
The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials

 ,
,  , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
3. Results
3.1. The Powders Consolidation
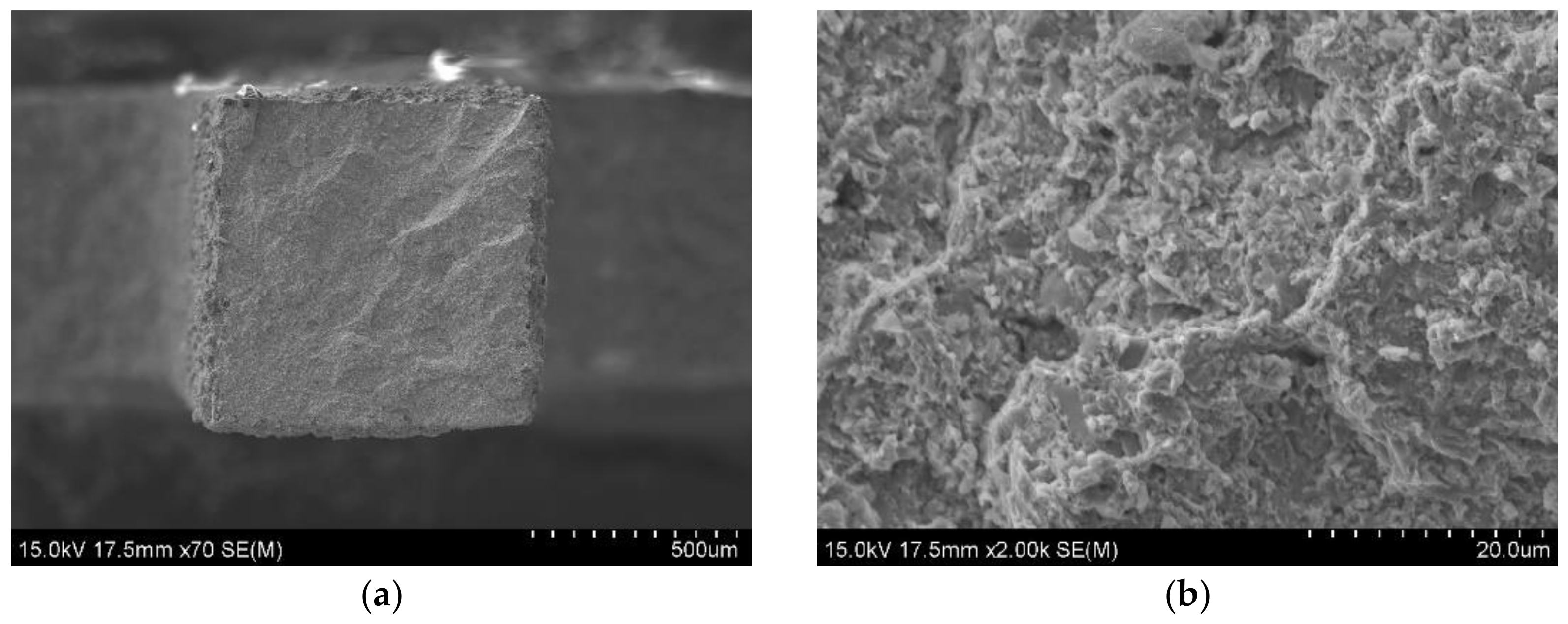
