
Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications

 ,
,  ,
, 
 and
and
Abstract
1. Introduction
2. Materials and Methods
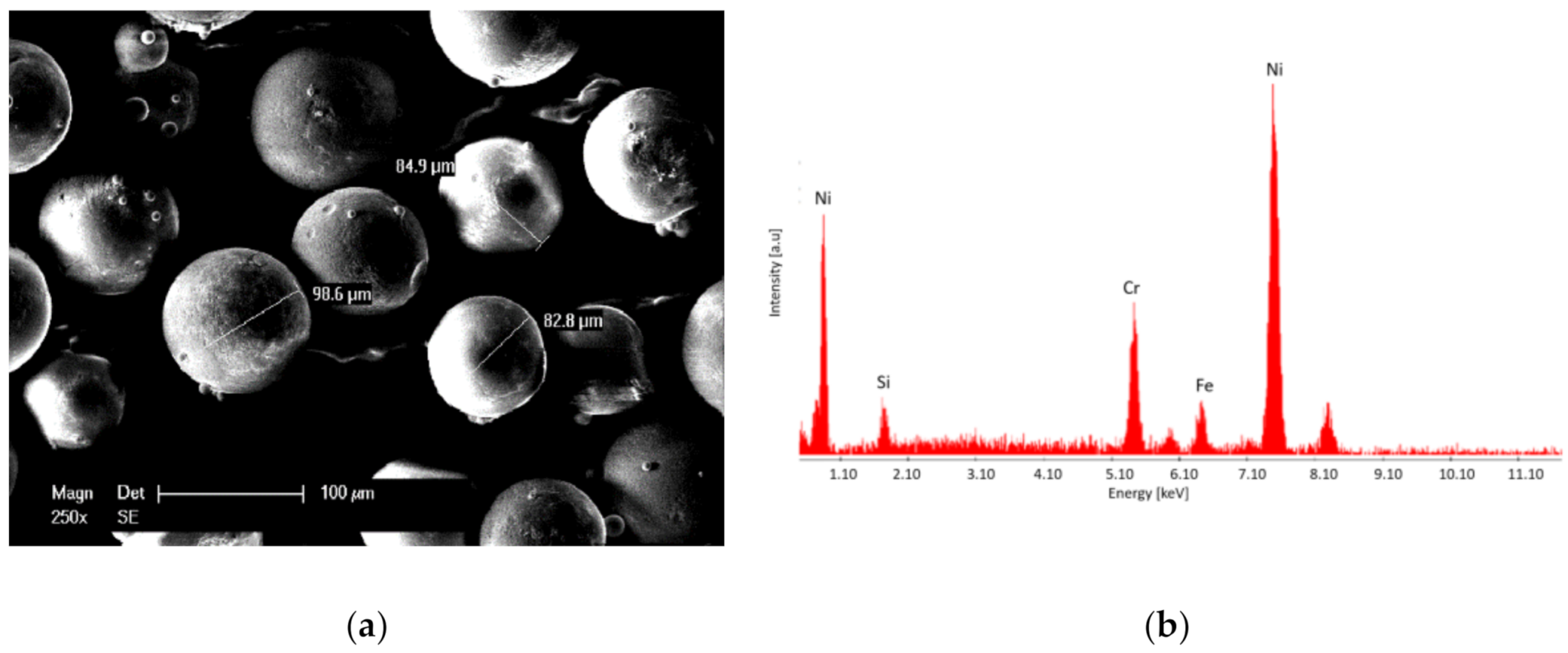
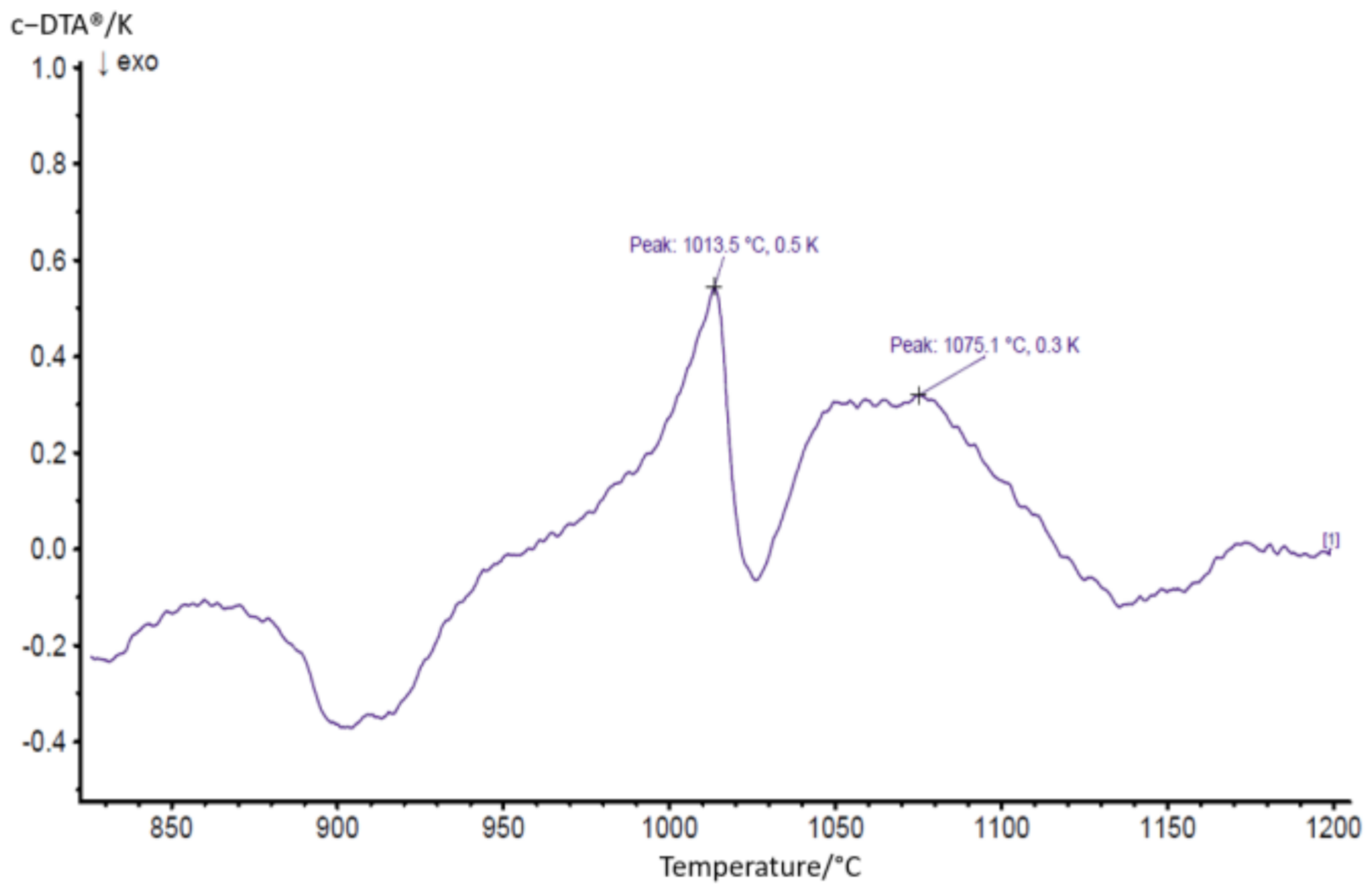
2.1. Feedstock Powder and Methods for Characterization
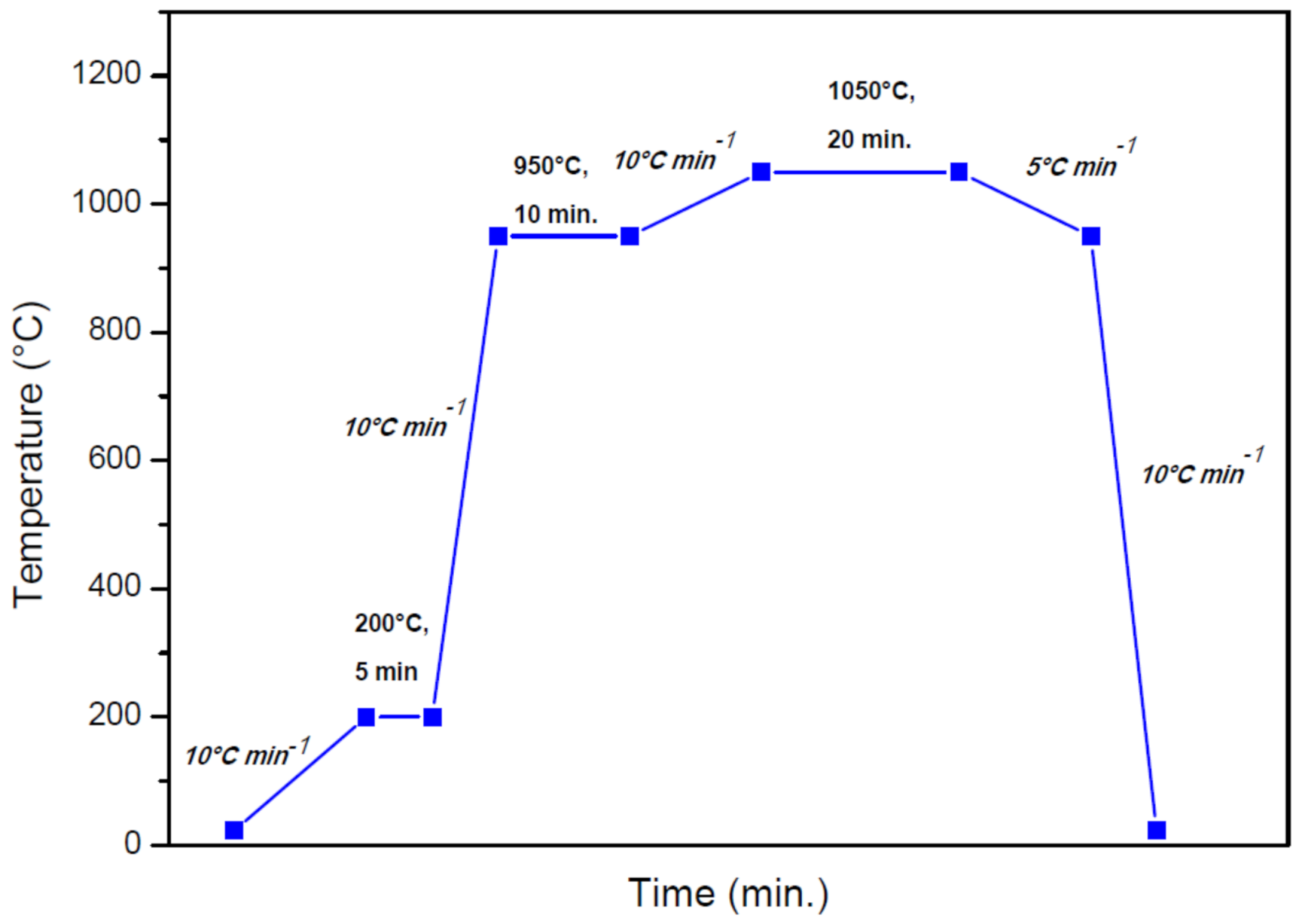
2.2. Coating Deposition and Remelting
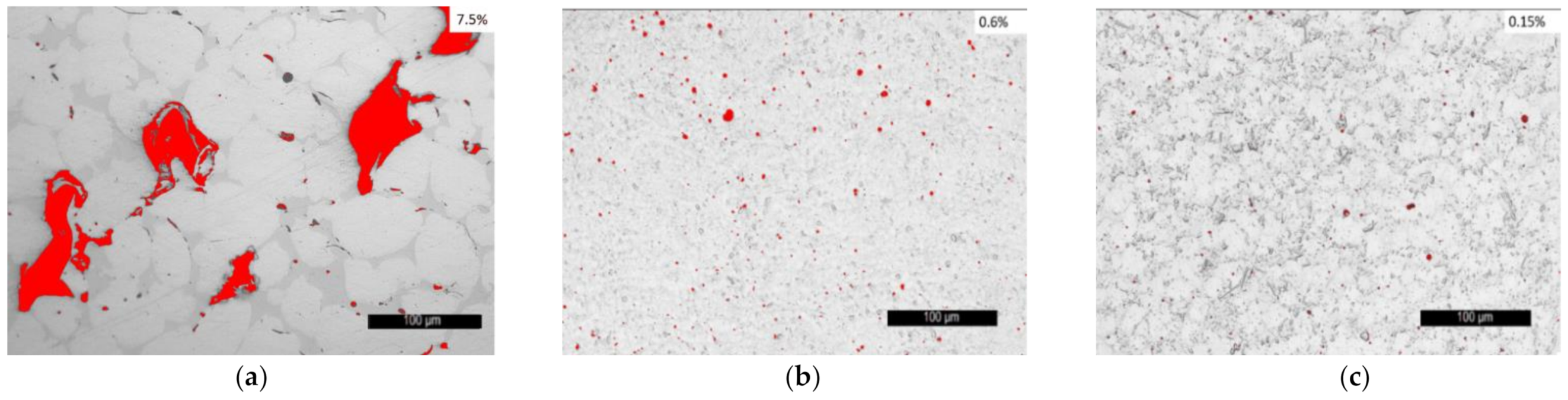
2.3. Sample Roughness Measurement and Porosity Estimation
2.4. Microstructure, Hardness, Adhesion, Wear, and Corrosion Testing
3. Results
3.1. Sample Roughness and Porosity Calculation
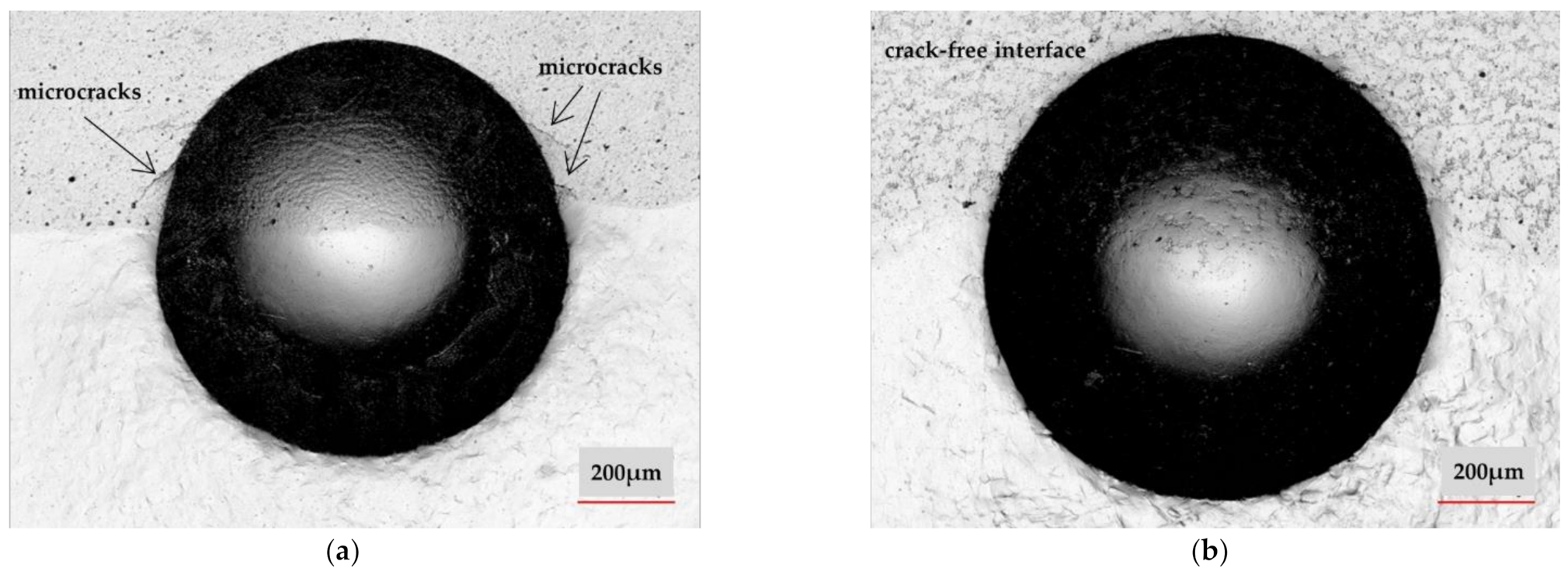
3.2. Hardness and Adhesion
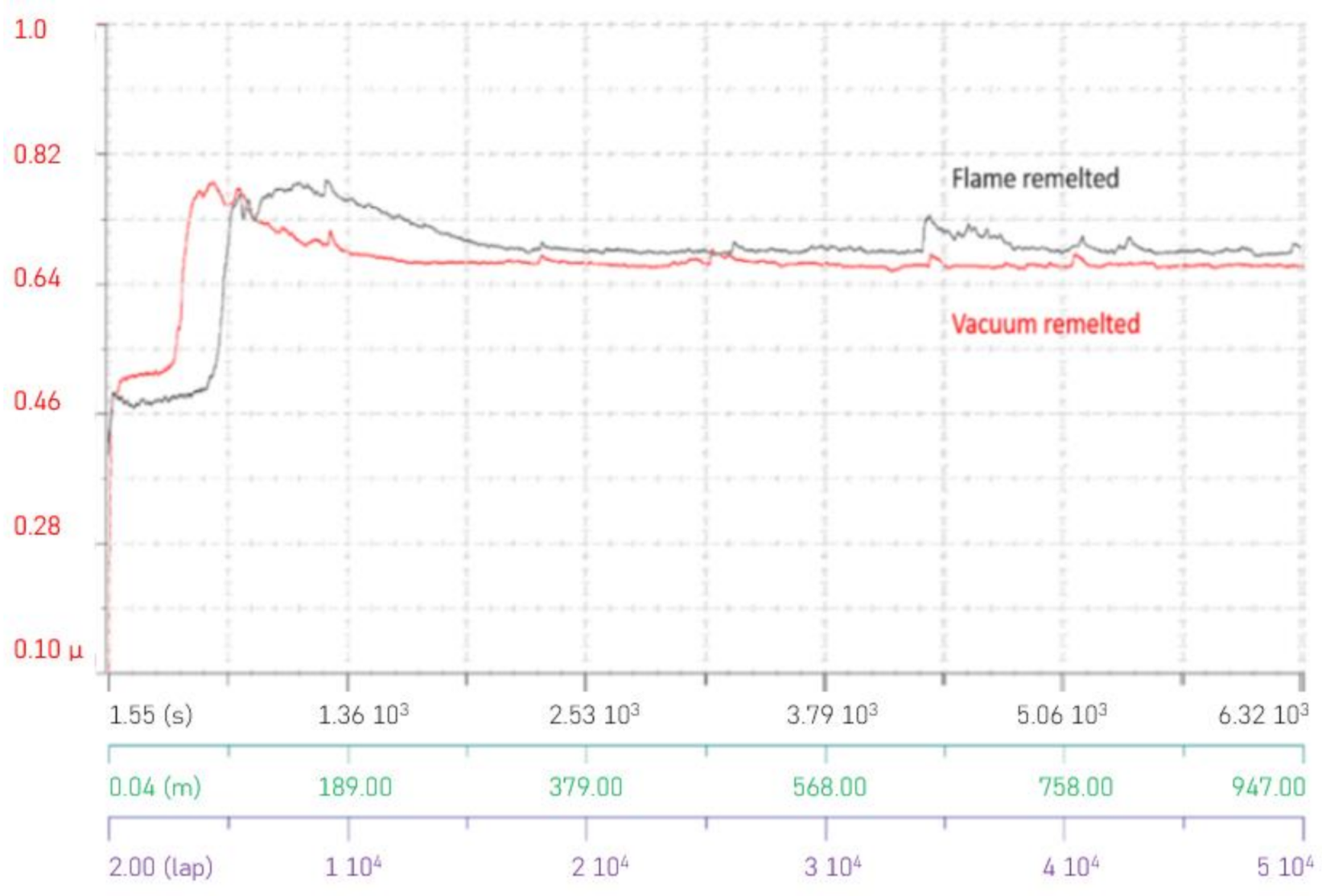
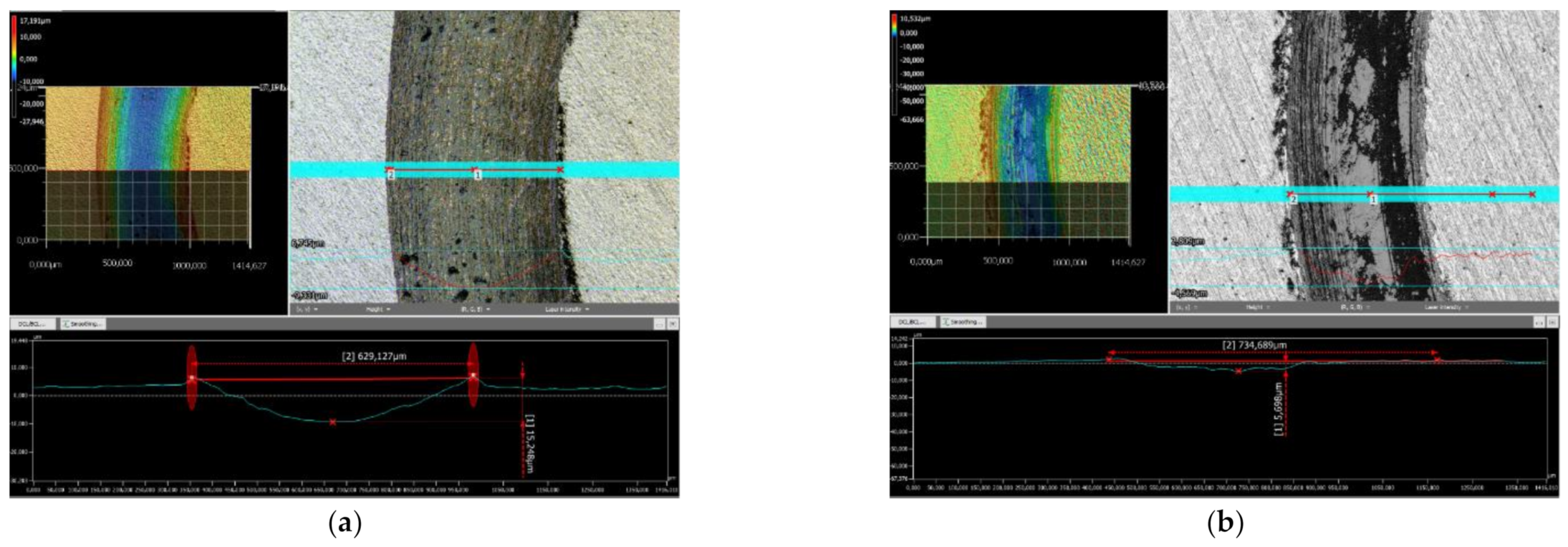
3.3. Tribology
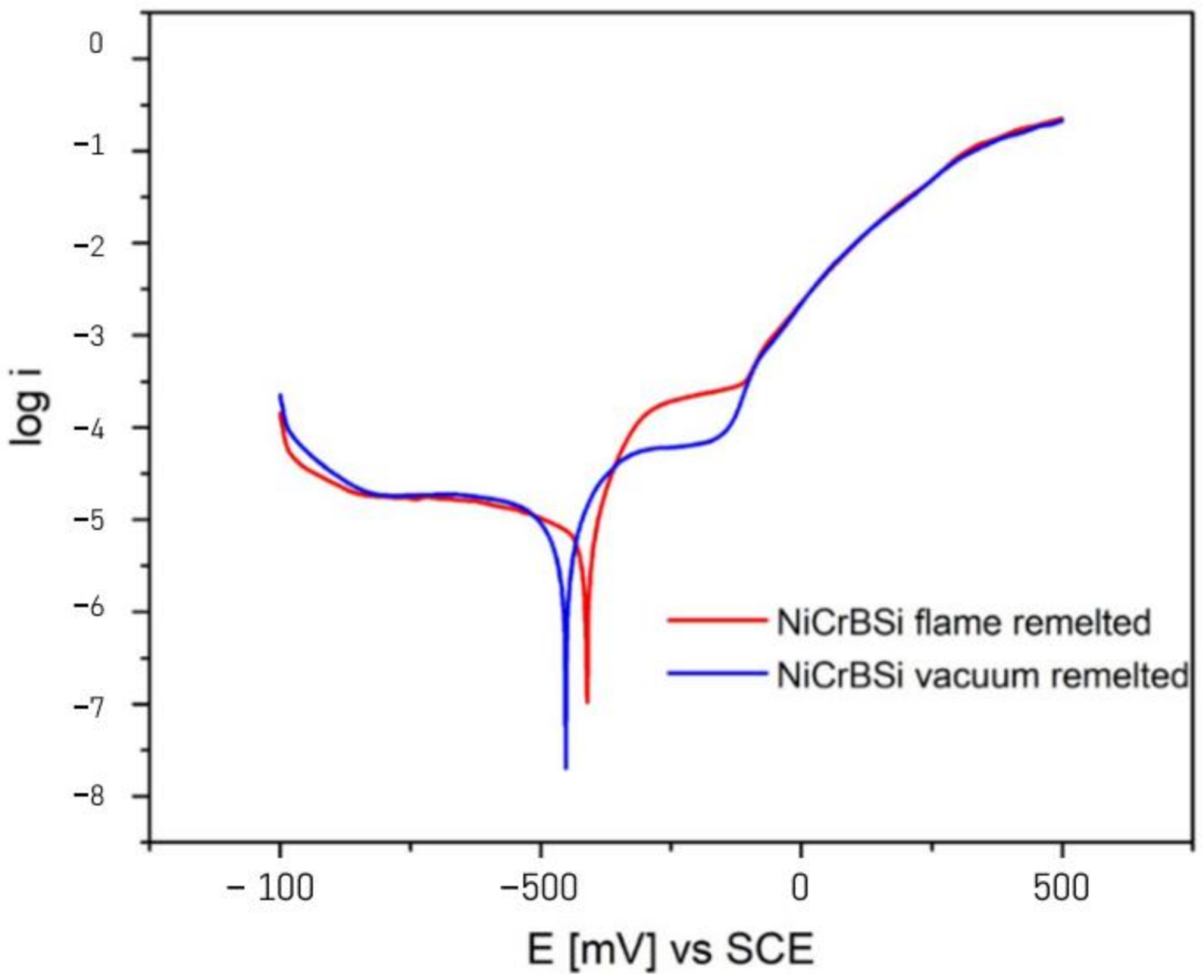
3.4. Corrosion Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lin, M.C.; Chang, L.S.; Lin, H.C.; Yang, C.H.; Lin, K.M. A Study of High-Speed Slurry Erosion of NiCrBSi Thermal-Sprayed Coating. Surf. Coat. Technol. 2006, 201, 3193–3198. [Google Scholar] [CrossRef]
