
Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites

 , ,
, ,  ,
,  ,
, 

Abstract
:1. Introduction
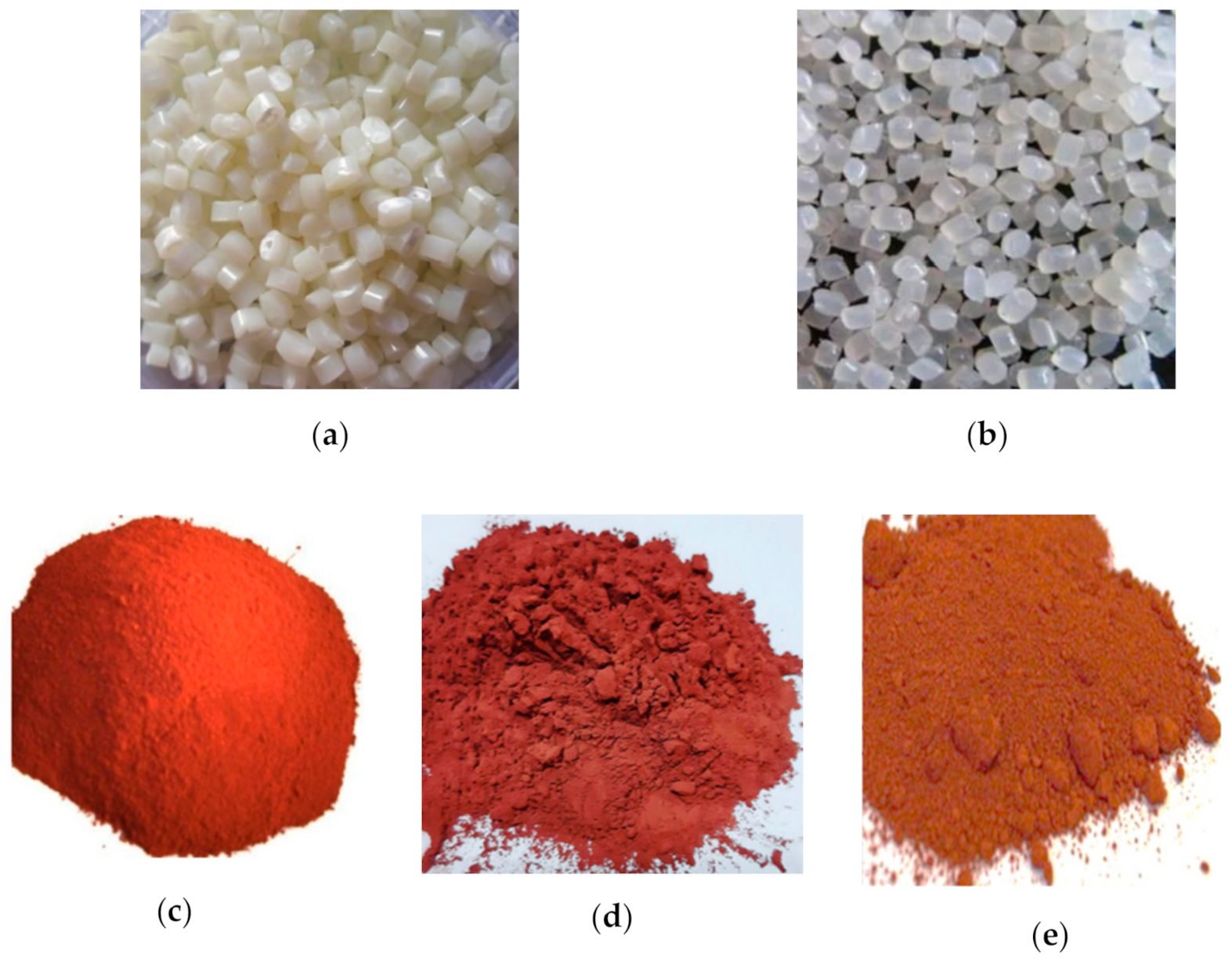
2. Materials and Methods
2.1. Melt Flow Index Testing
2.2. Universal Testing Machine
2.3. FTIR and SEM Testing
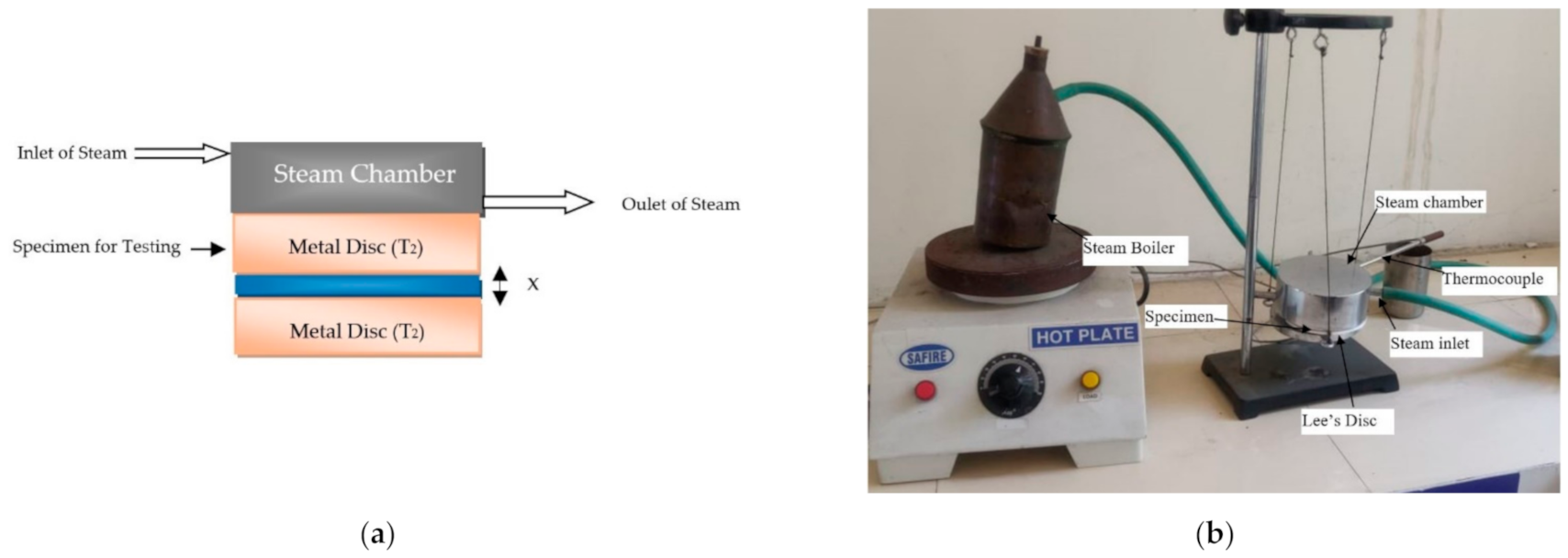
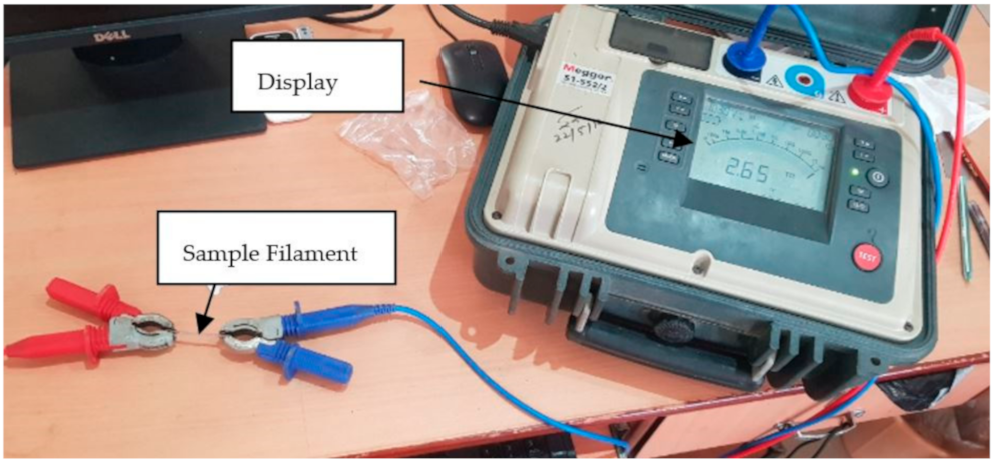
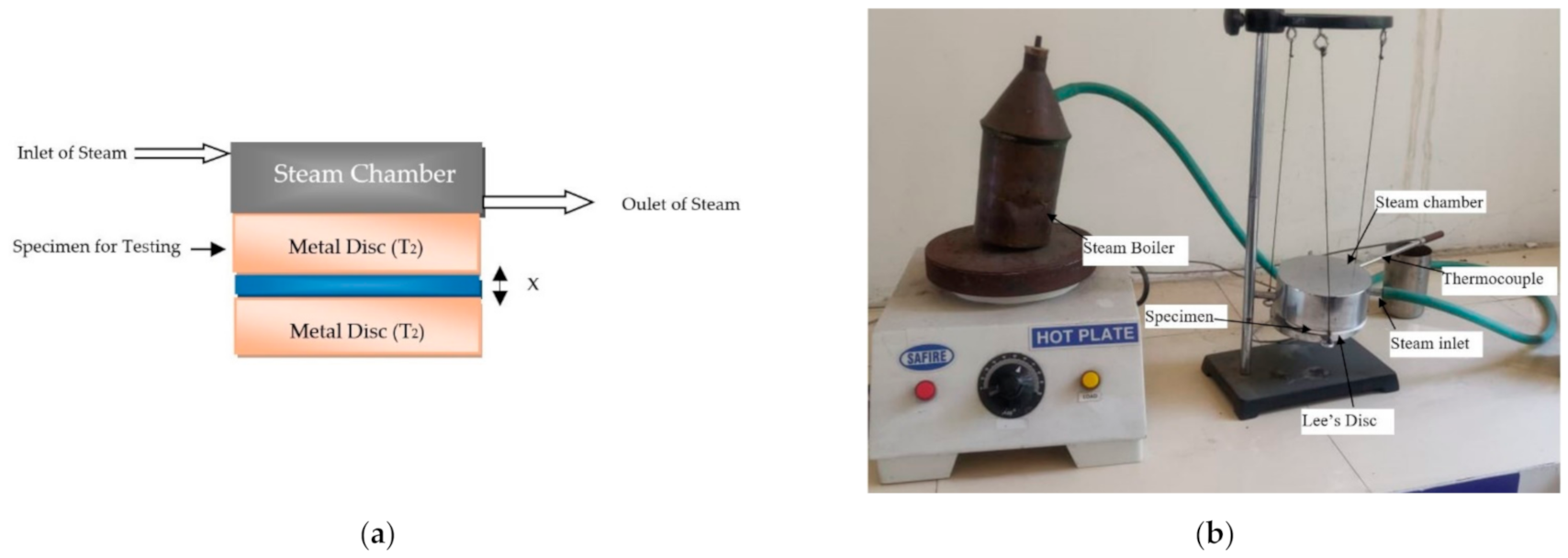
2.4. Electrical and Thermal Conductivity Testing
3. Results and Discussion
3.1. Melt Flow Properties
3.1.1. Composition of ABS with Single Copper Particles
3.1.2. Composition of ABS with Double Particle Size
3.1.3. Composition of ABS and Nylon 6 with Triple Particle Size
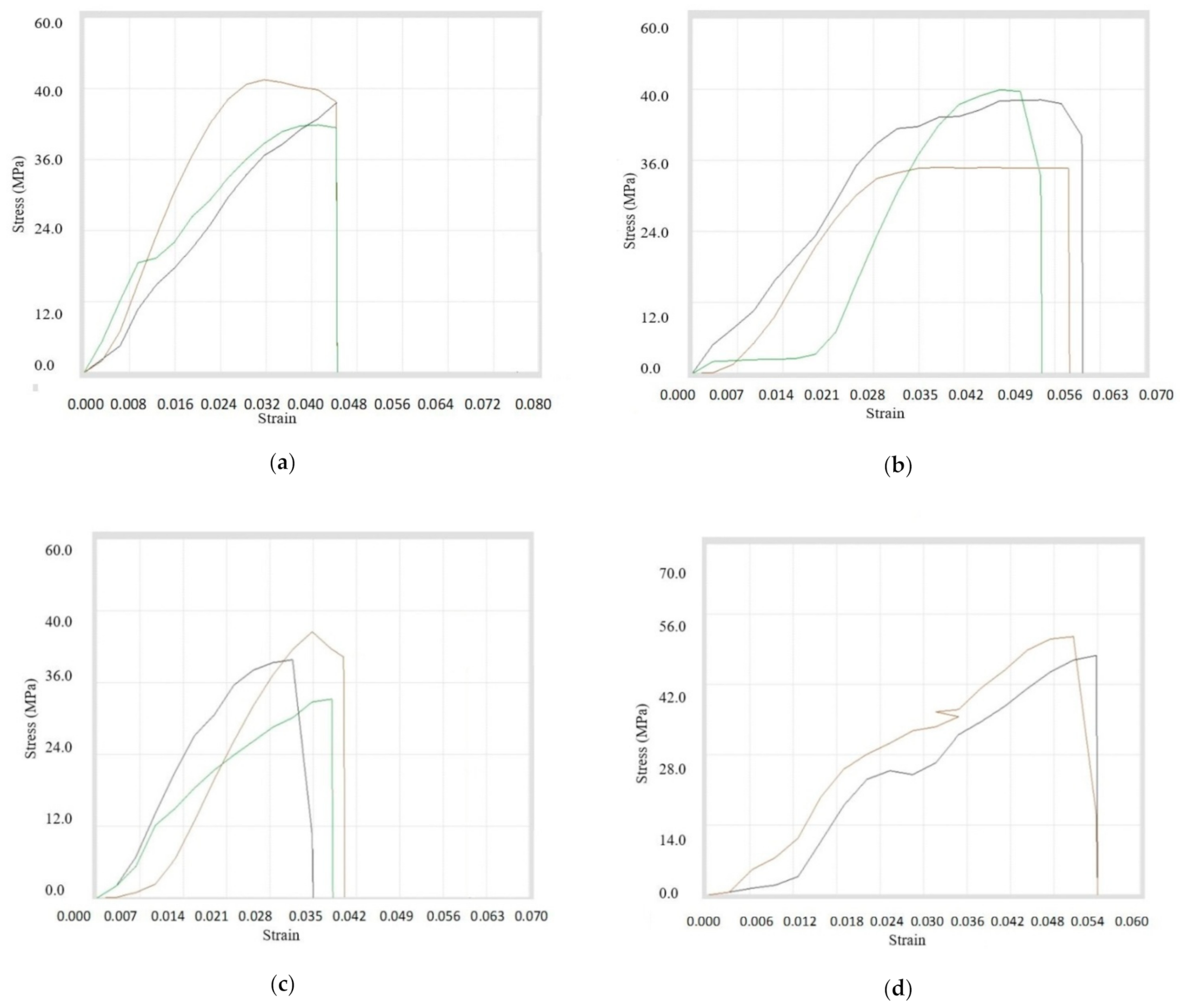
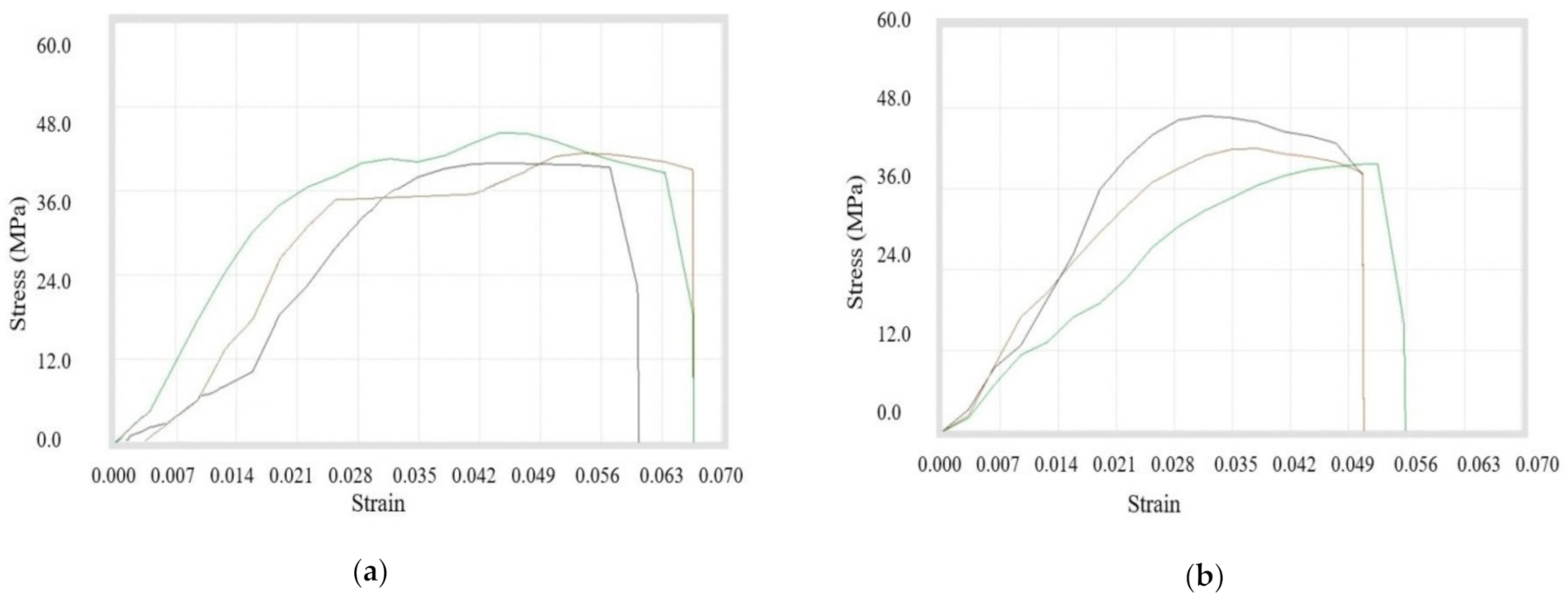
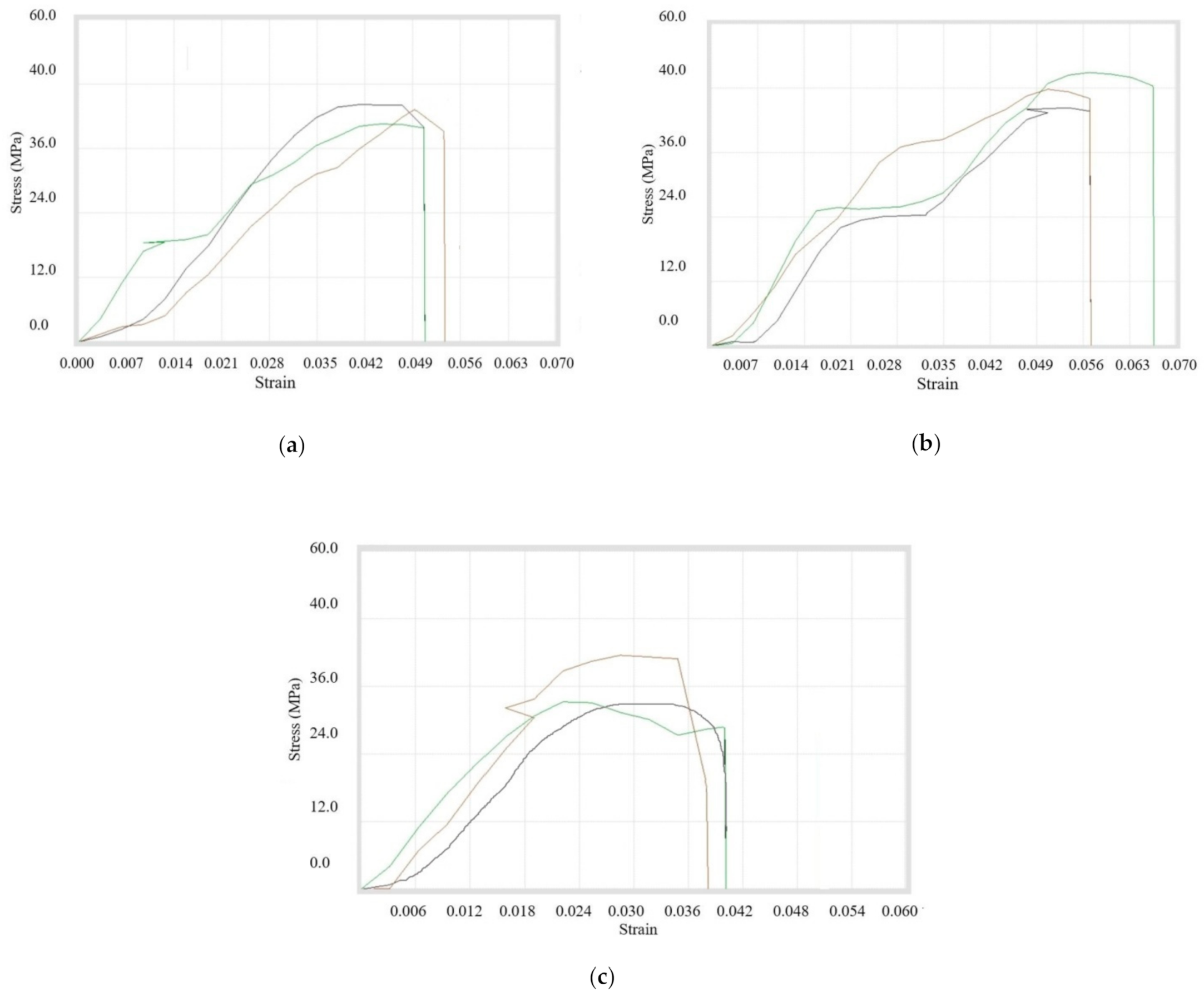
3.2. Tensile Properties
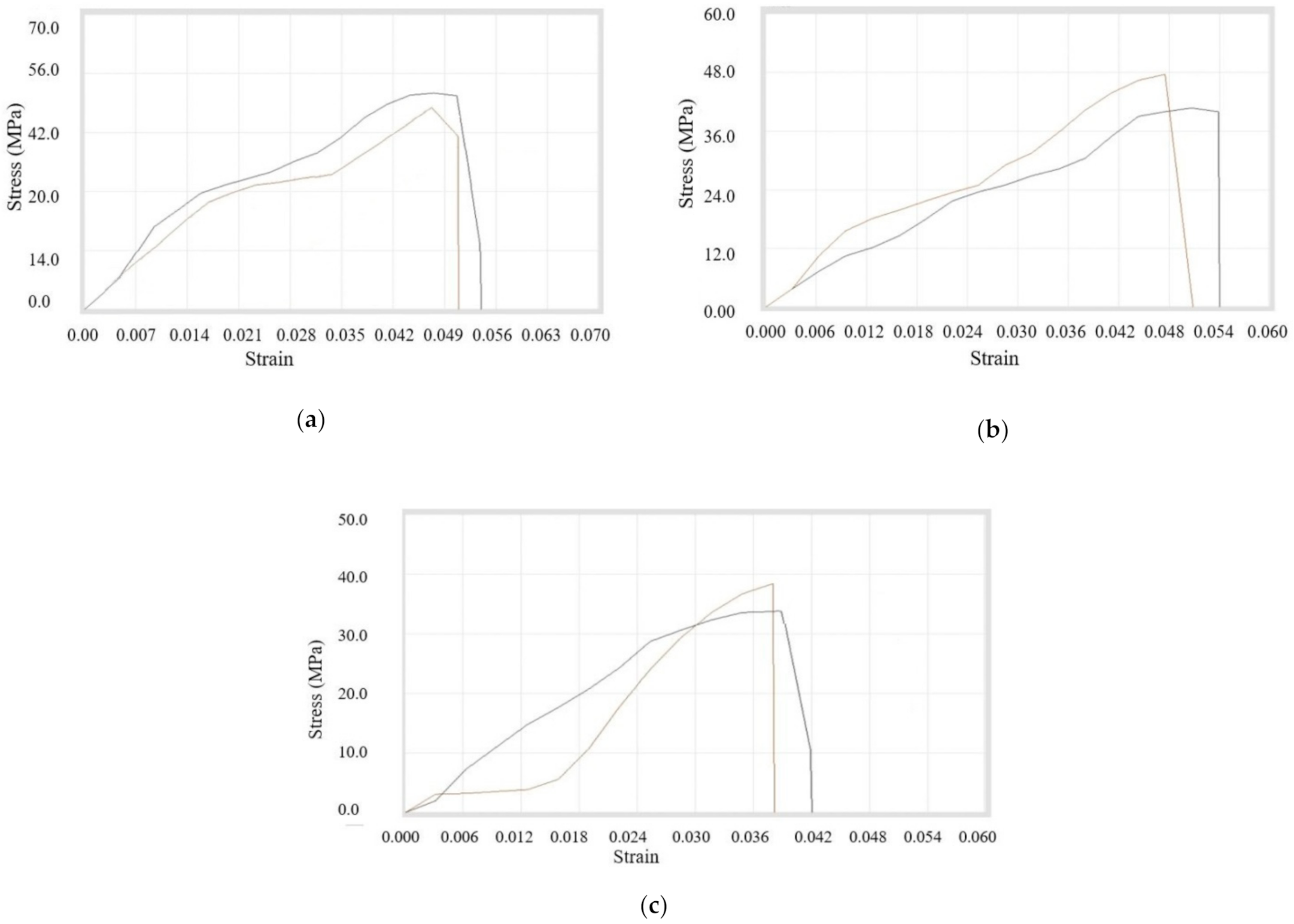
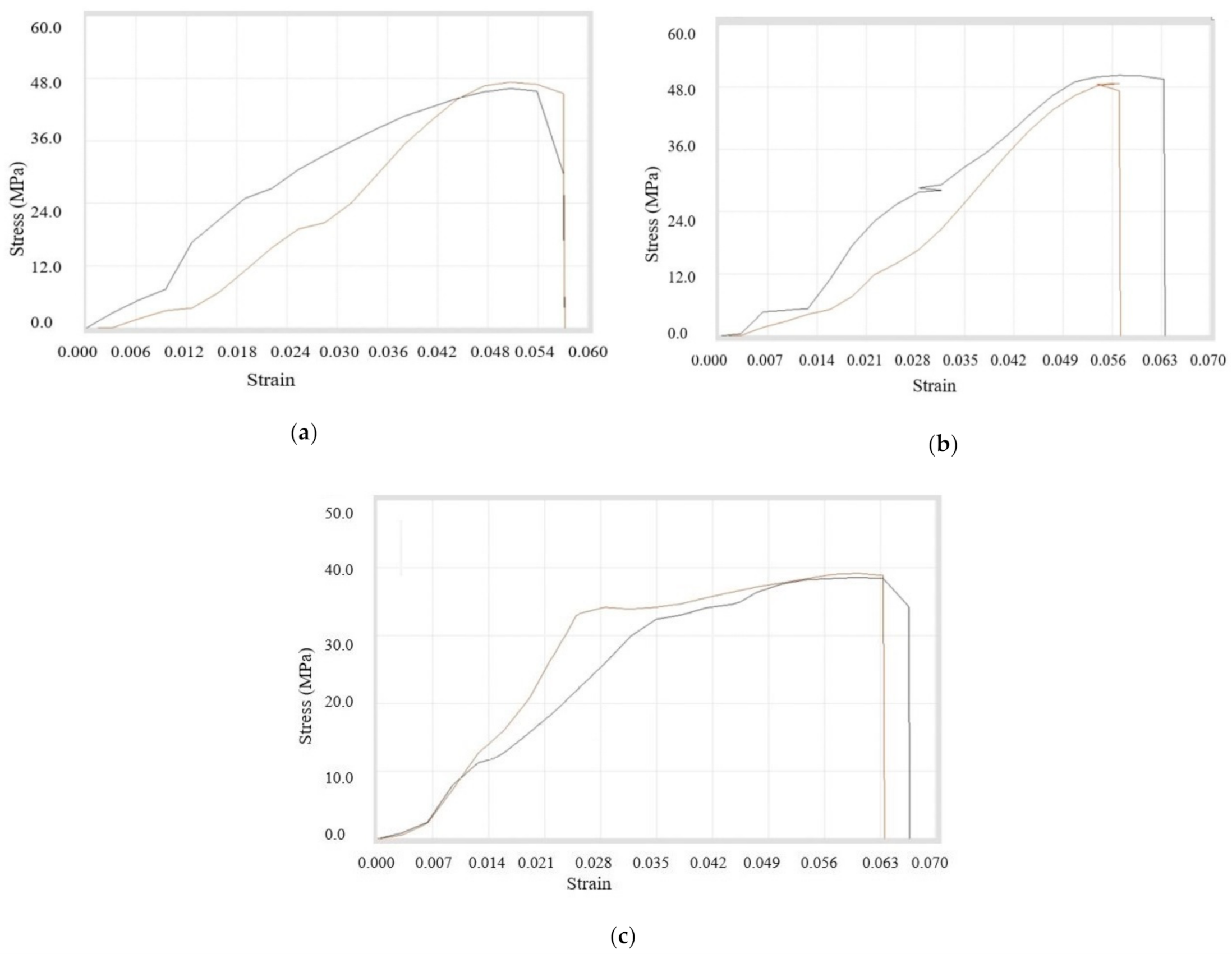
3.2.1. Tensile Testing of Single Copper Particle with ABS
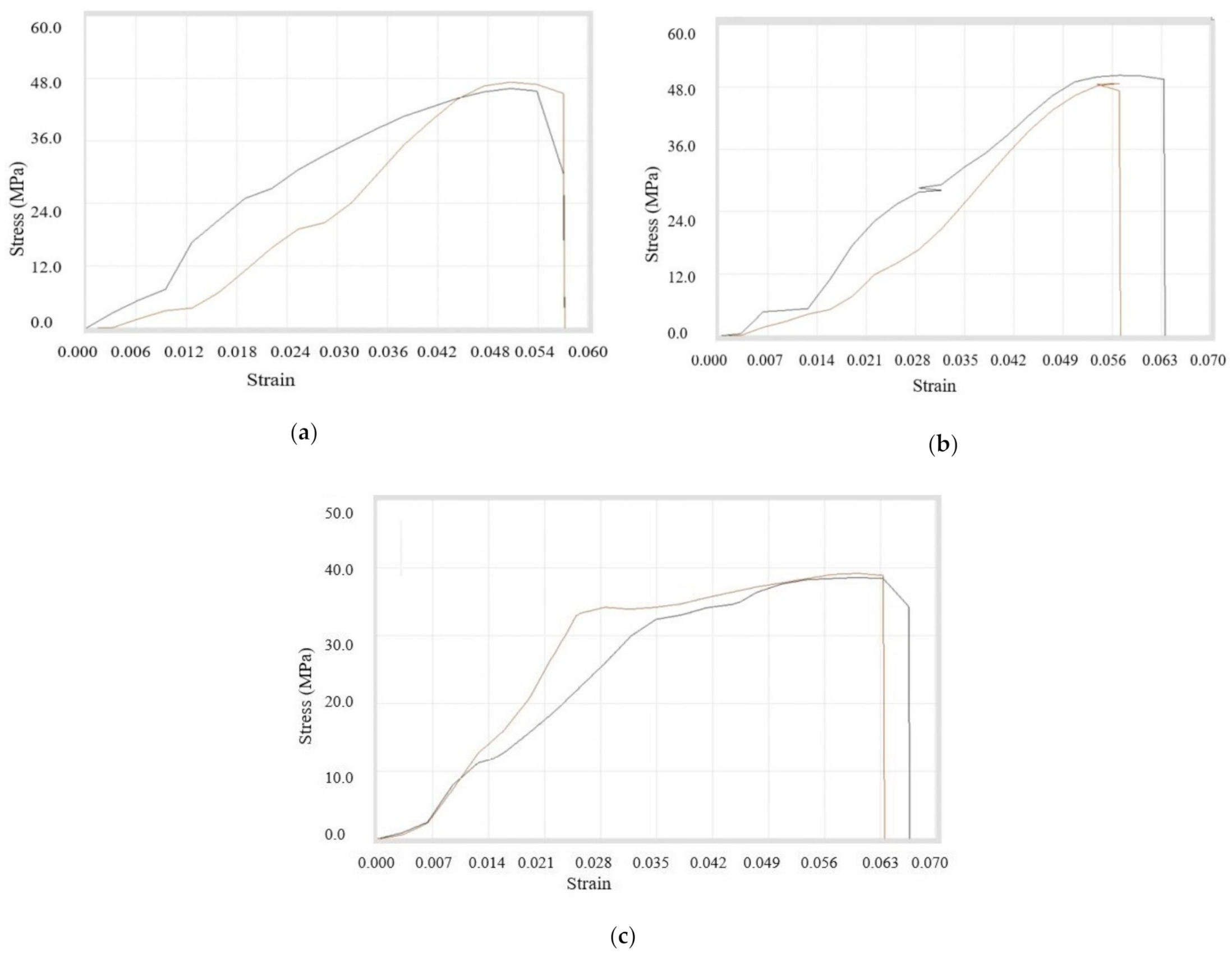
3.2.2. Tensile Testing of Double Copper Particle with ABS
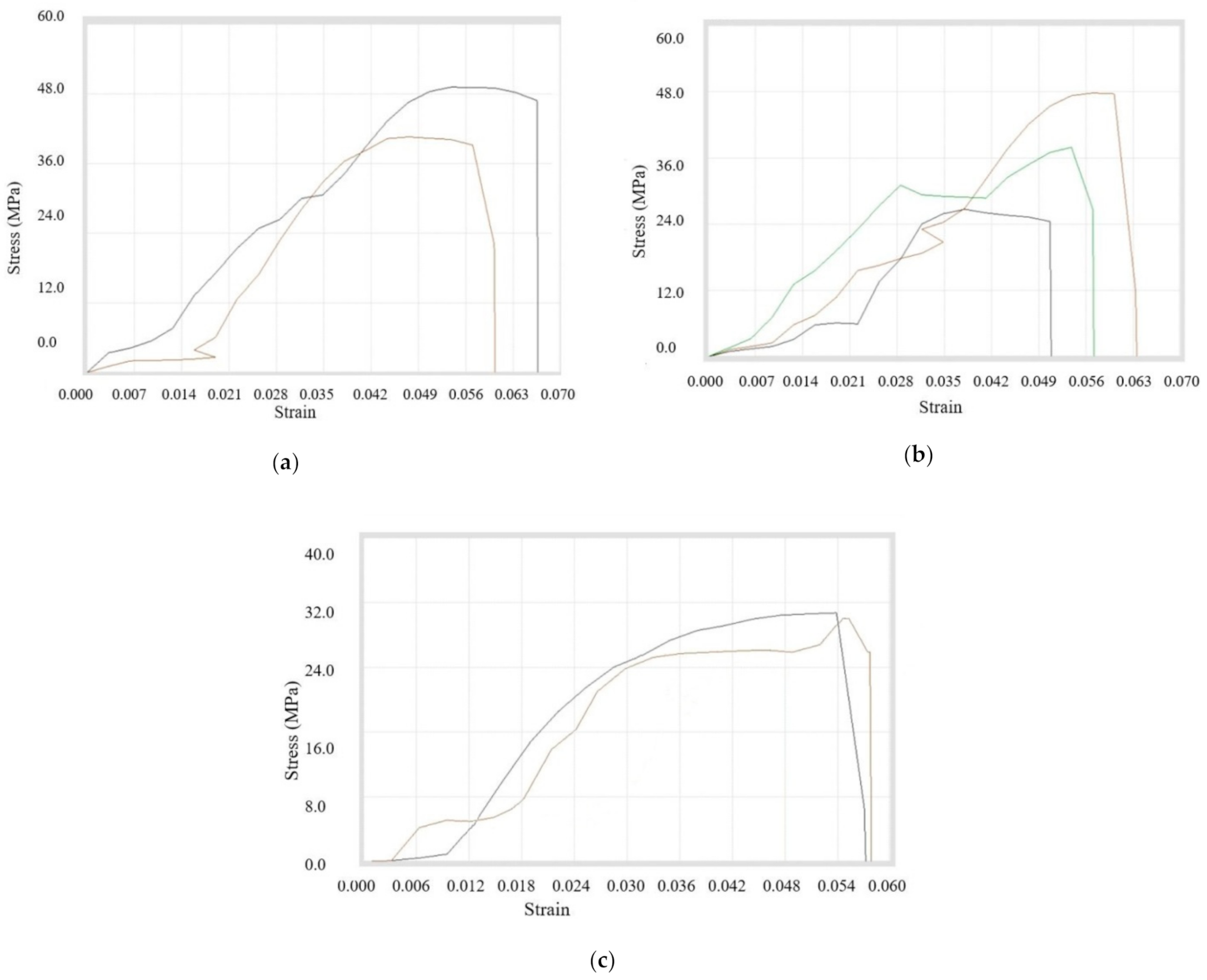
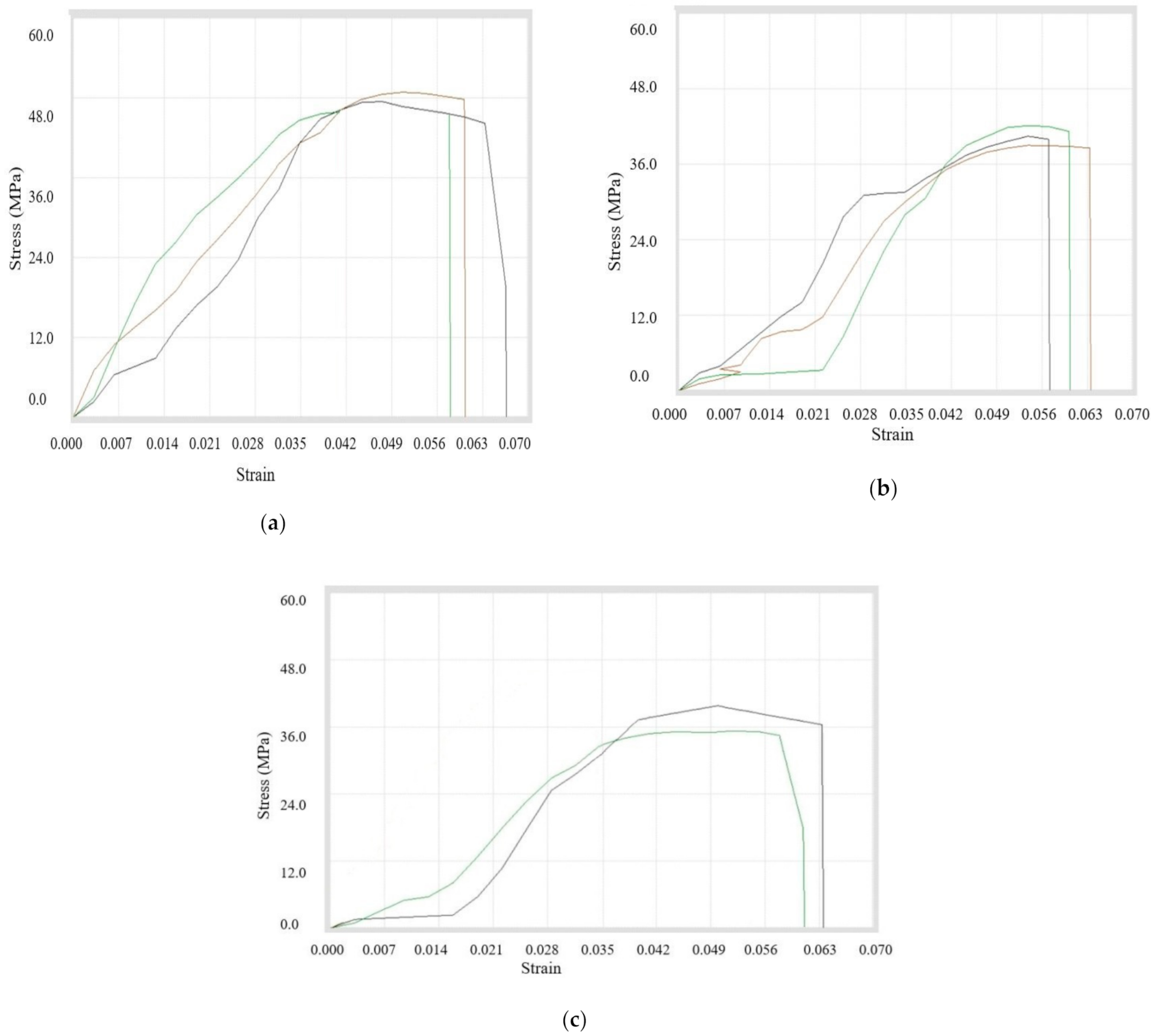
3.2.3. Tensile Testing of Triple Copper Particle with ABS
3.3. Material Characterization
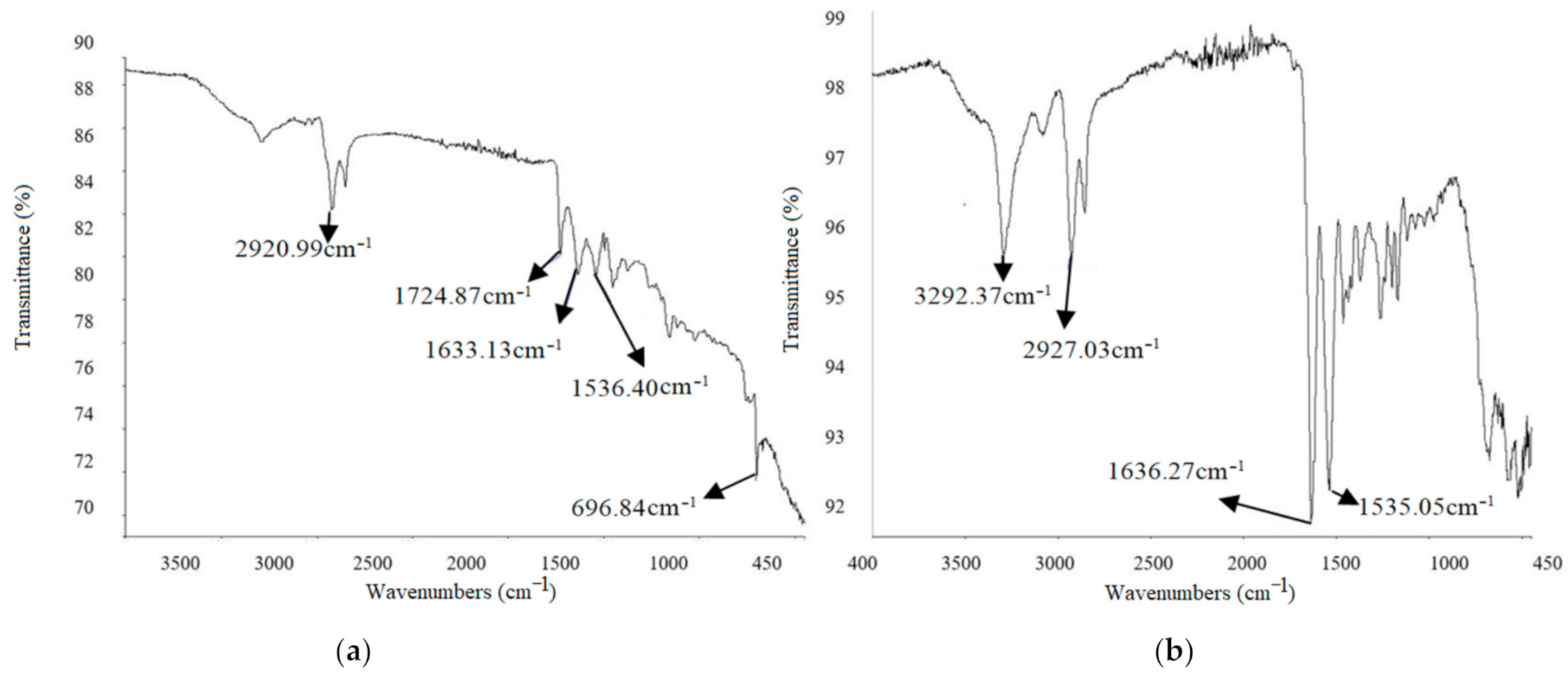
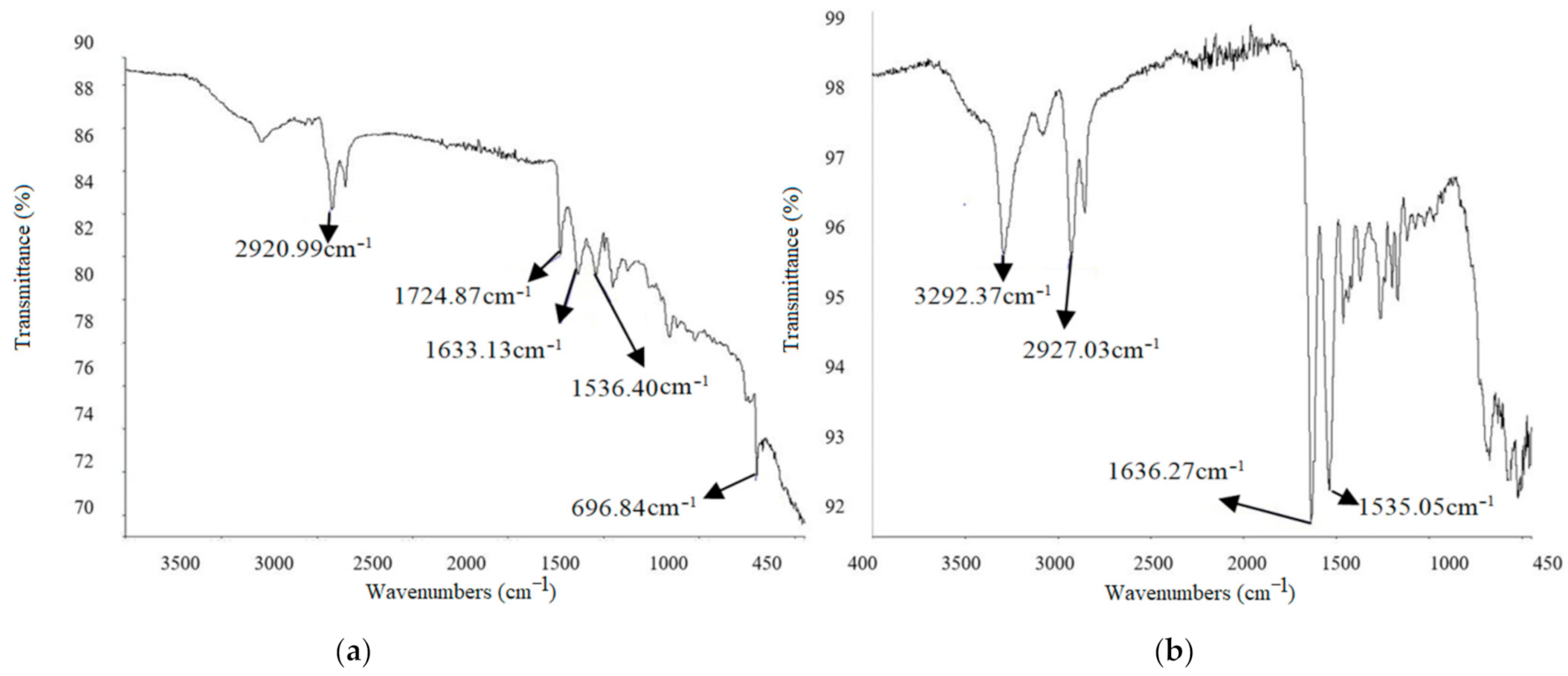
3.3.1. FTIR Analysis
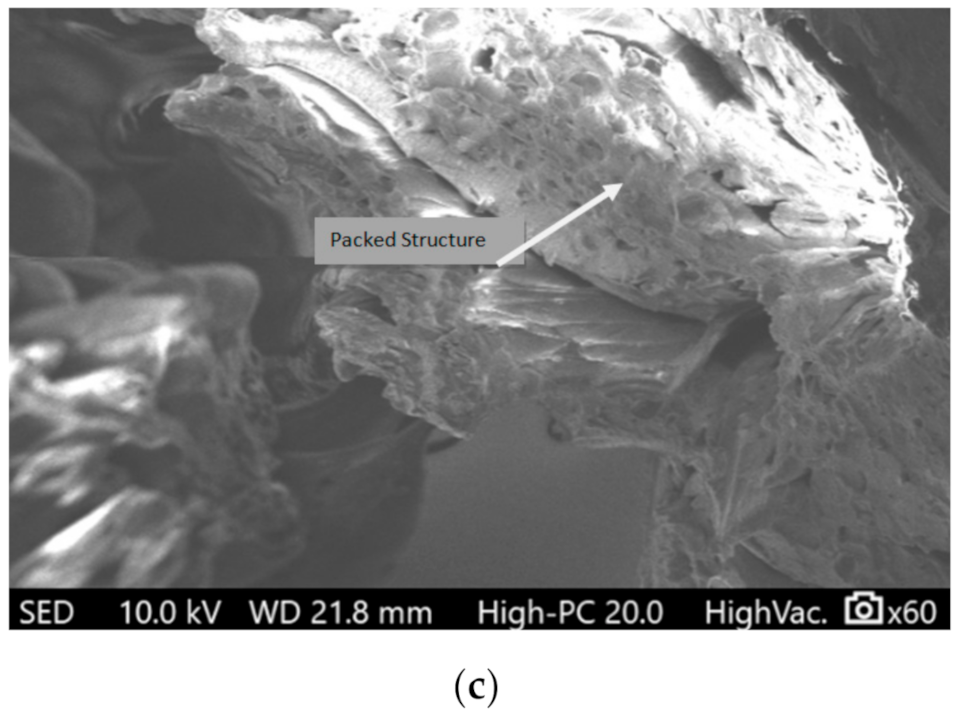
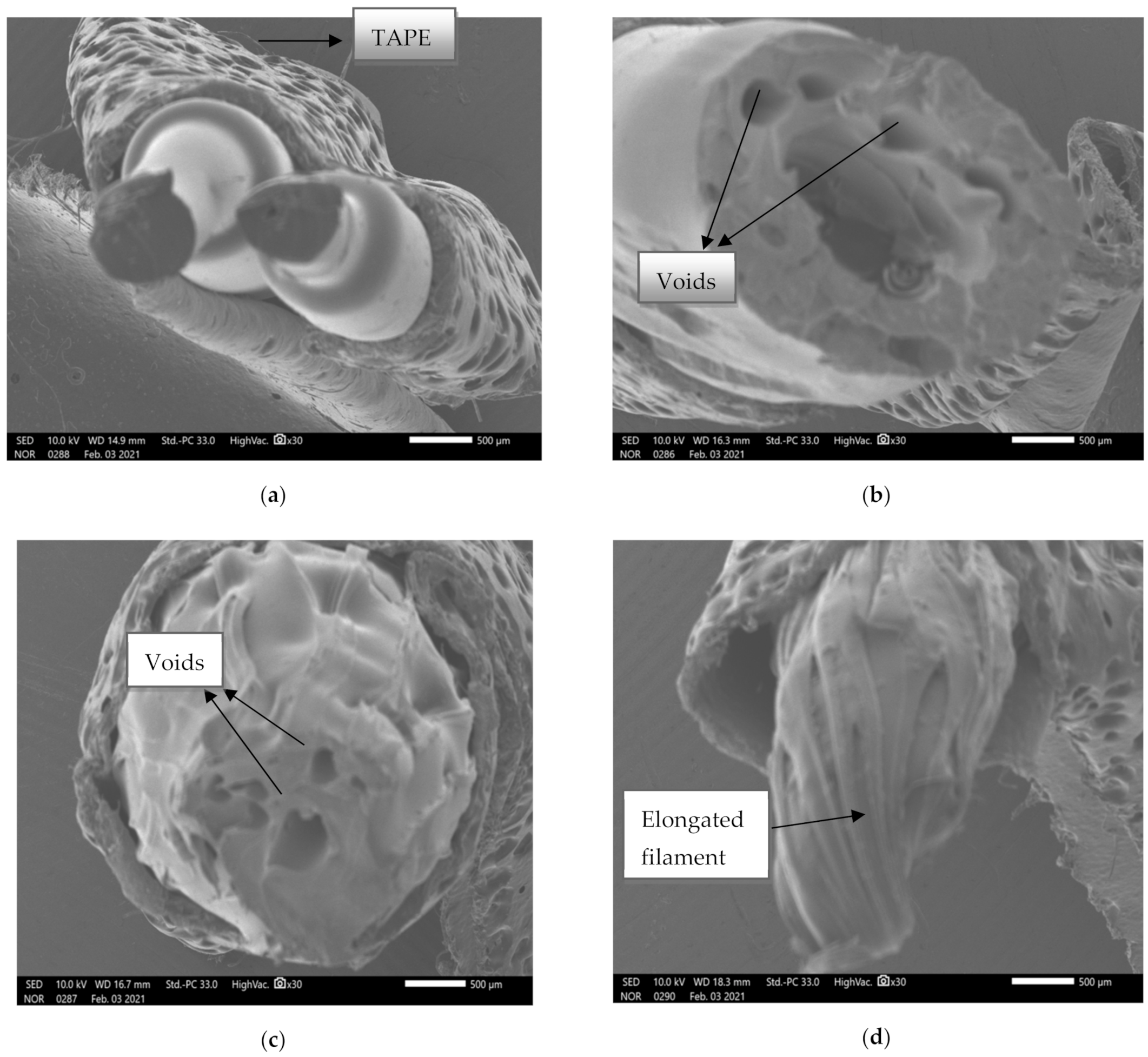
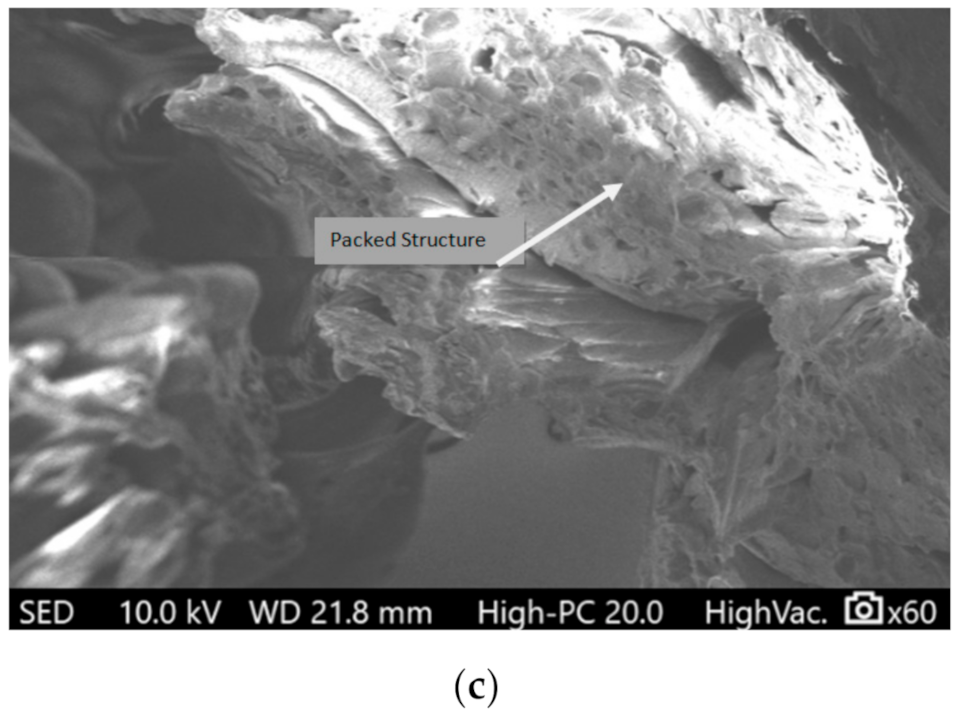
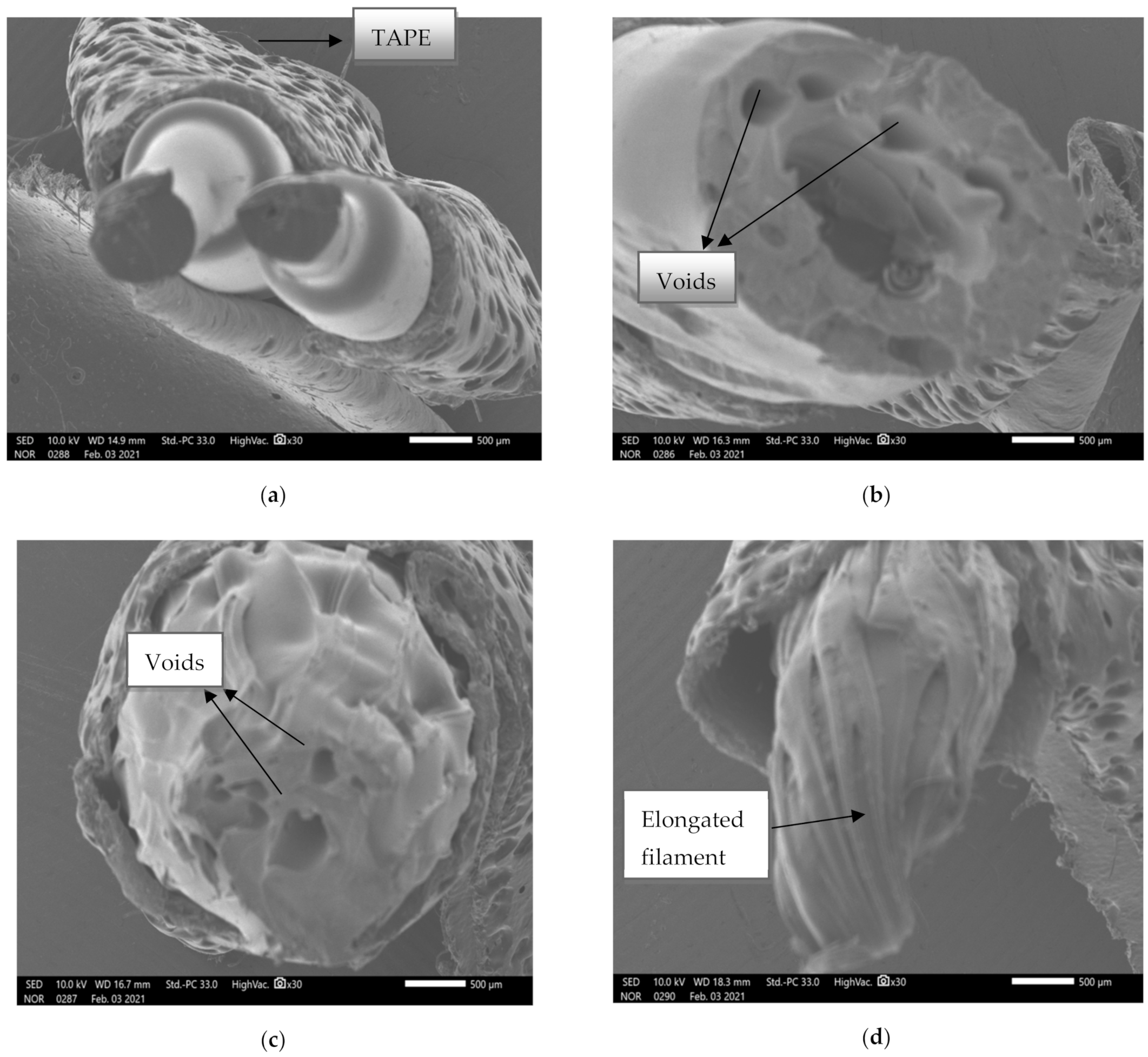
3.3.2. SEM Analysis
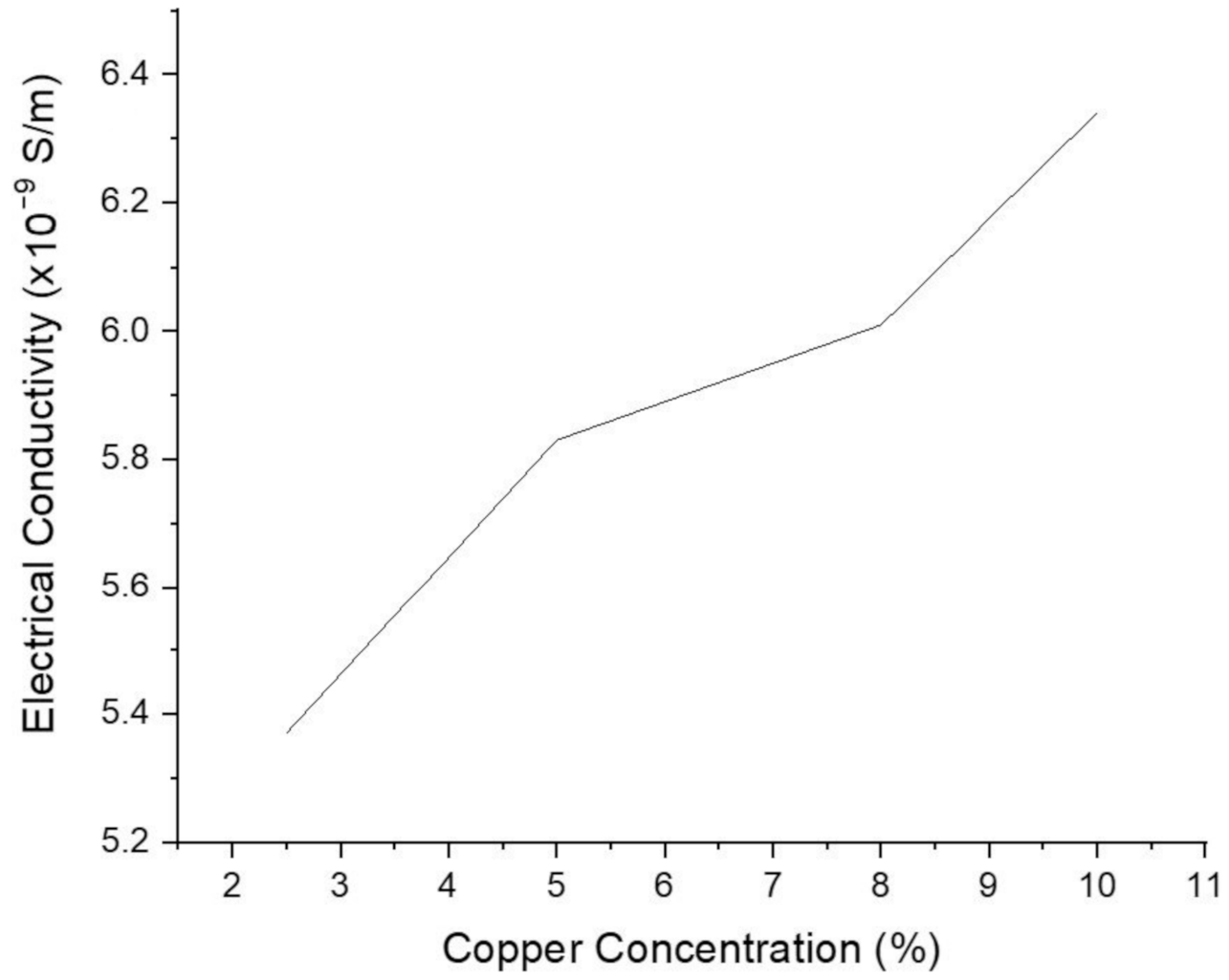
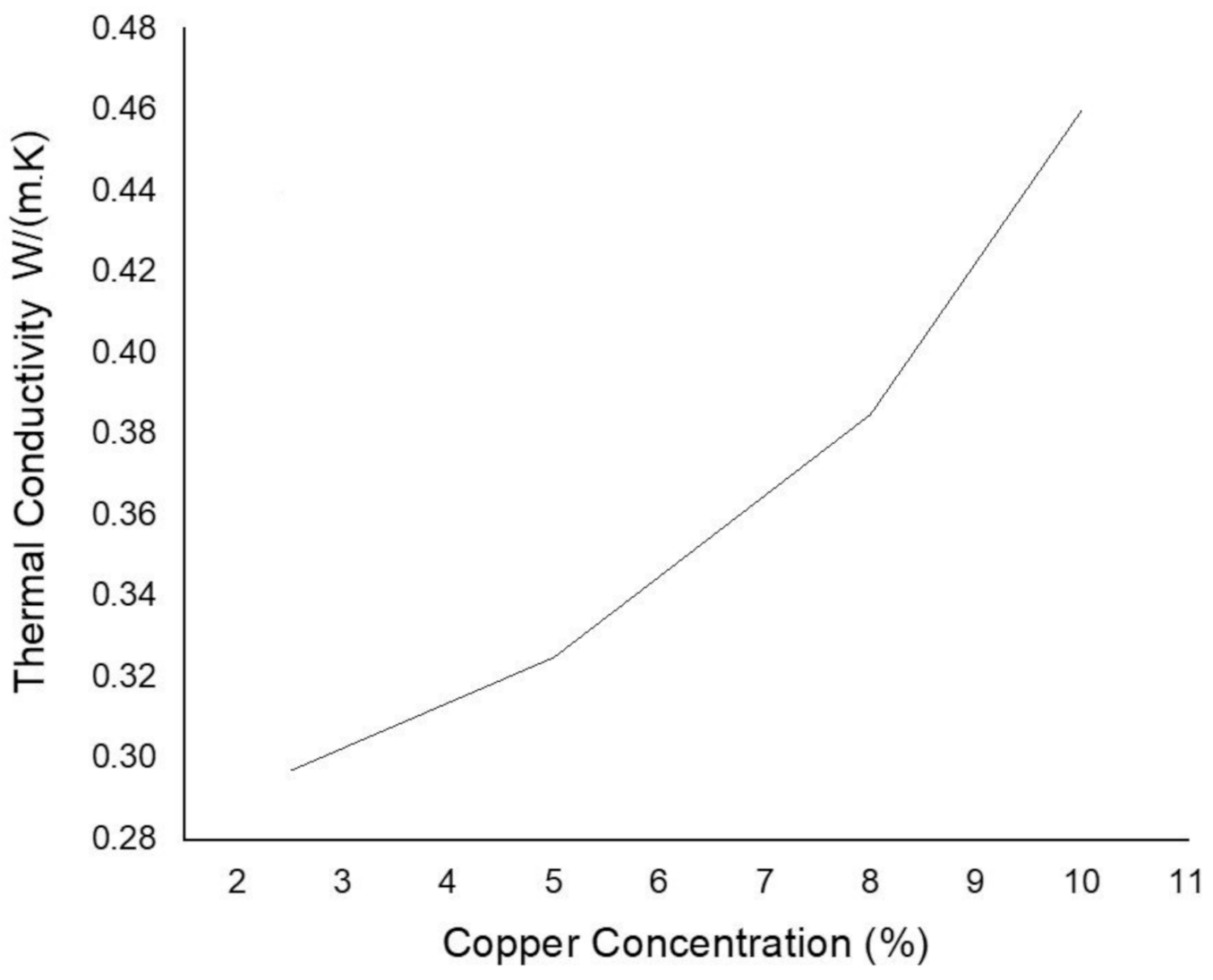
3.4. Electrical and Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, S. A review on natural fiber reinforced polymer composite and its applications. Int. J. Polym. Sci. 2015, 2015, 1–15. [Google Scholar] [CrossRef] [Green Version]
- Gdoutos, E.E. Composite Materials. Intern. Var. Thermoelast. 2020, 263, 333–352. [Google Scholar] [CrossRef]
- Aleksendrić, D.; Carlone, P. Introduction to composite materials. Soft Comput. Des. Manuf. Compos. Mater. 2015, 2015, 1–5. [Google Scholar] [CrossRef]
- Vasiliev, V.V.; Morozov, E.V. Introduction. Adv. Mech. Compos. Mater. Struct. 2018. [Google Scholar] [CrossRef]
- Komus, A.; Beley, N. Composite Applications for Ground Transportation; Elsevier BV: Amsterdam, The Netherlands, 2018; Volume 3, pp. 420–438. [Google Scholar]
- Miracle, D.B.; Donaldson, S.L.; Nutt, S.R.; Wallenberger, F.T.; Watson, J.C.; Li, H.; Wool, R.P.; Khot, S.N.; Wilson, D.; Dicarlo, J.; et al. Introduction to Composites. Composites 2001, 21, 3–17. [Google Scholar] [CrossRef]
