Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si




Abstract
1. Introduction
2. Experimental Procedure
3. Results and Discussions
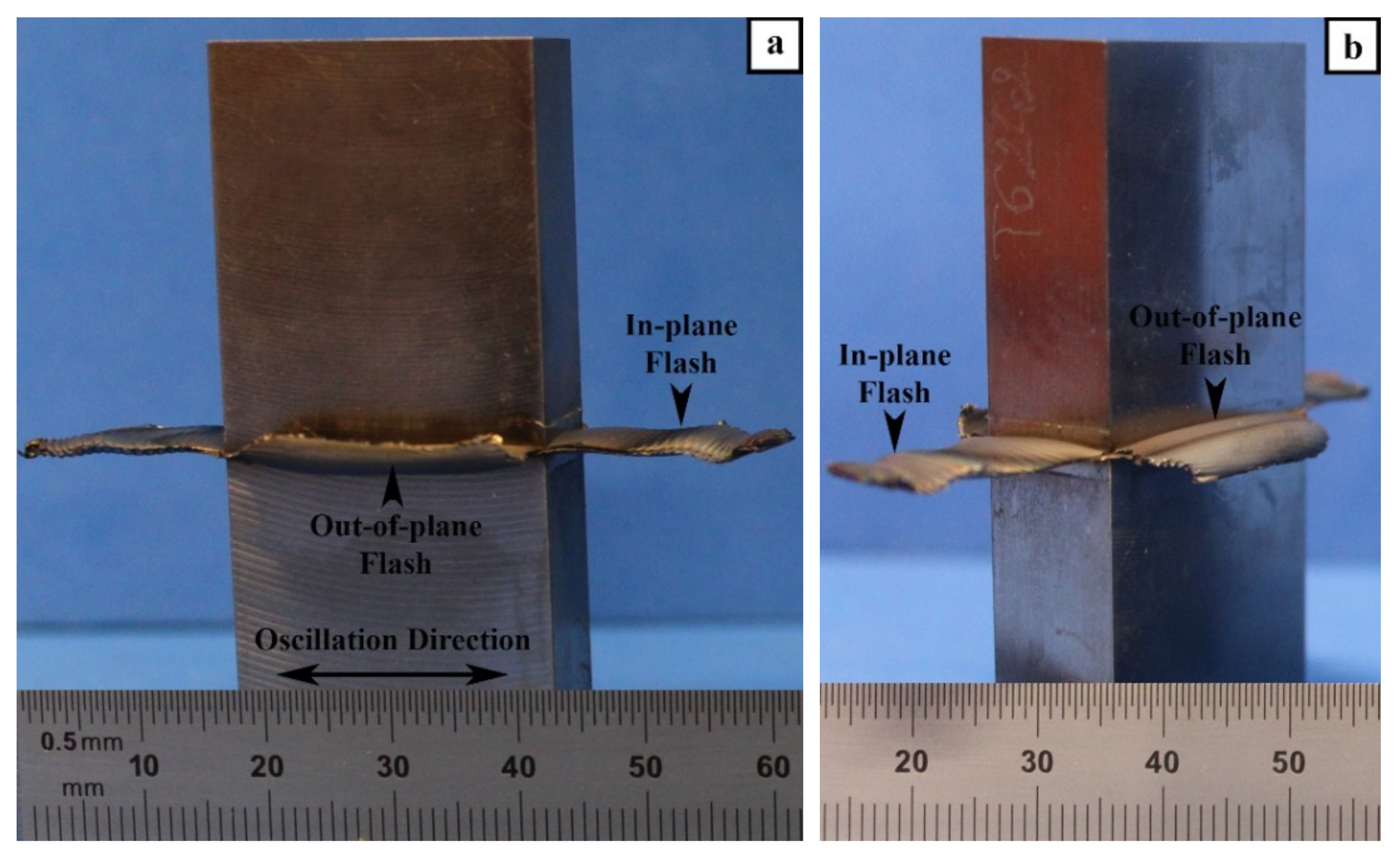
3.1. Macroscopic Examination
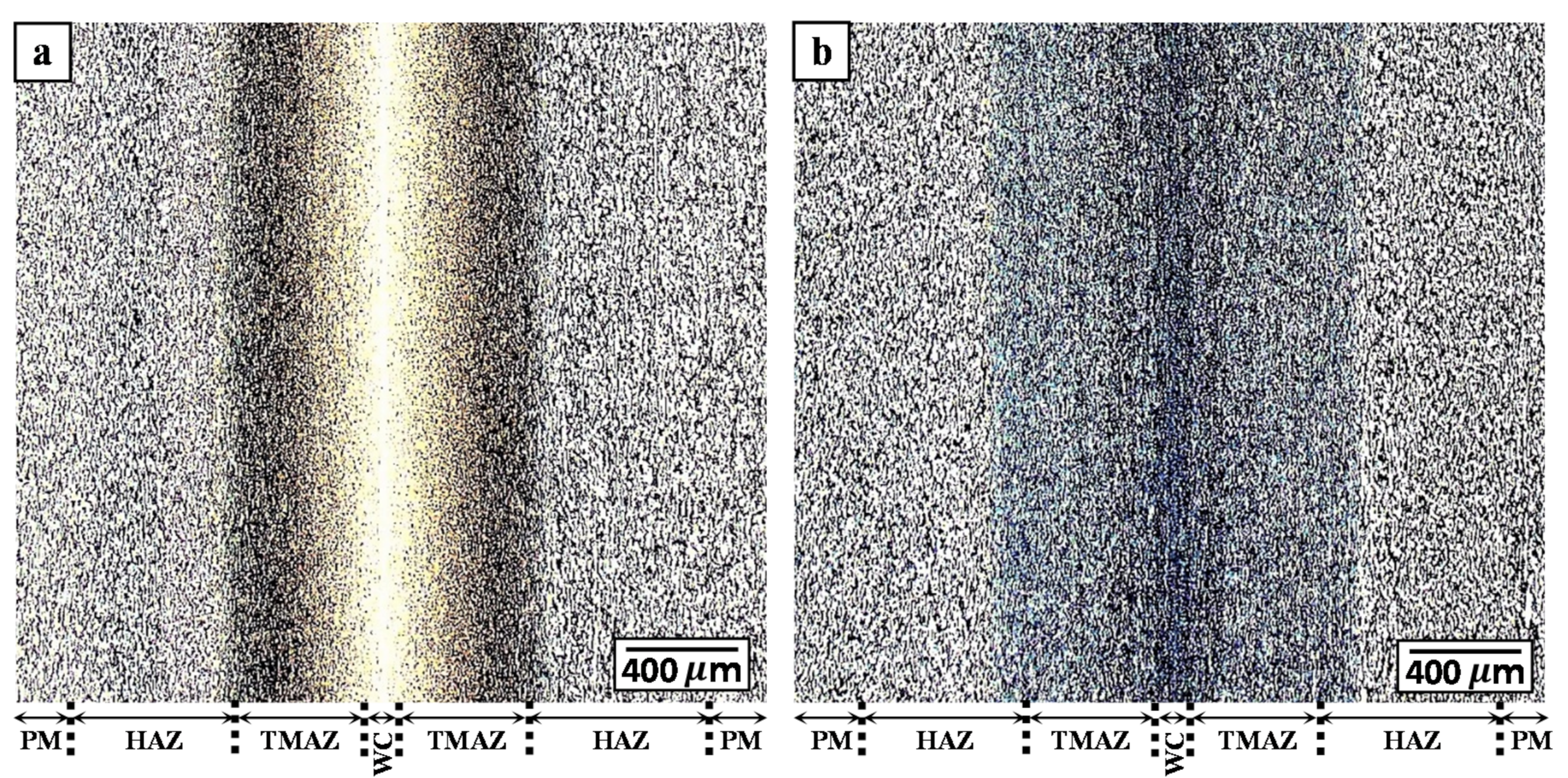
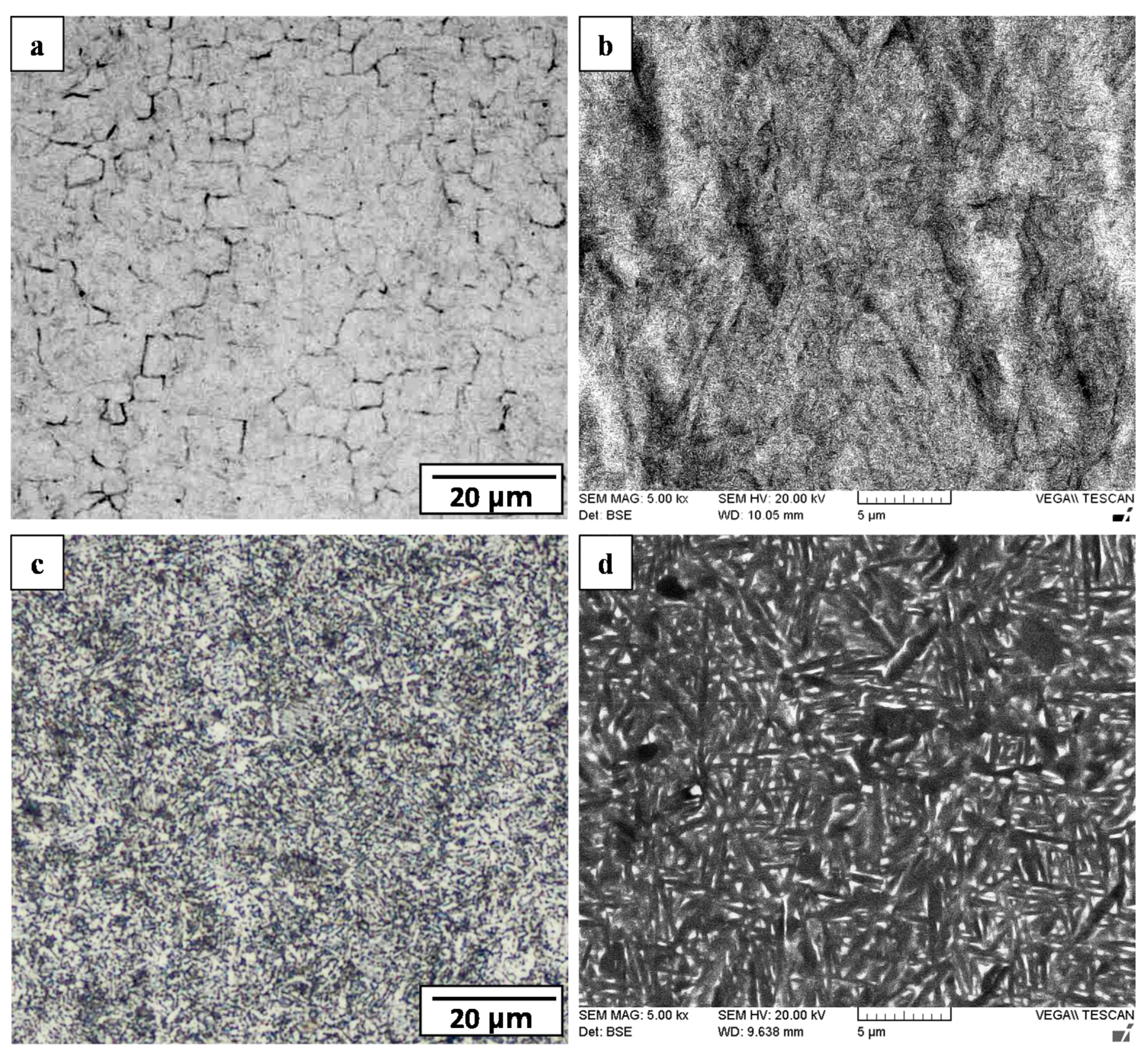
3.2. Microscopic Examination
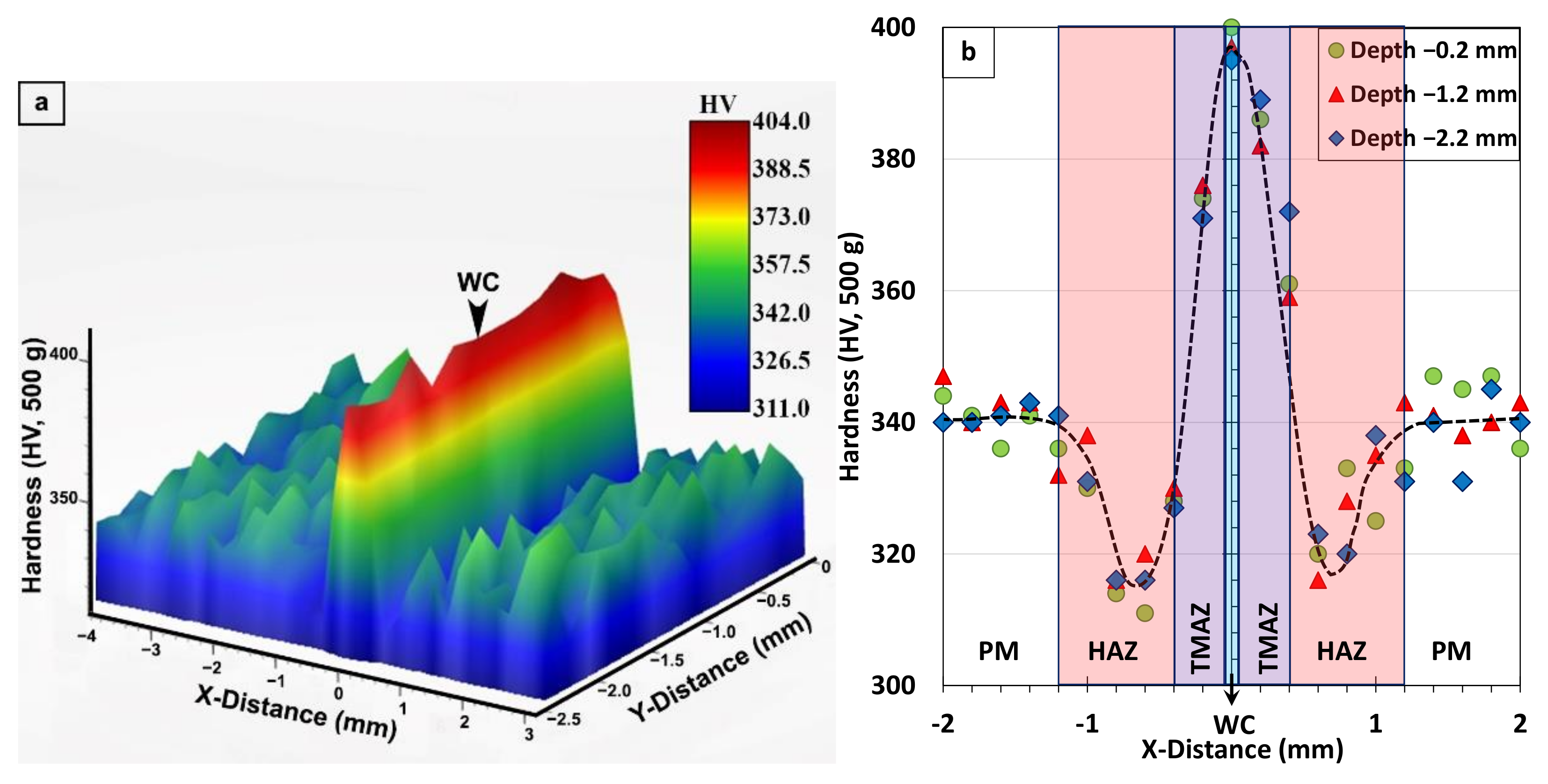
3.3. Hardness
3.4. Tensile Mechanical Properties
3.5. Fatigue Properties
4. Conclusions
- The set of process parameters selected for the LFW of Ti-6242 generated integral welds without pores, oxides, cracking, and/or joint misalignment. During LFW, the different thermal and mechanical conditions across the joint influenced the microstructural transformations in three distinct