
Bending Fatigue Behaviour and Fatigue Endurance Limit Prediction of 20Cr2Ni4A Gear Steel after the Ultrasonic Surface Rolling Process

 ,
, 
Abstract
1. Introduction
- (1)
- It provides a reliable process and smooth surface. Once semi-finished samples are processed, the surface roughness can be greatly reduced and the residual stress can be introduced into the workpiece.
- (2)
- It provides a low force on the workpiece. The acting force is elastic and has no adverse effect on the machine tool.
- (3)
- As there is no high-temperature process, the gear material hardly undergoes structural transformation, and the original fine structure formed by heat treatment or forging can be maintained.
- (4)
- It provides uniform strengthening and stress control through the process parameters (static pressure, amplitude, step and processing speed, for example) and can control the strengthening layer depth. Moreover, there is a continuous transition between the reinforced layer and the matrix without stripping.
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedures
2.2.1. Ultrasonic Surface Rolling Process
2.2.2. Surface Roughness Test
2.2.3. Surface Microhardness Test
2.2.4. Surface Residual Stress Test
2.2.5. Crystal Structure Test
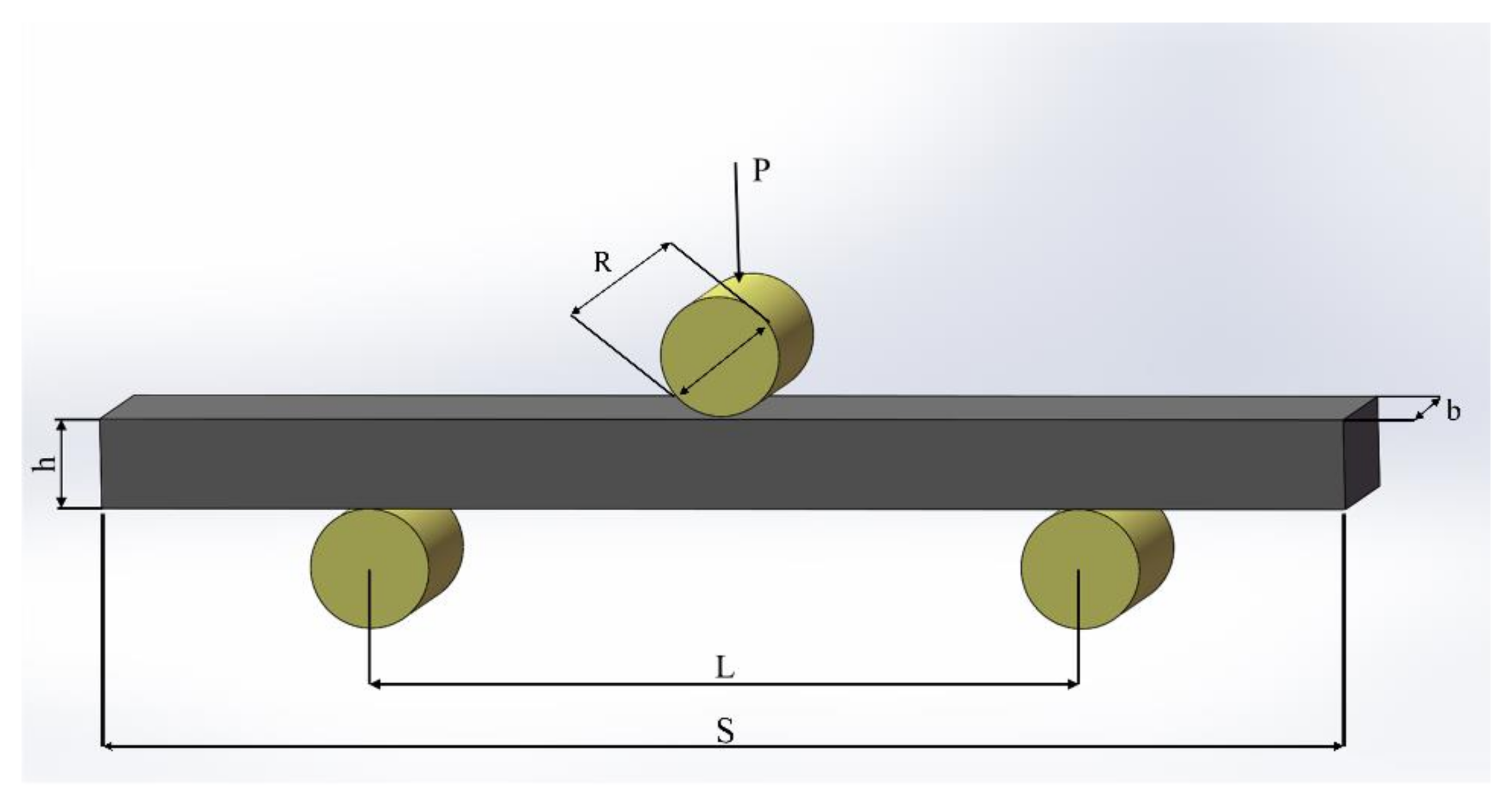
2.2.6. Three-Point Bending Fatigue Behaviour Test
3. Experimental Results
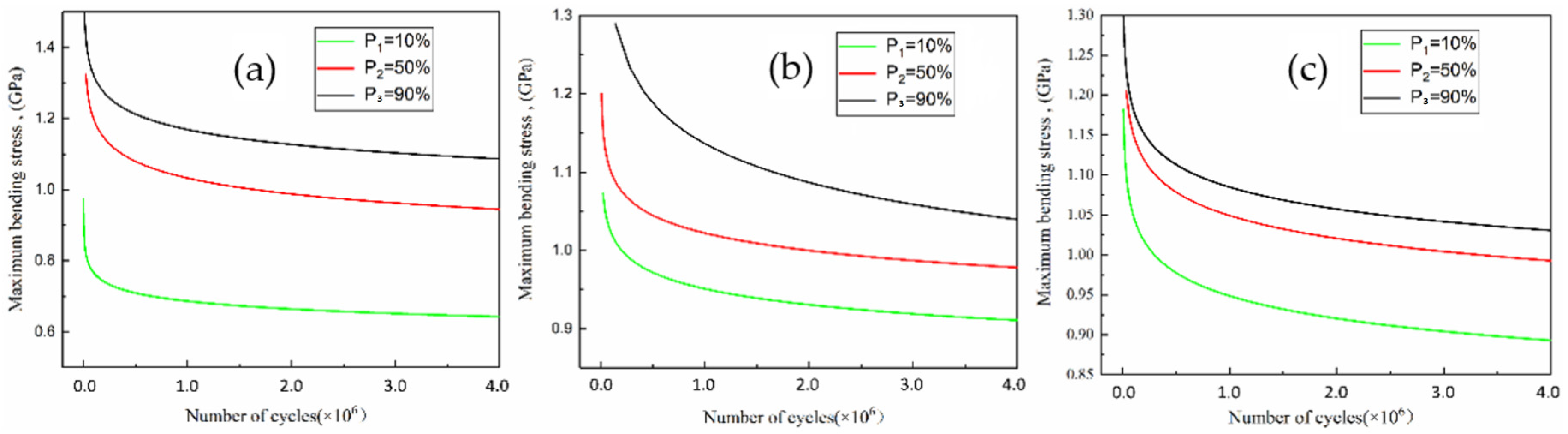
3.1. Results of the Three-Point Bending Fatigue Performance
3.2. Results of the Fatigue Fracture Morphologies
4. Discussion
4.1. Mechanism of the Surface Properties on the Fatigue Performance
4.1.1. Effects of the Surface Mechanical Properties on the Fatigue Performance
4.1.2. Effects of the Surface Morphology on the Fatigue Performance
4.2. Mechanism of the Cross-Sectional Structure on Fatigue Performance
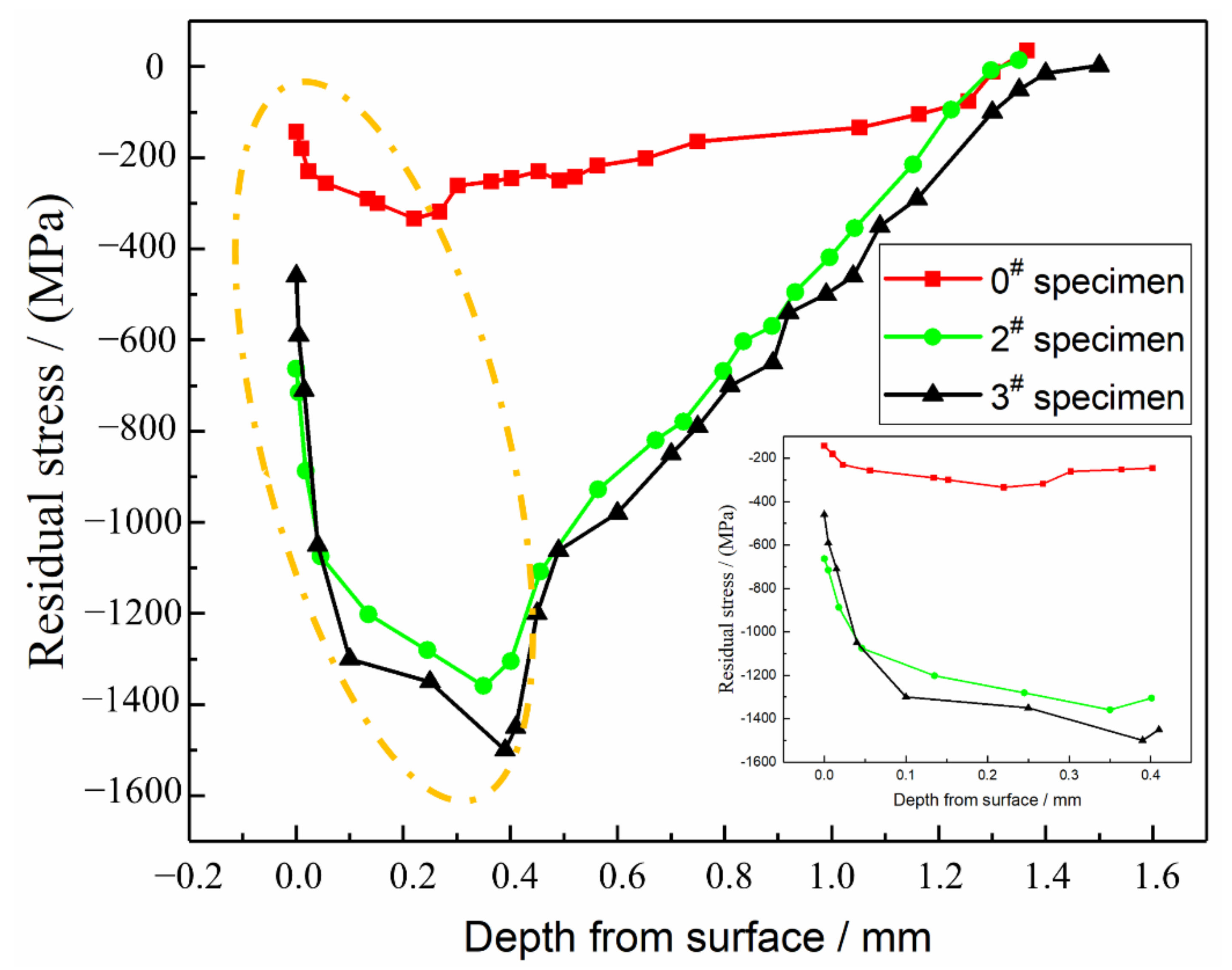
