Scholar]
- Kim, C.-S.; Massa, T.R.; Rohrer, G.S. Modeling the relationship between microstructural features and the strength of WC-Co composite. Int. J. Refract. Met. H. 2006, 24, 89–100. [Google Scholar] [CrossRef]
- Lee, H.; Gurland, J. Hardness and deformation of cemented tungsten carbide. Mater. Sci. Eng. 1978, 33, 125–133. [Google Scholar] [CrossRef]
- Mandel, K.; Radajewski, M.; Krüger, L. Strain-rate dependence of the compressive strength of WC-Co hard metals. Mater. Sci. Eng. A 2014, 612, 115–122. [Google Scholar] [CrossRef]
- Roa, J.; Jiménez-Piqué, E.; Tarragó, J.; Sandoval, D.; Mateo, A.; Fair, J.; Llanes, L. Hall-petch strengthening of the constrained metallic binder in WC-Co cemented carbides: Experimental assessment by means of massive nanoindentation and statistical analysis. Mater. Sci. Eng. A 2016, 676, 487–491. [Google Scholar] [CrossRef]
- Yang, J.; Odén, M.; Johansson-Jõessar, M.; Esteve, J.; Llanes, L. Mechanical strength of ground WC-Co cemented carbides after coating deposition. Mater. Sci. Eng. A 2017, 689, 72–77. [Google Scholar] [CrossRef] [Green Version]
- Emani, S.; Wang, C.; Shaw, L.; Chen, Z. On the hardness of submicrometer-sized WC-Co materials. Mater. Sci. Eng. A 2015, 628, 98–103. [Google Scholar] [CrossRef]
- Shaw, L.; Luo, H.; Zhong, Y. WC-18wt.%Co with simultaneous improvements in hardness and toughness derived from nanocrystalline powder. Mater. Sci. Eng. A 2012, 537, 39–48. [Google Scholar] [CrossRef]
- Lu, P.; Gomez, H.; Xiao, X.; Lukitsch, M.; Durham, D.; Sachdeve, A.; Kumar, A.; Chou, K. Coating thickness and interlayer effects on CVD-diamond film adhesion to cobalt-cemented tungsten carbides. Surf. Coat. Tech. 2013, 215, 272–279. [Google Scholar] [CrossRef]
- Shen, X.; Wang, X.; Sun, F.; Ding, C. Sandblasting pretreatment for deposition of diamond films on WC-Co hard metal substrates. Diam. Relat. Mater. 2017, 73, 7–14. [Google Scholar] [CrossRef]
- Wei, Q.; Yu, Z.; Ashfold, M.; Ye, J.; Ma, L. Synthesis of micro- or nano-crystalline diamond films on WC-Co substrates with various pretreatments by hot filament chemical vapor deposition. Appl. Surf. Sci. 2010, 256, 4357–4364. [Google Scholar] [CrossRef]
- Linnik, S.A.; Gaydaychuk, A.V.; Okhotnikov, V.V. Improvement to the adhesion of polycrystalline diamond films on WC-Co cemented carbides through ion etching of loosely bound growth centers. Surf. Coat. Tech. 2018, 334, 227–232. [Google Scholar] [CrossRef]
- Lu, P.; Xiao, X.; Chou, Y. Interface delamination study of diamond-coated carbide tools considering coating fractures. Surf. Coat. Tech. 2014, 260, 239–245. [Google Scholar] [CrossRef]
- Jafari, R.; Kazeminezhad, M. Microstructure generation of severely deformed materials using Voronoi diagram in Laguerre geometry: Full algorithm. Comp. Mater. Sci. 2011, 50, 2698–2705. [Google Scholar] [CrossRef]
- Geng, Z.; Li, S.; Duan, D.; Liu, Y. Wear behavior of WC-Co HVOF coatings at different temperatures in air and argon. Wear 2015, 330, 48–353. [Google Scholar] [CrossRef]
- Konstanty, J.; Tyrala, D. Wear mechanism of iron-base diamond-impregnated tool composites. Wear 2013, 303, 533–540. [Google Scholar] [CrossRef]
- Pignie, C.; Gee, M.; Nunn, J.; Jones, H.; Gant, A. Simulation of abrasion to WC/Co hardmetals using a micro-tribology test system. Wear 2013, 302, 1050–1057. [Google Scholar] [CrossRef]
- Ramirez, C.; Ismail, A.; Gendarme, C.; Dehmas, M.; Aeby-Gautier, E.; Poulachon, G.; Rossi, F. Understanding the diffusion wear mechanisms of WC-10%Co carbide tools during dry machining of titanium alloys. Wear 2017, 390, 61–70. [Google Scholar] [CrossRef] [Green Version]