3.2. Microstructures of Sintered and Extruded Zr-xNb Materials
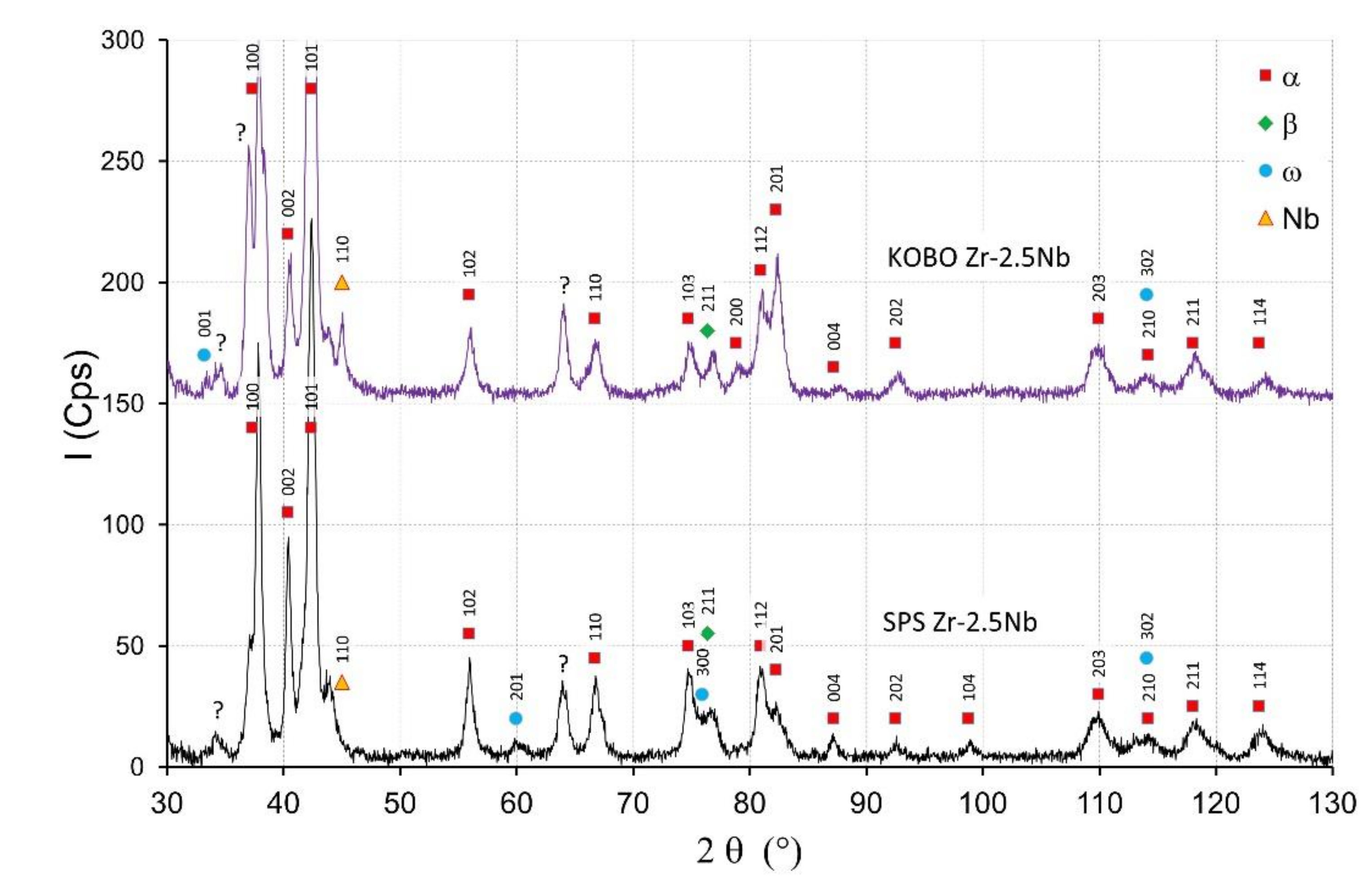
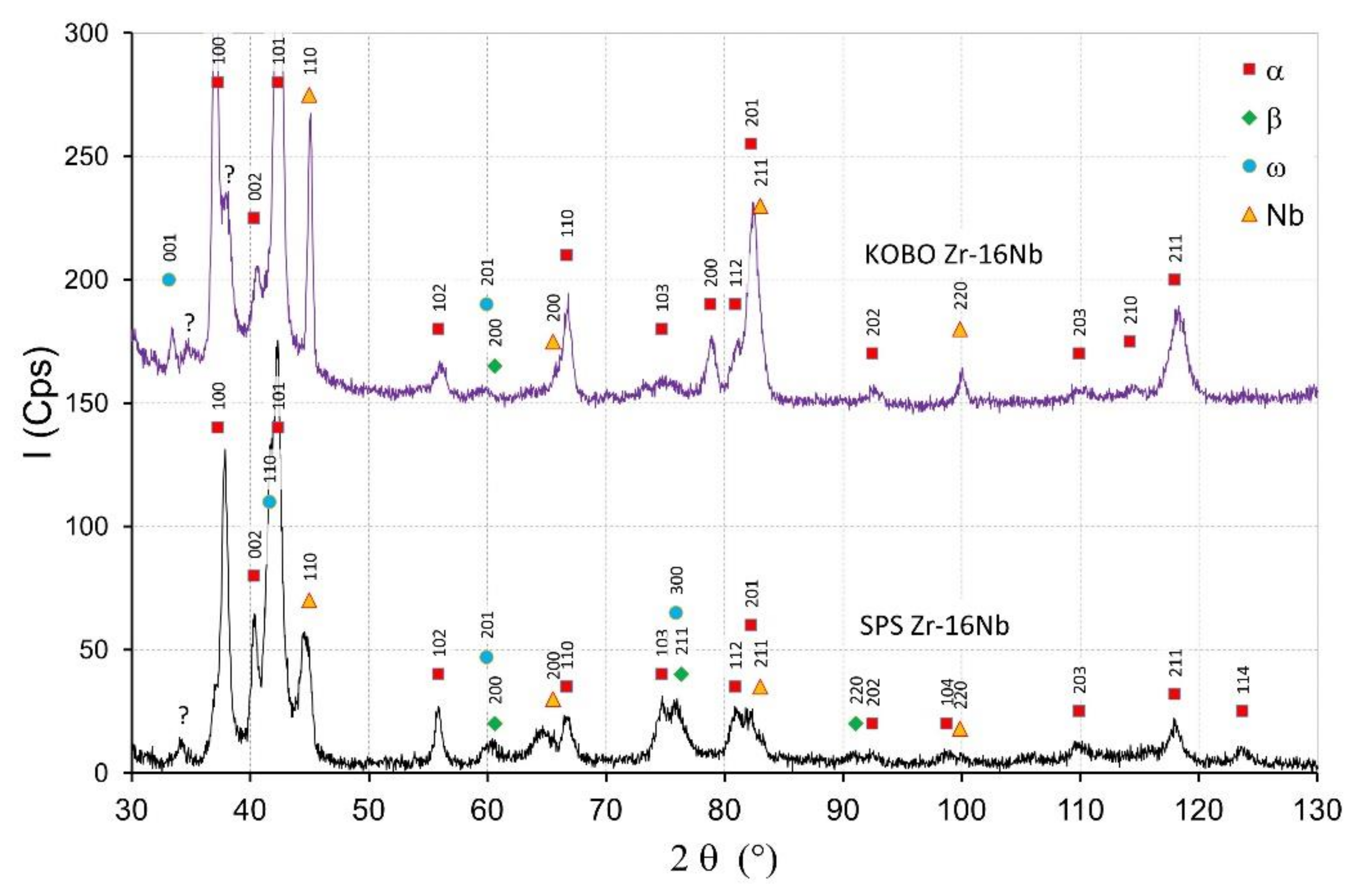
3.3. Phase Coposition of Sintered and Extruded Zr-xNb Materials