4.2.1. Effects of the Residual Stress on the Fatigue Performance
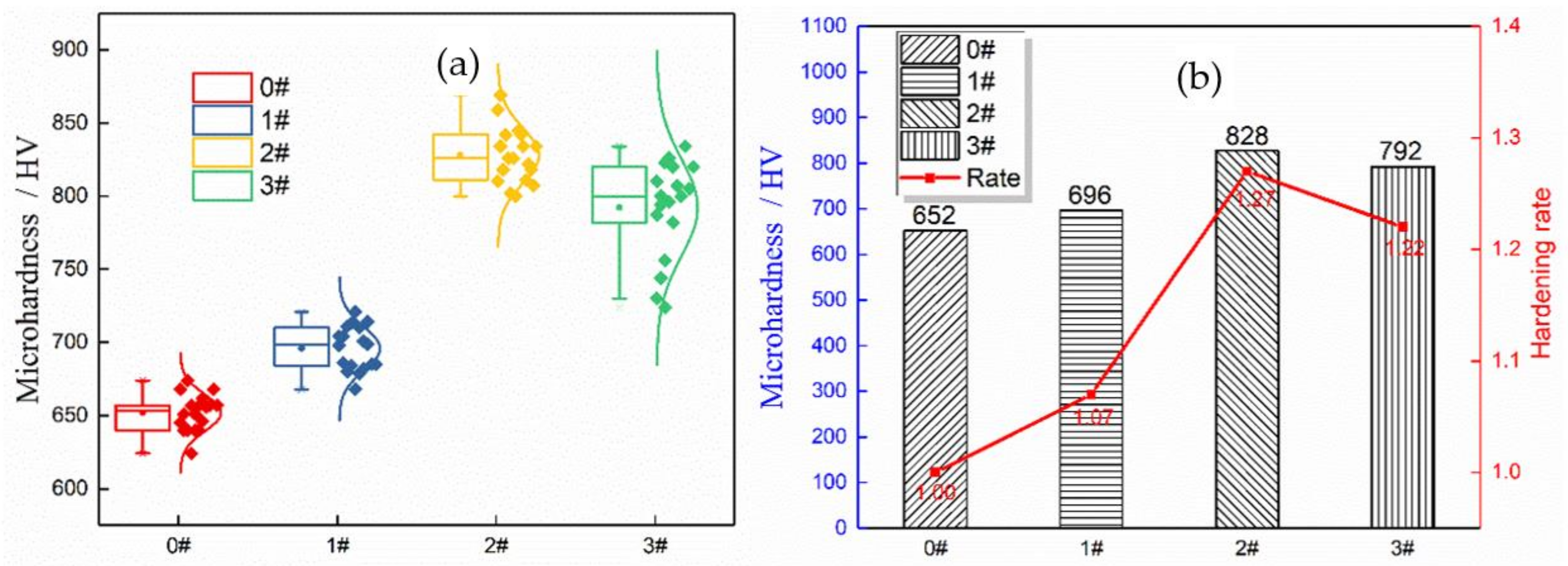
4.2.2. Effects of the Microhardness on the Fatigue Performance
4.2.3. Effects of the Phase Structure on the Fatigue Performance
5. Conclusions
- (1)
- The 20Cr2Ni4A carburized gear steel herein has a high strain rate behaviour under the action of USRP. This behaviour significantly improves the bending fatigue performance of the steel. When the static load is 1374 N, the minimum surface roughness is 0.114 μm, and the maximum microhardness value and residual compressive stress value are 828 HV and 612 MPa, respectively. Compared with the samples without the USRP treatment, the surface roughness decreases by approximately 5 times, the surface microhardness increases by 27%, and the residual compressive stress on the surface increases by approximately 20 times. The fatigue strength of the material increases with decreasing surface roughness and increasing microhardness and residual compressive stress, and the optimal static load value is 1374 N.
- (2)
- The bending fatigue life of 20Cr2Ni4A carburized gear steel at 0, 1374, and 1963 N static load was tested, and the bending fatigue limit of the three samples was calculated by P-S-N curve fitting. The bending fatigue limits of samples 0#, 2#, and 3# are 651.36, 918.88, and 904.21 MPa, respectively. The fatigue fracture was analysed using SEM. It was found that the fatigue source in sample 0# without the USRP treatment is on the sample surface; the fatigue source in sample 2# after the standard USRP treatment is mostly on the subsurface or inside the sample during the fatigue process, and the gap between the fatigue stripes decreases. The fatigue source in sample 3# with a large static load is generated unevenly on the surface, and the crack source is not singular in nature.
