
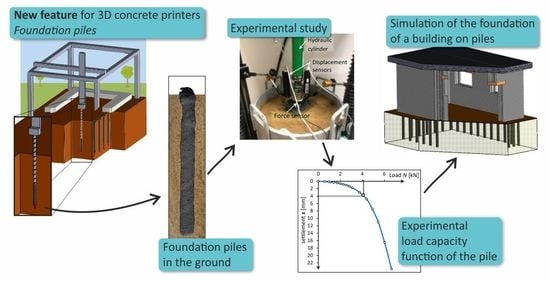
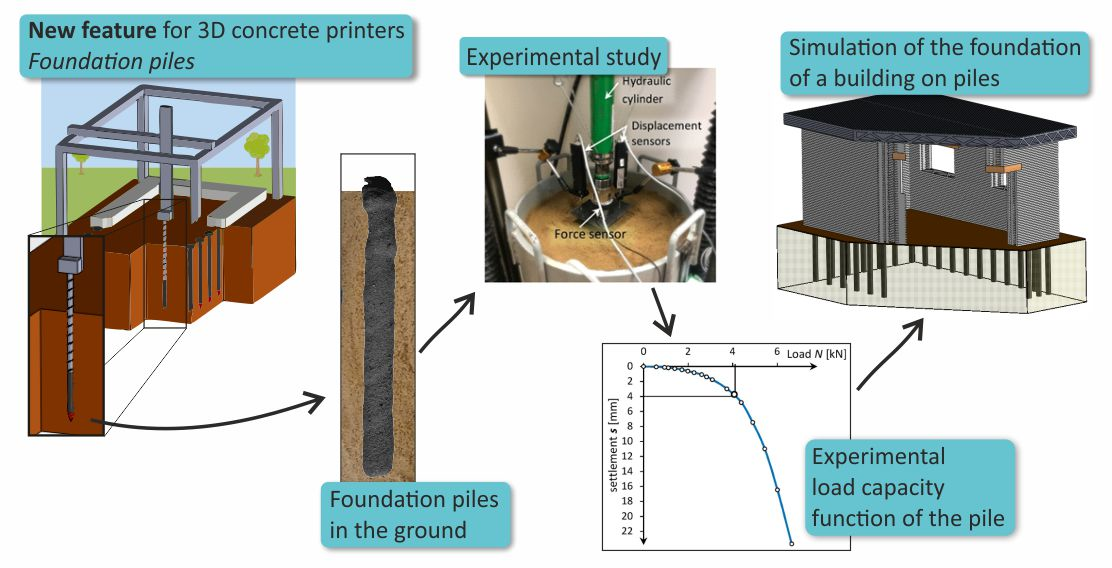
Foundation Piles—A New Feature for Concrete 3D Printers

 ,
,  ,
,  ,
,  and
and
Abstract
1. Introduction

2. Materials, Methods and Experiment Program
2.1. Foundation Pile—Assumptions
2.2. Soil
2.3. The 3D Printer and Construction of a Drilling Rig
2.4. Cement Mixes
2.5. Foundation Pile Extrusion Procedure
- Stage 1: preparing the containers with sufficiently compacted soil. Note: the next day after the piles were made, soil samples were taken from the containers to calculate their degree of compaction (Figure 11a).
- Stage 2: positioning the printer above the foundation pile construction site (Figure 11b).
- Stage 3: assembly of the tapered plug. The plug was assembled by hand. The Z-axis of the printer was then lowered by 20 mm to seat the plug in the drill socket by pressing it into the soil (Figure 11c).
- Stage 4: immersing the drill in the soil using a rotary head (without pumping concrete). The drill is driven into the soil to a depth of 460 mm with a vertical axis feed rate of 100 mm/min. and a head rotation speed of 2.5 rpm (Figure 11d).
- Stage 5: initial raising of the drill. The drill is raised to a height of 10 mm. The drill and the plug are disconnected to prevent the plug from jamming in the drill (Figure 11e).
- Stage 6: forming the foundation pile. The drill is removed while the cement mix is extruded. With a vertical axis feed speed of 800 mm/min. and head speed 40 rpm, with a pump capacity of 1 L/min (Figure 11f).
- Stage 7: completion of the pile pumping and departure of the printer (Figure 11g).
