
Analysis of Hot Stamping Tool Cooling System—A Case Study


Abstract
1. Introduction
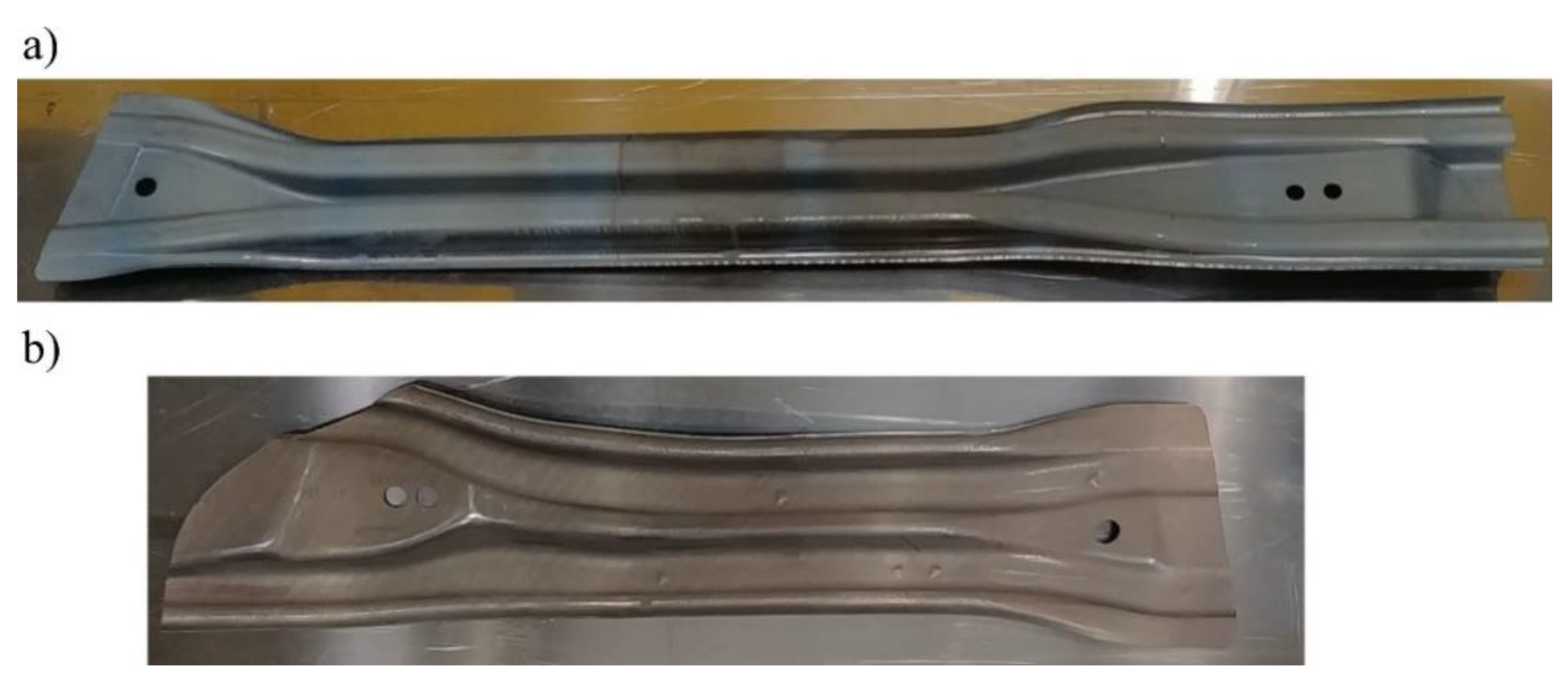
2. Object of Analysis
- yield point
- strenght limit
- hardness
3. Choice of Cooling System Computer Simulations
3.1. Initial Selection of Cooling System Parameters
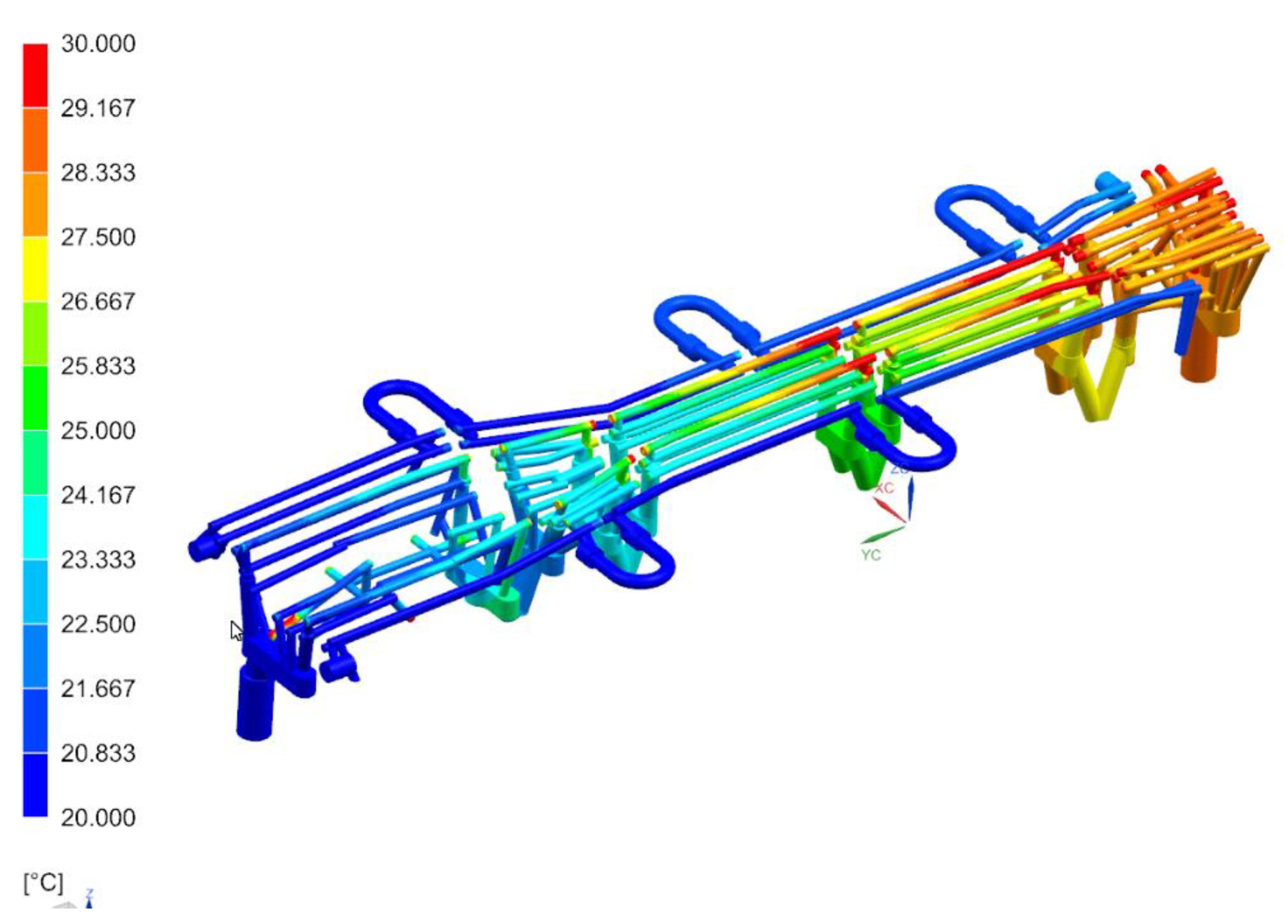
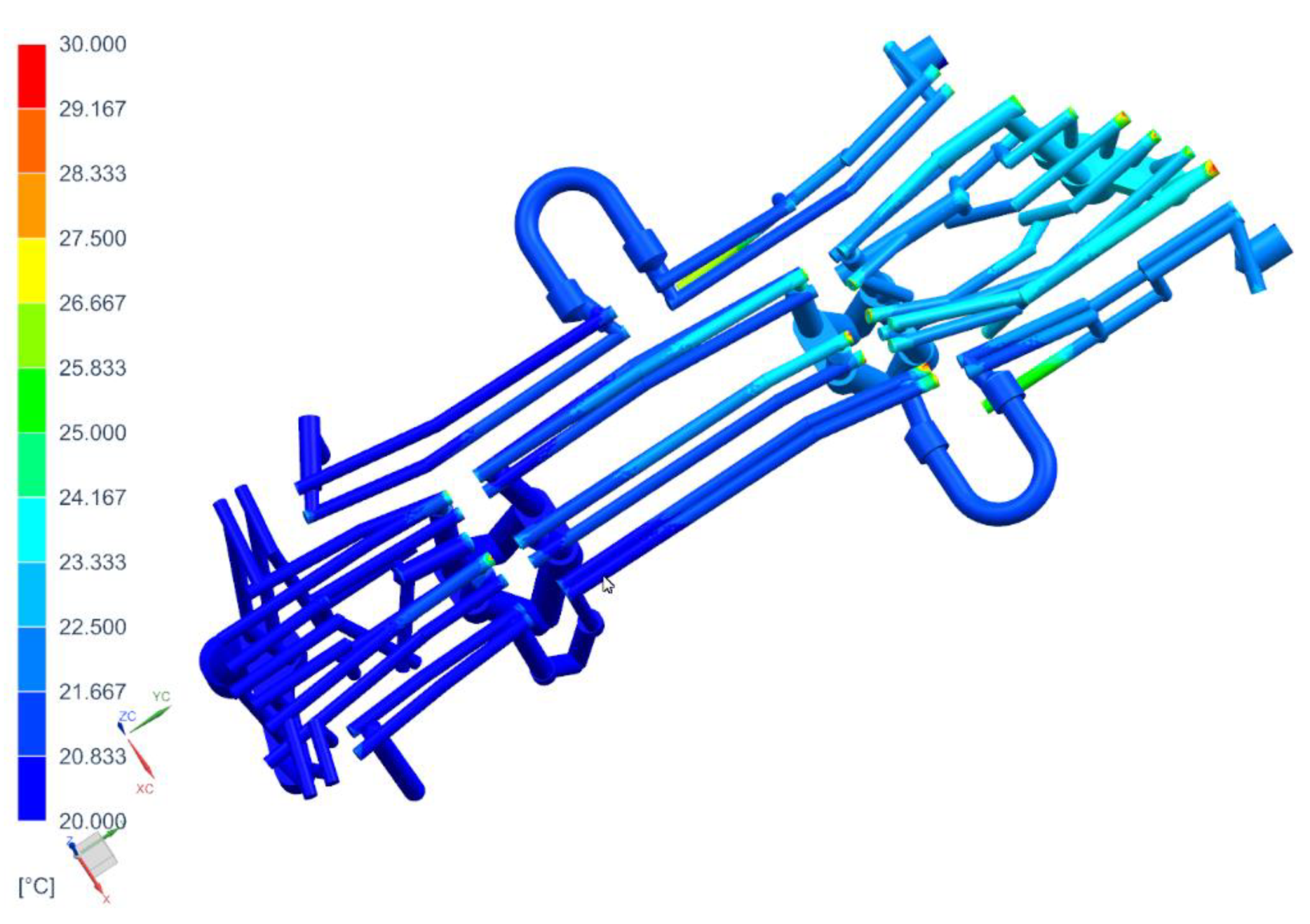
3.2. Coupled Thermal-Flow Simulations
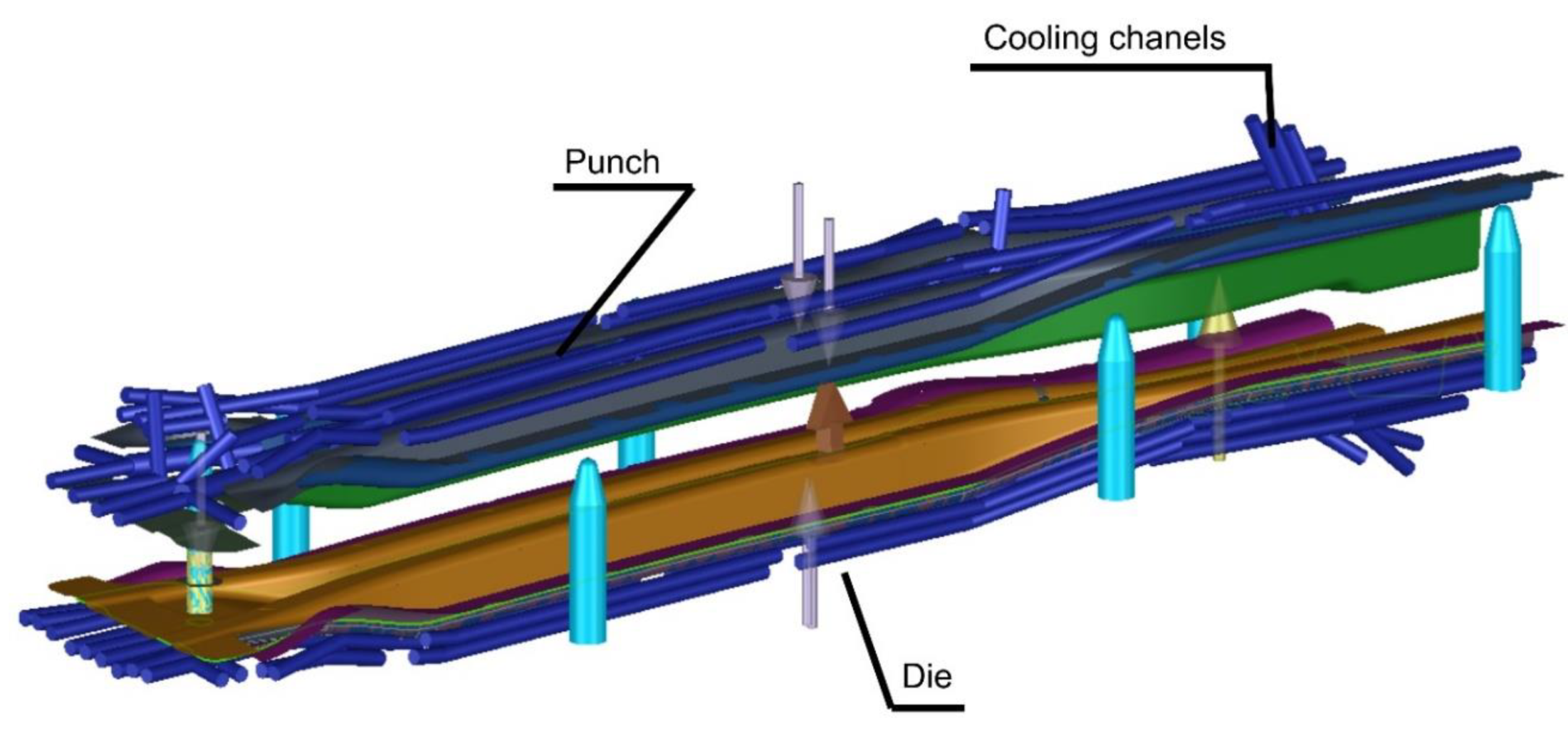