- (3)
- According to the sample surface structure analysis of the influence of USRP treatment on the fatigue performance, USRP treatment significantly improved the surface roughness, increased surface hardness, introduced a lot of residual compressive stress, introduced a large number of dislocation multiplications, and further improved the fatigue performance. It was also found that excessive USRP treatment would lead to increased surface roughness. Although a large amount of residual compressive stress was introduced and surface hardness was improved, the fatigue performance was still reduced.
- (4)
- Combined with EBSD phase structure analysis and the change in gradient residual stress and microhardness, the section microstructure diagram of 20Cr2Ni4A steel after the USRP standard treatment process is drawn. The grain diagram is divided into five layers from the surface layer to the core, showing a symmetrical distribution. The grain size, residual stress and hardness of the gradient distribution inhibit the initiation and propagation of fatigue cracks, which is also the reason why the crack source takes place on the subsurface and the fatigue striation spacing decreases.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| USRP | Ultrasonic surface rolling process |
| EBSD | Electron Backscatter Diffraction |
| TEM | Transmission Electron Microscopy |
| PH | Precipitation hardened |
| SEM | Scanning electron microscopy |
| UNSM | Ultrasonic Nano Surface Modification |
| LSCM | Confocal laser scanning microscopy |
| XRD | X-ray diffraction |
| P-N | Predicted failure probability and Number of cycles |
| P-S-N | Predicted failure probability and Stress and Number of cycles |
| FWHM | Full width at half maximum |
References
- Wei, J.; Pan, Z.; Lin, X.; Qin, D.; Zhang, A.; Shi, L. Copula-function-based analysis model and dynamic reliability of a gear transmission system considering failure correlations. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 114–128. [Google Scholar] [CrossRef]
- Prasannavenkatesan, R. Microstructure-sensitive fatigue modeling of heat treated and shot peened martensitic gear steels. Diss. Theses-Gradworks 2009, 32, 462–478. [Google Scholar]
- Li, G.; Qu, S.G.; Pan, Y.X.; Li, X.Q. Effects of the different frequencies and loads of ultrasonic surface rolling on surface mechanical properties and fretting wear resistance of HIP Ti-6Al-4V alloy. Appl. Surf. Sci. 2016, 385, 324–334. [Google Scholar] [CrossRef]
- Medricky, J.; Lukac, F.; Csaki, S.; Houdkova, S.; Barbosa, M.; Tesar, T.; Cizek, J.; Musalek, R.; Kovarik, O.; Chraska, T. Improvement of Mechanical Properties of Plasma Sprayed Al2O3–ZrO2–SiO2 Amorphous Coatings by Surface Crystallization. Materials 2019, 12, 3232. [Google Scholar] [CrossRef]
- Klokkevold, P.R.; Johnson, P.; Dadgostari, S.; Caputo, A.; Davies, J.E.; Nishimura, R.D. Early endosseous integration enhanced by dual acid etching of titanium: A torque removal study in the rabbit. Clin. Oral Implan. Res. 2001, 12, 350–357. [Google Scholar] [CrossRef]
