
Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine

 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
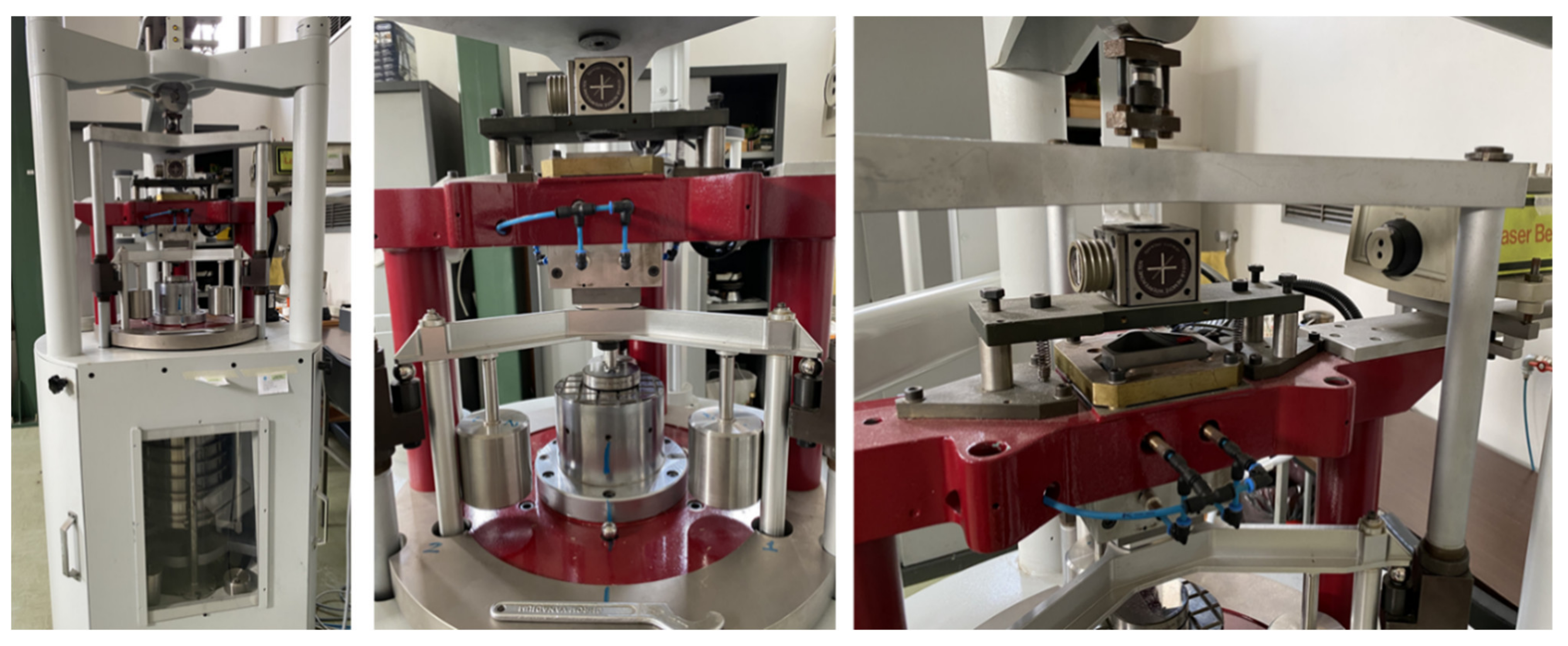
2.1. Primary Hardness Standard Machine
2.2. Indentation Hardness HIT
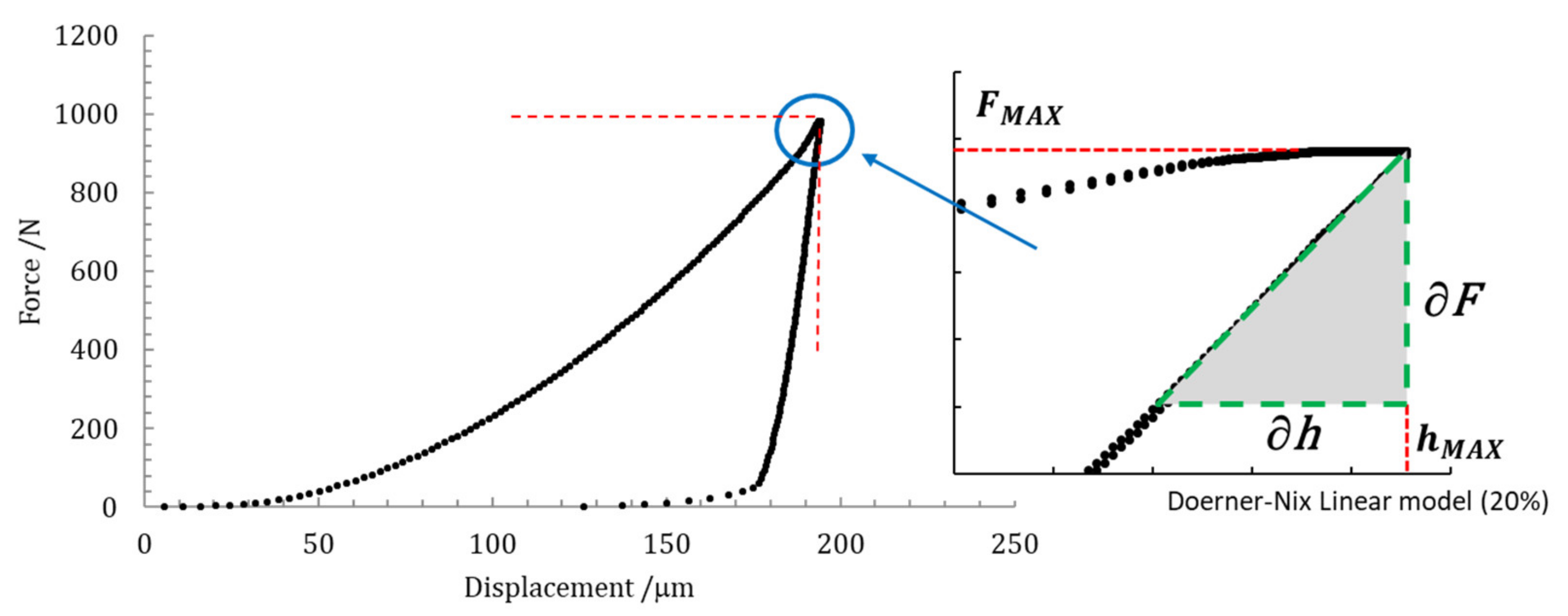
2.3. Indentation Modulus, EIT
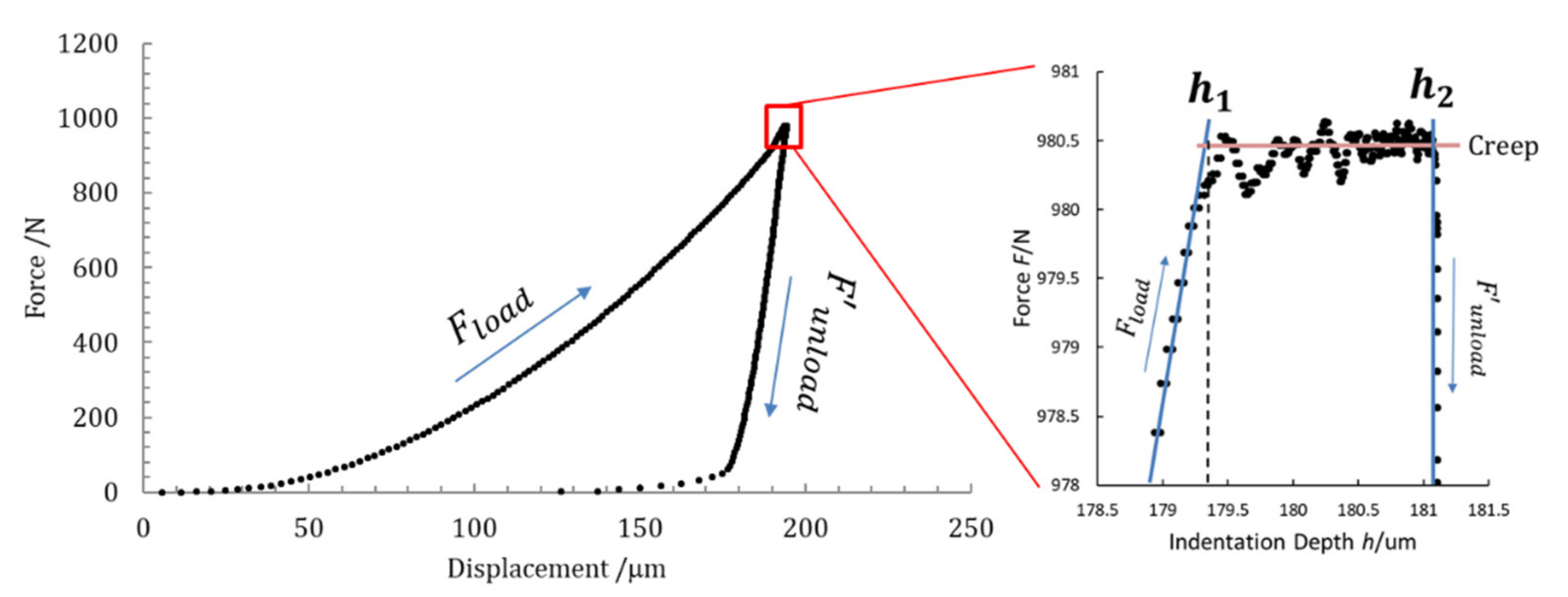
2.4. Indentation Creep
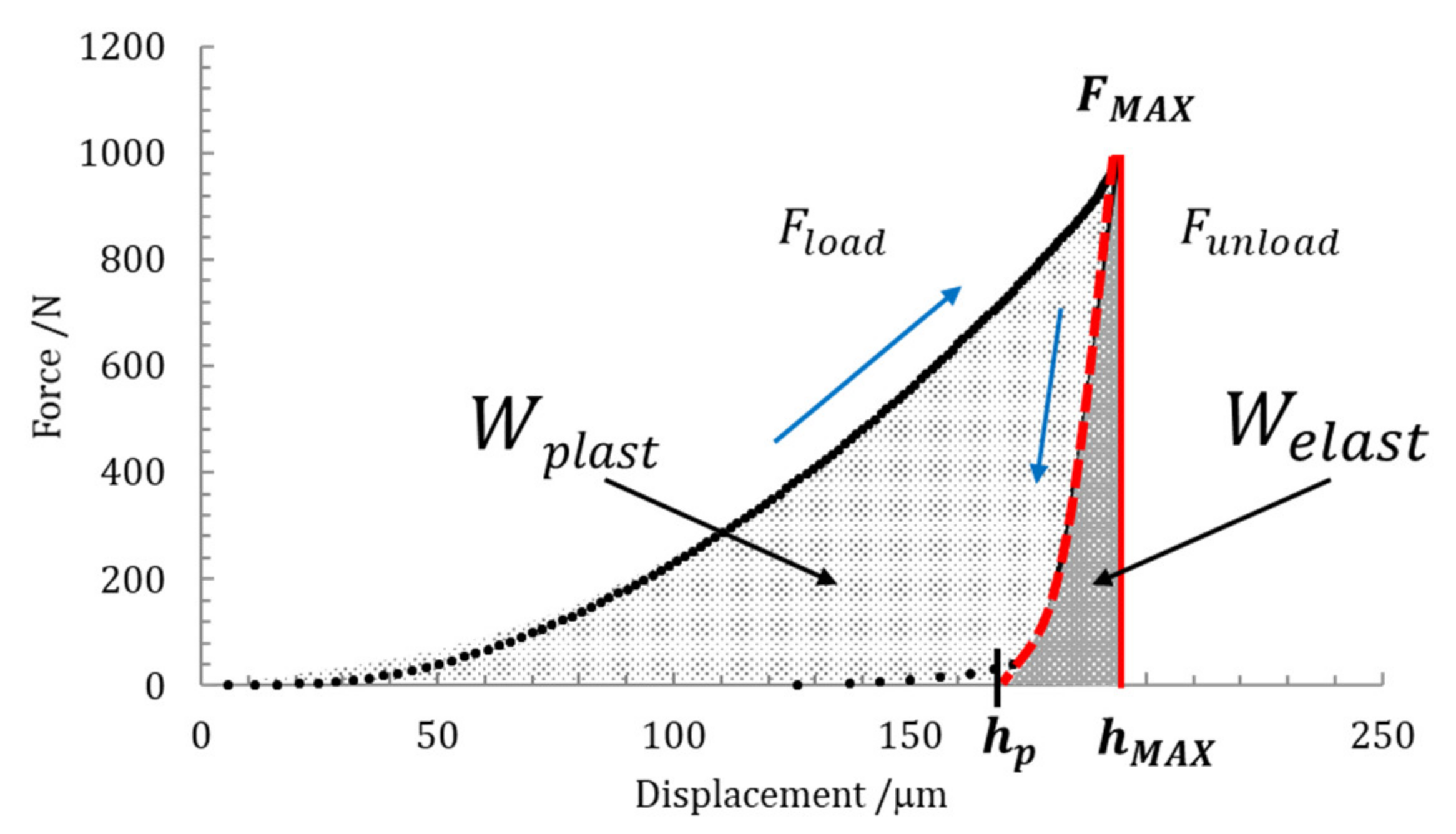
2.5. Indentation Work
2.6. Frame Compliance and Contact Compliance Evaluation
3. Experimental Methods and Procedures
4. Experimental Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ledbetter, H.M.; Reed, R.P. Elastic Properties of Metals and Alloys, I. Iron, Nickel, and Iron-Nickel Alloys. J. Phys. Chem. Ref. Data 1973, 2, 531–618. [Google Scholar] [CrossRef]
- Ledbetter, H.M.; Naimon, E.R. Elastic Properties of Metals and Alloys. II. Copper. J. Phys. Chem. Ref. Data 1974, 3, 897–935. [Google Scholar] [CrossRef]
- Pushkar, A.; Golovin, S.A.; Zubets, V.V.; Letko, I. Elastic modulus defect in structural materials under loading with various stresses and frequencies. Probl. Prochnosti 1987, 18, 74–77. [Google Scholar]
- Salvado, F.C.; Teixeira-Dias, F.; Walley, S.M.; Lea, L.J.; Cardoso, J.B. A review on the strain rate dependency of the dynamic viscoplastic response of FCC metals. Prog. Mater. Sci. 2017, 88, 186–231. [Google Scholar] [CrossRef]