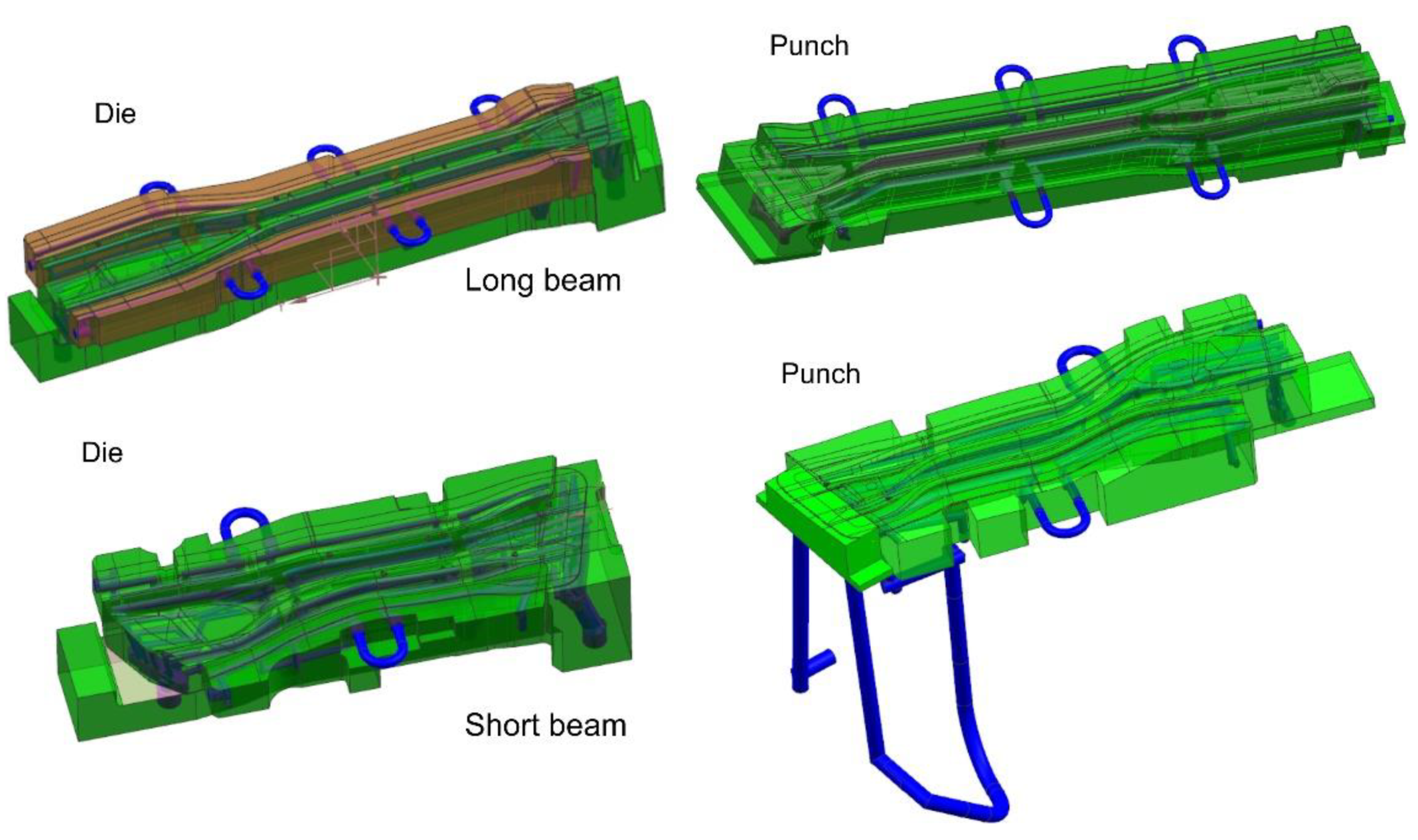
3.2.1. Discrete Calculation Model
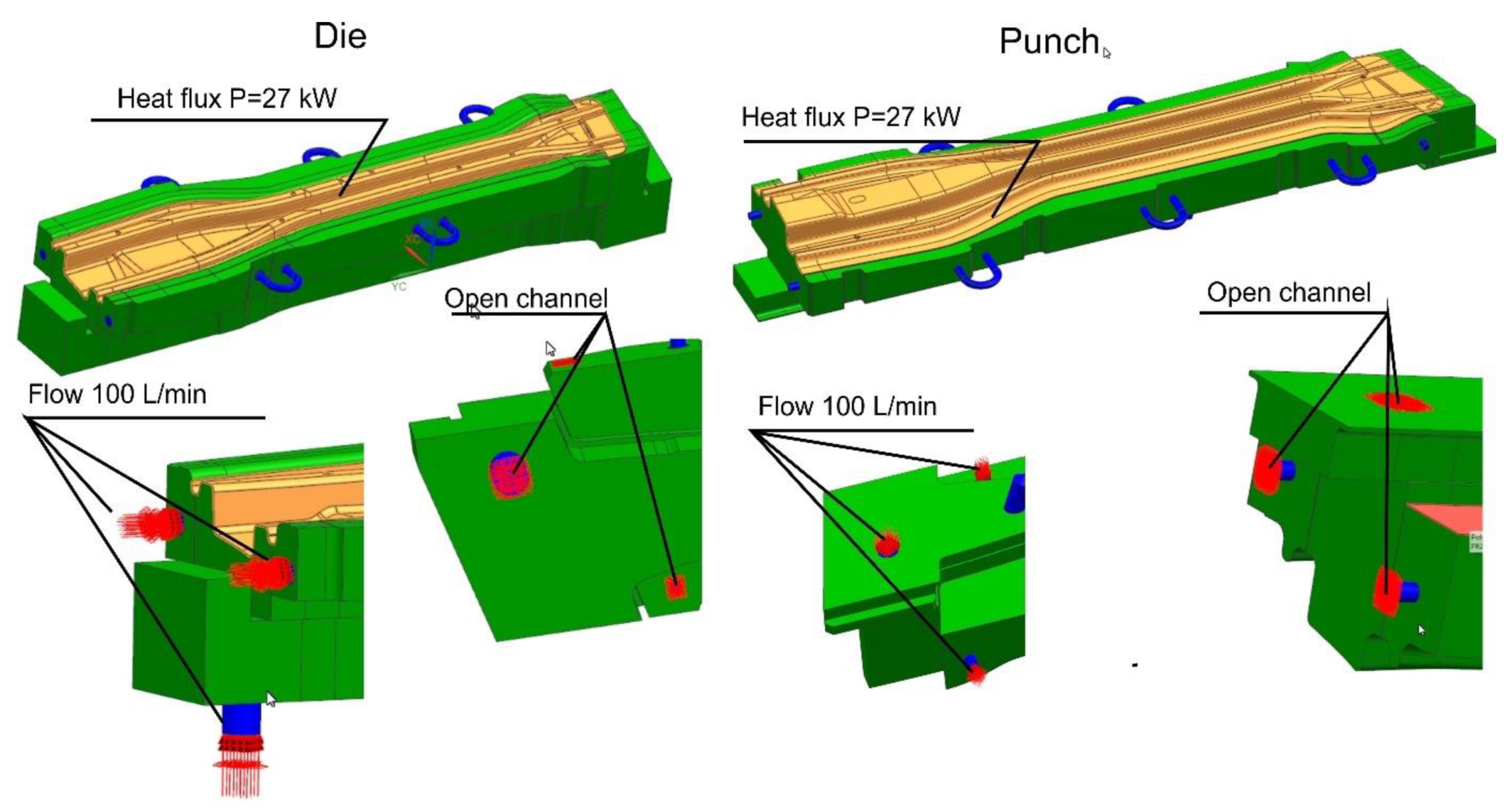
3.2.2. Boundary Conditions of the Analysis
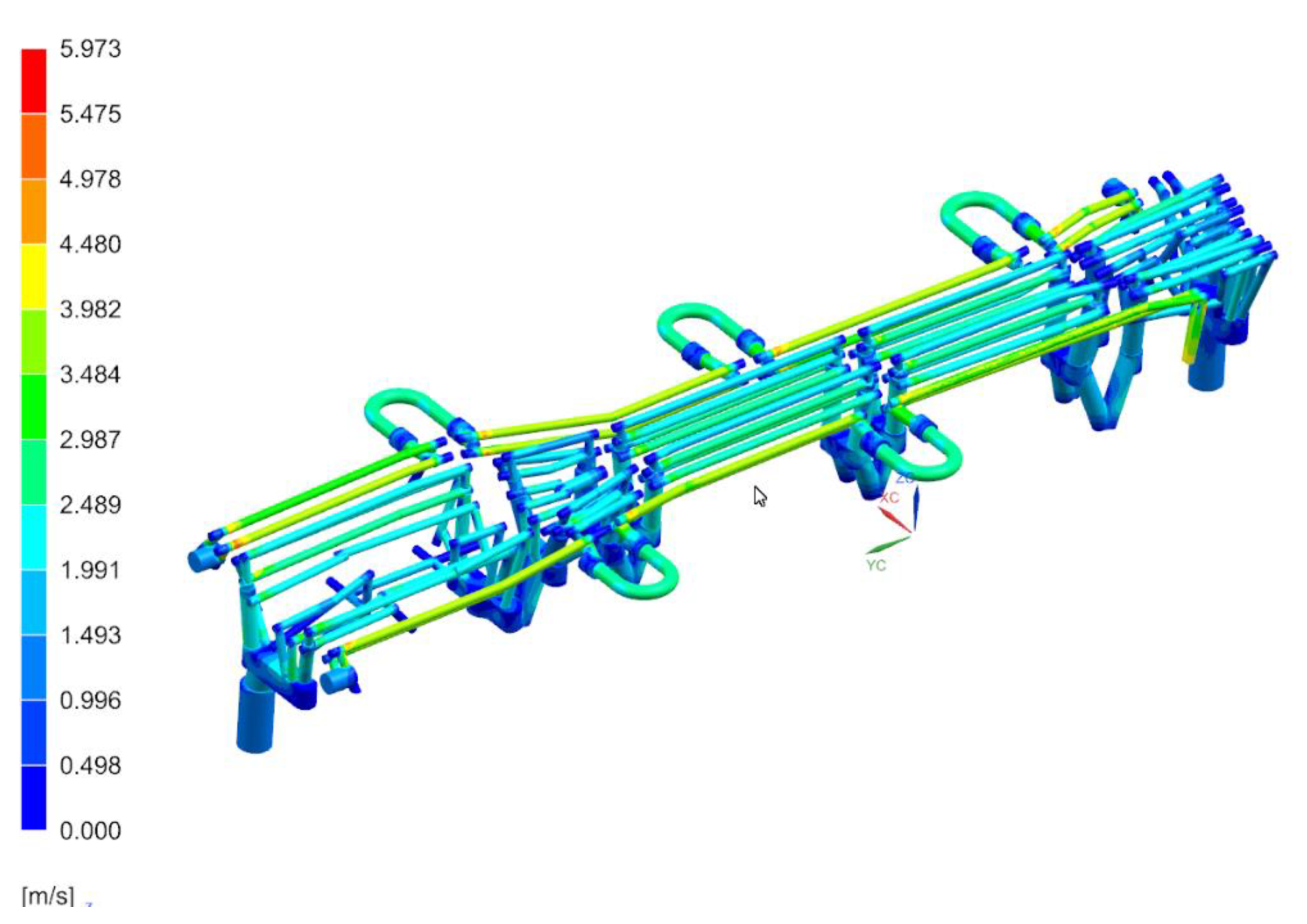
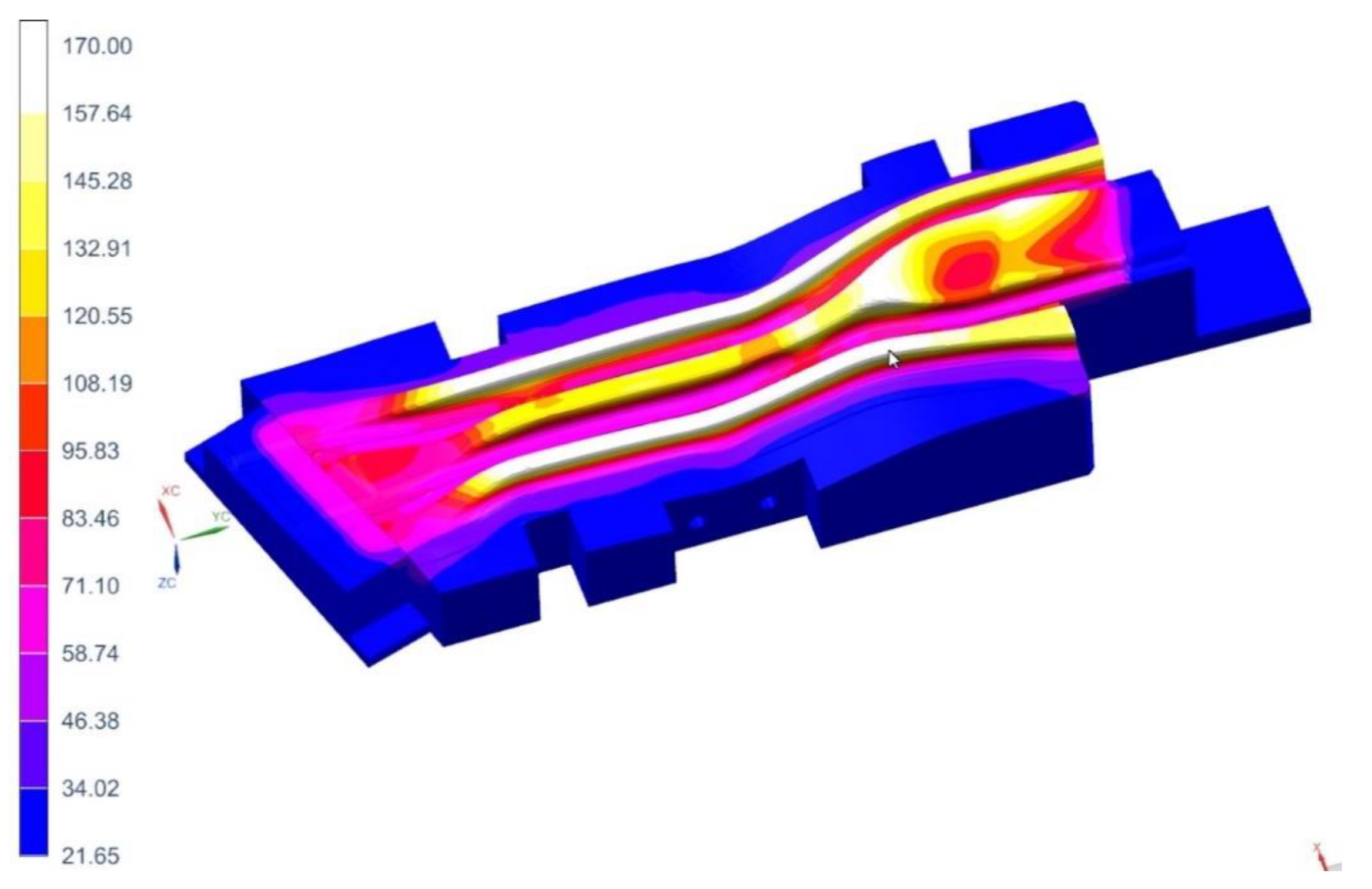
4. Results of Computer Simulations
4.1. Cavity 1—Right Long Beam
4.2. Cavity 3—Short Right Beam
5. Measuring the Temperature of the Tool Working Surfaces with a Thermovision Camera. Measurement of the Drawpiece Properties