- Kim, H.K.; Ahn, B. Effect of Al2O3 Sandblasting Particle Size on the Surface Topography and Residual Compressive Stresses of Three Different Dental Zirconia Grades. Materials 2021, 14, 610. [Google Scholar] [CrossRef]
- Zhiming, L.; Laimin, S.; Shenjin, Z.; Zhidong, T.; Yazhou, J. Effect of high energy shot peening pressure on the stress corrosion cracking of the weld joint of 304 austenitic stainless steel. Mater. Sci. Eng. A 2015, 637, 170–174. [Google Scholar] [CrossRef]
- Wen, M.; Gu, J.; Liu, G.; Wang, Z.; Lu, J. Formation of nanoporous titania on bulk titanium by hybrid surface mechanical attrition treatment. Surf. Coat. Technol. 2007, 2016, 285–6289. [Google Scholar] [CrossRef]
- Lesyk, D.A.; Martinez, S.; Mordyuk, B.N.; Dzhemelinskyi, V.V.; Lamikiz, A.; Prokopenko, G.I. Effects of laser heat treatment combined with ultrasonic impact treatment on the surface topography and hardness of carbon steel AISI 1045-ScienceDirect. Opt. Laser Technol. 2019, 111, 424–438. [Google Scholar] [CrossRef]
- Li, L.; Kim, M.; Lee, S.; Bae, M.; Lee, D. Influence of multiple ultrasonic impact treatments on surface roughness and wear performance of SUS301 steel. Surf. Coat. Technol. 2016, 307, 517–524. [Google Scholar] [CrossRef]
- Liu, D.; Liu, D.; Zhang, X.; Liu, C.; Ma, A.; Xu, X.; Zhang, W. An investigation of fretting fatigue behavior and mechanism in 17-4PH stainless steel with gradient structure produced by an ultrasonic surface rolling process. Int. J. Fatigue 2019, 131, 105340. [Google Scholar] [CrossRef]
- Liu, C.; Liu, D.; Zhang, X.; Yu, S.; Zhao, W. Effect of the Ultrasonic Surface Rolling Process on the Fretting Fatigue Behavior of Ti-6Al-4V Alloy. Materials 2017, 10, 833–845. [Google Scholar]
- Lu, L.X.; Sun, J.; Li, L.; Xiong, Q.C. Study on surface characteristics of 7050-T7451 aluminum alloy by ultrasonic surface rolling process. Int. J. Adv. Manuf. Technol. 2016, 87, 2533–2539. [Google Scholar] [CrossRef]
- Liu, D.; Liu, D.; Zhang, X.; Liu, C.; Ao, N. Surface nanocrystallization of 17-4 precipitation-hardening stainless steel subjected to ultrasonic surface rolling process. Mater. Sci. Eng. A 2018, 125, 256–268. [Google Scholar] [CrossRef]
- Bozdana, A.T.; Gindy, N.N.Z.; Li, H. Deep cold rolling with ultrasonic vibrations-a new mechanical surface enhancement technique. Int. J. Mach. Tools Manuf. 2005, 45, 713–718. [Google Scholar] [CrossRef]
- Zhang, Q.; Hu, Z.; Su, W.; Zhou, H.; Liu, C.; Yang, Y.; Qi, X. Microstructure and surface properties of 17-4PH stainless steel by ultrasonic surface rolling technology. Surf. Coat. Technol. 2017, 321, 64–73. [Google Scholar] [CrossRef]
- Pyun, Y.S.; Cho, I.H.; Suh, C.M.; Park, J.; Rogers, J.; Kayumov, R.; Murakami, R. Reducing production loss by prolonging service life of rolling mill shear pin with ultrasonic nanocrystal surface modification technology. Int. J. Precis. Eng. Manuf. 2013, 14, 2027–2032. [Google Scholar] [CrossRef]
- State Bureau of Technical Supervision of the People’s Republic of China. National Standard of the People’s Republic of China-Methods of Tensile Test for Metallic Materials at Room Temperature: GB/T 228-2002; China Standard Press: Beijing, China, 2002. [Google Scholar]