regions—namely, the heat-affected zone (HAZ), the thermo-mechanically affected zone (TMAZ), and the weld center (WC) relative to the Ti-6242 parent material (PM).
- In the AWed condition, the HAZ of the Ti-6242 alloy was affected by heat only and the main microstructural change was the retention of metastable β that reduced the hardness locally by 8.6% relative to the PM. The full recovery of this HAZ softening was possible with a SRA at 800 °C for 2 h that transformed the metastable β to equilibrium levels of the α and β phases. By contrast, the bimodal as-received microstructure of the Ti-6242 PM appeared unaffected by the SRA treatment.
- In the TMAZ, the sub-transus temperatures and lower plastic deformation (relative to the WC) produced a fragmented and deformed α-β microstructure, as well as retaining metastable β in the AWed joints. The main effect of SRA on the TMAZ microstructure was metastable β transformation to equilibrium levels of α and β.
- The combination of extensive plastic deformation and super-transus temperatures in the WC produced dynamic recrystallization during LFW that refined the β grain structure and, on rapid cooling after LFW, the transformed prior-β grains consisted of α’ martensite in the AWed condition. These phase transformation and grain refinement effects led to peak hardness values in the WC. SRA had a tempering effect on the α’ martensite, and the resulting acicular α+β structure was 6.5% lower in hardness.