- Boparai, K.; Singh, R.; Singh, H. Comparison of tribological behaviour for Nylon6-Al-Al2O3 and ABS parts fabricated by fused deposition modelling. Virtual Phys. Prototyp. 2015, 10, 59–66. [Google Scholar] [CrossRef]
- Tekce, H.S.; Kumlutas, D.; Tavman, I.H. Effect of particle shape on thermal conductivity of copper reinforced polymer compo-sites. J. Reinf. Plast. Compos. 2007, 26, 113–121. [Google Scholar] [CrossRef]
- León-Patiño, C.A.; Rodriguez-Ortiz, G.; Aguilar-Reyes, E.A. Fabrication and thermal properties of copper-based composites. In Proceedings of the Materials Science and Technology Conference and Exhibition, Pittsburgh, PA, USA, 25–29 October 2009; pp. 1848–1855. [Google Scholar]
- Singh, B.; Kumar, R.; Chohan, J.S. Polymer matrix composites in 3D printing: A state of art review. Mater. Today Proc. 2020, 33, 1562–1567. [Google Scholar] [CrossRef]
- Boparai, K.S.; Singh, R.; Singh, H. Development of rapid tooling using fused deposition modeling: A review. Rapid Prototyp. J. 2016, 22, 281–299. [Google Scholar] [CrossRef]
- Bolcu, D.; Stănescu, M.M. A study of the mechanical properties of composite materials with a dammar-based hybrid matrix and two types of flax fabric reinforcement. Polymers 2020, 12, 1649. [Google Scholar] [CrossRef]
- Hamzah, K.A.; Yeoh, C.K.; Noor, M.M.; Teh, P.L.; Aw, Y.Y.; Sazali, S.A.; Wan Ibrahim, W.M.A. Mechanical properties and thermal and electrical conductivity of 3D printed ABS-copper ferrite composites via 3D printing technique. J. Thermoplast. Compos. Mater. 2019. [Google Scholar] [CrossRef]
- Shahmirzadi, S.R.; Yousefi, A.A.; Naderpour, N. Morphology and Rheological Properties of Copper-Polypropylene Composite as a Candidate for Fusion Deposition Modeling (FDM) Filament. In Proceedings of the 12th International Seminar on Polymer Science and Technology, Tehran, Iran, 9–12 November 2016. [Google Scholar]
- Isa, N.M.A.; Saude, N.; Ibrahim, M.; Hamid, S.M.; Kamarudin, K. A Study on Melt Flow Index on Copper-ABS for Fused Deposition Modeling (FDM) Feedstock. In Applied Mechanics and Materials; Trans Tech Publications Ltd.: Stafa-Zurich, Switzerland, 2015; Volume 773, pp. 8–12. [Google Scholar]
- Nikzad, M.; Masood, S.H.; Sbarski, I. Thermo-mechanical properties of a highly filled polymeric composites for Fused Deposition Modeling. Mater. Des. 2011, 32, 3448–3456. [Google Scholar] [CrossRef]
- Singh, P.; Ghosh, A.K. Torsional, tensile and structural properties of acrylonitrile–butadiene–styrene clay nanocomposites. Mater. Des. 2014, 55, 137–145. [Google Scholar] [CrossRef]