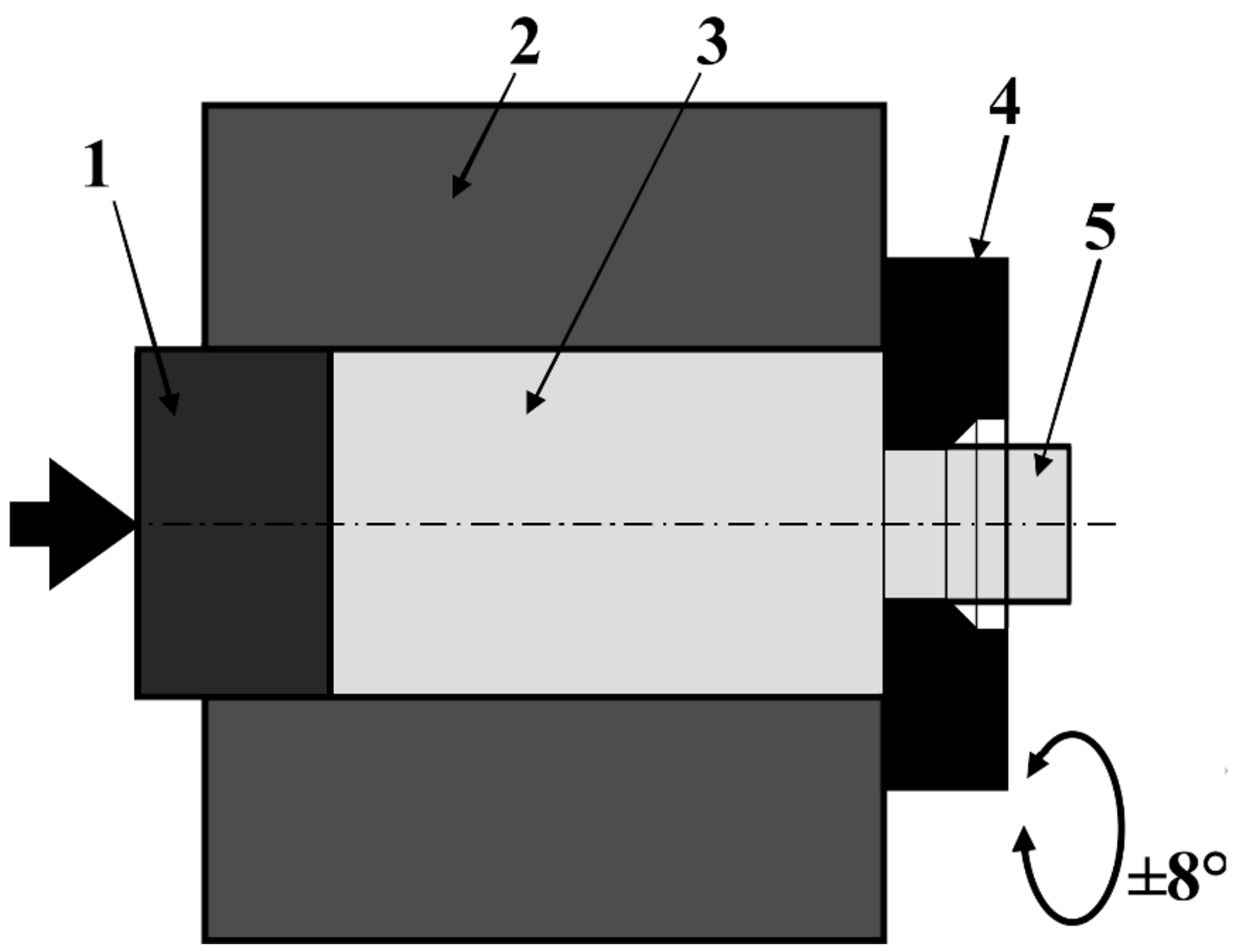
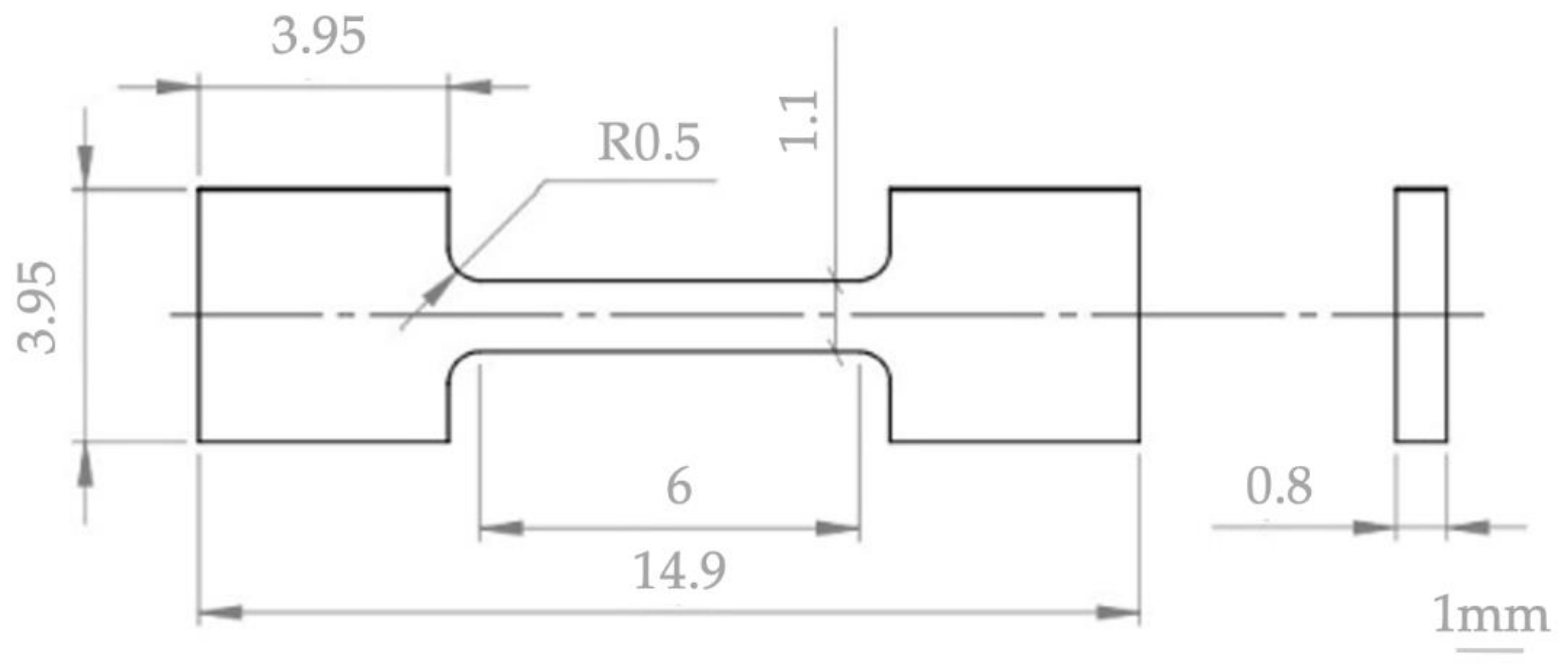
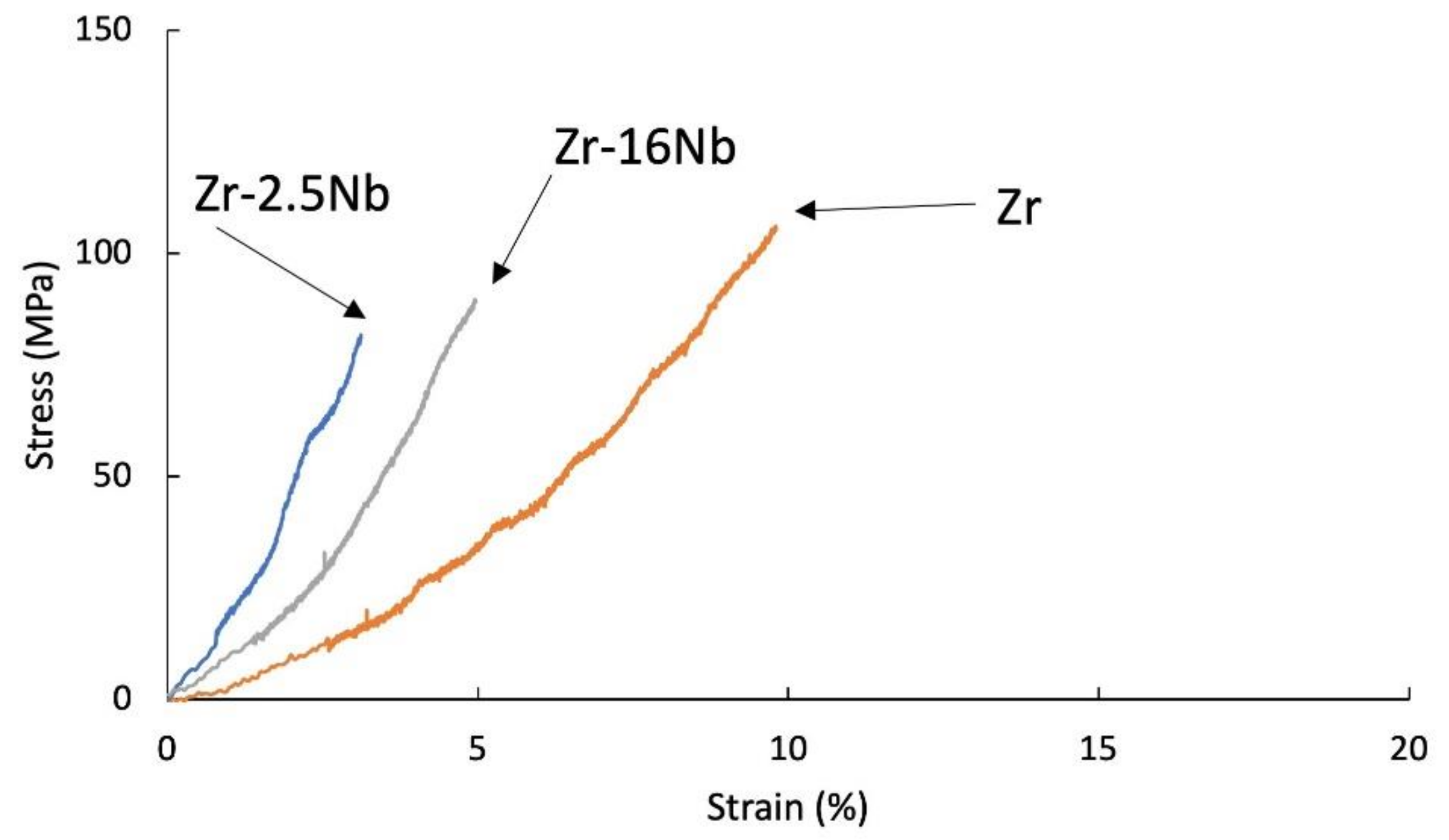
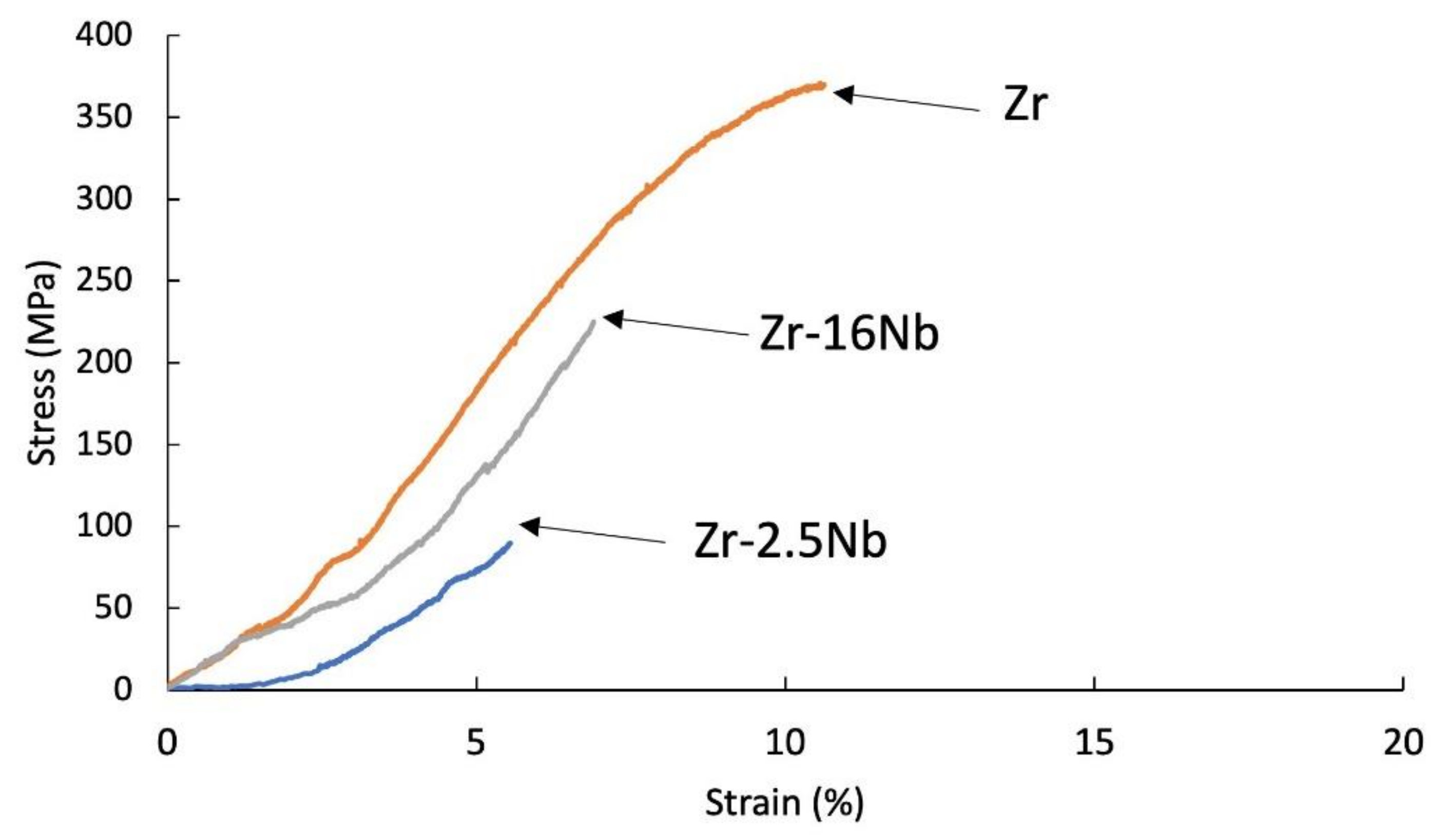
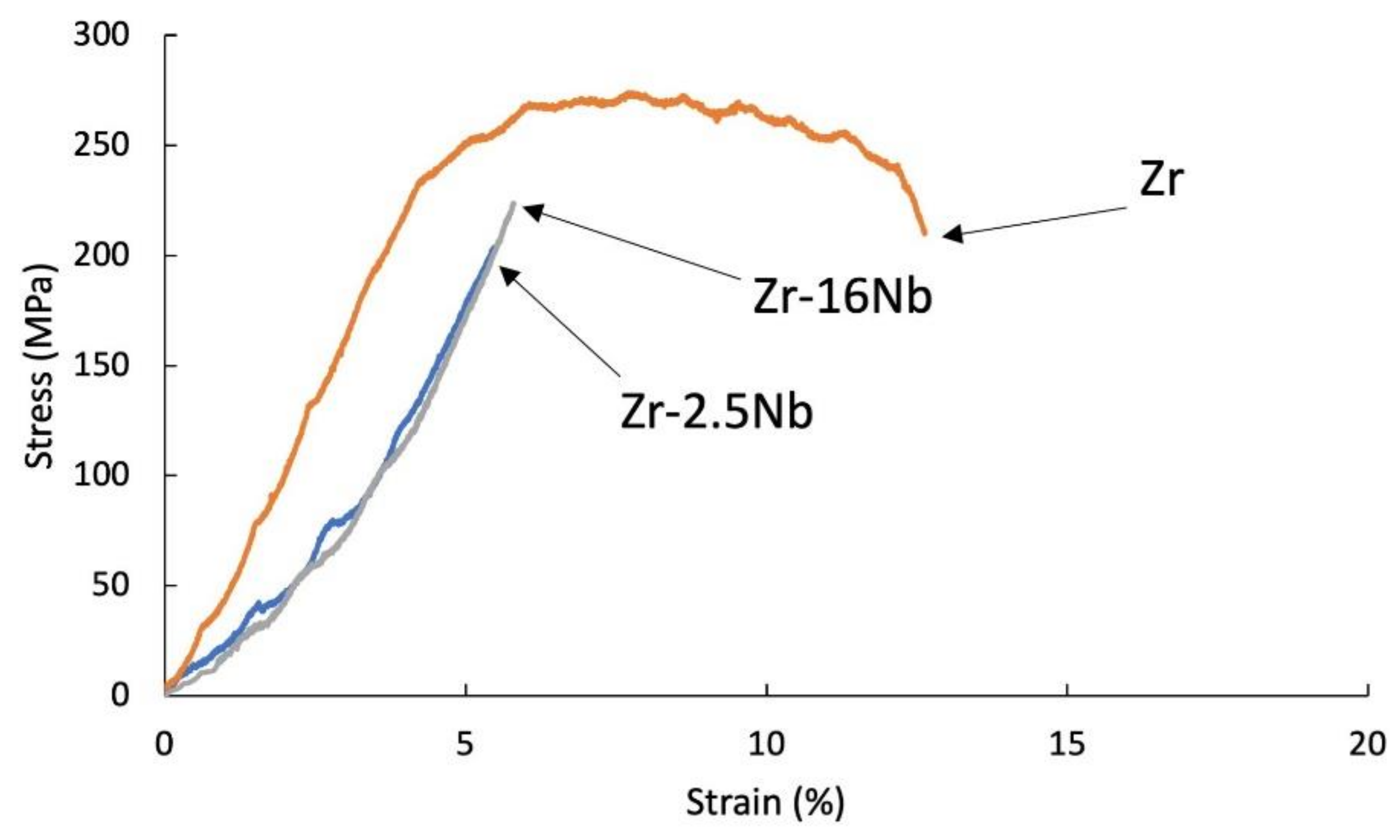