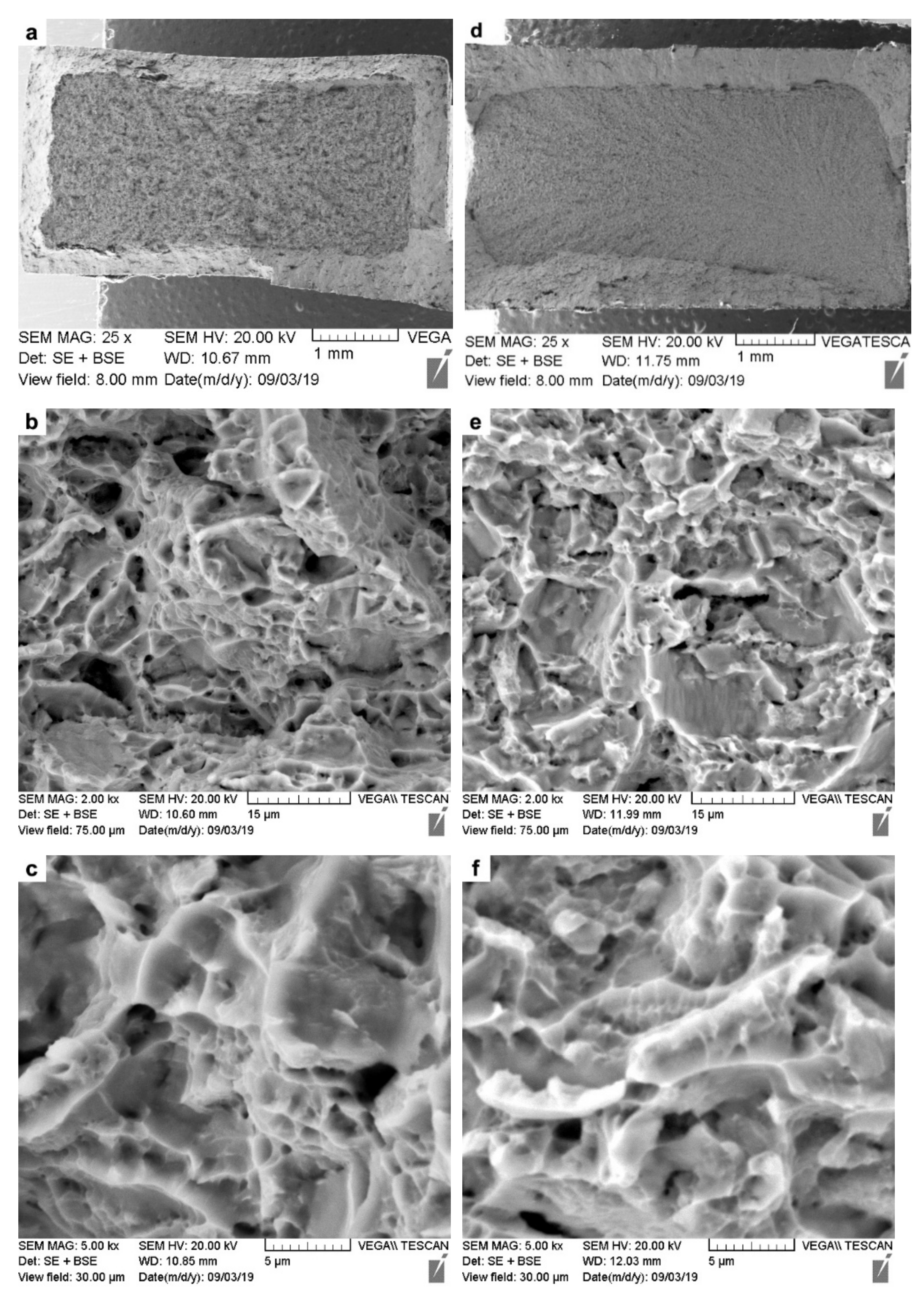
- In both the AWed and SRAed conditions, the welds exhibited tensile mechanical properties that surpassed the minimum requirements stipulated in the AMS specification for the Ti-6242 alloy. The fracture of the AWed and SRAed joints occurred in the Ti-6242 PM region, and fractographic analysis indicated a dimpled ductile surface with micro-voids.