- Zou, C.; Chen, Z.; Guo, E.; Kang, H.; Fan, G.; Wang, W.; Li, R.; Zhang, S.; Wang, T. A nano-micro dual-scale particulate-reinforced copper matrix composite with high strength, high electrical conductivity and superior wear resistance. RSC Adv. 2018, 8, 30777–30782. [Google Scholar] [CrossRef] [Green Version]
- Boudenne, A.; Ibos, L.; Fois, M.; Majesté, J.C.; Géhin, E. Electrical and thermal behavior of polypropylene filled with copper parti-cles. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1545–1554. [Google Scholar] [CrossRef]
- Moore, J. Acrylonitrile-butadiene-styrene (ABS)—A review. Composites 1973, 4, 118–130. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Thermal and surface characterization of ABS replicas made by FDM for rapid tool-ing applications. Rapid Prototyp. J. 2018, 24, 28–36. [Google Scholar] [CrossRef]
- Hale, W.; Pessan, L.; Keskkula, H.; Paul, D. Effect of compatibilization and ABS type on properties of PBT/ABS blends. Polymers 1999, 40, 4237–4250. [Google Scholar] [CrossRef]
- Li, M.; Zinkle, S. Physical and mechanical properties of copper and copper alloys. Compr. Nucl. Mater. 2012, 4, 667–690. [Google Scholar] [CrossRef] [Green Version]
- Singh, R.; Bedi, P.; Fraternali, F.; Ahuja, I.P. Effect of single particle size, double particle size and triple particle size Al2O3 in Ny-lon-6 matrix on mechanical properties of feed stock filament for FDM. Compos. Part B Eng. 2016, 106, 20–27. [Google Scholar] [CrossRef]
- Popov, K.; Krstic, S.; Pavlovic, M. The critical apparent density for the free flow of copper powder. J. Serb. Chem. Soc. 2003, 68, 511–513. [Google Scholar] [CrossRef]
- BIS 460-1. Specification for Test Sieves; Bureau of Indian Standards: New Delhi, India, 1985.
- Razvarz, S.; Jafari, R.; Vargas-Jarillo, C. Modelling and analysis of flow rate and pressure head in pipelines. In Proceedings of the 2019 16th International Conference on Electrical Engineering, Computing Science and Automatic Control (CCE), Mexico City, Mexico, 11–13 September 2019; pp. 1–6. [Google Scholar]
- Lange, B.; Recknagel, S.; Czerwensky, M.; Matschat, R.; Michaelis, M.; Peplinski, B.; Panne, U. Analysis of pure copper—A comparison of analytical methods. Microchim. Acta 2008, 160, 97–107. [Google Scholar] [CrossRef]
- Mertz, A.M.; Mix, A.W.; Baek, H.M.; Giacomin, A.J. Understanding melt index and ASTM D1238. J. Test. Eval. 2013, 41, 50–62. [Google Scholar] [CrossRef]