5.1. Temperature Measurement of Dies and Punches
- Temperature distributions from thermovision camera confirmed the location of the die areas with increased temperatures, obtained by simulation, the maximum values of these temperatures are similar.
- For the long beam die (cavity 1), the temperature measurement result in the place where it had the highest value was 150 °C and the simulation result in the same place was approximately 160 °C.
- For the short beam die (cavity 3), the temperature measurement result in the place where it had the highest value was 147 °C and the simulation result in the same place was approximately 155 °C.
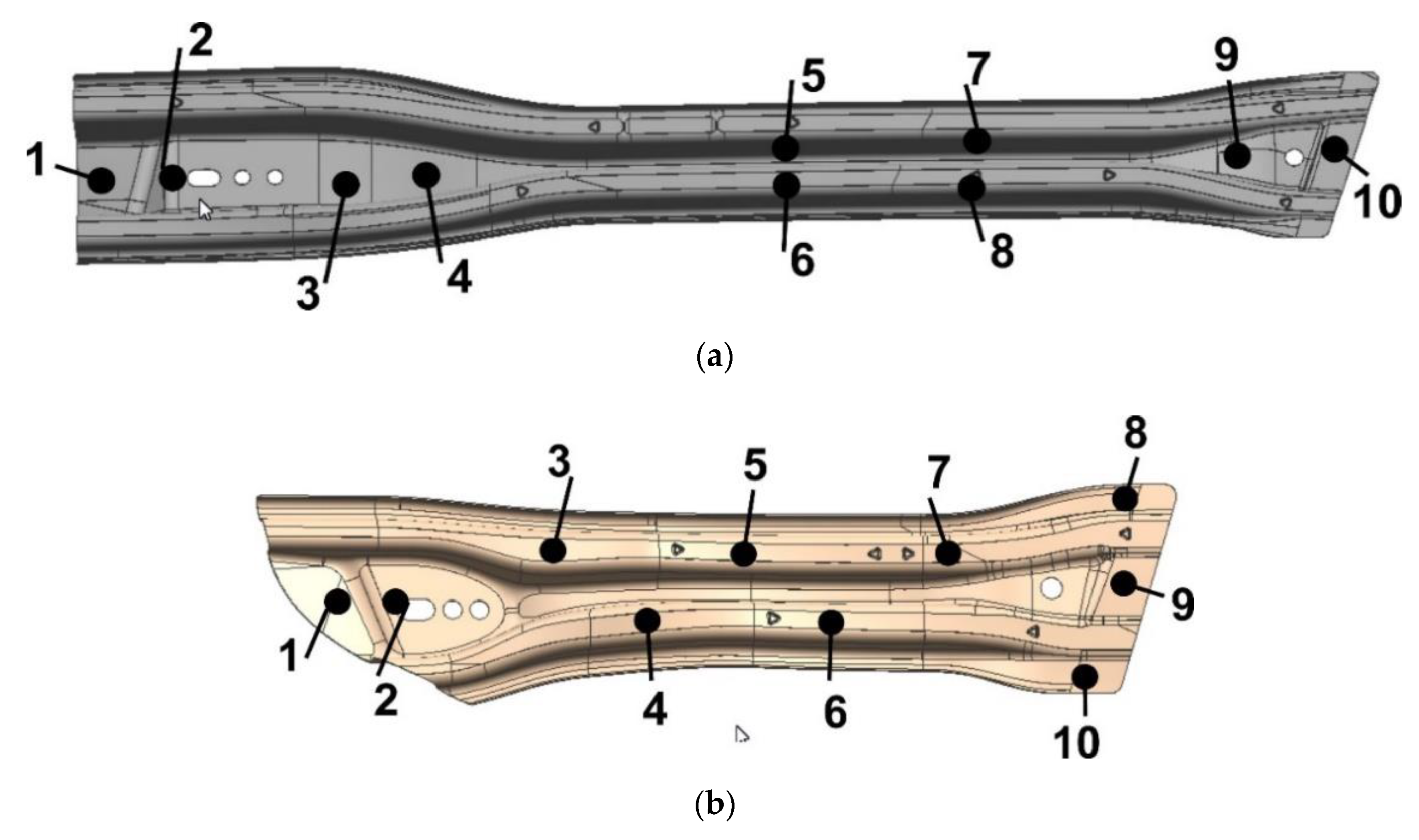
5.2. Non-Destructive Tests of Drawpieces
- Vickers hardness:
- ○
- for the long beam, the maximum value is 546 (point 5), the minimum value is 474 (point 3),
- ○
- o for the short beam, the maximum value is 532 (point 4), the minimum value is 452 (point 2),
- the yield point Rp0.2
- ○
- o for the long beam, the maximum value is 1151 MPa (point 8), the minimum value is 984 MPa (point 9),
- ○
- o for the short beam, the maximum value is 1151 MPa (point 9), the minimum value is 952 MPa (point 4),
- strength limit Rm
- ○
- o for the long beam, the maximum value is 1559 MPa (point 8), the minimum value is 1372 MPa (point 1),
- ○
- o for the short beam, the maximum value is 1546 MPa (point 9), the minimum value is 1371 MPa (point 4).