2.6. Strength/Load Capacity Testing of Piles
2.7. Measurements of Pile Geometries
2.8. Experimental Design—Summary
- Soil: non-cohesive soil, soil compaction 30–70%, 0–2 mm fraction, water content: 4.5–4.9%.
- Respectable dimensions of piles: lengths: 450 mm, external diameters: 40–45 mm.
- Number of piles: 7 pcs.
- Pile printing parameters: feed rate of the vertical axis: 800 mm/min, head rotational speed: 40 rpm, pump capacity: 1 L/min.
- Mix: B766/W265—PALE
- Pile strength testing: after 28 days of curing in the soil.
3. Experimental Results and Discussion
3.1. Foundation Piles
3.2. Bearing Capacity of Foundation Piles
4. Structural Design of a Building with Concrete Piles
5. Conclusions
- To improve pumpability, the mix with an increased amount of water was used during the pile construction process (w/c from 0.345 to 0.495).
- The increased amount of batch water resulted in a decrease in the compressive and flexural strength of the mix. The decrease in strength after 28 days of curing was within 30% of the base mix strength. The obtained compressive strength of the modified concrete is about 67 MPa and it meets the strength requirements that a pile of the proposed geometry must have [70].
- The modification of the amount of water in the mix can be very easily implemented and automated in the printing mix preparation system. This makes it possible to use the same material base used to make, for example, walls with incremental technology.
- No problems with stability, buckling, or failure of the printed piles were observed during the pile capacity tests. The pile foundation was characterised by both the continuity and repeatability of the geometric parameters.
- The results that were obtained from the pile bearing capacity test allowed for the approximation/estimation of the bearing capacity for piles with a different geometry.
- The printed displacement piles, despite their lower bearing capacity, showed lower settlements when compared to the analysed shallow foundation.
- On the basis of the simulations carried out, it can be concluded that foundations consisting of a small cap and piles made with the technology (proposed in this work) can successfully replace a standard shallow foundation on shallow foundations.
- The pile foundation showed less sensitivity to the presence of weaker subsoil layers immediately below the foundation. Through the piles, the load is transferred to deeper soil layers with a higher bearing capacity.
- A building founded on piles is characterised by a small and uniform settlement due to the high stiffness of the foundation that results from the larger area of soil incorporated into the cooperation with the foundation.
- Using 3D printed piles as the foundation of a lightweight building can be an alternative to a standard direct foundation.
- The length of the piles is limited by the height of the printer. The drill that was used in the research was a test version made of polymeric material, which allowed for the construction of piles with a maximum length of 0.5 m. The authors assume that the minimum length of this type of pile should be 3 m and the diameter should vary between 5–10 cm. For this purpose, the drill should be longer and made of a material with higher strength. However, the geometry of the piles and their distribution in the soil primarily depend on the geotechnical conditions and the load that is transferred from the structure to the substrate.
- The construction of a printer equipped with a pile-driving head must be able to cope with the higher loads that result from drilling in the ground.
- Because of a reduction in the amount of earthworks, the amount of material used, and the amount of formwork (Table 9), the cost of founding a building on printed piles will be significantly lower than in the case of a building founded on a traditional shallow foundation.
- The use of pile foundations saves up to approx. 70–75% of concrete in comparison to a standard shallow foundation.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Buswell, R.A.; Leal da Silva, W.R.; Bos, F.P.; Schipper, H.R.; Lowke, D.; Hack, N.; Kloft, H.; Mechtcherine, V.; Wangler, T.; Roussel, N. A process classification framework for defining and describing Digital Fabrication with Concrete. Cem. Concr. Res. 2020, 143, 106068. [Google Scholar] [CrossRef]
- Duballet, R.; Baverel, O.; Dirrenberger, J. Classification of building systems for concrete 3D printing. Autom. Constr. 2017, 83, 247–258. [Google Scholar] [CrossRef]
- Hack, N.; Lauer, W.V.; Gramazio, F.; Kohler, M. Mesh-Mould: Differentiation for Enhanced Performance. Rethinking Comprehensive Design: Speculative Counterculture. In Proceedings of the 19th International Conference on Computer-Aided Architectural Design Research in Asia CAADRIA, Kyoto, Japan, 14–16 May 2014; pp. 139–148. [Google Scholar]
- Dörfler, K.; Hack, N.; Sandy, T.; Giftthaler, M.; Lussi, M.; Walzer, A.N.; Buchli, J.; Gramazio, F.; Kohler, M. Mobile robotic fabrication beyond factory conditions: Case study Mesh Mould wall of the DFAB HOUSE. Constr. Robot. 2019, 3, 53–67. [Google Scholar] [CrossRef]
- Schipper, H.R.; Eigenraam, P. Mapping double-curved surfaces for production of precastconcrete shell elements. Heron 2016, 61, 211–233. [Google Scholar]
- Schipper, R.; Janssen, B. Manufacturing Double-Curved Elements in Precast Concrete Using a Flexible Mould—First Experimental Results. In Proceedings of the FIB Symposium, Concrete Engineering for Excellence and Efficiency, Prague, Czech Republic, 8–10 June 2011. [Google Scholar]
- Dennert Poraver GmbH, Construction Industry, Germany. Available online: www.poraver.com (accessed on 20 February 2021).