- Shenoy, A.V.; Saini, D.R. Melt flow index: More than just a quality control rheological parameter. Part I. Adv. Polym. Technol. 1986, 6, 1–58. [Google Scholar] [CrossRef]
- Huerta, E.; Corona, J.E.; Oliva, A.I.; Avilés, F.; González-Hernández, J. Universal testing machine for mechanical properties of thin materials. Rev. Mex. Fis. 2010, 56, 317–322. [Google Scholar]
- Berthomieu, C.; Hienerwadel, R. Fourier transform infrared (FTIR) spectroscopy. Photosynth. Res. 2009, 101, 157–170. [Google Scholar] [CrossRef]
- Goldstein, J.I.; Newbury, D.E.; Michael, J.R.; Ritchie, N.W.; Scott, J.H.J.; Joy, D.C. Scanning Electron Microscopy and X-ray Microanalysis; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Sombatsompop, N.; Wood, A.K. Measurement of thermal conductivity of polymers using an improved Lee’s Disc apparatus. Polym. Test. 1997, 16, 203–223. [Google Scholar] [CrossRef]
- Leidheiser, H.; Deck, P.D.; Morad, M.; Davies, N.; Kaplan, J.; Lux, H. Chemistry of the metal-polymer interfacial region. Science 1988, 241, 1176–1181. [Google Scholar] [CrossRef]
- Vu, M.C.; Jeong, T.; Kim, J.; Choi, W.K.; Kim, D.H.; Kim, S. 3D printing of copper particles and poly(methyl methacrylate) beads containing poly(lactic acid) composites for enhancing thermomechanical properties. J. Appl. Polym. Sci. 2021, 138, 49776. [Google Scholar] [CrossRef]
- Islam, F.; Joannès, S.; Bucknell, S.; Leray, Y.; Bunsell, A.; Laiarinandrasana, L. Investigation of tensile strength and dimensional variation of T700 carbon fibres using an improved experimental setup. J. Reinf. Plast. Compos. 2019, 39, 144–162. [Google Scholar] [CrossRef]
- Rane, R.; Kulkarni, A.; Prajapati, H.; Taylor, R.; Jain, A.; Chen, V. Post-Process effects of isothermal annealing and initially applied static uniaxial loading on the ultimate tensile strength of fused filament fabrication parts. Materials 2020, 13, 352. [Google Scholar] [CrossRef] [Green Version]
- Fayazbakhsh, K.; Movahedi, M.; Kalman, J. The impact of defects on tensile properties of 3D printed parts manu-factured by fused filament fabrication. Mater. Today Commun. 2019, 18, 140–148. [Google Scholar] [CrossRef]
- Zhang, H.; Yao, Y.; Zhu, D.; Mobasher, B.; Huang, L. Tensile mechanical properties of basalt fiber reinforced poly-mer composite under varying strain rates and temperatures. Polym. Test. 2016, 51, 29–39. [Google Scholar] [CrossRef]
- Masood, S.; Song, W. Development of new metal/polymer materials for rapid tooling using Fused deposition modelling. Mater. Des. 2004, 25, 587–594. [Google Scholar] [CrossRef]