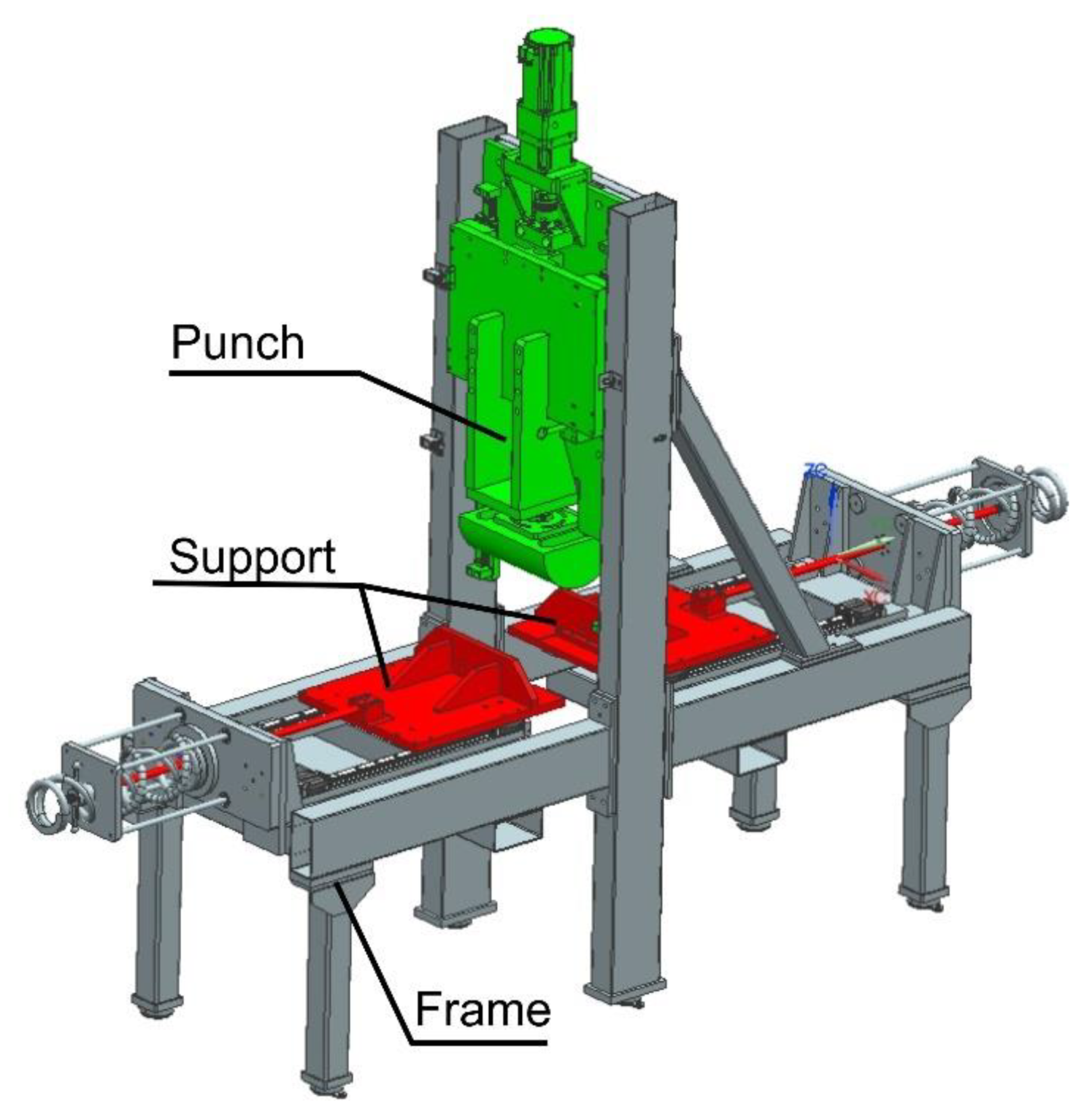
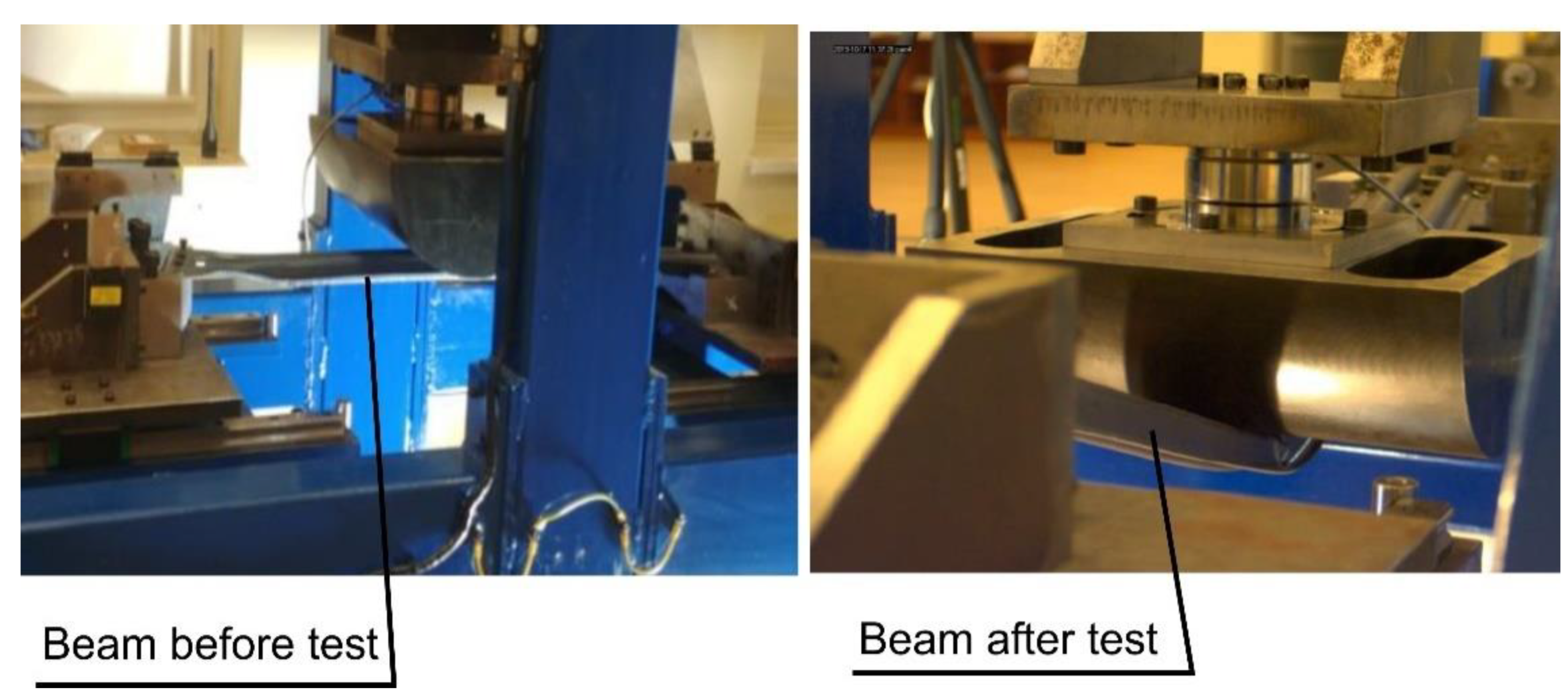
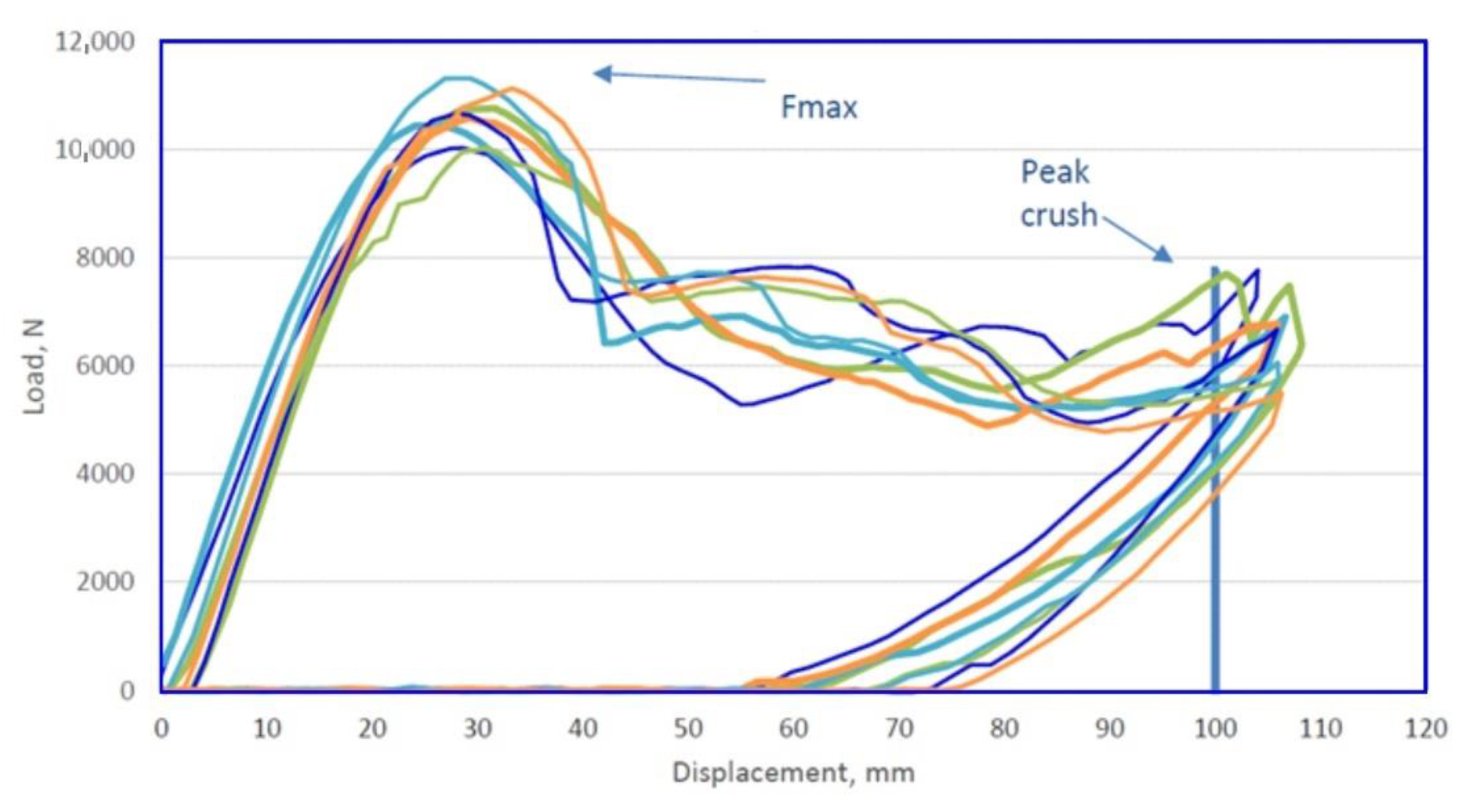
5.3. Destructive Tests of Drawpieces
6. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Burton, I. Our common future. The world commission on environment and development. Environment 1987, 29, 25–29. [Google Scholar]
- European Union. Directive (EU) 2019/1161 of the European Parliament and of the council of 20 June 2019 amending directive 2009/33/EC on the promotion of clean and energy-efficient road transport vehicles. Off. J. Eur. Union 2019, 88, 116–130. [Google Scholar]
- Miyanishi, M. Manufacturing of light weight cars. In Proceedings of the 13th International Conference on Metal Forming, Toyohashi, Japan, 19–22 September 2010. [Google Scholar]
- Cischino, E.; di Paolo, F.; Mangino, E.; Pullini, D.; Elizetxea, C.; Maestro, C.; Alcalde, E.; de Claville, J.C. An advanced technological lightweighted solution for a body in white. Transp. Res. Procedia 2016, 14, 1021–1030. [Google Scholar] [CrossRef]
- Mori, K.; Bariani, P.F.; Behrens, B.A.; Brosius, A.; Bruschi, S.; Maeno, T.; Merklein, M.; Yanagimoto, J. Hot stamping of ultrahigh strength steel parts. CIRP Annals 2017, 66, 755–777. [Google Scholar] [CrossRef]
- Feuser, P.; Schweiker, T.; Merklein, M. Partially hot-formed parts from 22MnB5—Process window, material characteristics and component test results. In Proceedings of the 10th International Conference on Technology of Plasticity, Aachen, Germany, 25–30 September 2011; pp. 408–413. [Google Scholar]
- Neugebauer, R.; Schieck, F.; Polster, S.; Mosel, A.; Rautenstrauch, A. Press hardening—An innovative and challenging technology. Arch. Civ. Mech. Eng. 2012, 12, 113–118. [Google Scholar] [CrossRef]
- Chen, J.; Gong, P.; Liu, Y.; Zheng, X.; Ren, F. Optimization of hot stamping cooling system using segmented model. Int. J. Adv. Manuf. Technol. 2017, 93, 1357–1365. [Google Scholar] [CrossRef]
- Ma, M.T.; Zhang, J.P.; Song, L.F.; Li, H. Forming limit diagram at high temperature for hot stamping steel. Adv. High Strength Steel Press Hardening 2017, 149–154. [Google Scholar]
- Nakagawa, Y.; Mori, K.; Maeno, T. Springback-free mechanism in hot stamping of ultra-high-strength steel parts and deformation behaviour and quenchability for thin sheet. Int. J. Adv. Manuf. Technol. 2018, 95, 459–467. [Google Scholar] [CrossRef]
- Hongsheng, L.; Jun, B.; Zhongwen, X.; Baoyu, S.; Yuying, Y. Analysis of mechanism of springback in 22MnB5 super-high strength steel forming. Acta Aeronaut. Austronautica Sin. 2010, 31, 865–870. [Google Scholar]