- Houdovka, S.; Vostřák, M.; Hruska, M. Comparison of NiCrBSi Coatings, HVOF Sprayed, Re-Melted by Flame and by High-Power Laser. In Proceedings of the 22nd International Conference on Metallurgy and Materials, Brno, Czech Republic, 15–17 May 2013. [Google Scholar]
- Hernández Battez, A.; Viesca, J.L.; González, R.; Blanco, D.; Asedegbega, E.; Osorio, A. Friction Reduction Properties of a CuO Nanolubricant Used as Lubricant for a NiCrBSi Coating. Wear 2010, 268, 325–328. [Google Scholar] [CrossRef]
- Paleu, C.C.; Munteanu, C.; Istrate, B.; Bhaumik, S.; Vizureanu, P.; Bălţatu, M.S.; Paleu, V. Microstructural Analysis and Tribological Behavior of AMDRY 1371 (Mo–NiCrFeBSiC) Atmospheric Plasma Spray Deposited Thin Coatings. Coatings 2020, 10, 1186. [Google Scholar] [CrossRef]
- Serres, N.; Hlawka, F.; Costil, S.; Langlade, C.; Machi, F. Microstructures and Environmental Assessment of Metallic NiCrBSi Coatings Manufactured via Hybrid Plasma Spray Process. Surf. Coat. Technol. 2010, 205, 1039–1046. [Google Scholar] [CrossRef]
- Navas, C.; Colaço, R.; de Damborenea, J.; Vilar, R. Abrasive Wear Behavior of Laser Clad and Flame Sprayed-Melted NiCrBSi Coatings. Surf. Coat. Technol. 2006, 200, 6854–6862. [Google Scholar] [CrossRef]