- Kim, J.; Kim, D.-N. Computational Studies for the Yield-Point Phenomenon of Metals. Multiscale Sci. Eng. 2020, 2, 90–106. [Google Scholar] [CrossRef]
- Lesuer, D.R.; Kay, G.J.; LeBlanc, M.M. Modeling Large-Strain, High-Rate Deformation in Metals (No. UCRL-JC-134118); Lawrence Livermore National Lab.: Livermore, CA, USA, 2001. [Google Scholar]
- Mwema, F.; Obiko, J.; Akinlabi, E.; Akinlabi, S.; Fatoba, O. Effect of punch force on the upsetting deformation process using three-dimensional finite element analysis. J. Phys. Conf. Ser. 2019, 1378, 032094. [Google Scholar] [CrossRef]
- Kinsey, B.L.; Mori, K.-I.; Ngaile, G. Deformation Processes. Handb. Manuf. 2019, 277, 277–382. [Google Scholar] [CrossRef]
- Dixit, U.S. Modeling of Metal Forming: A Review. In Mechanics of Materials in Modern Manufacturing Methods and Processing Techniques; Elsevier BV: Amsterdam, The Netherlands, 2020; pp. 1–30. [Google Scholar]
- Kumar, K.; Kalita, H.; Zindani, D.; Davim, J.P. Forming. In Materials Forming, Machining and Tribology; J.B. Metzler: Stuttgart, Germany, 2019; pp. 53–63. [Google Scholar]
