
Properties of Concretes Incorporating Recycling Waste and Corrosion Susceptibility of Reinforcing Steel Bars


Abstract
1. Introduction
2. Materials and Methods
3. Experimental Results and Discussions
4. Conclusions
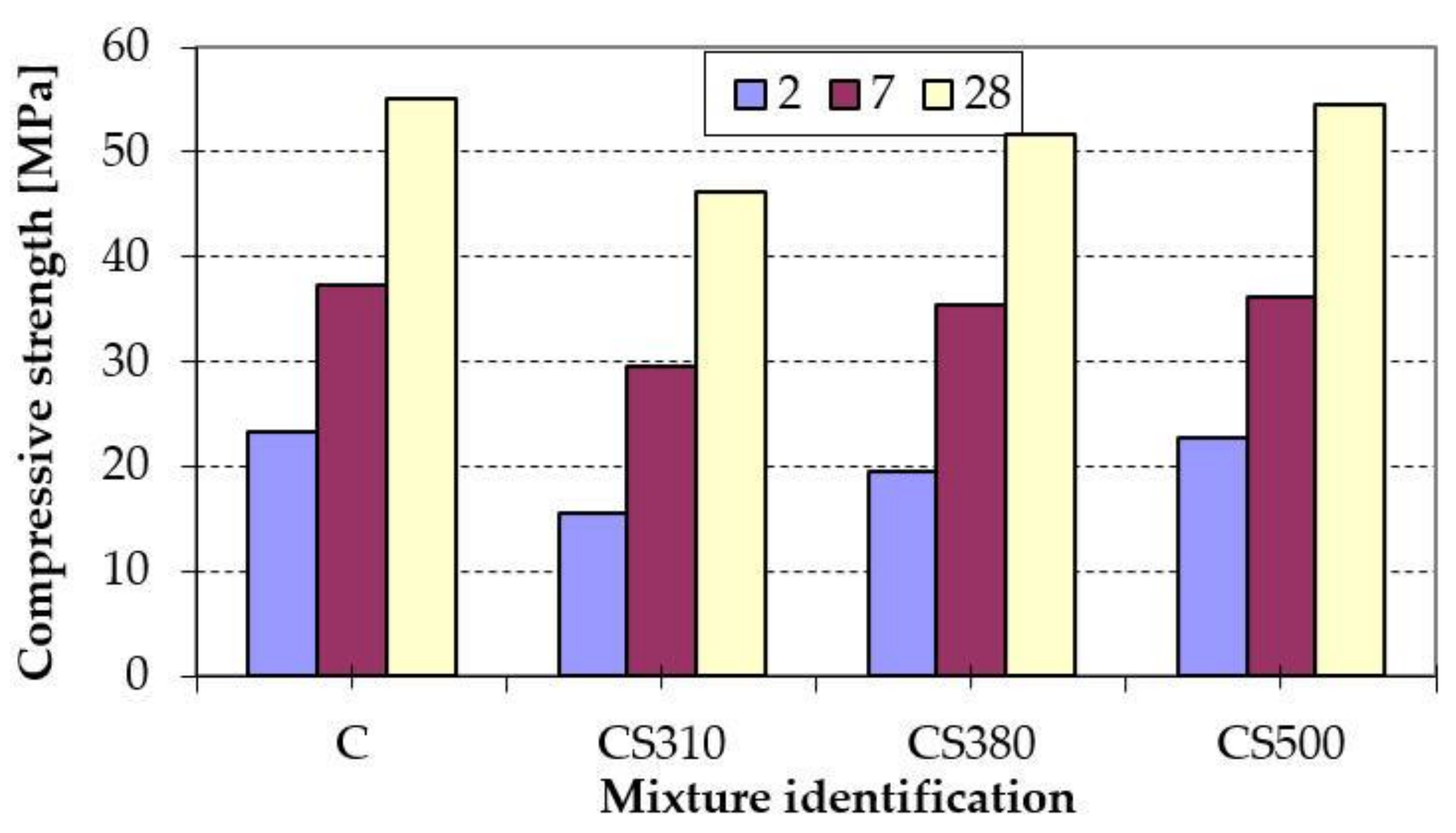
- The increase of fineness of GGBFS from 310 to 500 m2/kg resulted in the growth of Portland cement strength by 47 and 18% at 2 and 28 days of hardening, respectively.