- Houdková, Š.; Smazalová, E.; Vostřák, M.; Schubert, J. Properties of NiCrBSi Coating, as Sprayed and Remelted by Different Technologies. Surf. Coat. Technol. 2014, 253, 14–26. [Google Scholar] [CrossRef]
- Valean, P.-C.; Kazamer, N.; Pascal, D.-T.; Muntean, R.; Baranyi, I.; Marginean, G.; Serban, V.-A. Characteristics of Thermally Sprayed NiCrBSi Coatings before and after Electromagnetic Induction Remelting Process. Acta Polytech. Hung. 2019, 16, 7–18. [Google Scholar]
- Sha, J.; Chen, L.-Y.; Liu, Y.-T.; Yao, Z.-J.; Lu, S.; Wang, Z.-X.; Zang, Q.-H.; Mao, S.-H.; Zhang, L.-C. Phase Transformation-Induced Improvement in Hardness and High-Temperature Wear Resistance of Plasma-Sprayed and Remelted NiCrBSi/WC Coatings. Metals 2020, 10, 1688. [Google Scholar] [CrossRef]
- Vaithilingam, J.; Goodridge, R.D.; Hague, R.J.M.; Christie, S.D.R.; Edmondson, S. The Effect of Laser Remelting on the Surface Chemistry of Ti6al4V Components Fabricated by Selective Laser Melting. J. Mater. Process. Technol. 2016, 232, 1–8. [Google Scholar] [CrossRef]