- Falk, T.; Jäckel, M. Increasing flexibility of self-pierce riveting using numerical and statistical methods. Proc. Manuf. 2019, 29, 264–270. [Google Scholar] [CrossRef]
- Dragobetskii, V.; Nevliudova, V.; Moloshtan, D.; Mospan, D.; Mospan, V.; Kotsyuba, V. Possibilities of the Electric Drive in the Implementation of the Intensifying Factors in the Plastic Deformation of Metals. In 2020 IEEE Problems of Automated Electrodrive. Theory and Practice (PAEP); Institute of Electrical and Electronics Engineers (IEEE): Piscataway, NJ, USA, 2020; pp. 1–4. [Google Scholar]
- Brecher, C.; Löpenhaus, C.; Greschert, R. Influence of the metalworking fluid on the micropitting wear of gears. Wear 2019, 434–435, 202996. [Google Scholar] [CrossRef]
- Yakubov, C.; Skakun, V.; Dzhemalyadinov, R. The Increase of Cutting Tool Life with Wear-Resistant Coating by a LCPM Directional Operation in a Starting Phase of Metalworking; Elsevier BV: Amsterdam, The Netherlands, 2021; Volume 38, pp. 1617–1621. [Google Scholar]
- Gopal, P.M. Effect of Silica Rich CRT on Thrust Force, Temperature and Surface Finish in Drilling Magnesium Hybrid MMC; Springer: Berlin/Heidelberg, Germany, 2020; pp. 1–11. [Google Scholar]
- Skakun, V.; Dzhemalyadinov, R.; Abdulkerimov, I. Experimental evaluation of the efficiency of lubricating process media during the running-in period of a metal-cutting tool. IOP Conf. Ser. Mater. Sci. Eng. 2020, 889, 012034. [Google Scholar] [CrossRef]