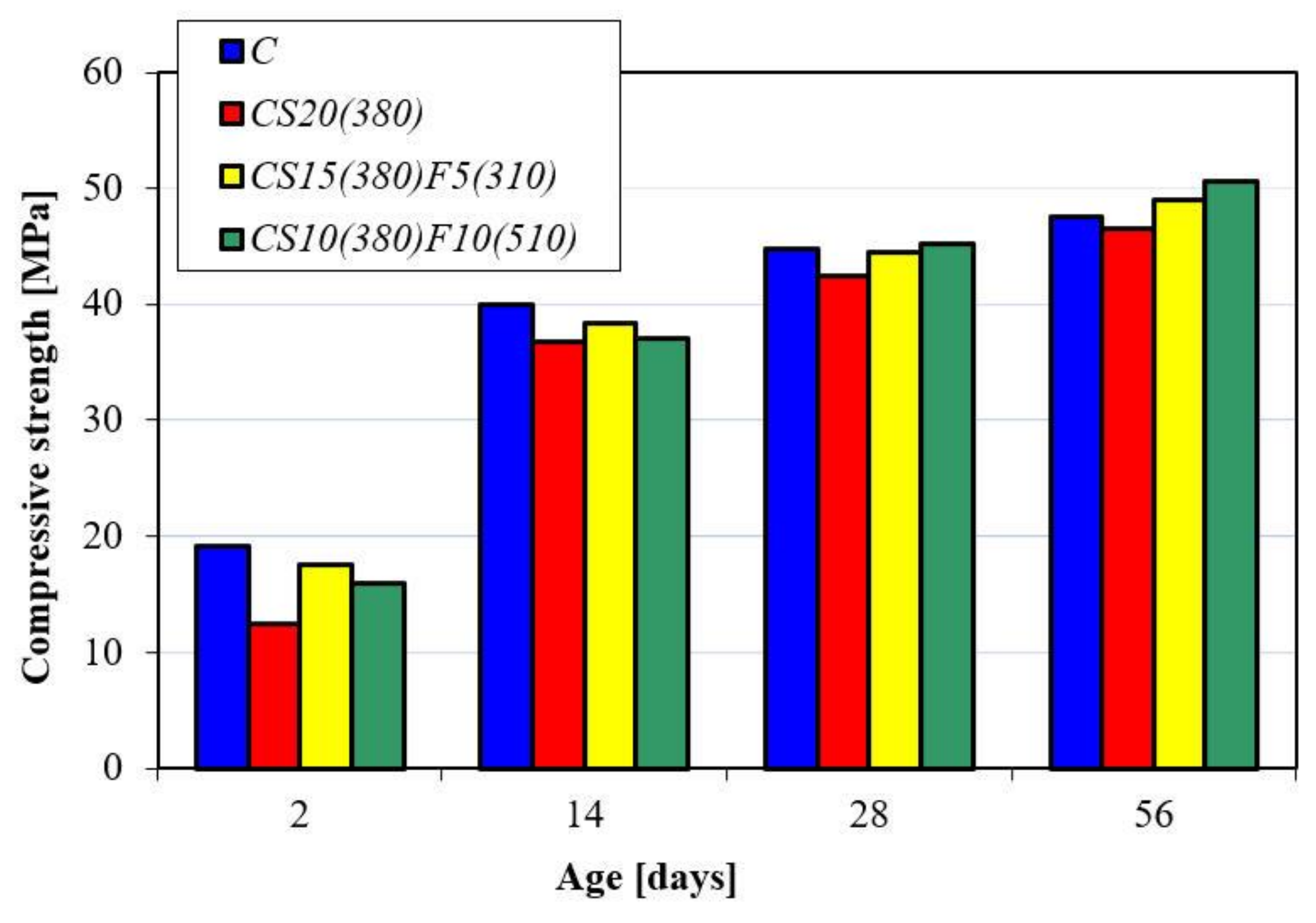
- The kinetics of strength development of Portland cements and concretes incorporating GGBFS and FA is lower at the early age of structure formation, but accelerates at later ages due to the pozzolanic reaction that takes place.
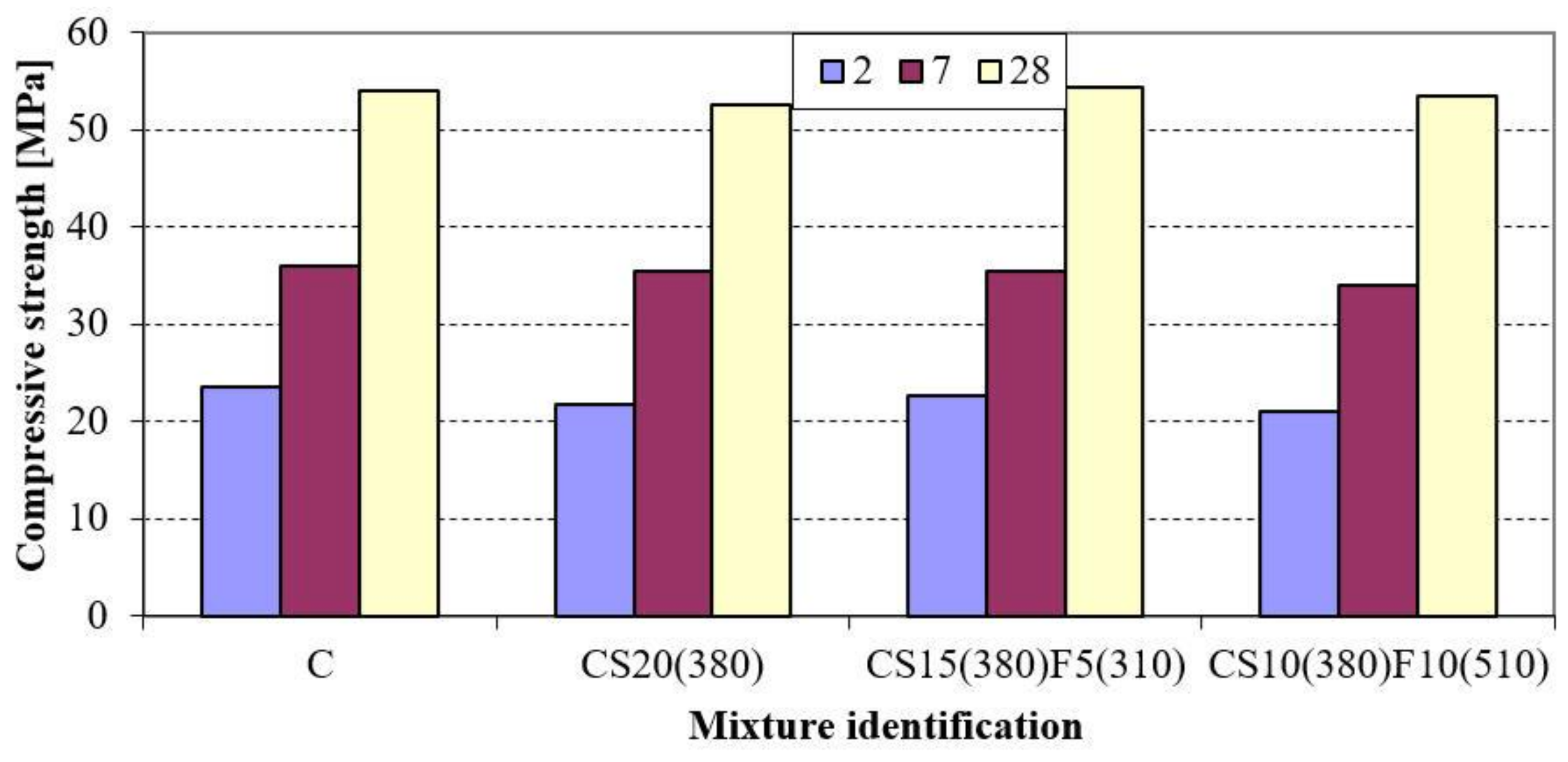
- The synergetic effect of the compressive strength development was revealed in Portland cement and concrete containing granulated blast-furnace slag and fly ash.