3.4. Mechanical Properties Tests of Sintered and Extruded Zr-xNb Materials
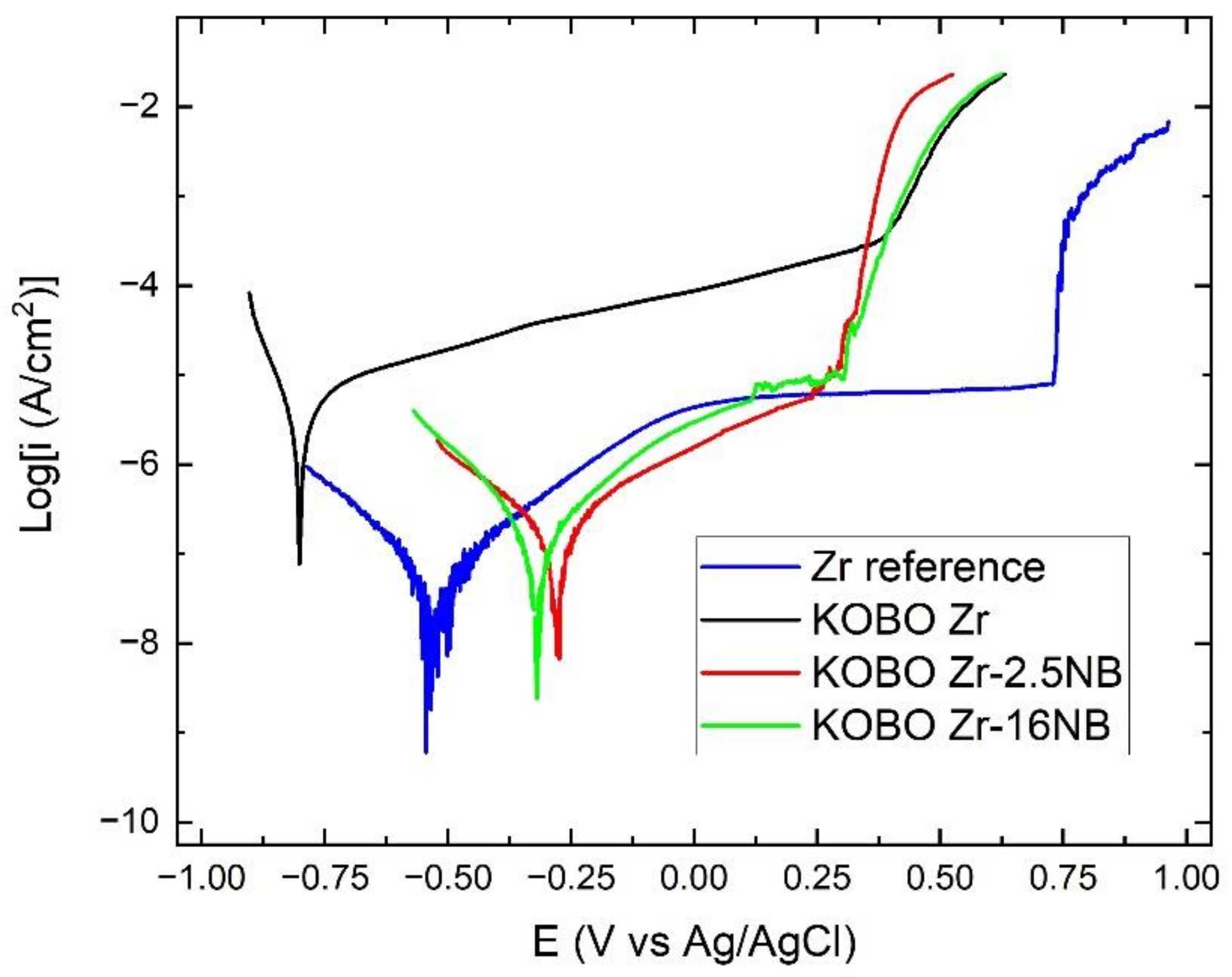
3.5. Potentiodynamic Polarization Curves for KOBO-Extruded Materials
4. Discussion
5. Conclusions
- The tests showed no significant influence of the presence of water or isopropyl alcohol on the homogeneity of Zr-xNb mixtures. Mixing was used in the tests, and mechanical alloying was not carried out due to the tendency of zircon to ignite.