- Uysal, A.; Caudill, J.R.; Schoop, J.; Jawahir, I.S. Minimising carbon emissions and machining costs with improved human health in sustainable machining of austenitic stainless steel through multi-objective optimisation. Int. J. Sustain. Manuf. 2020, 4, 281–299. [Google Scholar] [CrossRef]
- Krolczyk, G.; Maruda, R.; Krolczyk, J.; Wojciechowski, S.; Mia, M.; Nieslony, P.; Budzik, G. Ecological trends in machining as a key factor in sustainable production—A review. J. Clean. Prod. 2019, 218, 601–615. [Google Scholar] [CrossRef]
- Olufayo, O.; Songmene, V.; Kenné, J.-P.; Ayomoh, M. Modelling for cost and productivity optimisation in sustainable manufacturing: A case of dry versus wet machining of mould steels. Int. J. Prod. Res. 2020, 1–20. [Google Scholar] [CrossRef]
- Broitman, E. Indentation Hardness Measurements at Macro-, Micro-, and Nanoscale: A Critical Overview. Tribol. Lett. 2017, 65, 23. [Google Scholar] [CrossRef]
- ISO 14577-1:2002. Metallic Materials—Instrumented Indentation Test for Hardness and Materials Parameters—Part 1: Test Method. Available online: https://www.iso.org/standard/30104.html (accessed on 1 April 2021).