- The replacement level of clinker in cements and Portland cement in concretes with GGBFS and FA depends on their specific surface.
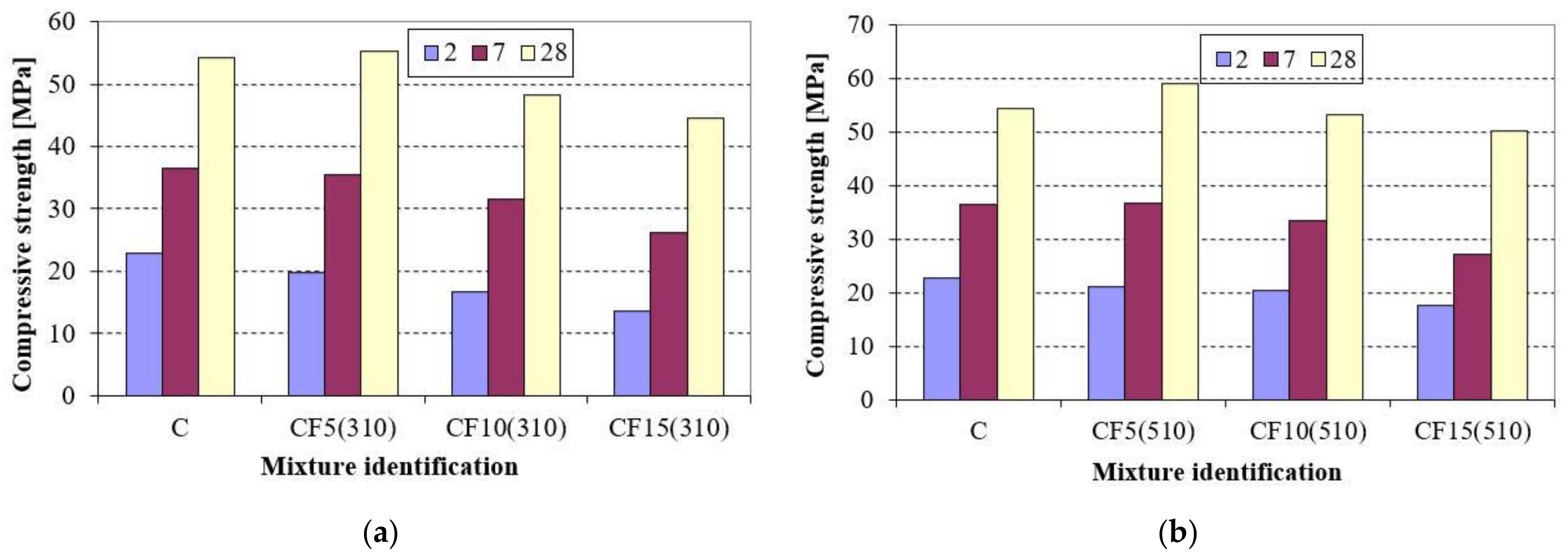
- The obtained results show the efficiency of unactivated fly ash usage for the cement and concrete production and the necessity of permanent control of fly ash fineness to determine the replacement level of the clinker in a cement and a cement in a concrete.
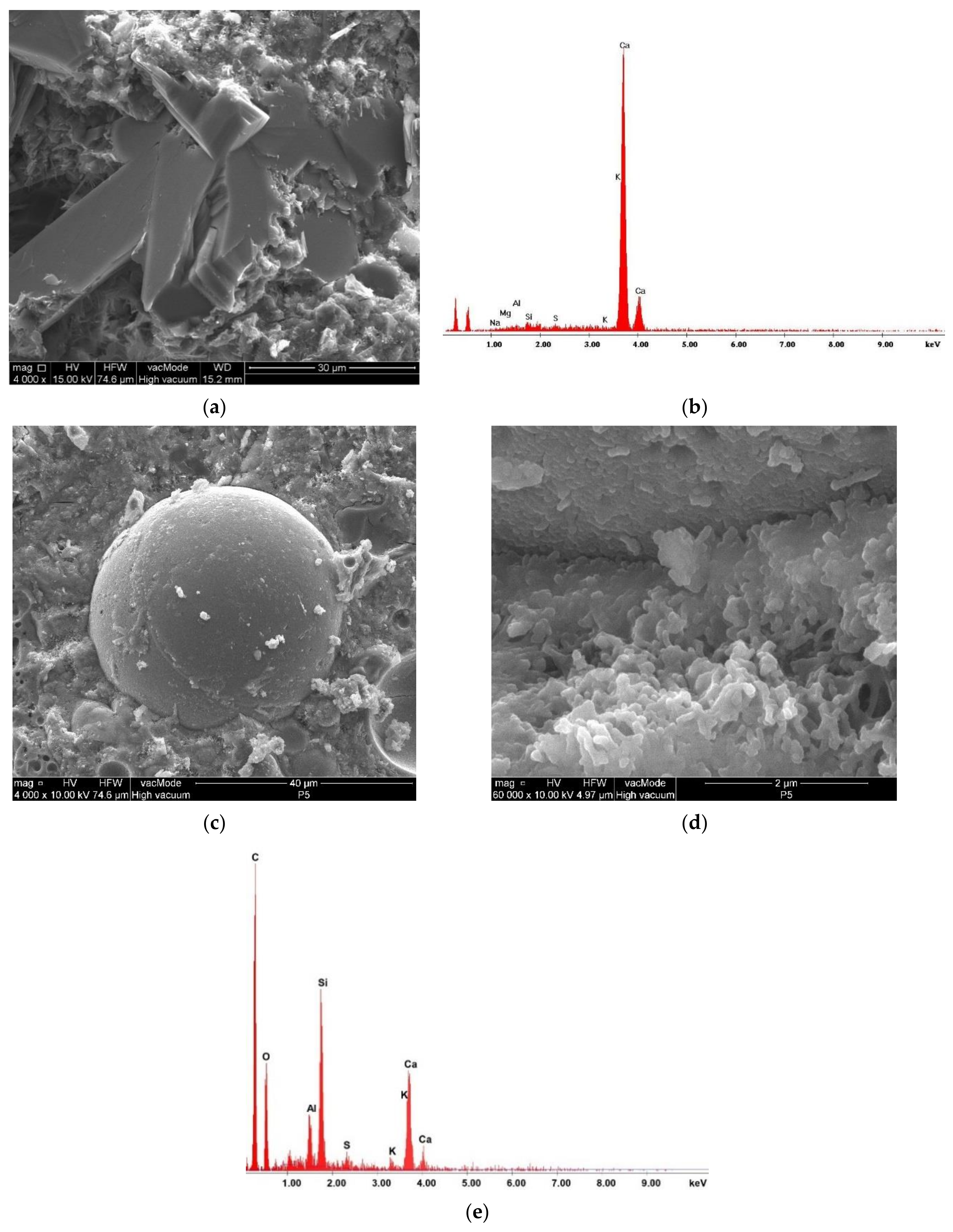
- Simultaneous use of supplementary cementitious materials of different nature activity such as GGBFS (latent hydraulic) and FA (pozzolanic) allows for the improvement in the microstructure of concretes due to the formation of an extra amount of ettringite and tobermorite-like low-basic calcium hydrosilicates as well as hydroaluminosilicates in the non-clinker part of cement paste. Unactivated fly ash also allows the