- Bok, H.-H.; Lee, M.-G.; Pavlina, E.J.; Barlat, F.; Kim, H.-D. Comparative study of the prediction of microstructure and mechanical properties for a hot-stamped B-pillar reinforcing part. Int. J. Mech. Sci. 2011, 53, 744–752. [Google Scholar] [CrossRef]
- Palmieria, M.E.; Lorussoa, D.V.; Tricaricoa, L. Investigation of material properties of tailored press hardening parts using numerical and physical simulation. Procedia Manuf. 2020, 50, 104–109. [Google Scholar] [CrossRef]
- Li, M.-F.; Chiang, T.-S.; Tseng, J.-H.; Tsai, C.-N. Hot stamping of door impact beam. Procedia Eng. 2014, 81, 1786–1791. [Google Scholar] [CrossRef]
- Hölker-Jäger, R.; Tekkaya, A.E. Additive manufacture of tools and dies for metal forming. In Laser Additive Manufacturing; Brandt, M., Ed.; Elsevier: Amsterdam, The Netherlands, 2016; pp. 439–464. [Google Scholar]
- Chantzis, D.; Liu, X.; Politis, D.J.; El Fakir, O.; Chua, T.Y.; Shi, Z.; Wang, L. Review on additive manufacturing of tooling for hot stamping. Int. J. Adv. Manuf. Technol. 2020, 109, 87–107. [Google Scholar] [CrossRef]
- Venkatesh, G.; Kumar, Y.R. Thermal analysis for conformal cooling channel. Mater. Today 2017, 4, 2592–2598. [Google Scholar] [CrossRef]
- Arrizubieta, J.I.; Cortina, M.; Ostolaza, M.; Ruiz, J.E.; Lamikiz, A. Case study: Modeling of the cycle time reduction in a B-pillar hot stamping operation using conformal cooling. Procedia Manuf. 2019, 41, 50–57. [Google Scholar] [CrossRef]
- Cortina, M.; Arrizubieta, J.I.; Calleja, A.; Ukar, E.; Alberdi, A. Case study to illustrate the potential of conformal cooling channels for hot stamping dies manufactured using hybrid process of laser metal deposition (LMD) and milling. Metals 2018, 8, 102. [Google Scholar] [CrossRef]
- Nazir, A.; Jeng, J-Y. A high-speed additive manufacturing approach for achieving high printing speed and accuracy. Proc. Inst. Mech. Eng. Part C 2020, 234, 2741–2749. [Google Scholar] [CrossRef]
- He, B.; Ying, L.; Li, X.; Hu, P. Optimal design of longitudinal conformal cooling channels in hot stamping tools. Appl. Therm. Eng. 2016, 106, 1176–1189. [Google Scholar] [CrossRef]
- Wenhua, W.; Ping, H.; Guozhe, S. Thermomechanical-phase transformation simulation of high-strength steel in hot stamping. Math. Probl. Eng. 2015, 2015, 1–12. [Google Scholar]
- Hoffmann, H.; So, H.; Steinbeiss, H. Design of hot stamping tools with cooling system. CIRP Annals 2007, 56, 269–272. [Google Scholar] [CrossRef]
- Steinbeiss, H.; So, H.; Michelitsch, T.; Hoffmann, H. Method for optimizing the cooling design of hot stamping tools. Prod. Eng. Res. Devel. 2007, 1, 149–155. [Google Scholar] [CrossRef]