- Germak, A.; Herrmann, K.; Low, S. Traceability in hardness measurements: From the definition to industry. Metrologia 2010, 47, S59–S66. [Google Scholar] [CrossRef]
- Stilwell, N.A.; Tabor, D. Elastic Recovery of Conical Indentations. Proc. Phys. Soc. 1961, 78, 169–179. [Google Scholar] [CrossRef]
- Pethicai, J.B.; Hutchings, R.; Oliver, W.C. Hardness measurement at penetration depths as small as 20 nm. Philos. Mag. A 1983, 48, 593–606. [Google Scholar] [CrossRef]
- Doerner, M.; Nix, W. A method for interpreting the data from depth-sensing indentation instruments. J. Mater. Res. 1986, 1, 601–609. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Zuev, L.B.; Danilov, V.I.; Konovalov, S.V.; Filip’Ev, R.A.; Gromov, V.E. Influence of contact potential difference and electric potential on the microhardness of metals. Phys. Solid State 2009, 51, 1137–1141. [Google Scholar] [CrossRef]
- Orlova, D.V.; Danilov, V.I.; Zuev, L. Character of variation in the microhardness of the (0001) plane of Zn single crystals under the action of electrostatic field and the possible reason for this effect. Phys. Solid State 2013, 55, 353–357. [Google Scholar] [CrossRef]
- Cheng, Y.T.; Cheng, C.M. Scaling approach to conical indentation in elastic-plastic solids with work hardening. J. Appl. Phys. 1998, 84, 1284–1291. [Google Scholar] [CrossRef]
- Cheng, Y.-T.; Cheng, C.-M. Relationships between hardness, elastic modulus, and the work of indentation. Appl. Phys. Lett. 1998, 73, 614–616. [Google Scholar] [CrossRef]
- Zeng, K.; Chiu, C.-H. An analysis of load–penetration curves from instrumented indentation. Acta Mater. 2001, 49, 3539–3551. [Google Scholar] [CrossRef]
- N’Jock, M.Y.; Roudet, F.; Idriss, M.; Bartier, O.; Chicot, D. Work-of-indentation coupled to contact stiffness for cal-culating elastic modulus by instrumented indentation. Mech. Mater. 2016, 94, 170–179. [Google Scholar]
- Kang, J.J.; Becker, A.A.; Wen, W.; Sun, W. Extracting elastic-plastic properties from experimental loading-unloading indentation curves using different optimization techniques. Int. J. Mech. Sci. 2018, 144, 102–109. [Google Scholar] [CrossRef]
- Goto, K.; Watanabe, I.; Ohmura, T. Determining suitable parameters for inverse estimation of plastic properties based on indentation marks. Int. J. Plast. 2019, 116, 81–90. [Google Scholar] [CrossRef]
- Bao, Y.; Wang, W.; Zhou, Y. Investigation of the relationship between elastic modulus and hardness based on depth-sensing indentation measurements. Acta Mater. 2004, 52, 5397–5404. [Google Scholar] [CrossRef]
- Zorzi, J.; Perottoni, C. Estimating Young’s modulus and Poisson’s ratio by instrumented indentation test. Mater. Sci. Eng. A 2013, 574, 25–30. [Google Scholar] [CrossRef]
- Prou, J.; Kishimoto, K.; Constantinescu, A. Identification of Young’s Modulus from Indentation Testing and Inverse Analysis. J. Solid Mech. Mater. Eng. 2010, 4, 781–795. [Google Scholar] [CrossRef]
- Chudoba, T.; Jennett, N. Higher accuracy analysis of instrumented indentation data obtained with pointed indenters. J. Phys. D Appl. Phys. 2008, 41, 215407. [Google Scholar] [CrossRef]
- Ullner, C.; Reimann, E.; Kohlhoff, H.; Subaric-Leitis, A. Effect and measurement of the machine compliance in the macro range of instrumented indentation test. Measurement 2010, 43, 216–222. [Google Scholar] [CrossRef]
- Cagliero, R.; Barbato, G.; Maizza, G.; Genta, G. Measurement of elastic modulus by instrumented indentation in the mac-ro-range: Uncertainty evaluation. Int. J. Mech. Sci. 2015, 101, 161–169. [Google Scholar] [CrossRef]
- Lago, S.; Brignolo, S.; Cuccaro, R.; Musacchio, C.; Albo, P.G.; Tarizzo, P. Application of acoustic methods for a non-destructive evaluation of the elastic properties of several typologies of materials. Appl. Acoust. 2014, 75, 10–16. [Google Scholar] [CrossRef]
- Schiavi, A.; Origlia, C.; Germak, A.; Barbato, G.; Maizza, G.; Genta, G.; Cagliero, R.; Coppola, G. Measurement of Macro-Scale Indentation Modulus Using the Primary Hardness Standard Machines at INRIM. In Proceedings of the IMEKO TC3, TC5, TC22 Joint Conference, Helsinki, Finland, 1 June 2017. [Google Scholar]
- Schiavi, A.; Origlia, C.; Cackett, A.; Hardie, C.; Signore, D.; Petrella, O.; Germak, A. Comparison between tensile properties and indentation properties measured with various shapes indenters of Copper-Chromium-Zirconium alloy at macroscale level. J. Phys. Conf. Ser. 2018, 1065, 062010. [Google Scholar] [CrossRef]
- Schiavi, A.; Origlia, C.; Germak, A.; Barbato, G.; Maizza, G.; Genta, G.; Cagliero, R.; Coppola, G. Indentation modulus at macro-scale level measured from Brinell and Vickers indenters by using the primary hardness standard machine at IN-RiM. ACTA IMEKO 2019, 8, 3–12. [Google Scholar] [CrossRef]
- Barbato, G.; Desogus, S.; Levi, R. Design and performance of a dead-weight standard Rockwell hardness testing machine. J. Test. Eval. 1978, 6, 276–279. [Google Scholar]
- Germak, A.; Origlia, C. Metrological Characterization of the Vickers Hardness Calibration Machine and Gal-Vision Measuring System Realised by LTF for NIM (China). Available online: https://www.researchgate.net/profile/Alessandro-Germak/publication/236609733_Metrological_characterization_of_the_Gal-Indent_and_Gal-Vision_measuring_systems_realised_by_LTF_Spa_for_UME_Turkey/links/00463518d0bb899d9f000000/Metrological-characterization-of-the-Gal-Indent-and-Gal-Vision-measuring-systems-realised-by-LTF-Spa-for-UME-Turkey.pdf (accessed on 1 April 2021).