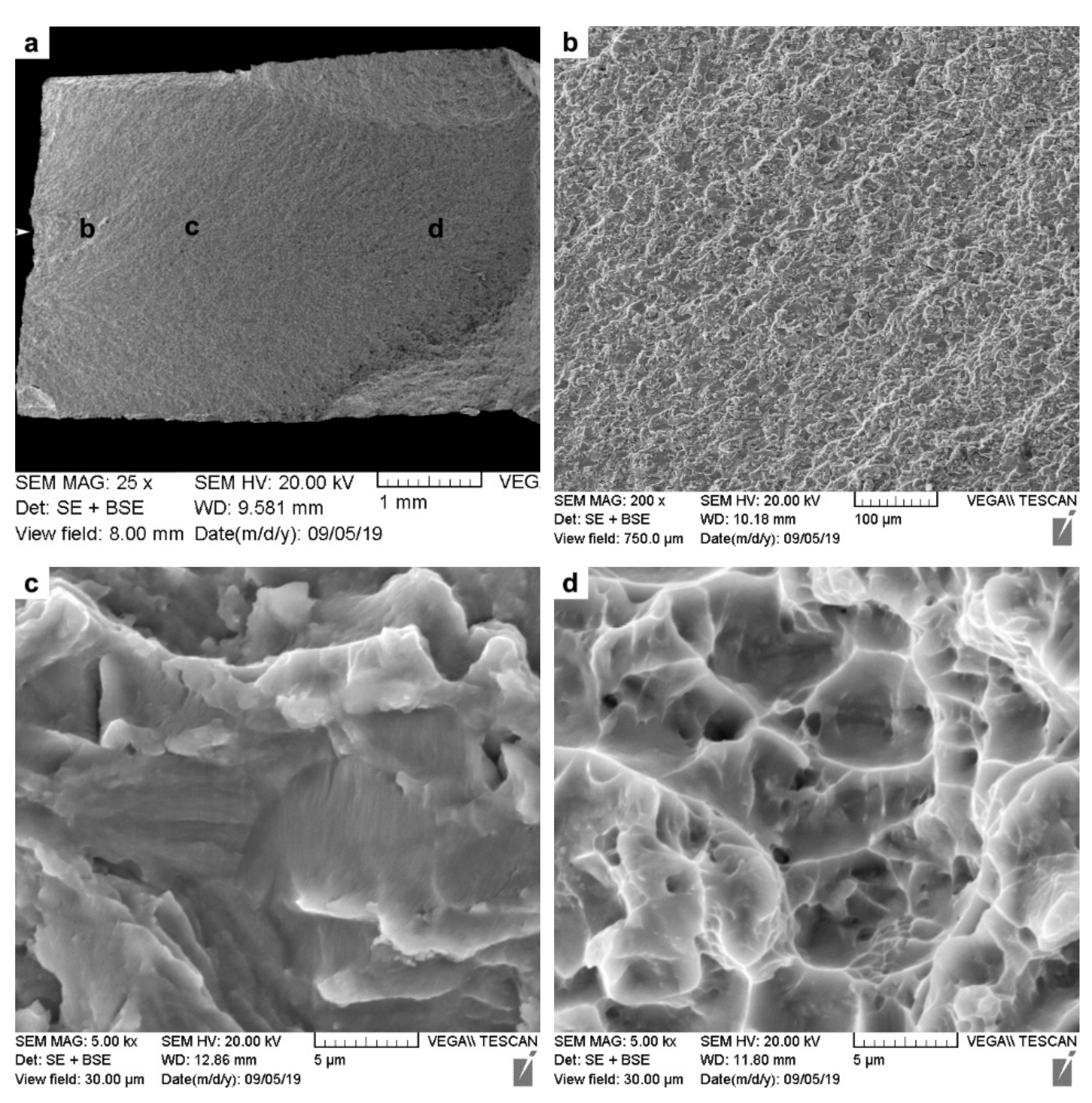
- The low and high cycle fatigue performance of the Ti-6242 linear friction welds after SRA was comparable to the Ti-6242 PM and failure during fatigue testing occurred exclusively in the PM region. In low cycle fatigue, the welds withstood high maximum stresses (950–1100 MPa), and, under high cycle fatigue conditions, a fatigue limit of 468 MPa at 107 cycles was calculated for the welds, just slightly higher than that for the Ti-6242 PM (434 MPa at 107 cycles).
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Collins, E.W.; Boyer, R.; Welsch, G. Materials Properties Handbook: Titanium Alloys; ASM International: West Conshohocken, PA, USA, 1994; ISBN 0-87170-686-5. [Google Scholar]
- Lütjering, G.; Williams, J.C. Titanium, 2nd ed.; Springer: Berlin/Heidelberg, Germany; New York, NY, USA, 2007. [Google Scholar]
- Chamanfar, A.; Pasang, T.; Ventura, A.; Misiolek, W.Z. Mechanical Properties and Microstructure of Laser Welded Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) Titanium Alloy. Mater. Sci. Eng. A 2016, 663, 213–224. [Google Scholar] [CrossRef]
- Baeslack, W.A.; Banas, C.M. A Comparative Evaluation of Laser and Gas Tungsten Arc Weldments in High-Temperature Titanium Alloys. Weld. J. 1981, 60, 121–130. [Google Scholar]
- Baeslack, W.A.; Mullins, F.D. Cooling rate effects in Ti-6Al-2Sn-4Zr-2Mo weldments. Met. Mater. Trans. A 1984, 15, 1948–1952. [Google Scholar] [CrossRef]
- Wanjara, P.; Jahazi, M. Linear friction welding of Ti-6Al-4V: Processing, microstructure, and mechanical-property inter-relationships. Met. Mater. Trans. A 2005, 36, 2149–2164. [Google Scholar] [CrossRef]
- Huang, J.L.; Warnken, N.; Gebelin, J.-C.; Strangwood, M.; Reed, R.C. On the mechanism of porosity formation during welding of titanium alloys. Acta Mater. 2012, 60, 3215–3225. [Google Scholar] [CrossRef]
- Donachie, M.J. Titanium A Technical Guide Second Edition; ASM International: West Conshohocken, PA, USA, 2000; ISBN 0-87170-686-5. [Google Scholar]
- Kabir, A.H.K.; Cao, X.J.; Baradari, J.G.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Determination of Global and Local Tensile Behaviours of Laser Welded Ti-6Al-4V Alloy. Adv. Mater. Res. 2011, 409, 859–864. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Cao, X.; Gholipour, J.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Effect of Postweld Heat Treatment on Microstructure, Hardness, and Tensile Properties of Laser-Welded Ti-6Al-4V. Met. Mater. Trans. A 2012, 43, 4171–4184. [Google Scholar] [CrossRef]
- Shariff, T.; Cao, X.; Chromik, R.R.; Baradari, J.C.; Wanjara, P.; Cuddy, J.; Birur, A. Laser Welding of Ti-5Al-5V-5Mo-3Cr. Can. Metall. Q. 2011, 50, 263–272. [Google Scholar] [CrossRef]
- Kabir, A.S.H.; Cao, X.; Wanjara, P.; Cuddy, J.; Birur, A.; Medraj, M. Use of Filler Wire for Laser Welding of Ti-6Al-4V. Can. Metall. Quart. 2012, 51, 320–327. [Google Scholar] [CrossRef]
- Wanjara, P.; Brochu, M.; Jahazi, M. Ti–6Al–4V Electron Beam Weld Qualification Using Laser Scanning Confocal Microscopy. Mater. Charact. 2005, 54, 254–262. [Google Scholar] [CrossRef]
- Wanjara, P.; Brochu, M.; Jahazi, M. Thin Gauge Titanium Manufacturing Using Multiple-Pass Electron Beam Welding. Mater. Manuf. Process. 2006, 21, 439–451. [Google Scholar] [CrossRef]
- Wanjara, P.; Watanabe, K.; de Formanoir, C.; Yang, Q.; Gholipour, J.; Bescond, C.; Godet, S.; Nezaki, K.; Patnaik, P. Titanium Alloy Repair with Wire-Feed Electron Beam Additive Manufacturing Technology. Adv. Mater. Sci. Eng. 2019, 2019, 1–23. [Google Scholar] [CrossRef]
- McAndrew, A.R.; Colegrove, P.A.; Bühr, C.; Flipo, B.C.; Vairis, A. A literature review of Ti-6Al-4V linear friction welding. Prog. Mater. Sci. 2018, 92, 225–257. [Google Scholar] [CrossRef]
- Li, W.; Vairis, A.; Preuss, M.; Ma, T. Linear and rotary friction welding review. Int. Mater. Rev. 2016, 61, 71–100. [Google Scholar] [CrossRef]
- Wanjara, P.; Dalgaard, E.; Gholipour, J.; Cao, X.; Cuddy, J.; Jonas, J.J. Effect of Pre- and Post-weld Heat Treatments on Linear Friction Welded Ti-5553. Met. Mater. Trans. A 2014, 45, 5138–5157. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Cao, X.; Jonas, J.J. Linear friction welding of a near-β titanium alloy. Acta Mater. 2012, 60, 770–780. [Google Scholar] [CrossRef]