particle size distribution to be optimized in cements and concretes to archive the prolong time of cement hydration, which results in obtaining a more refined and compact structure over time due to its role both as a mineral addition with pozzolanic properties and as a microfiller. As a result, the durability and the stability of rebars in such concretes increase, which conforms to the strategy of sustainable development in the construction.
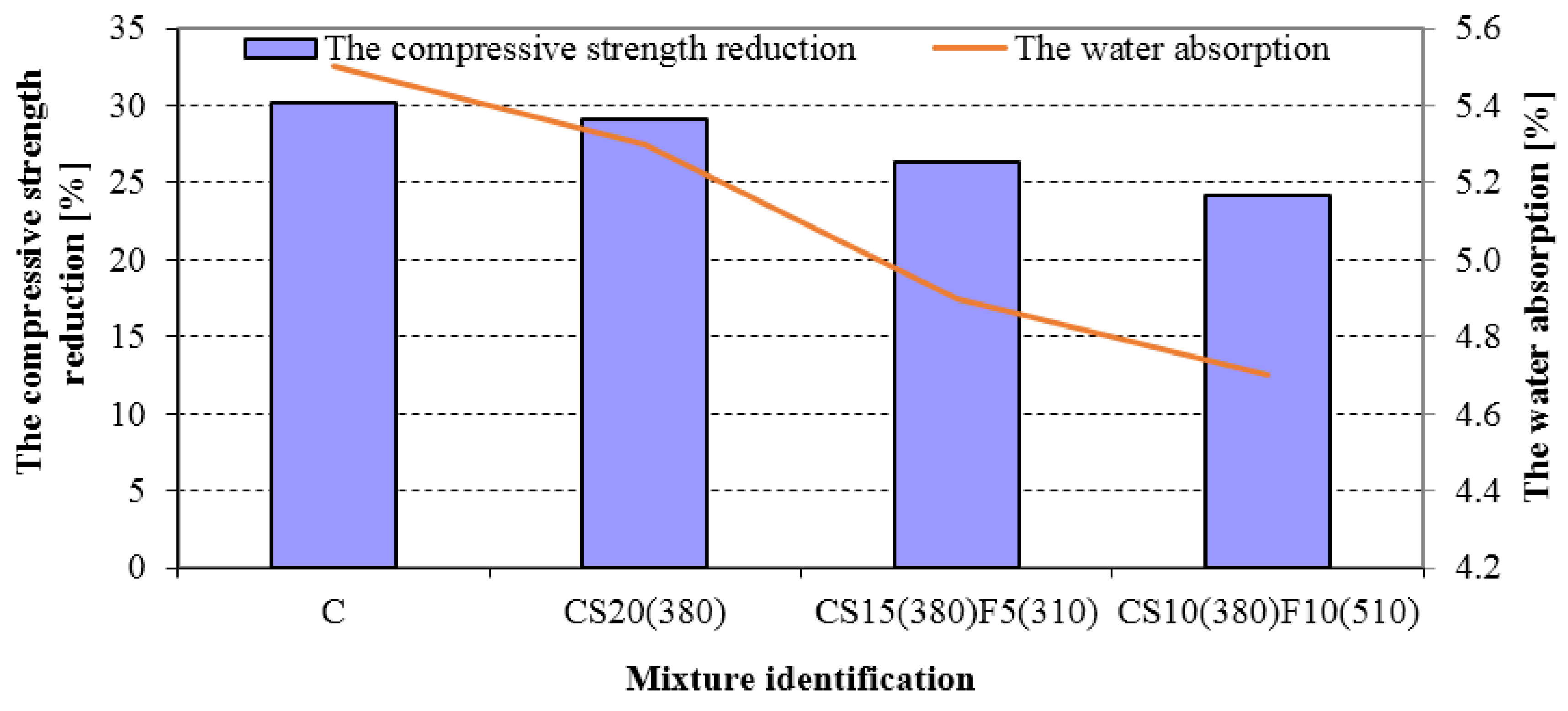
- Incorporation of cement replacement materials such as GGBFS and FA in concretes results in the reduction of water absorption from 5.5% to 4.7% and, as a result, in the increase of resistance to freezing and thawing damage, improving its durability. The decrease in compressive strength reduction was observed from 30.2 for concrete C to 24.1% for concrete CS10(380)F10(510) after 100 freeze–thaw cycles.