- Germak, A.; Liguori, A.; Origlia, C. Experience in the Metrological Characterization of Primary Hardness Standard Machines. In Proceedings of the HARDMEKO 2007, Tsukuba, Japan, 19–21 November 2007. [Google Scholar]
- ISO 6507-1:2018. Metallic Materials—Vickers Hardness Test—Part 1: Test Method. Available online: https://www.iso.org/standard/64065.html (accessed on 1 April 2021).
- Petit, F.; Vandeneede, V.; Cambier, F. Relevance of instrumented micro-indentation for the assessment of hardness and Young’s modulus of brittle materials. Mater. Sci. Eng. A 2007, 456, 252–260. [Google Scholar] [CrossRef]
- Prato, A.; Galliani, D.; Origlia, C.; Germak, A. A correction method for Vickers indenters squareness measurement due to the tilt of the pyramid axis. Measurement 2019, 140, 565–571. [Google Scholar] [CrossRef]
- Prato, A.; Origlia, C.; Germak, A. Verification of Knoop indenters with a Vickers-addressed optical system. Measurement 2020, 163, 107928. [Google Scholar] [CrossRef]
- Milman, Y.V.; Chugunova, S.I.; Goncharova, I.V.; Golubenko, A.A. Plasticity of Materials Determined by the Indentation Method. Usp. Fiz. Met. 2018, 19, 271–308. [Google Scholar] [CrossRef]
- Milman, Y.; Galanov, B.; Chugunova, S. Plasticity characteristic obtained through hardness measurement. Acta Met. Et Mater. 1993, 41, 2523–2532. [Google Scholar] [CrossRef]
- BIPM 2007. Available online: https://www.bipm.org/en/cipm-mra/kcdb.html (accessed on 1 April 2021).
- Nakamura, M. Theory and Application of Hardness Tests: Evaluating Hardness Based on Material Flow; Yamamoto Scientific Tool Laboratory Co., Ltd.: Osaka, Japan, 2019. [Google Scholar]
- Malzbender, J. Comment on the determination of mechanical properties from the energy dissipated during indentation. J. Mater. Res. 2005, 20, 1090–1092. [Google Scholar] [CrossRef]
- Venkatesh, T.A.; van Vleit, K.J.; Ginnakopoulos, A.E.; Suresh, S. Determination of elasto-plastic properties by instrumented sharp indentation: Guidelines for property extraction. Scr. Mater. 2000, 42, 833. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Young’s Modulus Es (GPa) | Poisson Ratio νs (-) |
|---|---|---|
| Stainless steel | 201.7 | 0.287 |
| Aluminum alloy | 71.6 | 0.342 |
| Copper alloy | 122.6 | 0.358 |
| Cu–Cr–Zr | 135.0 | 0.310 |
| Experimental Data | HV3 | HV30 | HV100 | |
|---|---|---|---|---|
| Maximum applied load | FMAX (N) | 29.4 | 294.2 | 980.6 |
| Maximum indentation depth 1 | hMAX (µm) | 49.2 | 102.5 | 181.1 |
| Contact depth | hc (µm) | 48.0 | 97.9 | 171.4 |
| Permanent indentation depth | hp (µm) | 44.9 | 91.6 | 160.5 |
| Maximum indentation depth 1 | h1 (µm) | 48.6 | 101.4 | 179.4 |
| Creep drift | Δh (µm) | 0.6 | 1.1 | 1.6 |
| Contact area | Ap (m) | 5.64 × 10−8 | 2.35 × 10−7 | 7.20 × 10−7 |
| Frame compliance | Cf (mN−1) | 9.44 × 10−8 | 3.58 × 10−8 | 2.25 × 10−8 |
| Contact stiffness | S (Nm−1) | 1.80 × 107 | 4.75 × 107 | 7.56 × 107 |
| Contact compliance | Cs (mN−1) | 5.7 × 10−12 | 5.1 × 10−13 | 1.5 × 10−13 |
| Experimental Results | ||||
| Hardness (Vickers) | HV | 210.8 | 177.5 | 173.9 |