- Vairis, A.; Frost, M. On the extrusion stage of linear friction welding of Ti 6Al 4V. Mater. Sci. Eng. A 1999, 271, 477–484. [Google Scholar] [CrossRef]
- Garcia, A.M.M. BLISK Fabrication by Linear Friction Welding. In Advances in Gas Turbine Technology; Benini, E., Ed.; IntechOpen: Rijeka, Croatia, 2011. [Google Scholar]
- Bhamji, I.; Preuss, M.; Threadgill, P.L.; Addison, A.C. Solid state joining of metals by linear friction welding: A literature review. Mater. Sci. Technol. 2011, 27, 2–12. [Google Scholar] [CrossRef]
- Ravi Kumar, B.V.R. A Review on BLISK Technology. Int. J. Innov. Res. Sci. Eng. Technol. 2013, 2, 5. [Google Scholar]
- Homma, T.; Takano, H.; Ozaki, T. Nanostructural analysis of welded Ti–6Al–4V by linear friction welding applied for blisk assemblies. Materialia 2019, 5, 100174. [Google Scholar] [CrossRef]
- Vairis, A.; Frost, M. High frequency linear friction welding of a titanium alloy. Wear 1998, 217, 117–131. [Google Scholar] [CrossRef]
- Ma, T.; Chen, T.; Li, W.; Wang, S.; Yang, S. Formation mechanism of linear friction welded Ti–6Al–4V alloy joint based on microstructure observation. Mater. Charact. 2011, 62, 130–135. [Google Scholar] [CrossRef]
- Dalgaard, E.; Coghe, F.; Rabet, L.; Jahazi, M.; Wanjara, P.; Jonas, J.J. Texture Evolution in Linear Friction Welded Ti-6Al-4V. Adv. Mater. Res. 2010, 89, 124–129. [Google Scholar] [CrossRef]
- Sun, S.S.D.; Ren, Z.; Zhou, Z.; North, T.; Zhai, Y. Microstructural Features of Friction-Welded Ti-6Al-4V Joint. J. Mater. Sci. Technol. 2000, 16, 59–62. [Google Scholar]
- Romero, J.; Attallah, M.M.; Preuss, M.; Karadge, M.; Bray, S.E. Effect of the forging pressure on the microstructure and residual stress development in Ti–6Al–4V linear friction welds. Acta Mater. 2009, 57, 5582–5592. [Google Scholar] [CrossRef]
- Stinville, J.C.; Bridier, F.; Ponsen, D.; Wanjara, P.; Bocher, P. High and Low Cycle Fatigue Behavior of Linear Friction Welded Ti–6Al–4V. Int. J. Fatigue 2015, 70, 278–288. [Google Scholar] [CrossRef]
- Frankel, P.; Preuss, M.; Steuwer, A.; Withers, P.J.; Bray, S. Comparison of Residual Stresses in Ti–6Al–4V and Ti–6Al–2Sn–4Zr–2Mo Linear Friction Welds. Mater. Sci. Technol. 2009, 25, 640–650. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J. Evolution of microstructure, microtexture and mechanical properties of linear friction welded IMI 834. Can. Met. Q. 2012, 51, 269–276. [Google Scholar] [CrossRef]
- Dalgaard, E.; Wanjara, P.; Gholipour, J.; Jonas, J.J. Linear Friction Welding of a Forged Near-α Titanium Alloy. Mater. Sci. Forum 2012, 706–709, 211–216. [Google Scholar] [CrossRef]
- Ballat-Durand, D.; Bouvier, S.; Risbet, M.; Pantleon, W. Through analysis of the microstructure changes during linear friction welding of the near-α titanium alloy Ti-6Al-2Sn-4Zr-2Mo (Ti6242) towards microstructure optimization. Mater. Charact. 2019, 151, 38–52. [Google Scholar] [CrossRef]
- Garcia, J.M.; Morgeneyer, F. Strength and Fatigue Strength of a Similar Ti-6Al-2Sn-4Zr-2Mo-0.1Si Linear Friction Welded Joint. Fatigue Fract. Eng. Mater. Struct. 2019, 42, 1100–1117. [Google Scholar] [CrossRef]
- ASTM E539-19, ASTM International. Standard Test Method for Analysis of Titanium Alloys by Wavelength Dispersive X-ray Fluorescence Spectrometry; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- ASTM E1447-09, ASTM International. Standard Test Method for Determination of Hydrogen in Titanium and Titanium Alloys by Inert Gas Fusion Thermal Conductivity/Infrared Detection Method; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM E1409-13, ASTM International. Standard Test Method for Determination of Oxygen and Nitrogen in Titanium and Titanium Alloys by Inert Gas Fusion; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM E1941-10, ASTM International. Standard Test Method for Determination of Carbon in Refractory and Reactive Metals and Their Alloys by Combustion Analysis; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- Wagner, L.; Bigoney, J.K. Fatigue of Titanium Alloys. In Titanium and Titanium Alloys; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2005; pp. 153–185. [Google Scholar]