- Zhao, X.; Chen, F.; Li, Y.; Lu, H.; Zhang, N.; Ma, M. Bioinspired ultra-stretchable and anti-freezing conductive hydrogel fibers with ordered and reversible polymer chain alignment. Nat. Commun. 2018, 9, 1–8. [Google Scholar] [CrossRef]
- Rendon, J.L.; Serna, C.J. IR spectra of powder hematite: Effects of particle size and shape. Clay Miner. 1981, 16, 375–382. [Google Scholar] [CrossRef]
- Charles, J.; Ramkumaar, G.R.; Azhagiri, S.; Gunasekaran, S. FTIR and Thermal Studies on Nylon-66 and 30% Glass Fibre Reinforced Nylon-66. E-J. Chem. 2009, 6, 23–33. [Google Scholar] [CrossRef] [Green Version]
- Betancourt-Galindo, R.; Reyes-Rodriguez, P.Y.; Puente-Urbina, B.A.; Avila-Orta, C.A.; Rodríguez-Fernández, O.S.; Cadenas-Pliego, G.; Lira-Saldivar, R.H.; García-Cerda, L.A. Synthesis of Copper Nanoparticles by Thermal Decomposition and Their Antimicrobial Properties. J. Nanomater. 2014, 2014, 1–5. [Google Scholar] [CrossRef] [Green Version]
- Wang, H.; Zhang, Z.H.; Hu, Z.Y.; Song, Q.; Yin, S.P.; Kang, Z.; Li, S.L. Improvement of interfacial interaction and mechanical proper-ties in copper matrix composites reinforced with copper coated carbon nanotubes. Mater. Sci. Eng. A 2018, 715, 163–173. [Google Scholar] [CrossRef]
- Wei, Q.; Xu, Q.; Cai, Y.; Wang, Y. Evaluation of the interfacial bonding between fibrous substrate and sputter coated copper. Surf. Coat. Technol. 2008, 202, 4673–4680. [Google Scholar] [CrossRef]
- Sierra-Ávila, R.; Pérez-Alvarez, M.; Valdez-Garza, J.; Avila-Orta, C.A.; Jiménez-Regalado, E.J.; Mata-Padilla, J.M.; Soto-Castruita, E.; Cadenas-Pliego, G. Synthesis and thermomechanical characterization of Nylon 6/Cu nanocomposites produced by an ultrasound-assisted extrusion method. Adv. Mater. Sci. Eng. 2018, 2018, 1–10. [Google Scholar] [CrossRef] [Green Version]
- Unal, H.; Mimaroglu, A.; Alkan, M. Mechanical properties and morphology of nylon-6 hybrid composites. Polym. Int. 2003, 53, 56–60. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristics | Test Method | Specification | Test Results |
|---|---|---|---|
| Apparent Density (g/cc) | IS4848 [25] | 1.0–1.4 | 1.32 |
| Sieve Analysis (%) | IS460 [26] | 100% | 100% |
| Particle Shape | Light Optical Microscopy | Dendritic | Dendritic |
| Color | Visual Inspection | Reddish Brown | Reddish Brown |
| Flow Rate (Sec/50 g) | IS 4840 [27] | 50–60 | 60 |
| Chemical Analysis (%) | IS 440 [28] | 99.8 Min | 99.9 |
| Serial Number | Particle Size and Compositions | Notation |
|---|---|---|
| 1. | 100 mesh Copper Particles | A |