| Indentation hardness | HIT (MPa) | 1297.8 | 1039.8 | 1364.3 |
| Indentation modulus | EIT (GPa) | 80.8 | 87.3 | 90.6 |
| Elastic part of indentation work | ηIT (%) | 20.8 | 14.8 | 14.4 |
| Indentation creep | CIT (%) | 1.2 | 1.1 | 0.9 |
| Plastic deformation work 2 | Wplast (µJ) | 282 | 7533 | 45,760 |
| Work of creep | Wcreep (µJ) | 17 | 334 | 1603 |
| Elastic deformation work | Welast (µJ) | 32 | 1031 | 6923 |
| Plasticity characteristic | δH (-) | 0.92 | 0.90 | 0.89 |
| Experimental Data | HV3 | HV30 | HV100 | |
|---|---|---|---|---|
| Maximum applied load | FMAX (N) | 29.4 | 294.2 | 980.6 |
| Maximum indentation depth 1 | hMAX (µm) | 43.6 | 182.3 | 320.4 |
| Contact depth | hc (µm) | 42.6 | 178.7 | 312.4 |
| Permanent indentation depth | hp (µm) | 38.8 | 173.2 | 302.2 |
| Maximum indentation depth 1 | h1 (µm) | 43.3 | 181.3 | 318.7 |
| Creep drift | Δh (µm) | 0.3 | 1.0 | 1.7 |
| Contact area | Ap (m) | 4.44 × 10−8 | 7.83 × 10−7 | 2.39 × 10−6 |
| Frame compliance | Cf (mN−1) | 9.44 × 10−8 | 3.58 × 10−8 | 2.25 × 10−8 |
| Contact stiffness | S (Nm−1) | 2.15 × 107 | 6.15 × 107 | 9.14 × 107 |
| Contact compliance | Cs (mN−1) | 2.7 × 10−12 | 2.9 × 10−13 | 1.2 × 10−13 |
| Experimental Results | ||||
| Hardness (Vickers) | HV | 65.4 | 49.4 | 44.2 |
| Indentation hardness | HIT (MPa) | 662.6 | 521.9 | 410.2 |
| Indentation modulus | EIT (GPa) | 92.4 | 73.1 | 51.8 |
| Elastic part of indentation work | ηIT (%) | 11.6 | 6.1 | 6.4 |
| Indentation creep | CIT (%) | 0.7 | 0.5 | 0.5 |
| Plastic deformation work 2 | Wplast (µJ) | 393 | 15,666 | 102,290 |
| Work of creep | Wcreep (µJ) | 9 | 284 | 1696 |
| Elastic deformation work | Welast (µJ) | 28 | 797 | 5776 |
| Plasticity characteristic | δH (-) | 0.90 | 0.96 | 0.95 |
| Experimental Data | HV3 | HV30 | HV100 | |
|---|---|---|---|---|
| Maximum applied load | FMAX (N) | 29.4 | 294.2 | 980.6 |
| Maximum indentation depth 1 | hMAX (µm) | 47.4 | 89.6 | 194.1 |
| Contact depth | hc (µm) | 45.0 | 81.9 | 178.6 |
| Permanent indentation depth | hp (µm) | 41.8 | 72.2 | 161.1 |
| Maximum indentation depth 1 | h1 (µm) | 47.1 | 89.1 | 193.4 |
| Creep drift | Δh (µm) | 0.3 | 0.5 | 0.8 |
| Contact area | Ap (m) | 4.97 × 10−8 | 1.64 × 10−7 | 7.82 × 10−7 |
| Frame compliance | Cf (mN−1) | 9.44 × 10−8 | 3.58 × 10−8 | 2.25 × 10−8 |
| Contact stiffness | S (Nm−1) | 9.32 × 106 | 2.86 × 107 | 4.75 × 107 |
| Contact compliance | Cs (mN−1) | 7.1 × 10−12 | 6.4 × 10−13 | 2.4 × 10−13 |
| Experimental Results | ||||
| Hardness (Vickers) | HV | 176.6 | 174.1 | 170.9 |
| Indentation hardness | HIT (MPa) | 1362.9 | 1790.5 | 1348.8 |
| Indentation modulus | EIT (GPa) | 58.1 | 67.8 | 52.7 |
| Elastic part of indentation work | ηIT (%) | 21.4 | 23.8 | 21.8 |
| Indentation creep | CIT (%) | 0.7 | 0.5 | 0.4 |
| Plastic deformation work2 | Wplast (µJ) | 257 | 6325 | 40,914 |
| Work of creep | Wcreep (µJ) | 9 | 135 | 750 |
| Elastic deformation work | Welast (µJ) | 53 | 1704 | 10,573 |
| Plasticity characteristic | δH (-) | 0.89 | 0.81 | 0.83 |
| Experimental Data | HV3 | HV30 | HV100 | |
|---|---|---|---|---|
| Maximum applied load | FMAX (N) | 29.4 | 294.2 | 980.6 |