- Khoshnevis, B. Automated construction by contour crafting—Related robotics and information technologies. Autom. Constr. 2004, 13, 5–19. [Google Scholar] [CrossRef]
- XtreeE | the Large Scale 3D, Construction Industry, France. Available online: www.xtreee.eu (accessed on 20 February 2021).
- 3D Concrete House Printer, Construction Industry, USA. Available online: www.totalkustom.com (accessed on 20 February 2021).
- Jagoda, J.; Diggs-McGee, B.; Kreiger, M.; Schuldt, S. The Viability and Simplicity of 3D-Printed Construction: A Military Case Study. Infrastructures 2020, 5, 35. [Google Scholar] [CrossRef]
- Kamp, C. Construction Industry, Belgium. Available online: www.kampc.be (accessed on 20 February 2021).
- Walsh, N.P. World’s Largest 3D-Printed Concrete Pedestrian Bridge Completed in China, ArchDaily. 2019. [WWW Document]. Available online: https://www.archdaily.com/909534/worlds-largest-3d-printed-concrete-pedestrian-bridge-completed-in-china (accessed on 20 February 2021).
- Xu, W.; Gao, Y.; Sun, C.; Wang, Z. Fabrication and Application of 3d-Printed Concrete Structural Components in the Baoshan Pedestrian Bridge Project, Fabricate. 2020. [WWW Document]. Available online: www.jstor.org/stable/j.ctv13xpsvw.22 (accessed on 20 February 2021).
- Salet, T.A.; Ahmed, Z.Y.; Bos, F.P.; Laagland, H.L. Design of a 3D printed concrete bridge by testing. Virtual Phys. Prototyp. 2018, 13, 222–236. [Google Scholar] [CrossRef]
- COBOD International, Industrial Automation Sector, Denmark. Available online: https://cobod.com (accessed on 20 February 2021).
- BetAbram, Construction Industry, Slovenia. Available online: https://betabram.com (accessed on 20 February 2021).
- Borg Costanzi, C.; Ahmed, Z.Y.; Schipper, H.R.; Bos, F.P.; Knaack, U.; Wolfs, R.J.M. 3D Printing Concrete on temporary surfaces: The design and fabrication of a concrete shell structure. Autom. Constr. 2018, 94, 395–404. [Google Scholar] [CrossRef]
- Kaszyńska, M.; Hoffmann, M.; Skibicki, S.; Zieliński, A.; Techman, M.; Olczyk, N.; Wróblewski, T. Evaluation of suitability for 3D printing of high performance concretes. MATEC Web Conf. 2018, 163, 01002. [Google Scholar] [CrossRef]
- CyBe Construction, Construction Industry, The Netherlands. Available online: https://cybe.eu (accessed on 20 February 2021).
- Lim, J.H.; Weng, Y.; Pham, Q.-C. 3D printing of curved concrete surfaces using Adaptable Membrane Formwork. Constr. Build. Mater. 2020, 232, 117075. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- WASP, Company of 3D Printing Technology, Italy. Available online: www.3dwasp.com (accessed on 20 February 2021).
- Wu, P.; Wang, J.; Wang, X. A critical review of the use of 3-D printing in the construction industry. Autom. Constr. 2016, 68, 21–31. [Google Scholar] [CrossRef]
- Apis Cor, Construction Industry, USA. Available online: www.apis-cor.com (accessed on 20 February 2021).
- Contour Crafting Corporation, Industrial Automation Sector, USA. Available online: contourcrafting.com (accessed on 20 February 2021).