- Saito, T.S.H.; Iwabuchi, A. Effects of Co content and WC grain size on wear of WC cemented carbide. Wear 2006, 261, 126–132. [Google Scholar] [CrossRef]
- Klünsner, T.; Lube, T.; Gettinger, C.; Walch, L.; Rippan, R. Influence of WC-Co hard metal microstructure on defect density, initiation and propagation kinetics of fatigue cracks starting at intrinsic and artificial defects under a negative stress ratio. Acta Mater. 2020, 188, 30–39. [Google Scholar] [CrossRef]
- Llanes, L.; Torres, Y.; Anglada, M. On the fatigue crack growth behavior of WC–Co cemented carbides: Kinetics description, microstructural effects and fatigue sensitivity. Acta Mater. 2002, 50, 2381–2393. [Google Scholar] [CrossRef]
- Liu, X.; Liu, X.; Lu, H.; Wang, H.; Hou, C.; Song, X.; Nie, Z. Low-energy grain boundaries in WC-Co cemented carbides. Acta Mater. 2019, 175, 171–181. [Google Scholar] [CrossRef]
- Csanádi, T.; Bl’anda, M.; Chinh, N.; Hvizdoš, P.; Dusza, J. Orientation-dependent hardness and nanoindentation-induced deformation mechanisms of WC crystals. Acta Mater. 2015, 83, 397–407. [Google Scholar] [CrossRef]
- Stewart, D.; Shipway, P.; McCartney, D. Microstructural evolution in thermally sprayed WC–Co coatings: Comparison between nanocomposite and conventional starting powders. Acta Mater. 2000, 48, 1593–1604. [Google Scholar] [CrossRef]
- Roebuck, B.; Almond, E.; Cottenden, A. The influence of composition, phase transformation and varying the relative F.C.C. and H.C.P. phase contents on the properties of dilute Co-W-C alloys. Mater. Sci. Eng. 1984, 66, 179–194. [Google Scholar] [CrossRef]
- Crostack, H.; Nellesen, J.; Fischer, G.; Schmauder, S.; Weber, U.; Beckmann, F. Tomographic analysis and FE-simulations of MMC-microstructures under load. In Developments in X-ray Tomography V, Proceedings of the SPIE OPTICS + PHOTONICS, San Diego, CA, USA, 13–17 August 2006; Bonse, U., Ed.; SPIE: Bellingham, WA USA, 2006; Volume 6318, pp. 63181A-1–63181A-12. [Google Scholar] [CrossRef]
- Crostack, H.; Nellesen, J.; Fischer, G.; Weber, U.; Schmauder, S.; Beckmann, F. 3D Analysis of MMC microstructure and deformation by μCT and FE simulations. In Developments in X-ray Tomography VI, Proceedings of the OPTICAL ENGINEERING + APPLICATIONS, San Diego, CA, USA, 10–14 August 2008; SPIE: Bellingham, WA USA, 2008; Volume 7078, p. 70781I. [Google Scholar] [CrossRef]
- Tillmann, W.; Sievers, N.; Zielke, R.; Kluger, S.; Liedtke, F. An innovative nondestructive method for the inspection of brazed cutting tools. In Proceedings of the 18th Plansee Seminar-International Conference on Refractory Metals and Hard Materials, Reutte, Germany, 3–7 June 2013. [Google Scholar]
- Yared, W.; Chen, C.; Sievers, N.; Tillmann, W.; Zielke, R.; Schimpfermann, M. Void distribution in a brazed cemented carbide steel joint analyzed by x-ray microscopy. Measurement 2019, 141, 250–257. [Google Scholar] [CrossRef]
- Tillmann, W.; Hagen, L.G.; Schaak, C.; Zielke, R.; Schaper, M.; Aydinöz, M.E. Pretreatment and coatability of additive manufactured components made by means of selective laser melting. Weld. Cut. 2018, 3, 208–214. [Google Scholar]
- Hoppe, K.; Maricanov, M.; Schaldach, G.; Zielke, R.; Renschen, D.; Tillmann, W.; Thommes, M.; Pieloth, D. Modeling the separation performance of depth filter considering tomographic data. Environ. Prog. Sustain. Energy 2020, 39, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Free Software GIMP: Version 2.10.10. Available online: https://www.gimp24.de/ (accessed on 24 April 2019).