- The Zr-xNb powder mixture’s consolidation technique has an impact on the material’s microstructure and phase compositions. The β phase and ω phases were observed in the SPS Zr-2.5 mass% Nb and the SPS Zr-16 mass% Nb materials. For the extruded Zr-16 mass% Nb, the α phase is still the dominant phase. The beta phase participation in extruded materials is definitely lower than in sintered materials, obtained at a high temperature of 1200 °C. At this temperature, the niobium diffusion phenomenon occurs, which affects the stabilization of the β phase. The materials have areas with a high concentration of niobium in micro-areas, and areas without the presence of niobium. This affects the phase composition of sintered and extruded materials and results in a limited content of the β phase compared to melted Zr-xNb alloys.
- Porosity and hardening affect the tensile strength values of sintered and extruded materials. These values are lower than for alloys obtained by melting methods. However, the values known from the literature are determined for alloys after heat treatment, which reduces the stress or affects the recrystallization process of zirconium alloys. In this work, research was carried out on materials after sintering and extrusion without heat treatment
- The corrosion resistance tests were carried out for samples with the highest values of relative density. The corrosion resistance tests showed a positive effect of niobium on the values of estimated currents and potentials describing the corrosion behavior of the samples. Values for niobium materials were lower than for pure melted and heat-treated reference zirconium. However, research shows the potential of using powder techniques, e.g sintering (SPS, SLS) and extrusion, provided that the niobium will be better distributed, for example, by preparing finished Zr-xNb alloy powders.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Williams, C.D. A Review of High Strength Zirconium Alloys; Applied Materials Research Branch Atomic Energy of Canada Limited: Chalk River, ON, Canada, 1969; AECL-3456. [Google Scholar]
- Nikulina, A.V. Zirconium-Niobium Alloys for Core Elements of Pressurized Water Reactors. Met. Sci. Heat Treat. 2003, 45, 287–292. [Google Scholar] [CrossRef]
- Cheadle, A. The Development of Zr-2.5Nb Pressure Tubes for the C ANDU. J. ASTM Int. 2010, 7, JA103057. [Google Scholar] [CrossRef]
- Nikulina, A.V.; Malgin, A.G. Impurities and their effect on the structure and properties of zirconium parts in nuclear reactors. At. Energy 2008, 105, 328–339. [Google Scholar] [CrossRef]
- Massalski, T.B. Binary Alloy Phase Diagrams; ASM: Metals Park, OH, USA, 1986; pp. 1710–1711. [Google Scholar]
- Nomura, N. Advances in Metallic Biomaterials; Wang, M., Ed.; Springer: Berlin/Heidelberg, Germany, 2015; pp. 215–221. ISBN 2195-0644. [Google Scholar]
- Woo, O.T.; Griffiths, M. The role of Fe on the solubility of Nb in α-Zr. J. Nucl. Mater. 2009, 384, 77–80. [Google Scholar] [CrossRef]
- Yang, H.; Shen, J.; Matsukawa, Y.; Satoh, Y.; Kano, S.; Zhao, Z.; Li, Y.; Li, F.; Abe, H. Effects of alloying elements (Sn, Nb, Cr, and Mo) on the microstructure and mechanical properties of zirconium alloys. J. Nucl. Sci. Technol. 2015, 52, 1162–1173. [Google Scholar] [CrossRef]
- Song, C. Irradiation effects on Zr-2.5Nb in power reactor. CNL Nucl. Rev. 2016, 5, 17–36. [Google Scholar] [CrossRef]
- Kondo, R.; Nomura, N.; Suyalatu; Tsutsumi, Y.; Doi, H.; Hanawa, T. Microstructure and mechanical properties of as-cast Zr–Nb alloys. Acta Biomater. 2011, 7, 4278–4284. [Google Scholar] [CrossRef]
- Ikeda, M.; Miyazaki, T.; Doi, S.; Ogawa, M. Phase Constitution and Heat Treatment Behavior of Zr-Nb Alloys. Mater. Sci. Forum 2007, 561–565, 1435–1440. [Google Scholar] [CrossRef]
- Hu, C.E.; Zeng, Z.Y.; Zhang, L.; Chen, X.R.; Cai, L.C. Density functional study of the phase diagram and thermodynamic properties of Zr. Comput. Mater. Sci. 2011, 50, 835–840. [Google Scholar] [CrossRef]
- Sanati, M.; Saxena, A.; Lookman, T.; Albers, R.C. Landau free energy for a bcc-hcp reconstructive phase transformation. Phys. Rev. B 2001, 63, 224114. [Google Scholar] [CrossRef]
- Vohra, Y.K. Kinetics of phase transformations in Ti, Zr and Hf under static and dynamic pressures. J. Nucl. Mater. 1978, 75, 288–293. [Google Scholar] [CrossRef]
- Rabinkin, A.; Talianker, M.; Botstein, O. Crystallography and a model of the α→ω phase transformation in zirconium. Acta Metall. 1981, 29, 691–698. [Google Scholar] [CrossRef]
- Guan, S.H.; Liu, Z.P. Anisotropic kinetics of solid phase transition from first principles: Alpha-omega phase transformation of Zr. Phys. Chem. Chem. Phys. 2016, 18, 4527–4534. [Google Scholar] [CrossRef] [PubMed]
- Kondo, R.; Nomura, N.; Doi, H.; Matsumoto, H.; Tsutsumi, Y.; Hanawa, T. Effect of Heat Treatment and the Fabrication Process on Mechanical Properties of Zr-14Nb Alloy. Mater. Trans. 2016, 57, 2060–2064. [Google Scholar] [CrossRef]
- Sikka, S.K.; Vohra, Y.K.; Chidambaram, R. Omega phase in materials. Prog. Mater. Sci. 1982, 27, 245–310. [Google Scholar] [CrossRef]
- Zhao, X.L.; Li, L.; Niinomi, M.; Nakai, M.; Zhang, D.L.; Suryanarayana, C. Metastable Zr-Nb alloys for spinal fixation rods with tunable Young’s modulus and low magnetic resonance susceptibility. Acta Biomater. 2017, 62, 372–384. [Google Scholar] [CrossRef] [PubMed]