| 2. | 200 mesh Copper Particles | B |
| 3. | 400 mesh Copper Particles | C |
| 4. | 1% Copper and 99% Nylon 6 | 1 |
| 5. | 2.5% Copper and 97.5% Nylon 6 | 2 |
| 6. | 5% Copper and 95% Nylon 6 | 3 |
| 7. | 1% Copper and 99% ABS | 4 |
| 8. | 2.5% Copper and 97.5% ABS | 5 |
| 9. | 5% Copper and 95% ABS | 6 |
| 10. | 8% Copper and 92% ABS | 7 |
| 11. | 10% Copper and 90% ABS | 8 |
| 12. | 3% Copper and 97% ABS | 9 |
| 13. | 6% Copper and 94% ABS | 10 |
| 14. | 3% Copper and 97% Nylon 6 | 11 |
| 15. | 6% Copper and 94% Nylon 6 | 12 |
| 16. | 8% Copper and 92% Nylon 6 | 13 |
| 17. | 8% Copper and 92% ABS | 14 |
| Material Composition | 1st Reading | 2nd Reading | 3rd Reading | Mean | Standard Deviation |
|---|---|---|---|---|---|
| A Copper particles with nylon 6 (gm/10 min) | |||||
| A1 | 7.41 | 6.175 | 6.536 | 6.707 | 0.635 |
| A2 | 5.905 | 5.445 | 6.725 | 6.025 | 0.648 |
| A3 | 4.54 | 4.57 | 4.055 | 4.388 | 0.289 |
| B Copper particles with nylon 6 (gm/10 min) | |||||
| B1 | 4.11 | 4.732 | 4.526 | 4.456 | 0.316 |
| B2 | 3.805 | 4.695 | 4.126 | 4.208 | 0.450 |
| B3 | 2.515 | 1.675 | 1.985 | 2.058 | 0.424 |
| C Copper particles with nylon 6 (gm/10 min) | |||||
| C1 | 9.28 | 7.315 | 8.225 | 8.273 | 0.983 |
| C2 | 5.795 | 5.738 | 5.765 | 5.766 | 0.028 |
| C3 | 3.68 | 3.76 | 3.65 | 3.696 | 0.056 |
| Material Composition | 1st Reading | 2nd Reading | 3rd Reading | Mean | Standard Dev. |
|---|---|---|---|---|---|
| A Copper particles with ABS (gm/10 min) | |||||
| A4 | 2.17 | 2.24 | 2.32 | 2.243 | 0.075 |
| A5 | 1.565 | 1.785 | 1.68 | 1.676 | 0.110 |
| A6 | 1.47 | 1.61 | 1.715 | 1.598 | 0.122 |
| B Copper particles with ABS (gm/10 min) | |||||
| B4 | 1.715 | 1.79 | 2.138 | 1.881 | 0.225 |
| B5 | 2.48 | 2.17 | 2.03 | 2.226 | 0.23 |
| B6 | 2.64 | 2.35 | 2.38 | 2.456 | 0.159 |
| B7 | 2.385 | 2.46 | 2.32 | 2.388 | 0.070 |
| B8 | 2.29 | 2.365 | 2.22 | 2.291 | 0.072 |
| C Copper particles with ABS (gm/10 min) | |||||
| C4 | 1.475 | 1.635 | 1.65 | 1.586 | 0.096 |
| C5 | 1.575 | 1.755 | 1.68 | 1.67 | 0.090 |
| C6 | 2.115 | 1.715 | 1.905 | 1.911 | 0.200 |
| Material Composition | 1st Reading | 2nd Reading | 3rd Reading | Mean | Standard Dev. |
|---|---|---|---|---|---|
| A + B Copper particles with ABS (gm/10 min) | |||||
| (A + B)4 | 2.45 | 2.405 | 2.41 | 2.421 | 0.024 |
| (A + B)9 | 2.32 | 2.325 | 2.38 | 2.341 | 0.033 |
| (A + B)10 | 2.245 | 2.325 | 2.26 | 2.276 | 0.042 |
| B + C Copper particles with ABS (gm/10 min) | |||||
| (B + C)4 | 2.075 | 1.885 | 2.03 | 1.996 | 0.099 |