- Hoffmann, M.; Skibicki, S.; Pankratow, P.; Zieliński, A.; Pajor, M.; Techman, M. Automation in the Construction of a 3D-Printed Concrete Wall with the Use of a Lintel Gripper. Materials 2020, 13, 1800. [Google Scholar] [CrossRef]
- Hack, N.; Dressler, I.; Brohmann, L.; Gantner, S.; Lowke, D.; Kloft, H. Injection 3D Concrete Printing (I3DCP): Basic Principles and Case Studies. Materials 2020, 13, 1093. [Google Scholar] [CrossRef]
- Popescu, M.; Reiter, L.; Liew, A.; van Mele, T.; Flatt, R.J.; Block, P. Building in Concrete with an Ultra-lightweight Knitted Stay-in-place Formwork: Prototype of a Concrete Shell Bridge. Structures 2018, 14, 322–332. [Google Scholar] [CrossRef]
- Wang, Y.; Li, S.; Qin, T.; Yu, Y.; Xiao, J. Concrete 3D Printing: System Development, Process Planning and Experimental Results. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Carneau, P.; Mesnil, R.; Roussel, N.; Baverel, O. Additive manufacturing of cantilever—From masonry to concrete 3D printing. Automat. Constr. 2020, 116, 103184. [Google Scholar] [CrossRef]
- Benamara, A.; Pierre, A.; Kaci, A.; Melinge, Y. 3D Printing of a Cement-Based Mortar in a Complex Fluid Suspension: Analytical Modeling and Experimental Tests. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Constructions-3D, Construction Industry, France. Available online: www.constructions-3d.com (accessed on 20 February 2021).
- Tay, W.Y.D.; Li, M.Y.; Tan, M.J. Effect of printing parameters in 3D concrete printing: Printing region and support structures. J. Mater. Process. Technol. 2019, 271, 261–270. [Google Scholar] [CrossRef]
- Yashara, M.; Chenniuntaib, N.; Nefedovc, S.; Ciardullod, C.; Morrisd, M.; Pailes-Friedmand, R.; Daye, A.; Aronise, J.; Pendere, S. Robotic Construction & Prototyping of a 3D-Printed Mars Surface Habitat. In Proceedings of the 70th International Astronautical Congress (IAC), Washington, DC, USA, 21–25 October 2019. [Google Scholar]
- Hack, N.; Kloft, H. Shotcrete 3D Printing Technology for the Fabrication of Slender Fully Reinforced Freeform Concrete Elements with High Surface Quality: A Real-Scale Demonstrator. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Ayres, P.; da Silva, W.; Nicholas, P.; Andersen, T.; Greisen Johannes, R. SCRIM—Sparse Concrete Reinforcement in Meshworks. In Robotic Fabrication in Architecture, Art and Design; Willmann, J., Block, P., Hutter, M., Byrne, K., Schork, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2018. [Google Scholar]
- Kaszyńska, M.; Skibicki, S.; Hoffmann, M. 3D Concrete Printing for Sustainable Construction. Energies 2020, 13, 6351. [Google Scholar] [CrossRef]
- Wangler, T.; Roussel, N.; Bos, F.P.; Salet, T.A.M.; Flatt, R.J. Digital Concrete: A Review. Cem. Concr. Res. 2019, 123, 105780. [Google Scholar] [CrossRef]
- Brun, F.; Gaspar, F.; Mateus, A.; Vitorino, J.; Diz, F. Experimental Study on 3D Printing of Concrete with Overhangs. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Wolfs, R.; Suiker, A. Structural failure during extrusion-based 3D printing processes. Int. J. Adv. Manuf. Technol. 2019, 104, 565–584. [Google Scholar] [CrossRef]
- Suiker, A. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef]
- Shakor, P.; Nejadi, S.; Paul, G. A Study into the Effect of Different Nozzles Shapes and Fibre-Reinforcement in 3D Printed Mortar. Materials 2019, 12, 1708. [Google Scholar] [CrossRef] [PubMed]
- Shakor, P.; Nejadi, S.; Sutjipto, S.; Paul, G.; Gowripalan, N. Effects of deposition velocity in the presence/absence of E6-glass fibre on extrusion-based 3D printed mortar. Addit. Manuf. 2020, 32, 101069. [Google Scholar] [CrossRef]