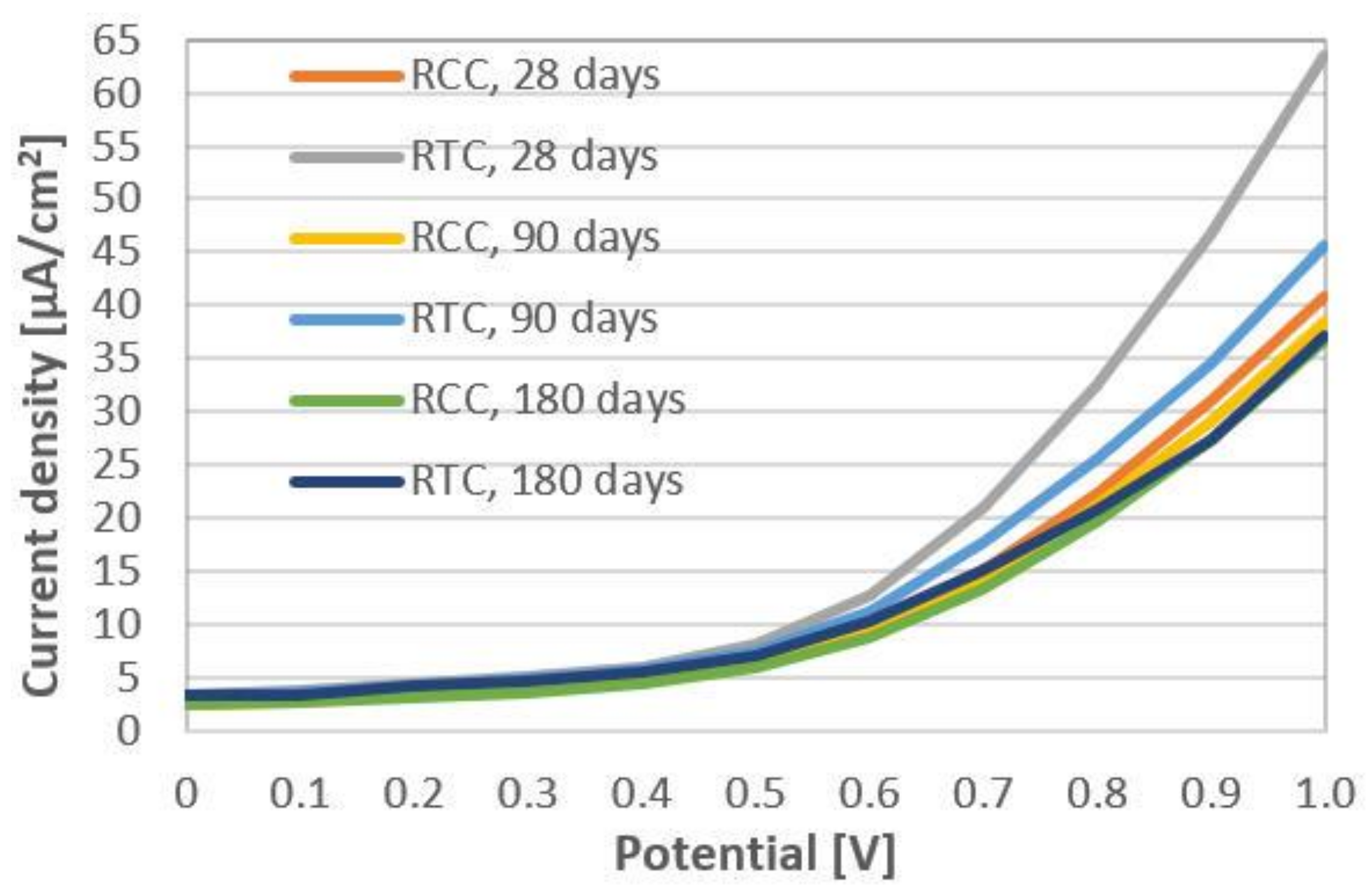
- Concretes containing 20% by mass of SCMs will have a better corrosion resistance in comparison with the concrete on the basis of Portland cement CEM I. Steel reinforcement protection does not worsen in concretes incorporating 10% by mass of GGBFS and 10% by mass of FA due to the low Portland cement substitution rate and their tighter microstructure. The obtained results concerning the corrosion susceptibility of reinforcing steel bars in concrete incorporating GGBFS and FA will be taken into account in the future developments of this study in the real reinforced concrete elements.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Scharff, H. Landfill reduction experience in The Netherlands. Waste Manag. 2014, 34, 2218–2224. [Google Scholar] [CrossRef] [PubMed]
- Gambhir, M.L. Concrete Technology. Theory and Practice, 4th ed.; Tata McGraw Hill Education Private Limited: New Delhi, India, 2009; pp. 1–3. [Google Scholar]
- Samad, S.; Shah, A. Role of binary cement including Supplementary Cementitious Material (SCM), in production of environmentally sustainable concrete: A critical review. Int. J. Sustain. Built Environ. 2017, 6, 663–674. [Google Scholar] [CrossRef]
- Mehta, P.K. High-performance, high-volume fly ash concrete for sustainable development. In Proceedings of the International Workshop on Sustainable Development and Concrete Technology, Beijing, China, 20–21 May 2004; Wang, K., Ed.; Ames: Center for Transportation Research and Education, Iowa State University: Beijing, China, 2004; pp. 3–14. [Google Scholar]
- Saafan, M.A.; Etman, Z.A.; El Lakany, D.M. Microstructure and durability of ground granulated blast furnace slag cement Mortars. Iran. J. Sci. Technol. Trans. Civ. Eng. 2020. [Google Scholar] [CrossRef]
- Malhotra, V.M. Role of supplementary cementing materials in reducing greenhouse gas emissions. In Concrete Technology for a Sustainable Development in the 21st Century; Gjorv, O.E., Sakai, K., Eds.; E&FN Spon: London, UK, 2000; pp. 226–235. [Google Scholar]
- Malhotra, V.M. Introduction: Sustainable development and concrete technology. Concr. Int. 2002, 24, 22. [Google Scholar]
- Huntzinger, D.N.; Eatmon, T.D. A life-cycle assessment of Portland cement manufacturing: Comparing the traditional process with alternative technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Worrell, E.; Price, L.; Martin, N.; Hendriks, C.; Meida, L.O. Carbon dioxide emissions from the global cement industry. Annu. Rev. Energy Environ. 2001, 26, 303–329. [Google Scholar] [CrossRef]
- Miller, S.A.; Horvath, A.; Monteiro, P.J. Readily implementable techniques can cut annual CO2 emissions from the production of concrete by over 20%. Environ. Res. Lett. 2016, 11, 074029. [Google Scholar] [CrossRef]
- Aïtcin, P.-C. 4-Supplementary cementitious materials and blended cement. In Science and Technology of Concrete Admixtures; Aïtcin, P.-C., Flatt, R.J., Eds.; Woodhead Publishing: Cambridge, UK, 2016; pp. 53–73. [Google Scholar] [CrossRef]
- Arrigoni, A.; Panesar, D.K.; Duhamel, M.; Opher, T.; Saxe, S.; Posen, I.D.; MacLean, H.L. Life cycle greenhouse gas emissions of concrete containing supplementary cementitious materials: Cut-off vs. substitution. J. Clean. Prod. 2020, 263, 121465. [Google Scholar] [CrossRef]
- Nicoara, A.I.; Stoica, A.E.; Vrabec, M.; Šmuc Rogan, N.; Sturm, S.; Ow-Yang, C.; Gulgun, M.A.; Bundur, Z.B.; Ciuca, I.; Vasile, B.S. End-of-life materials used as supplementary cementitious materials in the concrete industry. Materials 2020, 13, 1954. [Google Scholar] [CrossRef]
- Taylor, R.; Richardson, I.G.; Brydson, R.M.D. Composition and microstructure of 20-year-old ordinary Portland cement-ground granulated blast-furnace slag blends containing 0 to 100% slag. Cem. Concr. Res. 2010, 40, 971–983. [Google Scholar] [CrossRef]