- Konakov, S.P.; Lyapunov, A.I. Evaluation of the Advantages of Vacuum Heat Treatment. Met. Sci. Heat Treat. 2000, 42, 84–86. [Google Scholar] [CrossRef]
- Kim, H.-J.; Hwang, S.-Y.; Lee, C.-H.; Juvanon, P. Assessment of Wear Performance of Flame Sprayed and Fused Ni-Based Coatings. Surf. Coat. Technol. 2003, 172, 262–269. [Google Scholar] [CrossRef]
- Kazamer, N.; Vălean, P.; Pascal, D.-T.; Muntean, R.; Mărginean, G.; Șerban, V.-A. Development, Optimization, and Characterization of NiCrBSi-TiB2 Flame-Sprayed Vacuum Fused Coatings. Surf. Coat. Technol. 2021, 406, 126747. [Google Scholar] [CrossRef]
- Kazamer, N.; Pascal, D.T.; Marginean, G.; Şerban, V.A.; Codrean, C.; Uţu, I.D. A Comparison between Hardness, Corrosion and Wear Performance of APS Sprayed WC-CoMo and WC-Co Coatings. Solid State Phenom. 2016, 254, 71–76. [Google Scholar] [CrossRef]
- Bergant, Z.; Grum, J. Porosity Evaluation of Flame-Sprayed and Heat-Treated Nickel-Based Coatings Using Image Analysis. Image Anal. Stereol. 2011, 30, 53–62. [Google Scholar] [CrossRef]
- Whitehouse, D. Surfaces and Their Measurement; Kogan Page Science: New York, NY, USA, 2004; ISBN 1 9039 9660 0. [Google Scholar]