- Shakor, P.; Renneberg, J.; Nejadi, S.; Paul, G. Optimisation of different concrete mix designs for 3D Printing by utilising 6Dof industrial robot. In Proceedings of the 34th International Symposium on Automation and Robotics in Construction (I.S.A.R.C), Taipei, Taiwan, 28 June–1 July 2017; pp. 268–275. [Google Scholar]
- Kazemian, A.; Yuan, X.; Cochran, E.; Khoshnevis, B. Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture. Constr. Build. Mater. 2017, 145, 639–647. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. Constr. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Buswell, R.A.; Leal de Silva, W.R.; Jones, S.Z.; Dirrenberger, J. 3D printing using concrete extrusion: A roadmap for research. Cem. Concr. Res. 2018, 112, 37–49. [Google Scholar] [CrossRef]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.A.; Law, R.; Gibb, A.G.F.; Thorpe, T. Hardened properties of high-performance printing concrete. Cem. Concr. Res. 2012, 4, 558–566. [Google Scholar] [CrossRef]
- Nerella, V.N.; Mechtcherine, V. Studying the Printability of Fresh Concrete for Formwork-Free Concrete Onsite 3D Printing Technology (CONPrint3D). In Proceedings of the 25th Conference on Rheology of Building Materials, Regensburg, Germany, 1–2 March 2016; pp. 333–347. [Google Scholar]
- Malaeb, Z.; Hachem, H.; Tourbah, A.; Maalouf, T.; El Zarwi, N.; Hamzeh, F. 3D Concrete Printing: Machine and Mix Design. Int. J. Civ. Eng. Technol. 2015, 6, 14–22. [Google Scholar]
- Skibicki, S.; Kaszyńska, M.; Wahib, N.; Techman, M.; Federowicz, K.; Zieliński, A.; Wróblewski, T.; Olczyk, N.; Hoffmann, M. Properties of Composite Modified with Limestone Powder for 3D Concrete Printing. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Perrot, A.; Rangeard, D.; Pierre, A. Structural built-up of cement-based materials used for 3D-printing extrusion techniques. Mater. Struct. 2016, 49, 1213–1220. [Google Scholar] [CrossRef]
- Matthäus, C.; Back, D.; Weger, D.; Kränkel, T.; Scheydt, J.; Gehlen, C. Effect of Cement Type and Limestone Powder Content on Extrudability of Lightweight Concrete. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Tao, Y.; Lesage, K.; van Tittelboom, K.; Yuan, Y.; de Schutter, G. Effect of Limestone Powder Substitution on Fresh and Hardened Properties of 3D Printable Mortar. In Second RILEM International Conference on Concrete and Digital Fabrication; DC 2020. RILEM Bookseries; Bos, F., Lucas, S., Wolfs, R., Salet, T., Eds.; Springer: Cham, Switzerland, 2020; Volume 28. [Google Scholar]
- Chen, Y.; Li, Z.; Figueiredo, S.C.; Çopuroğlu, O.; Veer, F.; Schlangen, E. Limestone and Calcined Clay-Based Sustainable Cementitious Materials for 3D Concrete Printing: A Fundamental Study of Extrudability and Early-Age Strength Development. Appl. Sci. 2019, 9, 1809. [Google Scholar] [CrossRef]
- Khoshnevis, B.; Hwang, D. Contour Crafting: A Mega Scale Fabrication Technology. In Rapid Prototyping: Theory and Practice; Springer: Berlin/Heidelberg, Germany, 2006; Chapter 9; p. 221. [Google Scholar]
- Lu, B.; Weng, Y.; Li, M.; Qian, Y.; Leong, K.F.; Tan, M.J.; Qian, S. A systematical review of 3D printable cementitious materials. Constr. Build. Mater. 2019, 207, 477–490. [Google Scholar] [CrossRef]
- Gibbons, G.J.; Williams, R.; Purnell, P.; Farahi, E. 3D Printing of cement composites. Adv. Appl. Ceram. 2010, 109, 287–290. [Google Scholar] [CrossRef]
- Cesaretti, G.; Dini, E.; De Kestelier, X.; Colla, V.; Pambaguian, L. Building components for an outpost on the Lunar soil by means of a novel 3D printing technology. Acta Astronaut. 2014, 93, 430–450. [Google Scholar] [CrossRef]
- D-Shape. Available online: https://d-shape.com/ (accessed on 20 February 2021).