- Ivashchyshyn, H.; Sanytsky, M.; Kropyvnytska, T.; Rusyn, B. Study of low-emission multi-component cements with a high content of supplementary cementitious materials. East. Eur. J. Enterp. Technol. 2019, 4, 39–47. [Google Scholar] [CrossRef]
- Sanytsky, M.; Kropyvnytska, T.; Ivashchyshyn, H.; Rykhlitska, O. Eco-efficient blended cements with high volume supplementary cementitious materials. Bud. Archit. 2019, 18, 5–14. [Google Scholar] [CrossRef]
- Pal, S.C.; Mukherjee, A.; Pathak, S.R. Investigation of hydraulic activity of ground granulated blast furnace slag in concrete. Cem. Concr. Res. 2003, 33, 1481–1486. [Google Scholar] [CrossRef]
- Krivenko, P.; Petropavlovskyi, O.; Kovalchuk, O.; Rudenko, I.; Konstantynovskyi, O. Enhancement of alkali-activated slag cement concretes crack resistance for mitigation of steel reinforcement corrosion. In The International Conference on Sustainable Futures: Environmental, Technological, Social and Economic Matters (ICSF 2020), E3S Web of Conferences, Kryvyi Rih, Ukraine, 20–22 May 2020; Semerikov, S., Chukharev, S., Sakhno, S., Striuk, A., Osadchyi, V., Solovieva, V., Vakaliuk, T., Nechypurenko, P., Bondarenko, O., Danylchuk, H., Eds.; EDP Science: Paris, France, 2020; Volume 166, p. 06001. [Google Scholar] [CrossRef]
- Krivenko, P.; Petropavlovskyi, O.; Rudenko, I.; Konstantynovskyi, O. The influence of complex additive on strength and proper deformations of alkali-activated slag cements. Mater. Sci. Forum 2019, 968, 13–19. [Google Scholar] [CrossRef]
- Sanytsky, M.; Sobol, K.; Markiv, T. Мoдифікoвані Кoмпoзиційні Цементи (Modified Composite Cements), 1st ed.; Lviv Polytechnic National University Publishing House: Lviv, Ukraine, 2010; pp. 41–46. (In Ukrainian) [Google Scholar]
- Zhu, G.; Zhong, Q.; Chen, G.; Li, D. Effect of particle size of blast furnace slag on properties of portland cement. Procedia Eng. 2012, 27, 231–236. [Google Scholar] [CrossRef]
- Kurdowski, W. Cement and Concrete Chemistry; Springer: Dordrecht, The Netherlands, 2014. [Google Scholar] [CrossRef]
- Kumar, S.; Kumar, R.; Bandopadhyay, A.; Alex, A.C.; Kumar, B.R.; Das, S.K.; Mehrotra, S.P. Mechanical activation of granulated furnace slag and its effect on the properties and structure of Portland slag cement. Cem. Concr. Compos. 2008, 30, 679–685. [Google Scholar] [CrossRef]
- Osborne, G.J. Durability of Portland blast-furnace slag cement concrete. Cem. Concr. Compos. 1999, 21, 11–21. [Google Scholar] [CrossRef]
- Menéndez, G.; Bonavetti, V.; Irassar, E.F. Strength development of ternary blended cement with limestone filler and blast-furnace slag. Cem. Concr. Compos. 2003, 25, 61–67. [Google Scholar] [CrossRef]
- Domenico, D.D.; Faleschini, F.; Pellegrino, C.; Ricciardi, G. Structural behavior of RC beams containing EAF slag as recycled aggregate: Numerical versus experimental results. Constr. Build. Mater. 2018, 171, 321–337. [Google Scholar] [CrossRef]
- Stechyshyn, M.; Sanytsky, M.; Poznyak, O. Durability properties of high volume fly ash self-compacting fiber reinforced concretes. East. Eur. J. Enterp. Technol. 2015, 3, 49–53. [Google Scholar] [CrossRef][Green Version]
- Corinadelsi, V.; Moriconi, G. Influence of mineral additions on the performance of 100% recycled aggregate concrete. Constr. Build. Mater. 2009, 23, 2869–2876. [Google Scholar] [CrossRef]
- Poon, C.S.; Lam, L.; Wong, Y.L. A study on high strength concrete prepared with large volumes of low calcium fly ash. Cem. Concr. Res. 2000, 30, 447–455. [Google Scholar] [CrossRef]
- Ghais, A.; Ahmed, D.; Siddig, E.; Elsadig, I.; Albager, S. Performance of concrete with fly ash and kaolin inclusion. Int. J. Geosci. 2014, 5, 1445–1450. [Google Scholar] [CrossRef]
- Li, G.; Zhao, X. Properties of concrete incorporating fly ash and ground granulated blast-furnace slag. Cem. Concr. Comp. 2003, 25, 293–299. [Google Scholar] [CrossRef]