- Cao, W.Q.; Yu, S.H.; Chun, Y.B. Strain path effects on the microstructure evolution and mechanical properties of Zr702. Mater. Sci. Eng. A 2005, 395, 77–86. [Google Scholar] [CrossRef]
- Nomura, N.; Tanaka, Y.; Kondo, R.; Doi, H.; Tsutsumi, Y.; Hanawa, T. Effects of phase constitution of Zr-Nb alloys on their magnetic susceptibilities. Mater. Trans. 2009, 50, 2466–2472. [Google Scholar] [CrossRef]
- Tawil, G.; Tawil, P.; Irani, C. Zirconium Implant as an Alternative to Titanium Implant in a Case of Type IV Titanium Allergy: Case Report. Int. J. Oral. Maxillofac. Implant. 2020, 35, 639–644. [Google Scholar] [CrossRef] [PubMed]
- Basova, T.V.; Vikulova, E.S.; Dorovskikh, S.I.; Hassan, A.; Morozova, N.B. The use of noble metal coatings and nanoparticles for the modification of medical implant materials. Mater. Des. 2021, 204, 109672. [Google Scholar] [CrossRef]
- Mehjabeen, A.; Song, T.; Xu, W.; Tang, H.P.; Qian, M. Zirconium Alloys for Orthopaedic and Dental Applications. Adv. Eng. Mater. 2018, 20, 1–21. [Google Scholar] [CrossRef]
- Hunter, G.; Mishra, A. Prosthetic Devices Employing Contacting Oxidized Zirconium Surfaces. U.S. 6,726,725, 27 April 2004. [Google Scholar]
- Demcoe, A.R.; Bohm, E.R.; Hedden, D.R.; Burnell, C.D.; Turgeon, T.R. Does oxidized zirconium make a difference? Midterm cohort survivorship of symmetric posterior condyle posterior-stabilized total knee arthroplasty. Can. J. Surg. 2019, 62, 118–122. [Google Scholar] [CrossRef]
- Laskin, R.S. The use of a ceramic surface oxidized zirconium implant in total knee replacement. Technol. Knee Surg. 2007, 64, 220–226. [Google Scholar] [CrossRef]
- Innocenti, M.; Civinini, R.; Carulli, C.; Matassi, F.; Villano, M. The 5-year results of an oxidized zirconium femoral component in TKA. Clin. Orthop. Relat. Res. 2010, 468, 1258–1263. [Google Scholar] [CrossRef]
- Pawar, V.; Weaver, C.; Jani, S. Physical characterization of a new composition of oxidized zirconium–2.5 wt% niobium produced using a two-step process for biomedical applications. Appl. Surf. Sci. 2011, 257, 6118–6124. [Google Scholar] [CrossRef]
- Sahoo, P.; Das, S.K.; Davim, J.P. Tribology of materials for biomedical applications. In Mechanical Behaviour of Biomaterials; Woodhead Publishing: Duxford, UK, 2019; pp. 1–45. [Google Scholar]
- Akahori, T.; Niinomi, M.; Nakai, M.; Tsutsumi, H.; Kondo, Y.; Hattori, T.; Fukui, H. Mechanical properties and bio-compatibilities of Zr–Nb system alloys with different Nb contents for biomedical applications. J. Jpn. Inst. Met. 2011, 75, 445–451. [Google Scholar] [CrossRef][Green Version]
- Perumal, G.; Grewal, H.S.; Ayyagari, A.; Mukherjee, S.; Arora, H.S. Enhancement in bio-corrosion resistance of metallic glass by severe surface deformation. Appl. Surf. Sci. 2019, 487, 1096–1103. [Google Scholar] [CrossRef]
- Fukuda, H. Additive Manufacturing Technology for Orthopedic Implants. In Advances in Metallic Biomaterials; Springer: Berlin/Heidelberg, Germany, 2015; Volume 4, pp. 3–26. [Google Scholar]
- Ianko, T.; Panov, S.; Sushchyns’ky, O.; Pylypenko, M.; Dmytrenko, O. Zirconium alloy powders for manufacture of 3d printed articles used in nuclear power industry. Probl. At. Sci. Technol. 2018, 113, 148–153. [Google Scholar]
- Jaworska, L.; Panasiuk, J.; Putyra, P.; Stępień, M.; Noga, P.; Pałka, P.; Zwoliński, A. The influence of powder characteristics on the sintering behaviour and impurity content of spark-plasma-sintered zirconium. Int. J. Refract. Met. Hard Mater. 2019, 82, 259–267. [Google Scholar] [CrossRef]
- Jaworska, L.; Cyboron, J.; Cygan, S.; Zwolinski, A.; Onderka, B.; Skrzekut, T. Zirconium Phase Transformation under Static High Pressure and ω-Zr Phase Stability at High Temperatures. Materials 2019, 12, 2244. [Google Scholar] [CrossRef] [PubMed]
- Panasiuk, J.; Noga, P.; Jaworska, L.; Skrzekut, T.; Onderka, B.; Pałka, P.; Podsiadło, M.; Putyra, P.; Stępień, M. Preparation and testing of microstructure of the SPS zirconium with the addition of manganese. Int. J. Refract. Met. Hard Mater. 2020, 92, 105333. [Google Scholar] [CrossRef]
- Abriata, J.P.; Bolcich, J.C.; Peretti, H.A. Bull. Alloy Phase Diagr. Hafnium-Zircon. 1982, 3, 2128–2129. [Google Scholar]
- Xu, L.; Xiao, Y.; van Sandwijk, A.; Xu, Q.; Yang, Y. Separation of Zirconium and Hafnium: A Review. Energy Mater. 2014, 2014, 451–457. [Google Scholar]
- Tokita, M. Spark Plasma Sintering (SPS) Method, Systems, and Applications. In Handbook of Advanced Ceramics; Elsevier Inc.: Amsterdam, The Netherlands, 2013; pp. 1149–1177. [Google Scholar]
- Korbel, A.W.; Bochniak, W. Method of Plastic Forming of Materials. U.S. Patent No 5737,959, 14.04.1998; European Patent No 0711210, 15 May 1996. [Google Scholar]
- Korbel, A.; Bochniak, W.; Ostachowski, P.; Błaż, L. Visco-plastic flow of metal in dynamic conditions of complex strain scheme. Metall. Mater. Trans. 2011, 42, 2881–2897. [Google Scholar] [CrossRef]
- Sulima, I.; Boczkal, G. Micromechanical, high-temperature testing of steel–TiB2 composite sintered by high pressure–high temperature method. Mater. Sci. Eng. A 2015, 644, 76–78. [Google Scholar] [CrossRef]