- White, D.J.; Bolton, M.D. Displacement and strain paths during plane-strain model pile installation in sand. Geotechnique 2001, 54, 375–397. [Google Scholar] [CrossRef]
- Aprofi, Construction Industry, Poland. Available online: aprofi.pl (accessed on 20 February 2021).
- Wrana, B. Pile Load Capacity—Calculation Methods. Stud. Geotech. Mech. 2016, 37, 83–93. [Google Scholar] [CrossRef]
- Prezzi, M.; Basu, P. Overview of Construction and Design of Auger Cast-in-Place and Drilled Displacement Piles. Internet Home of The Florida Building Officials Network. 2005. Available online: http://www.floridabuildingofficials.com/ (accessed on 20 February 2021).
- Meyer, Z.; Zarkiewicz, K. Skin and Toe Resistance Mobilisation of Pile during Laboratory Static Load Test. Stud. Geotech. Mech. 2018, 40, 1–5. [Google Scholar] [CrossRef]
- Sabatini, P.J.; Armour, T.; Groneck, P.; Keeley, J.W.; Tanyu, B. Micropile Design and Construction—Reference Manual; Publication No. FHWA NHI-05-039; Department of Transportation, Federal Highway Administration: Washington, DC, USA, 2005.
- Polish Standard: PN-EN 1997-1:2008, Eurocode 7—Geotechnical Design—Part 1: General Rules; PKN: Warszawa, Poland, 2008; Available online: https://www.ngm2016.com/uploads/2/1/7/9/21790806/eurocode_7_-_geotechnical_designen.1997.1.2004.pdf (accessed on 11 May 2021).
- Polish Standard: PN-EN 1997-2:2009/AC/2010, Eurocode 7—Geotechnical Design—Part 2: Ground Investigation and Testing; PKN: Warszawa, Poland, 2010; Available online: https://www.phd.eng.br/wp-content/uploads/2015/02/en.1997.2.2007-1.pdf (accessed on 11 May 2021).
- Polish Standard: PN-EN ISO 14688-2:2018-05, Geotechnical Investigation and Testing—Identification and Classification of Soil—Part 2: Principles for a Classification; PKN: Warszawa, Poland, 2018; Available online: https://standards.iteh.ai/catalog/standards/cen/b8411dd6-1af7-4876-b5dd-9365aa50b5d2/en-iso-14688-2-2018 (accessed on 11 May 2021).
- European Standard: EN 196-1:2016, Methods of Testing Cement—Part 1: Determination of Strength; CEN: Brussels, Belgium, 2016; Available online: https://standards.iteh.ai/catalog/standards/cen/37b8816e-4085-4dcc-a642-a383d9bddd6c/en-196-1-2016 (accessed on 11 May 2021).
- European Standard: EN 12617-4:2004. Tests for Thermal and Weathering Properties of Aggregates. Determination of Drying Shrinkage; CEN: Brussels, Belgium, 2004; Available online: https://shop.bsigroup.com/ProductDetail?pid=000000000030165787 (accessed on 11 May 2021).
- European Standard: EN 12390-13:2014. Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression; CEN: Brussels, Belgium, 2014; Available online: https://standards.iteh.ai/catalog/standards/cen/752cfc47-b32b-4c17-be4f-30dfee3af3ca/en-12390-13-2013 (accessed on 11 May 2021).