- Peters, M.; Hemptenmacher, J.; Kumpfert, I.J.; Leyens, C. Structure and Properties of Titanium and Titanium Alloys. In Titanium and Titanium Alloys; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2005; pp. 1–36. [Google Scholar]
- Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Joining of Dissimilar Alloys Ti-6Al-4V and Ti-6Al-2Sn-4Zr-2Mo-0.1Si Using Linear Friction Welding. Materials 2020, 13, 3664. [Google Scholar] [CrossRef] [PubMed]
- ASTM E112-13, ASTM International. Standard Test Methods for Determining Average Grain Size; ASTM International: West Conshohocken, PA, USA, 2013. [Google Scholar]
- ASTM E92-17 International. Standard Test Methods for Vickers Hardness and Knoop Hardness of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM International. Materials Standard Test Methods for Tension Testing of Metallic; ASTM E8/E8M-16ae1; ASTM International: West Conshohocken, PA, USA, 2016. [Google Scholar]
- ASTM E466-15, ASTM International. Standard Practice for Conducting Force Controlled Constant Amplitude Axial Fatigue Tests of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2015. [Google Scholar]
- Turner, R.; Gebelin, J.-C.; Ward, R.; Reed, R. Linear Friction Welding of Ti–6Al–4V: Modelling and Validation. Acta Mater. 2011, 59, 3792–3803. [Google Scholar] [CrossRef]
- McAndrew, R.; Colegrove, P.A.; Addison, A.C.; Flipo, B.C.D.; Russell, M.J.; Lee, L.A. Modelling of the Workpiece Geometry Effects on Ti–6Al–4V Linear Friction Welds. Mater. Des. 2015, 87, 1087–1099. [Google Scholar] [CrossRef]
- Schröder, F.; Ward, R.M.; Walpole, A.R.; Turner, R.P.; Attallah, M.M.; Gebelin, J.-C.; Reed, R.C. Linear Friction Welding of Ti-6Al-4V: Experiments and Modelling. Mater. Sci. Technol. 2015, 31, 372–384. [Google Scholar] [CrossRef]
- Schroeder, F.; Ward, R.M.; Turner, R.; Walpole, A.R.; Attallah, M.M.; Gebelin, J.-C.; Reed, R.C. Validation of a Model of Linear Friction Welding of Ti6Al4V by Considering Welds of Different Sizes. Met. Mater. Trans. A 2015, 46, 2326–2331. [Google Scholar] [CrossRef]
- Wanjara, P.; Naik, B.S.; Yang, Q.; Cao, X.; Gholipour, J.; Chen, D.L. Linear Friction Welding of Dissimilar Materials 316L Stainless Steel to Zircaloy-4. Metall. Mater. Trans. A 2018, 49, 1641–1652. [Google Scholar] [CrossRef]
- Semiatin, S.L.; Thomas, J.F.; Dadras, P. Processing-microstructure relationships for Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Met. Mater. Trans. A 1983, 14, 2363–2374. [Google Scholar] [CrossRef]
- Huang, S.; Zhang, J.; Ma, Y.; Zhang, S.; Youssef, S.S.; Qui, M.; Wang, H.; Qiu, J.; Xu, D.; Lei, J.; et al. Influence of Thermal Treatment on Element Partitioning in α+β Titanium Alloy. J. Alloys Compd. 2019, 791, 575–585. [Google Scholar] [CrossRef]
- Hémery, S.; Villechaise, P. Comparison of slip system activation in Ti-6Al-2Sn-4Zr-2Mo and Ti-6Al-2Sn-4Zr-6Mo under tensile, fatigue and dwell-fatigue loadings. Mater. Sci. Eng. A 2017, 697, 177–183. [Google Scholar] [CrossRef]
- Bagariatskii, A.; Nosova, G.I.; Tagunova, T.V. Factors in the Formation of Metastable Phases in Titanium-Base Alloys. SPhD 1958, 3, 1014. [Google Scholar]
- Dobromyslov, A.; Elkin, V. Martensitic transformation and metastable β-phase in binary titanium alloys with d-metals of 4–6 periods. Scr. Mater. 2001, 44, 905–910. [Google Scholar] [CrossRef]
- Kaneko, H.; Huang, Y.C. Allotropic Transformation Characteristics of Titanium Alloys during Continuous Cooling. J. Jpn. Inst. Met. 1963, 27, 387–393. [Google Scholar] [CrossRef][Green Version]
- Mitchell, D.R.; Tucker, T.J. Properties and Transformation Characteristics of Welds IN Ti–6Al–2Sn–4Zr–2Mo Titanium Alloy. Weld. J. 1969, 48, 23s–33s. [Google Scholar]
- Hiroshi, N.; Koji, K.; Tsukasa, N.; Kenji, W. Application of Linear Friction Welding Technique to Aircraft Engine Parts. IHI Eng. Rev. 2014, 47, 40–43. [Google Scholar]