- Archard, J.F. Contact and Rubbing of Flat Surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Trdan, U.; Grum, J. SEM/EDS Characterization of Laser Shock Peening Effect on Localized Corrosion of Al Alloy in a near Natural Chloride Environment. Corros. Sci. 2014, 82, 328–338. [Google Scholar] [CrossRef]
- Davis, J.R. Handbook of Thermal Spray Technology, 1st ed.; ASM International: Novelty, OH, USA, 2004; ISBN 0-87170-795-0. [Google Scholar]
- Suffner, J.; Sieger, H.; Hahn, H.; Dosta, S.; Cano, I.G.; Guilemany, J.M.; Klimczyk, P.; Jaworska, L. Microstructure and Mechanical Properties of Near-Eutectic ZrO2–60 wt.% Al2O3 Produced by Quenched Plasma Spraying. Mater. Sci. Eng. A 2009, 506, 180–186. [Google Scholar] [CrossRef]
- González, R.; García, M.A.; Peñuelas, I.; Cadenas, M.; del Rocío Fernández, M.; Battez, A.H.; Felgueroso, D. Microstructural Study of NiCrBSi Coatings Obtained by Different Processes. Wear 2007, 263, 619–624. [Google Scholar] [CrossRef]
- Mrdak, M.R. Microstructure and Mechanical Properties of Nickel-Chrome-Bor-Silicon Layers Produced by the Atmospheric Plasma Spray Process. Vojnoteh. Glas. 2012, 60, 183–200. [Google Scholar] [CrossRef]