- Żarkiewicz, K. Analysis of Skin Friction Mobilization of Pile in Cohesionless Soil, Based on Laboratory Research. Ph.D. Thesis, West Pomeranian University of Technology in Szczecin, Szczecin, Poland, 2017. [Google Scholar]
- Sales, M.M.; Prezzi, M.; Salgado, R.; Choi, Y.S.; Lee, J. Load-settlement behaviour of model pile groups in sand under vertical load. J. Civ. Eng. Manag. 2017, 23, 1148–1163. [Google Scholar] [CrossRef]
- Sawicki, A.; Świdziński, W. Drained against undrained behaviour of sand. Arch. Hydroeng. Environ. Mech. 2007, 54, 207–222. [Google Scholar]
- Gupta, R.C. Load-settlement behavior of drilled shafts in multilayered deposits of soils and intermediate geomaterials. Geotech. Test. J. 2013, 36, 20130016. [Google Scholar] [CrossRef]
- Liu, H.; Song, E.; Ling, H.I. Constitutive modeling of soil-structure interface through the concept of critical state soil mechanics. Mech. Res. Commun. 2006, 33, 515–531. [Google Scholar] [CrossRef]
- Peng, S.Y.; Ng, C.W.W.; Zheng, G. The dilatant behaviour of sand-pile interface subjected to loading and stress relief. Acta Geotech. 2014, 9, 425–437. [Google Scholar] [CrossRef]
- Wagner, M.; Hess, P.; Reitelshöfer, S.; Franke, J. 3D scanning of workpieces with cooperative industrial robot arms. In Proceedings of the 47th International Symposium on Robotics, ISR 2016, VDE Verlag GmbH, Munich, Germany, 21–22 June 2016; pp. 431–438. [Google Scholar]
- Ramos, B.; Santos, E. Comparative study of different digitization techniques and their accuracy. Comput. Aided Des. 2011, 43, 188–206. [Google Scholar] [CrossRef]
- Dold, P.; Bone, M.C.; Flohr, M.; Preuss, R.; Joyce, T.J.; Deehan, D.; Holland, J. Validation of an optical system to measure acetabular shell deformation in cadavers. Proc. Inst. Mech. Eng. Part H J. Eng. Med. 2014, 228, 781–786. [Google Scholar] [CrossRef]
- Meyer, Z. Static Load Tests, Short Series Interpretation. Stud. Geotech. Mech. 2015, 36, 45–49. [Google Scholar] [CrossRef]
- Meyer, Z.; Kowalów, M. Model krzywej aproksymującej wyniki testów statycznych pali. Inżynieria Morska I Geotech. 2010, 3, 438–441. [Google Scholar]
- Valore, C.; Ziccarelli, M.; Muscolino, S.R. The bearing capacity of footings on sand with a weak layer. Geotech. Res. 2017, 4, 12–29. [Google Scholar] [CrossRef]
- Abdel-Azim, O.A.; Abdel-Rahman, K.; El-Mossallamy, Y.M. Numerical investigation of optimized piled raft foundation for high-rise building in Germany. Innov. Infrastruct. Solut. 2020, 5. [Google Scholar] [CrossRef]
- Cajka, R.; Marcalikova, Z.; Bilek, V.; Sucharda, O. Numerical Modeling and Analysis of Concrete Slabs in Interaction with Subsoil. Sustainability 2020, 12, 9868. [Google Scholar] [CrossRef]
- Meyer, Z.; Stachecki, K. Static load test curve (Q–s) conversion in to pile of different size. Ann. Wars. Univ. Life Sci.—SGGW. L. Reclam. 2018, 50, 171–182. [Google Scholar] [CrossRef]
- Siemaszko, P.; Meyer, Z. Static load test curve analysis based on soil field investigations. Bull. Pol. Acad. Sci. Tech. Sci. 2019, 67, 329–337. [Google Scholar] [CrossRef]
- White, D.J.; Bolton, M.D. Comparing CPT and pile base resistance in sand. Proc. Inst. Civ. Eng. Eng. 2005, 158, 3–14. [Google Scholar] [CrossRef]
- Kaszynska, M.; Skibicki, S. Influence of Eco-Friendly Mineral Additives on Early Age Compressive Strength and Temperature Development of High-Performance Concrete. IOP Conf. Ser. Earth Environ. Sci. 2017, 95, 42060. [Google Scholar] [CrossRef]
- Jha, K. Formwork for Concrete Structures; Tata McGraw Hill Education Private Limited: New Dilhi, India, 2012; ISBN 978-1-25-900733-0. [Google Scholar]