| (B + C)9 | 1.68 | 1.775 | 1.648 | 1.701 | 0.066 |
| (B + C)10 | 2.27 | 2.245 | 2.25 | 2.255 | 0.013 |
| A + C Copper particles with ABS (gm/10 min) | |||||
| (A + C)4 | 1.935 | 1.735 | 2.305 | 1.991 | 0.289 |
| (A + C)9 | 2.09 | 2.085 | 1.825 | 2 | 0.151 |
| (A + C)10 | 2.265 | 2.375 | 2.29 | 2.31 | 0.057 |
| Material Composition | 1st Reading | 2nd Reading | 3rd Reading | Mean | Standard Dev. |
|---|---|---|---|---|---|
| Mixture of A, B and C copper particles with nylon 6 (gm/10 min) | |||||
| (A + B + C)11 | 19.975 | 18.515 | 16.285 | 18.258 | 1.858 |
| (A + B + C)12 | 30.25 | 26.65 | 27.91 | 28.27 | 1.826 |
| (A + B + C)13 | 31.76 | 29.90 | 30.55 | 30.73 | 0.943 |
| Mixture of A, B and C copper particles with ABS (gm/10 min) | |||||
| (A + B + C)9 | 1.785 | 1.865 | 2.005 | 1.885 | 0.111 |
| (A + B + C)10 | 2.245 | 2.31 | 2.285 | 2.28 | 0.032 |
| (A + B + C)14 | 2.64 | 2.35 | 2.38 | 2.456 | 0.159 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strengthat Peak (MPa) | Strengthat Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| A4 | 135.93 | 2.72 | 122.34 | 3.2 | 43.3 | 51.1 | 4.3 | 5.3 | 795.753 | 1.6352 |
| A9 | 149.83 | 3.10 | 134.85 | 3.6 | 47.7 | 42.9 | 5.0 | 6.3 | 769.354 | 1.5444 |
| A10 | 112.43 | 2.53 | 101.19 | 2.8 | 49.7 | 44.7 | 4.3 | 4.7 | 982.212 | 1.2566 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strength at Peak (MPa) | Strength at Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| B4 | 145.10 | 2.34 | 130.59 | 3.3 | 46.2 | 41.6 | 4.0 | 5.3 | 987.179 | 1.372 |
| B9 | 134.97 | 2.66 | 121.47 | 3.2 | 43.0 | 38.7 | 4.7 | 5.0 | 808.270 | 1.238 |
| B10 | 126.47 | 2.47 | 113.82 | 2.7 | 40.3 | 36.2 | 4.0 | 4.3 | 815.789 | 0.977 |
| B7 | 155.90 | 2.95 | 140.31 | 3.23 | 49.65 | 44.685 | 5 | 5 | 841.525 | 1.443 |
| B8 | 110.30 | 3.04 | 99.27 | 3.135 | 35.13 | 31.615 | 5 | 5.5 | 577.796 | 0.991 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strength at Peak (MPa) | Strengthat Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| C4 | 131.70 | 2.72 | 118.53 | 3.9 | 41.9 | 37.7 | 4.3 | 6.7 | 770.220 | 1.4703 |
| C9 | 134.67 | 2.34 | 121.20 | 3.3 | 42.9 | 38.6 | 4.0 | 5.3 | 916.666 | 1.2738 |
| C10 | 131.03 | 2.91 | 117.93 | 3.8 | 41.7 | 37.6 | 4.7 | 6.7 | 716.494 | 1.4288 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strength at Peak (9 MPa) | Strengthat Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| (A + B)4 | 138.25 | 3.14 | 124.43 | 3.6 | 44.0 | 39.6 | 5.0 | 6.0 | 700.636 | 1.4256 |
| (A + B)9 | 138.95 | 2.95 | 125.06 | 3.1 | 44.3 | 39.8 | 5.1 | 5.0 | 750.847 | 1.2338 |