- Singh, S.; Kaur, M. Mechanical and Microstructural Properties of NiCrFeSiBC/Cr3C2 Composite Coatings–Part I. Null 2016, 32, 464–474. [Google Scholar] [CrossRef]
- Bergant, Z.; Trdan, U.; Grum, J. Effect of High-Temperature Furnace Treatment on the Microstructure and Corrosion Behavior of NiCrBSi Flame-Sprayed Coatings. Corros. Sci. 2014, 88, 372–386. [Google Scholar] [CrossRef]
- Wang, X.; Zhu, L.; Zhou, Z.; Liu, G.; Liu, E.; Zeng, Z.; Wu, X. Tribological Properties of WC-Reinforced Ni-Based Coatings Under Different Lubricating Conditions. J. Therm. Spray Technol. 2015, 24, 1323–1332. [Google Scholar] [CrossRef]
- Makuch, N. The Importance of Phase Composition for Corrosion Resistance of Borided Layers Produced on Nickel Alloys. Materials 2020, 13, 5131. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ni (%) | Cr (%) | B (%) | Si (%) | Fe (%) | C (%) |
|---|---|---|---|---|---|
| balance | 6 | 1 | 4 | 1.5 | 0.3 |
| Parameters | Materials/Conditions/Values |
|---|---|
| Surface roughening | - |