- Sulima, I.; Boczkal, G. Studies on the mechanical properties of steel–TiB2 composites obtained by high pressure sintering. Mater. Sci. Technol. 2018, 34, 289–298. [Google Scholar] [CrossRef]
- Dmitry Gunderov, D.; Stotskiy, A.; Lebedev, Y.; Mukaeva, V. Influence of HPT and Accumulative High-Pressure Torsion on the Structure and Hv of a Zirconium Alloy. Metals 2021, 11, 573. [Google Scholar] [CrossRef]
- Cai, S.; Daymond, M.R.; Holt, R.A. Deformation of high β-phase fraction Zr–Nb alloys at room temperature. Acta Mater. 2012, 60, 3355–3369. [Google Scholar] [CrossRef]
- Chai, L.J.; Wu, H.; Wang, S.Y.; Luan, B.F.; Wu, Y.; Huang, X.Y. Microstructural characteristics of cold-rolled Zr-2.5Nb alloy annealed near the monotectoid temperature. Sci. China Technol. Sci. 2018, 61, 558–566. [Google Scholar] [CrossRef]
- Simpson, L.A.; Cann, C.D. Fracture toughness of zirconium hydride and its influence on the crack resistance of zirconium alloys. J. Nucl. Mater. 1979, 87, 303–316. [Google Scholar] [CrossRef]
- Mavros, N.; Larimian, T.; Esqivel, J.; Gupta, R.K.; Contieri, R.; Borkar, T. Spark plasma sintering of low modulus titanium-niobium-tantalum-zirconium (TNTZ) alloy for biomedical applications. Mater. Des. 2019, 183, 108163. [Google Scholar] [CrossRef]
- Hussein, A.H.; Gepreel, M.A.-H.; Gouda, M.K.; Hefnawy, A.M.; Kandil, S.H. Biocompatibility of new Ti–Nb–Ta base alloys. Mater. Sci. Eng. C 2016, 61, 574–578. [Google Scholar] [CrossRef] [PubMed]
- Jeong, W.; Shin, S.-E.; Choi, H. Microstructure and Mechanical Properties of Titanium–Equine Bone Biocomposites. Metals 2020, 10, 581. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Zr-xNb | Sintering Temperature (°C) | Duration of the Sintering (min) | Relative Density (%) | Hardness * (HV2) | Standard Deviation |
|---|---|---|---|---|---|
| Zr1mass%Nb | 1200 | 1 | 94.82 | 339 | ±3.77 |
| Zr2.5mass%Nb | 1200 | 1 | 94.96 | 377 | ±4.03 |
| Zr16mass%Nb | 1200 | 1 | 95.11 | 393 | ±27.21 |
| Zr-xNb | Sintering Temperature (°C) | Duration of the Sintering (min) | Relative Density (%) | Hardness * (HV2) | Standard Deviation |
|---|---|---|---|---|---|
| Zr1mass%Nb | 1200 | 1 | 96.45 | 357 | ±2.23 |
| Zr2.5mass%Nb | 1200 | 1 | 96.27 | 371 | ±1.89 |
| Zr16mass%Nb | 1200 | 1 | 95.49 | 397 | ±27.12 |
| Zr-xNb | Sintering Temperature (°C) | Duration of the Sintering (min) | Relative Density (%) | Hardness * (HV2) | Standard Deviation |
|---|---|---|---|---|---|
| Zr1mass%Nb | 1200 | 1 | 95.75 | 351 | ±1.43 |
| Zr2.5mass%Nb | 1200 | 1 | 95.08 | 388 | ±3.94 |
| Zr16mass%Nb | 1200 | 1 | 95.31 | 394 | ±19.18 |
| Zr-xNb | Sintering Temperature (°C) | Duration of the Sintering (min) | Relative Density (%) | Hardness * (HV2) | Standard Deviation |
|---|---|---|---|---|---|
| Zr1mass%Nb | 1200 | 1 | 94.97 | 357 | ±2.13 |
| Zr2.5mass%Nb | 1200 | 1 | 95.49 | 375 | ±3.31 |
| Zr16mass%Nb | 1200 | 1 | 95.07 | 382 | ±15.93 |
| Zr-xNb | Temperature of the Extrusion (°C) | Duration of the Extrusion (min) | Relative Density (%) | Hardness * (HV2) | Standard Deviation |
|---|---|---|---|---|---|
| Zr | 400 | 0.2 | 97.95 | 397 | ±12.12 |
| Zr2.5mass%Nb | 400 | 0.2 | 97.31 | 425 | ±7.84 |
| Zr16mass%Nb | 400 | 0.2 | 97.84 | 410 | ±8.92 |
| Material/ * Manufacturing Process | Test Temperature (°C) | Ultimate Tensile Strength ** (MPa) | Standard Deviation |
|---|---|---|---|
| Zr/SPS | RT | 135 | ±14.07 |
| Zr/SPS | 400 | 285 | ±21.59 |
| Zr/KOBO | RT | 88 | ±15.15 |
| Zr/KOBO | 400 | 377 | ±21.25 |
| Zr-2.5Nb/SPS | RT | 87 | ±25.37 |
| Zr-2.5Nb/SPS | 400 | 215 | ±31.03 |
| Zr-16Nb/SPS | RT | 85 | ±7.09 |
| Zr-16Nb/SPS | 400 | 218 | ±32.35 |
| Zr-2.5Nb/KOBO | RT | 75 | ±13.13 |
| Zr-2.5Nb/KOBO | 400 | 84 | ±8.04 |
| Zr-16Nb/KOBO | RT | 78 | ±6.41 |
| Zr-16Nb/KOBO | 400 | 210 | ±16.69 |
| Sample | Erest (mV) | Ecorr (mV) | icorr (nA/cm2) | ip (nA/cm2) | Ebr (mV) |
|---|---|---|---|---|---|
| Zr reference * | −511 ± 78 | −572 ± 46 | 61 ± 25 | 4576 ± 427 | 745 ± 50 |
| KOBO Zr | −731 ± 40 | −792 ± 42 | 4104 ± 248 | – | 338 ± 17 |
| KOBO Zr-2.5Nb | −301 ± 29 | −319 ± 19 | 156 ± 15 | – | 279 ± 27 |
| KOBO Zr-16Nb | −347 ± 24 | −357 ± 40 | 70 ± 32 | – | 293 ± 12 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaworska, L.; Skrzekut, T.; Stępień, M.; Pałka, P.; Boczkal, G.; Zwoliński, A.; Noga, P.; Podsiadło, M.; Wnuk, R.; Ostachowski, P. The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials. Materials 2021, 14, 3172. https://doi.org/10.3390/ma14123172
Jaworska L, Skrzekut T, Stępień M, Pałka P, Boczkal G, Zwoliński A, Noga P, Podsiadło M, Wnuk R, Ostachowski P. The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials. Materials. 2021; 14(12):3172. https://doi.org/10.3390/ma14123172
Chicago/Turabian StyleJaworska, Lucyna, Tomasz Skrzekut, Michał Stępień, Paweł Pałka, Grzegorz Boczkal, Adam Zwoliński, Piotr Noga, Marcin Podsiadło, Radosław Wnuk, and Paweł Ostachowski. 2021. "The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials" Materials 14, no. 12: 3172. https://doi.org/10.3390/ma14123172
APA StyleJaworska, L., Skrzekut, T., Stępień, M., Pałka, P., Boczkal, G., Zwoliński, A., Noga, P., Podsiadło, M., Wnuk, R., & Ostachowski, P. (2021). The Pressure Compaction of Zr-Nb Powder Mixtures and Selected Properties of Sintered and KOBO-Extruded Zr-xNb Materials. Materials, 14(12), 3172. https://doi.org/10.3390/ma14123172