| (A + B)10 | 118.40 | 2.57 | 106.56 | 2.8 | 37.7 | 33.9 | 4.5 | 4.5 | 733.463 | 0.9492 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strength at Peak (9 MPa) | Strength at Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| (B + C)4 | 128.68 | 2.76 | 115.81 | 2.9 | 41.0 | 36.9 | 4.8 | 4.8 | 742.753 | 1.0701 |
| (B + C)9 | 155.35 | 3.42 | 139.82 | 3.6 | 49.5 | 44.5 | 6.0 | 6.0 | 723.684 | 1.602 |
| (B + C)10 | 122.05 | 3.42 | 109.85 | 3.9 | 38.9 | 35.0 | 6.0 | 6.5 | 568.713 | 1.365 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strengthat Peak (MPa) | Strengthat Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| (A + C)4 | 141.40 | 3.04 | 127.26 | 3.8 | 45.0 | 40.5 | 5.0 | 6.5 | 740.131 | 1.539 |
| (A + C)9 | 117.63 | 2.85 | 105.87 | 3.4 | 37.5 | 33.7 | 4.3 | 5.7 | 657.894 | 1.145 |
| (A + C)10 | 88.90 | 2.95 | 80.01 | 3.1 | 28.3 | 25.5 | 5.0 | 5.5 | 479.661 | 0.790 |
| Material Composition | Peak Load (N) | Peak Elongation (mm) | Break Load (N) | Break Elongation (mm) | Strength at Peak (MPa) | Strength at Break (MPa) | Elongation at Peak (%) | Elongation at Break (%) | Young’s Modulus (MPa) | Poisson’s Ratio |
|---|---|---|---|---|---|---|---|---|---|---|
| (A + B + C)4 | 148.83 | 2.66 | 133.95 | 3.4 | 47.4 | 42.7 | 4.3 | 5.7 | 890.977 | 1.451 |
| (A + B + C)9 | 127.27 | 3.10 | 114.54 | 3.6 | 40.5 | 36.5 | 5 | 6 | 653.225 | 1.314 |
| (A + B + C)10 | 136.10 | 2.41 | 122.49 | 3.0 | 43.3 | 39.0 | 4 | 4.7 | 898.340 | 1.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Singh, B.; Kumar, R.; Chohan, J.S.; Singh, S.; Pruncu, C.I.; Scutaru, M.L.; Muntean, R. Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites. Materials 2021, 14, 3504. https://doi.org/10.3390/ma14133504
Singh B, Kumar R, Chohan JS, Singh S, Pruncu CI, Scutaru ML, Muntean R. Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites. Materials. 2021; 14(13):3504. https://doi.org/10.3390/ma14133504
Chicago/Turabian StyleSingh, Balwant, Raman Kumar, Jasgurpreet Singh Chohan, Sunpreet Singh, Catalin Iulian Pruncu, Maria Luminita Scutaru, and Radu Muntean. 2021. "Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites" Materials 14, no. 13: 3504. https://doi.org/10.3390/ma14133504
APA StyleSingh, B., Kumar, R., Chohan, J. S., Singh, S., Pruncu, C. I., Scutaru, M. L., & Muntean, R. (2021). Investigations on Melt Flow Rate and Tensile Behaviour of Single, Double and Triple-Sized Copper Reinforced Thermoplastic Composites. Materials, 14(13), 3504. https://doi.org/10.3390/ma14133504