| Surface roughening method | Grit blasting |
| Roughening material | Chilled iron grit |
| Surface roughness after roughening | min. 75 µm |
| Flame spraying gun producer | Metatherm |
| Flame generation | - |
| Fuel gas | Acetylene (C2H2) |
| Secondary gas | Oxygen (O2) |
| Flame stoichiometry C2H2:O2 | 1:2 |
| Substrate temperature | ≈105 °C |
| Spraying temperature | ≈2850 °C |
| Fusion temperature | ≈1100 °C |
| Particle velocity | 100 m s−1 |
| Coating deposition | - |
| Powder feed rate | 2.5 kg h−1 |
| Stand-off distance | 120 mm. |
| Propelling gas | Purified air |
| Relative gun motion | Translation over the samples |
| Static Counterpart | Radius (mm) | Linear Speed (cm s−1) | Normal Load (N) | Laps | Total Distance (m) | Test Duration (s) |
|---|---|---|---|---|---|---|
| WC-Co ball | 3 | 15 | 10 | 50,000 | 947 | 6300 |
| Sample | Ra (µm) | Rz (µm) | Porosity (%) |
|---|---|---|---|
| As-sprayed | 18.82 | 99.34 | 7.55 |
| FR | 7.32 | 48.81 | 0.6 |
| VR | 5.02 | 36.63 | 0.15 |
| Sample | Sample Wear Rate (mm3 N−1 m−1) | Counterpart Wear Rate (mm3 N−1 m−1) |
|---|---|---|
| FR | 1.279 × 10−5 | 7.18 × 10−7 |
| VR | 0.705 × 10−5 | 3.91 × 10−7 |
| Sample | icorr (A cm−2) | Ecorr (mV) |
|---|---|---|
| FR (red) | 0.60 × 10−5 | −412 |
| VR (blue) | 0.44 × 10−5 | −453 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazamer, N.; Muntean, R.; Vălean, P.C.; Pascal, D.T.; Mărginean, G.; Șerban, V.-A. Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications. Materials 2021, 14, 3293. https://doi.org/10.3390/ma14123293
Kazamer N, Muntean R, Vălean PC, Pascal DT, Mărginean G, Șerban V-A. Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications. Materials. 2021; 14(12):3293. https://doi.org/10.3390/ma14123293
Chicago/Turabian StyleKazamer, Norbert, Roxana Muntean, Petru Cristian Vălean, Dragoș Toader Pascal, Gabriela Mărginean, and Viorel-Aurel Șerban. 2021. "Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications" Materials 14, no. 12: 3293. https://doi.org/10.3390/ma14123293
APA StyleKazamer, N., Muntean, R., Vălean, P. C., Pascal, D. T., Mărginean, G., & Șerban, V.-A. (2021). Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications. Materials, 14(12), 3293. https://doi.org/10.3390/ma14123293