| Maximum indentation depth 1 | hMAX (µm) | 43.9 | 150.7 | 287.1 |
| Contact depth | hc (µm) | 42.7 | 146.4 | 278.2 |
| Permanent indentation depth | hp (µm) | 41.1 | 137.7 | 270.0 |
| Maximum indentation depth 1 | h1 (µm) | 43.5 | 149.6 | 285.0 |
| Creep drift | Δh (µm) | 0.4 | 1.1 | 2.1 |
| Contact area | Ap (m) | 4.47 × 10−8 | 5.25 × 10−7 | 1.90 × 10−6 |
| Frame compliance | Cf (mN−1) | 9.44 × 10−8 | 3.58 × 10−8 | 2.25 × 10−8 |
| Contact stiffness | S (Nm−1) | 1.87 × 107 | 5.18 × 107 | 8.23 × 107 |
| Contact compliance | Cs (mN−1) | 3.1 × 10−12 | 3.5 × 10−13 | 1.2 × 10−13 |
| Experimental Results | ||||
| Hardness (Vickers) | HV | 90.0 | 62.7 | 57.8 |
| Indentation Hardness | HIT (MPa) | 887.8 | 633.0 | 631.5 |
| Indentation Modulus | EIT (GPa) | 91.5 | 70.6 | 91.2 |
| Elastic part of indentation work | ηIT (%) | 13.5 | 7.6 | 7.3 |
| Indentation Creep | CIT (%) | 0.9 | 0.7 | 0.7 |
| Plastic deformation work 2 | Wplast (µJ) | 345 | 13,560 | 88,507 |
| Work of creep | Wcreep (µJ) | 11 | 329 | 2032 |
| Elastic deformation work | Welast (µJ) | 32 | 936 | 6066 |
| Plasticity characteristic | δH (-) | 0.95 | 0.92 | 0.95 |
| Variable | Symbol | Value | Note | u2 (xj) | cj | uj2 (EIT) |
|---|---|---|---|---|---|---|
| Young’s modulus (i) | Ei (Pa) | 1.14 × 106 | Tabulated | negligible | ||
| Poisson ratio (i) | νI (-) | 7.00 × 10−2 | Tabulated | negligible | ||
| Poisson ratio (s) | νs (-) | 3.30 × 10−1 | Tabulated | 4.8 × 10−5 | −3.8 × 1010 | 7.0 × 1016 |
| Vertex angle | A (rad) | 2.37 | Certificate | 6.5 × 10−8 | −7.4 × 1010 | 3.5 × 1014 |
| Max. indentation depth | hMAX (m) | 3.20 × 10−4 | Resolution | 3.3 × 10−17 | −1.8 × 1014 | 1.1 × 1012 |
| Maximum applied load | FMAX (N) | 9.81 × 102 | Resolution | 2.4 × 10−3 | 5.6 × 106 | 7.5 × 1010 |
| Contact stiffness | S (Nm−1) | 9.14 × 107 | Regression | 7.5 × 1010 | 5.5 × 102 | 2.3 × 1016 |
| Frame compliance | Cf (mN−1) | 2.25 × 10−8 | Regression | 1.3 × 10−20 | 1.8 × 1017 | 4.0 × 1014 |
| EIT (Pa) | 4.10 × 109 | Reproducibility | 1.6 × 1019 | 1 | 1.6 × 1019 | |
| Indentation modulus | EIT (Pa) | 51.8 × 109 | U(EIT) | 8.9 × 109 | ||
| % | 17.4 | |||||
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schiavi, A.; Origlia, C.; Germak, A.; Prato, A.; Genta, G. Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine. Materials 2021, 14, 2912. https://doi.org/10.3390/ma14112912
Schiavi A, Origlia C, Germak A, Prato A, Genta G. Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine. Materials. 2021; 14(11):2912. https://doi.org/10.3390/ma14112912
Chicago/Turabian StyleSchiavi, Alessandro, Claudio Origlia, Alessandro Germak, Andrea Prato, and Gianfranco Genta. 2021. "Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine" Materials 14, no. 11: 2912. https://doi.org/10.3390/ma14112912
APA StyleSchiavi, A., Origlia, C., Germak, A., Prato, A., & Genta, G. (2021). Indentation Modulus, Indentation Work and Creep of Metals and Alloys at the Macro-Scale Level: Experimental Insights into the Use of a Primary Vickers Hardness Standard Machine. Materials, 14(11), 2912. https://doi.org/10.3390/ma14112912