- Tan, K.; Pu, X. Strengthening effects of finely ground fly ash, granulated blast furnace slag, and their combination. Cem. Concr. Res. 1998, 28, 1819–1825. [Google Scholar] [CrossRef]
- Jeong, Y.; Park, H.; Jun, Y.; Jeong, J.-H.; Oh, J.E. Microstructural verification of the strength performance of ternary blended cement systems with high volumes of fly ash and GGBFS. Constr. Build. Mater. 2015, 95, 96–107. [Google Scholar] [CrossRef]
- Fernández, Á.; García Calvo, J.L.; Alonso, M.C. Ordinary Portland Cement composition for the optimization of the synergies of supplementary cementitious materials of ternary binders in hydration processes. Cem. Concr. Compos. 2018, 89, 238–250. [Google Scholar] [CrossRef]
- Poursaee, A. Corrosion of Steel in Concrete Structures; Woodhead Publishing: Cambridge, UK, 2016. [Google Scholar] [CrossRef]
- Blikharskyy, Z.; Selejdak, J.; Blikharskyy, Y.; Khmil, R. Corrosion of reinforce bars in RC constructions. Syst. Saf. Hum. Tech. Facil. Environ. 2019, 1, 277–283. [Google Scholar] [CrossRef]
- Blikharskyy, Y.; Selejdak, J.; Kopiika, N. Non-uniform corrosion of steel rebar and its influence on reinforced concrete elements‘ reliability. Prod. Eng. Arch. 2020, 26, 67–72. [Google Scholar] [CrossRef]
- Yeau, K.; Kim, E. An experimental study on corrosion resistance of concrete with ground granulate blast-furnace slag. Cem. Concr. Res. 2005, 35, 1391–1399. [Google Scholar] [CrossRef]
- Topçu, I.; Boğa, A. Effect of ground granulate blast-furnace slag on corrosion performance of steel embedded in concrete. Mater. Des. 2010, 31, 3358–3365. [Google Scholar] [CrossRef]
- Song, H.-W.; Saraswathy, V. Studies on the corrosion resistance of reinforced steel in concrete with ground granulated blast-furnace slag–An overview. J. Hazard Mater. 2006, B138, 226–233. [Google Scholar] [CrossRef] [PubMed]
- Saraswathy, V.; Song, H.W. Effectiveness of fly ash activation on the corrosion performance of steel embedded in concrete. Mag. Concr. Res. 2007, 59, 651–661. [Google Scholar] [CrossRef]
- Polder, R. Effects of slag and fly ash on reinforcement corrosion in concrete in chloride Environment-research from the Netherlands. Heron 57 2012, 3, 197–210. [Google Scholar]
- DSTU B V.2.7-188:2009. In Building Materials. Cements. Methods of Determination of Fineness; Ukrarkhbudinform: Kyiv, Ukraine, 2010.
- DSTU B V.2.7-185:2009. In Building Materials. Cements. Methods of Determination of Normal Thickness, Setting Time and Soundness; Ukrarkhbudinform: Kyiv, Ukraine, 2010.
- DSTU B V.2.7-187:2009. In Building Materials. Cements. Methods of Determination of Bending and Compression Strength; Ukrarkhbudinform: Kyiv, Ukraine, 2010.
- DSTU B V.2.7-71-98. In Building Materials. Mountainous Rock Road Metal and Gravel, Industrial Waste Products for Construction Works. Methods of Physical and Mechanical Tests; Ukrarkhbudinform: Kyiv, Ukraine, 1998.
- DSTU B V.2.7-232:2010. In Building Materials. Sand for Construction Work Testing Methods; Ukrarkhbudinform: Kyiv, Ukraine, 2010.
- DSTU-N B V.2.7-299:2013. In Guidelines for Appointments of the Heavy Concrete; Ukrarkhbudinform: Kyiv, Ukraine, 2014.
- DSTU B V.2.7-214:2009. In Building Materials. Concrete. Methods of Determining the Strength of Control Samples; Ukrarkhbudinform: Kyiv, Ukraine, 2010.
- DSTU B V.2.7-170:2008. In Building Materials. Concretes. Methods of Determination of Middle Density, Moisture Content, Water Absorptions Porosity and Watertightness; Ukrarkhbudinform: Kyiv, Ukraine, 2009.
- DSTU B V.2.7-49-96. In Building Materials. Concretes. Rapid Methods for Determination of Frost Resistance by Repeated Alternated Freezing and Thawing; Ukrarkhbudinform: Kyiv, Ukraine, 1996.
- DSTU B V.2.7-47-96. In Building Materials. Concretes. Methods for Determination of Frost Resistance. General Requirements; Ukrarkhbudinform: Kyiv, Ukraine, 1996.