- Object Research Systems: Dragonfly. Available online: http://www.theobjects.com/dragonfly (accessed on 14 January 2020).
- Digital Image Correlation Engine (Dice). Available online: https://github.com/dicengine/ (accessed on 10 March 2020).
- Georgia Institute of Technology, Ncorr. Available online: http://www.ncorr.com/ (accessed on 25 February 2020).
- Gom. Gom Correlate. Available online: https://www.gom.com/de/3d-software/gom-correlate.html (accessed on 17 March 2020).
- Chemnitzer Werkstoffmechanik GmbH. Digitale Bildkorrelation-VEDDAC. Available online: https://www.cwm-chemnitz.de/software/veddac (accessed on 5 May 2021).
- Open Source Computer Vision. Available online: https://docs.opencv.org/master/ (accessed on 5 May 2021).
- Otsu, N. A threshold selection method from gray-level histograms. IEEE Trans. Syst. Man Cybern. 1979, 9, 62–66. [Google Scholar] [CrossRef] [Green Version]
- Open Source Computer Vision. Available online: https://blogs.nvidia.com/blog/2016/07/29/whats-difference-artificial-intelligence-machine-learning-deep-learning-ai/ (accessed on 5 May 2021).
- Shelhamer, E.; Long, J.; Darrell, T. Fully convolutional networks for semantic segmentation. IEEE Trans. Pattern Anal. Mach. Intell. 2017, 39, 640–651. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type | Behavior | WC Phase | Diamond Phase | ||
|---|---|---|---|---|---|
| vol.% | Mean Size [m] | vol.% | Mean Size [m] | ||
| I [49] | ductile | 5 | 3–5 | 5 | 90 |
| II | quasi-brittle | 5 | 3–5 | 5 | 40–50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schneider, Y.; Zielke, R.; Xu, C.; Tayyab, M.; Weber, U.; Schmauder, S.; Tillmann, W. Experimental Investigations of Micro-Meso Damage Evolution for a Co/WC-Type Tool Material with Application of Digital Image Correlation and Machine Learning. Materials 2021, 14, 3562. https://doi.org/10.3390/ma14133562
Schneider Y, Zielke R, Xu C, Tayyab M, Weber U, Schmauder S, Tillmann W. Experimental Investigations of Micro-Meso Damage Evolution for a Co/WC-Type Tool Material with Application of Digital Image Correlation and Machine Learning. Materials. 2021; 14(13):3562. https://doi.org/10.3390/ma14133562
Chicago/Turabian StyleSchneider, Yanling, Reiner Zielke, Chensheng Xu, Muhammad Tayyab, Ulrich Weber, Siegfried Schmauder, and Wolfgang Tillmann. 2021. "Experimental Investigations of Micro-Meso Damage Evolution for a Co/WC-Type Tool Material with Application of Digital Image Correlation and Machine Learning" Materials 14, no. 13: 3562. https://doi.org/10.3390/ma14133562
APA StyleSchneider, Y., Zielke, R., Xu, C., Tayyab, M., Weber, U., Schmauder, S., & Tillmann, W. (2021). Experimental Investigations of Micro-Meso Damage Evolution for a Co/WC-Type Tool Material with Application of Digital Image Correlation and Machine Learning. Materials, 14(13), 3562. https://doi.org/10.3390/ma14133562