- Berruti, T.; Lavella, M.; Gola, M.M. Residual stresses on inconel 718 turbine shaft samples after turning. Mach. Sci. Technol. Int. J. 2009, 13, 543–560. [Google Scholar] [CrossRef]
- State Bureau of Technical Supervision of the People’s Republic of China. National Standard of the People’s Republic of China-Bending Test Method for Metallic Materials: GB/T 232-2010; China Standard Press: Beijing, China, 2010. [Google Scholar]
- State Bureau of Technical Supervision of the People’s Republic of China. National Standard of the People’s Republic of China-Test Method for Bending Fatigue Strength of Gears: GB/T14230-1993; China Standard Press: Beijing, China, 1993. [Google Scholar]
- Shimizu, S. P-S-N/P-F-L Curve Approach Using Three-Parameter Weibull Distribution for Life and Fatigue Analysis of Structural and Rolling Contact Components. Tribol. Trans. 2005, 48, 576–582. [Google Scholar] [CrossRef]
- Guida, M.; Penta, F. A Bayesian analysis of fatigue data. Struct. Saf. 2010, 32, 64–76. [Google Scholar] [CrossRef]
- Gibson, G.J.; Perkins, K.M.; Gray, S.; Leggett, A.J. Influence of shot peening on high-temperature corrosion and corrosion-fatigue of nickel based superalloy 720Li. High Temp. Technol. 2016, 33, 225–233. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Bate, P.S.; Hurley, P.J. Orientation averaging of electron backscattered diffraction data. J. Microsc. 2001, 201, 50–58. [Google Scholar] [CrossRef] [PubMed]
- Das, S.; Hofmann, F.; Tarleton, E. Consistent determination of geometrically necessary dislocation density from simulations and experiments. Int. J. Plast. 2018, 109, 18–42. [Google Scholar] [CrossRef]
- Jin-Xing, C.; Shi-Chao, H.; Jian-Liang, S.; Yan, P. Evolution characteristics of residual stresses in medium-thick plate during thinning process. Iron Steel 2019, 54, 39–46. [Google Scholar]
- Badisch, E.; Stoiber, M.; Lugmair, C.; Nöbauer, R.; Müller, T.; Kullmer, R. Industrial applications of PACVD hard coatings. Surf. Coat. Technol. 2003, 163, 716–722. [Google Scholar]
- Lu, J.Z.; Luo, K.Y.; Zhang, Y.K.; Sun, G.F.; Gu, Y.Y.; Zhou, J.Z.; Ren, X.D.; Zhang, X.C.; Zhang, L.F.; Chen, K.M.; et al. Grain refinement mechanism of multiple laser shock processing impacts on ANSI 304 stainless steel. Acta Mater. 2010, 58, 5354–5362. [Google Scholar] [CrossRef]
- Zhao, X.; Xue, G.; Liu, Y. Gradient crystalline structure induced by ultrasonic impacting and rolling and its effect on fatigue behavior of TC11 titanium alloy. Results Phys. 2017, 7, 756–762. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Cr | Ni | Mn | Si | Al | S | O |
|---|---|---|---|---|---|---|---|
| Percentage composition | 1.25–1.65 | 3.25–3.65 | 0.30–0.60 | 0.15–0.35 | ≤0.01 | ≤0.005 | ≤0.0012 |
| Heat Treatment Process | ||||
|---|---|---|---|---|
| Normalizing Temperature/°C | Carburizing Temperature/°C | High-Temperature Tempering/°C | Quenching Temperature/°C | Low-Temperature Tempering/°C |
| 950 | 920 | 640 | 800 | 150 |
| Sample Number | Line Speed m/min | Step mm | Amplitude μm | Static Load N |
|---|---|---|---|---|
| 0# | 0 | 0 | 0 | 0 |
| 1# | 2 | 0.08 | 20 | 785 |