- Cui, M.; Wang, Z.; Wang, L.; Huang, Y. Numerical simulation and multi-objective optimization of partition cooling in hot stamping of the automotive B-pillar based on RSM and NSGA-II. Metals 2020, 10, 1264. [Google Scholar] [CrossRef]
- Mengmeng, L.V.; Zhengwei, G.U.; Xin, L.I.; Hong, X.U. Optimal design for cooling system of hot stamping dies. ISIJ Int. 2016, 56, 2250–2258. [Google Scholar]
- Khalkhali, A.; Noraie, H.; Sarmadi, S. Sensitivity analysis and optimization of hot-stamping process of automotive components using analysis of variance and Taguchi technique. Proc. Inst. Mech. Eng. Part E 2017, 231, 732–746. [Google Scholar] [CrossRef]
- Zakaria, A.; Mohd, S.N.I.; Dezfouli, M. CFD evaluation of hot stamping die cooling system. Int. J. Eng. Technol. 2018, 7, 68–71. [Google Scholar] [CrossRef][Green Version]
- Ping, H.; Liang, Y.; Bin, H. Hot Stamping Advanced Manufacturing Technology of Lightweight Car Body; Springer: Berlin/Heidelberg, Germany, 2017. [Google Scholar]
- Cui, J.; Lei, V.; Xing, Z.; Li, C. Microstructure distribution and mechanical properties, prediction of boron alloy during hot forming using FE simulation. Mater. Sci. Eng. 2012, 535, 241–251. [Google Scholar] [CrossRef]
- AutoForm. R7 Software Manual; AutoForm Engineering GmbH: Pfäffikon, Switzerland, 2017. [Google Scholar]
- Simcenter 3D; Documentation; Siemens PLM Software: Plano, TX, USA, 2020.
- Zerstörungsfreie Prüfung Pressgehärteter Karosserieteile Mit 3MA. Available online: 3MA-presshaerten-de.pdf (accessed on 6 May 2021).





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Long Beam | ||
|---|---|---|
| Measure point | Imprint | Hardness HV |
| 1 |  | 466.4 |
| 4 |  | 481.6 |
| 10 |  | 477.2 |
| Short Beam | ||
| Measure point | Imprint | Hardness HV |
| 1 |  | 454.9 |
| 4 |  | 464.2 |
| 9 |  | 453.9 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Danielczyk, P.; Wróbel, I. Analysis of Hot Stamping Tool Cooling System—A Case Study. Materials 2021, 14, 2759. https://doi.org/10.3390/ma14112759
Danielczyk P, Wróbel I. Analysis of Hot Stamping Tool Cooling System—A Case Study. Materials. 2021; 14(11):2759. https://doi.org/10.3390/ma14112759
Chicago/Turabian StyleDanielczyk, Piotr, and Ireneusz Wróbel. 2021. "Analysis of Hot Stamping Tool Cooling System—A Case Study" Materials 14, no. 11: 2759. https://doi.org/10.3390/ma14112759
APA StyleDanielczyk, P., & Wróbel, I. (2021). Analysis of Hot Stamping Tool Cooling System—A Case Study. Materials, 14(11), 2759. https://doi.org/10.3390/ma14112759