- Paul, S.C.; van Zijl, G.P.A.G.; Gibson, I. A review of 3D concrete printing systems and materials properties: Current status and future research prospects. Rapid Prototyp. J. 2018, 24, 784–798. [Google Scholar] [CrossRef]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| w, % | , mm | ||
|---|---|---|---|
| 0.776 | 0.452 | 4.5–4.9 | 0.3 |
| Materials | CEM I 52.5R | Fly Ash | Silica Fume | SP | Water | Sand 0-2 |
|---|---|---|---|---|---|---|
| B829/W200 BASE | 580 | 166 | 83 | 12 | 200 | 1290 |
| B766/W265 PALE | 536 | 153 | 77 | 11 | 265 | 1191 |
| Mass Ratios | FA/C | SF/C | W/C | W/B | SP/B | B/S |
|---|---|---|---|---|---|---|
| B829/W200 BASE | 0.286 | 0.143 | 0.345 | 0.241 | 0.014 | 0.643 |
| B766/W265 PALE | 0.286 | 0.143 | 0.495 | 0.346 | 0.014 | 0.643 |
| Time, days | Total Shrinkage, μm/m | CoV, % | Elastic Moduls, GPa | CoV, % |
|---|---|---|---|---|
| 1 | 0 | 0.00 | 8.18 | 2.92 |
| 2 | 320 | 5.52 | - | - |
| 5 | 718 | 1.60 | - | - |
| 7 | 835 | 1.38 | - | - |
| 14 | 968 | 1.19 | - | - |
| 28 | 1055 | 1.05 | 33.87 | 3.15 |
| No. | 1 | 2 | 3 | 4 | 5 | 6 | 7 |
|---|---|---|---|---|---|---|---|
| , % | 34 | 35 | 51 | 55 | 56 | 67 | 70 |
| , kN | 1.56 | 1.72 | 5.78 | 7.25 | 7.68 | 13.54 | 15.64 |
| , - | 0.501 | 0.514 | 0.607 | 0.707 | 0.714 | 0.761 | 0.796 |
| , mm/kN | 2.39 | 2.21 | 0.72 | 0.62 | 0.59 | 0.42 | 0.32 |
| Parameter | Foundation Type | ||
|---|---|---|---|
| SF—Shallow Foundation | PF—Pile Foundation | ||
| Shallow foundation width | B, m | 0.6 | 0.24 |
| Length of piles 3D | H, m | - | 2.0 |
| Shallow foundation length | L, m | 10 | 10 |
| Depth ratio | D, m | 0.8 | 0.8 |
| Geotechnical Parameter | Soil Type | ||
|---|---|---|---|
| Loose Medium Sand | Dense Medium Sand | ||
| Bulk density | , kN/m | 16 | 18 |
| Angle of internal friction | , deg | 35 | 30 |
| Oedometer modulus | , MPa | 60 | 15 |
| Density ratio | , % | 35 | 70 |
| Scheme 1: Homogeneous Soil Dense Sand | Scheme 2: Layered Soil Loose and Dense Sand | ||||
|---|---|---|---|---|---|
| SF1 | PF1 | SF2 | PF2 | ||
| Load capacity, kN | Shallow foundation [70] | 439.96 | 139.45 | 202.25 | 66.26 |
| Piles (Equations (1)–(8) and (14)–(26)) | 0 | 220.61 | 0 | 220.61 | |
| Ultimate load capacity: | 439.96 | 360.06 | 202.25 | 286.87 | |
| Settlement at design load 150 kN, mm | 3.75 | 2.13 | 15.00 | 4.82 | |
| No. | Element | Piles | Shallow Foundation | Savings , % |
|---|---|---|---|---|
| 1. | Concrete consumption, m/m | 0.14 | 0.30 | 53.0 |
| 2. | Earthworks, m/m | 0.32 | 1.01 | 68.3 |
| 3. | Consumption of reinforcing steel, kg/m | 0 | 5.24 | 100 |
| 4. | Formwork, m/m | 0 | 1.60 | 100 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hoffmann, M.; Żarkiewicz, K.; Zieliński, A.; Skibicki, S.; Marchewka, Ł. Foundation Piles—A New Feature for Concrete 3D Printers. Materials 2021, 14, 2545. https://doi.org/10.3390/ma14102545
Hoffmann M, Żarkiewicz K, Zieliński A, Skibicki S, Marchewka Ł. Foundation Piles—A New Feature for Concrete 3D Printers. Materials. 2021; 14(10):2545. https://doi.org/10.3390/ma14102545
Chicago/Turabian StyleHoffmann, Marcin, Krzysztof Żarkiewicz, Adam Zieliński, Szymon Skibicki, and Łukasz Marchewka. 2021. "Foundation Piles—A New Feature for Concrete 3D Printers" Materials 14, no. 10: 2545. https://doi.org/10.3390/ma14102545
APA StyleHoffmann, M., Żarkiewicz, K., Zieliński, A., Skibicki, S., & Marchewka, Ł. (2021). Foundation Piles—A New Feature for Concrete 3D Printers. Materials, 14(10), 2545. https://doi.org/10.3390/ma14102545