| 2# | 2 | 0.08 | 20 | 1374 |
| 3# | 2 | 0.08 | 20 | 1963 |
| Number | Mean Load (kN) | Alternating Load (kN) | Test Frequency (Hz) | Bending Stress Value (MPa) |
|---|---|---|---|---|
| 1 | 35 | 11.6 | 79 | 1656 |
| 2 | 30 | 10 | 79 | 1422 |
| 3 | 28 | 9.3 | 79 | 1326 |
| 4 | 26 | 8.6 | 79 | 1230 |
| σmax (MPa) | β | Na | Fatigue Life Equivalent Value (104 Cycle) | |||
|---|---|---|---|---|---|---|
| P1 = 10% | P2 = 50% | P3 = 90% | ||||
| 0# | 1422 | 9.12 | 88,187 | 6.88 | 8.47 | 9.66 |
| 1326 | 2.54 | 312,447 | 12.87 | 27.04 | 43.41 | |
| 1230 | 4.34 | 804,220 | 47.88 | 73.91 | 97.46 | |
| 1073 | 3.07 | 1,764,083 | 84.82 | 156.57 | 231.41 | |
| 2# | 1656 | 7.01 | 78,900 | 5.79 | 7.57 | 8.99 |
| 1422 | 3.09 | 141,436 | 6.83 | 12.56 | 18.53 | |
| 1326 | 3.15 | 581,996 | 28.45 | 51.80 | 75.87 | |
| 1230 | 3.84 | 2,886,819 | 160.70 | 262.41 | 358.68 | |
| 3# | 1656 | 2.71 | 164,714 | 7.18 | 14.38 | 22.41 |
| 1422 | 1.75 | 469,887 | 13.02 | 38.12 | 75.61 | |
| 1326 | 3.03 | 817,778 | 38.93 | 72.47 | 107.67 | |
| 1230 | 2.50 | 1,311.653 | 53.28 | 113.26 | 183.16 | |
| Sample | Failure Probability (%) | m | C |
|---|---|---|---|
| 0# | 10 | 9.99 | 0.0296 |
| 50 | 10.87 | 0.3323 | |
| 90 | 11.72 | 0.0643 | |
| 2# | 10 | 13.92 | 0.0096 |
| 50 | 13.69 | 0.1989 | |
| 90 | 13.69 | 0.7301 | |
| 3# | 10 | 7.69 | 0.0006 |
| 50 | 7.08 | 0.2241 | |
| 90 | 7.06 | 1.4039 |
| Sample | Surface Roughness Ra/μm | Average/μm | ||
|---|---|---|---|---|
| Area 1 | Area 2 | Area 3 | ||
| 0# | 0.626 | 0.686 | 0.602 | 0.638 |
| 1# | 0.118 | 0.115 | 0.130 | 0.121 |
| 2# | 0.107 | 0.146 | 0.090 | 0.114 |
| 3# | 0.185 | 0.233 | 0.173 | 0.197 |
| Incident Angle (2θ/°) | a | b | c | |
|---|---|---|---|---|
| 44.780 | 65.226 | 82.400 | ||
| 0# | β1 | 0.458 | 0.554 | 0.599 |
| β12 | 0.210 | 0.307 | 0.359 | |
| 2# | β2 | 0.460 | 0.769 | 0.786 |
| β22 | 0.212 | 0.591 | 0.618 | |
| Relative variation ratio | Δ = 100% × (β22 − β12)/β12 | 7.62% | 92.51% | 72.14% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Huang, Y.; Xing, Z.; Wang, H.; Shan, D.; Xie, F.; Li, J. Bending Fatigue Behaviour and Fatigue Endurance Limit Prediction of 20Cr2Ni4A Gear Steel after the Ultrasonic Surface Rolling Process. Materials 2021, 14, 2516. https://doi.org/10.3390/ma14102516
Wang Z, Huang Y, Xing Z, Wang H, Shan D, Xie F, Li J. Bending Fatigue Behaviour and Fatigue Endurance Limit Prediction of 20Cr2Ni4A Gear Steel after the Ultrasonic Surface Rolling Process. Materials. 2021; 14(10):2516. https://doi.org/10.3390/ma14102516
Chicago/Turabian StyleWang, Zhiyuan, Yangfei Huang, Zhiguo Xing, Haidou Wang, Debin Shan, Fengkuan Xie, and Jiming Li. 2021. "Bending Fatigue Behaviour and Fatigue Endurance Limit Prediction of 20Cr2Ni4A Gear Steel after the Ultrasonic Surface Rolling Process" Materials 14, no. 10: 2516. https://doi.org/10.3390/ma14102516
APA StyleWang, Z., Huang, Y., Xing, Z., Wang, H., Shan, D., Xie, F., & Li, J. (2021). Bending Fatigue Behaviour and Fatigue Endurance Limit Prediction of 20Cr2Ni4A Gear Steel after the Ultrasonic Surface Rolling Process. Materials, 14(10), 2516. https://doi.org/10.3390/ma14102516