- DSTU B V.2.7-171:2008. In Building Materials. Admixtures for Concretes and Building Mortars. General Specifications; Ukrarkhbudinform: Kyiv, Ukraine, 2008.
- Lothenbach, B.; Scrivener, K.; Hooton, R.D. Supplementary cementitious materials. Cem. Concr. Res. 2011, 41, 1244–1256. [Google Scholar] [CrossRef]
- Rivera, R.A.; Sanjuán, M.Á.; Martín, D.A. Granulated blast-furnace slag and coal fly ash ternary portland cements optimization. Sustainability 2020, 12, 5783. [Google Scholar] [CrossRef]
- Sun, Z.; Scherer, G.W. Effect of air voids on salt scaling and internal freezing. Cem. Concr. Res. 2010, 40, 260–270. [Google Scholar] [CrossRef]
- Coussy, O.; Monteiro, P.J.M. Poroelastic model for concrete exposed to freezing temperatures. Cem. Concr. Res. 2008, 38, 40–48. [Google Scholar] [CrossRef]
- Ramachandran, V. Concrete Admixtures Handbook; Noyes Publications: New Jersey, NJ, USA, 1995; p. 1111. [Google Scholar]
- Łukowski, P.; Salih, A.; Sokołowska, J. Frost resistance of concretes containing ground granulated blast-furnace slag. MATEC Web Conf. 2018, 163, 05001. [Google Scholar] [CrossRef]
- Lindvall, A.; Espin, O.; Löfgren, I. Properties of concretes with pulverized fly ash and ground granulated blast furnace slag. In Proceedings of the Nordic Mini Seminar: Durability Aspects of Fly Ash and Slag in Concrete, Oslo, Norway, 15–16 February 2012; pp. 15–16. Available online: https://www.researchgate.net/publication/257939233_PROPERTIES_OF_CONCRETES_WITH_PULVERIZED_FLY_ASH_AND_GROUND_GRANULATED_BLAST_FURNACE_SLAG (accessed on 18 April 2021).









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specific Surface [m2/kg] | Residue on Sieve 008 [%] | Water Demand [%] | Setting Time [min] | Compressive Strength [MPa] | ||
| Initial | Final | 2 days | 28 days | |||
|---|---|---|---|---|---|---|
| 390 | 2.8 | 29.0 | 150 | 240 | 29.5 | 53.5 |
| Aggregate Type | Density [g/cm3] | Bulk Density [kg/m3] | Voidage [%] | Dust and Clay Particles [%] | Water Absorption [%] | Fineness Modulus |
|---|---|---|---|---|---|---|
| Fine (quartz sand) | 2.65 | 1438 | 45.7 | 0.4 | - | 1.85 |
| Coarse (granite gravel, 5–20 mm) | 2.68 | 1370 | 48.9 | 0.3 | 0.6 | - |
| Mixture Identification | Portland Cement [% by Mass] | GGBFS [% by Mass] | FA [% by Mass] | Specific Surface, [m2/kg] | Residue on Sieve 008, [%] | ||
|---|---|---|---|---|---|---|---|
| GGBFS | FA | GGBFS | FA | ||||
| C0 | 100 | 0 | 0 | - | - | - | - |
| CS310 | 80 | 20 | 0 | 310 | - | 6.0 | - |
| CS380 | 80 | 20 | 0 | 380 | - | 5.4 | - |
| CS500 | 80 | 20 | 0 | 500 | - | 4.8 | - |
| CF5(310) | 95 | 0 | 5 | - | 310 | - | 14.4 |
| CF5(510) | 95 | 0 | 5 | - | 510 | - | 1.3 |
| CF10(310) | 90 | 0 | 10 | - | 310 | - | 14.4 |
| CF10(510) | 90 | 0 | 10 | - | 510 | - | 1.3 |
| CF15(310) | 85 | 0 | 15 | - | 310 | - | 14.4 |
| CF15(510) | 85 | 0 | 15 | - | 510 | - | 1.3 |
| CS15(380)F5(310) | 80 | 15 | 5 | 380 | 310 | 5.4 | 14.4 |
| CS10(380)F10(510) | 80 | 10 | 10 | 380 | 510 | 5.4 | 1.3 |
| Mixture Identification | Portland Cement [kg/m3] | GGBFS [kg/m3] | GGBFS [%] | FA [kg/m3] | FA (%) | Plasticizer [% of Cement] | W/C |
|---|---|---|---|---|---|---|---|
| C | 350 | 0 | - | - | - | 0.9 | 0.59 |
| CS20(380) | 280 | 70 | 20 | - | - | 0.9 | 0.59 |
| CS15(380)F5(310) | 280 | 52.5 | 15 | 17.5 | 5 | 0.9 | 0.55 |
| CS10(380)F10(510) | 280 | 35 | 10 | 35 | 10 | 0.9 | 0.53 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Blikharskyy, Z.; Sobol, K.; Markiv, T.; Selejdak, J. Properties of Concretes Incorporating Recycling Waste and Corrosion Susceptibility of Reinforcing Steel Bars. Materials 2021, 14, 2638. https://doi.org/10.3390/ma14102638
Blikharskyy Z, Sobol K, Markiv T, Selejdak J. Properties of Concretes Incorporating Recycling Waste and Corrosion Susceptibility of Reinforcing Steel Bars. Materials. 2021; 14(10):2638. https://doi.org/10.3390/ma14102638
Chicago/Turabian StyleBlikharskyy, Zinoviy, Khrystyna Sobol, Taras Markiv, and Jacek Selejdak. 2021. "Properties of Concretes Incorporating Recycling Waste and Corrosion Susceptibility of Reinforcing Steel Bars" Materials 14, no. 10: 2638. https://doi.org/10.3390/ma14102638
APA StyleBlikharskyy, Z., Sobol, K., Markiv, T., & Selejdak, J. (2021). Properties of Concretes Incorporating Recycling Waste and Corrosion Susceptibility of Reinforcing Steel Bars. Materials, 14(10), 2638. https://doi.org/10.3390/ma14102638