- Guo, Y.; Chiu, Y.; Angyue, H.; Attallah, L.M.M.; Bray, S.; Bowen, P. Microstructure and Microtexture of Linear Friction Welded Ti-6Al-4V. In Proceedings of the 12th World Conference on Titanium, Beijing, China, 19–24 June 2011; pp. 1995–1999. [Google Scholar]
- Londono, M.Y.M. On the Influence of Microstructural Features of Linear Friction Welding and Electron Beam Additive Manufacturing Ti-6Al-4V on Tensile and Fatigue Mechanical Properties. Ph.D. Thesis, Iowa State University, Ames, IA, USA, 2019. [Google Scholar]
- Li, W.; Ma, T.; Zhang, Y.; Xu, Q.; Li, J.; Yang, S.; Liao, H. Microstructure Characterization and Mechanical Properties of Linear Friction Welded Ti-6Al-4V Alloy. Adv. Eng. Mater. 2008, 10, 89–92. [Google Scholar] [CrossRef]
- AMS 4919J. Titanium Alloy, Sheet, Strip, and Plate, 6Al-2Sn-4Zr-2Mo-0.08Si, Duplex Annealed; SAE International: Warrendale, PA, USA, 2018. [Google Scholar]
- Wanjara, P.; Gholipour, J.; Watanabe, E.; Sugino, T.; Patnaik, P.; Sikan, F.; Brochu, M. High Frequency Vibration Fatigue Behavior of Ti6Al4V Fabricated by Wire-Fed Electron Beam Additive Manufacturing Technology. Adv. Mater. Sci. Eng. 2020, 2020, 1–14. [Google Scholar] [CrossRef]
- Grujicic, M.; Arakere, G.; Pandurangan, B.; Yen, C.-F.; Cheeseman, B.A. Process Modeling of Ti-6Al-4V Linear Friction Welding (LFW). J. Mater. Eng. Perform. 2012, 21, 2011–2023. [Google Scholar] [CrossRef]
- Titanium Design Considerations, Report, pp. 1–6. Available online: http://www.tiodize.com/pdf/titaniumchapter.pdf (accessed on 9 October 2020).
- Cam, G.; dos Santos, J.F.; Kogak, M. Laser and Electron Beam Welding of Ti-Alloys: Literature Review; GKSS-Forschungszentrum Geesthacht GmbH: Geesthacht, Germany, 1997. Available online: https://www.osti.gov/etdeweb/servlets/purl/595200 (accessed on 15 December 2020).
- Liu, X.; Athanasiou, C.E.; Padture, N.P.; Sheldon, B.W.; Gao, H. A machine learning approach to fracture mechanics problems. Acta Mater. 2020, 190, 105–112. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Sn | Zr | Mo | Si | Fe | H ** | O ** | N ** | C *** | Ti |
|---|---|---|---|---|---|---|---|---|---|---|
| 6.12 | 2.18 | 4.35 | 2.19 | 0.1 | 0.1 | 0.009 | 0.10 | 0.01 | 0.01 | Balance |
| Properties | Ti-6242 |
|---|---|
| β transus (°C) | 995 |
| Density (g.cm−3) | 4.54 |
| Hardness (HV) | 340 |
| Ultimate Tensile Strength (MPa) | 1010 |
| Yield strength (MPa) | 990 |
| Elongation (%) | 13 |
| Elastic Modulus (GPa) | 114.0 |
| Present Study (HV0.5) | Difference (%) | García and Morgeneyer [35] (HV0.5) | Ballat-Durand et al. [34] * (HV0.3) | |||
|---|---|---|---|---|---|---|
| AWed | SRAed | AWed | AWed | PWHT ** | ||
| PM | 340 ± 7 | 338 ± 5 | Statistically similar | 330 | 340 | 332 |
| HAZ | 315 ± 4 | 342 ± 8 | 8.6 ↑ | 305 * | 360 | 320 |
| WC | 399 ± 5 | 373 ± 3 | 6.5 ↓ | 420 | 475 | 340 |
| Material | Reference | Condition | YS (MPa) | UTS (MPa) | El (%) | Failure Location |
|---|---|---|---|---|---|---|
| Ti-6242 weld | Present study | AWed | 1027 ± 3 | 1105 ± 19 | 15.1 ± 1.3 | PM |
| Ti-6242 weld | Present study | SRAed | 969 ± 22 | 1044 ± 24 | 12.0 ± 1.1 | PM |
| Ti-6242 weld | García and Morgeneyer [35] | AWed | 875 | 960 | 9.2 | PM |
| Ti-6242 | AMS 4919 [63] | Duplex Annealed 1.57 mm to 25.40 mm | 862 | 931 | 10.0 | NA |
| Ti-6242 | AMS 4919 [63] | Duplex Annealed 25.40 mm to 76.20 mm | 827 | 896 | 10.0 | NA |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by National Research Council of Canada. Licensee MDPI, Basel, Switzerland. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rajan, S.; Wanjara, P.; Gholipour, J.; Kabir, A.S. Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials 2021, 14, 30. https://doi.org/10.3390/ma14010030
Rajan S, Wanjara P, Gholipour J, Kabir AS. Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials. 2021; 14(1):30. https://doi.org/10.3390/ma14010030
Chicago/Turabian StyleRajan, Sidharth, Priti Wanjara, Javad Gholipour, and Abu Syed Kabir. 2021. "Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si" Materials 14, no. 1: 30. https://doi.org/10.3390/ma14010030
APA StyleRajan, S., Wanjara, P., Gholipour, J., & Kabir, A. S. (2021). Microstructure, Tensile Properties, and Fatigue Behavior of Linear Friction-Welded Ti-6Al-2Sn-4Zr-2Mo-0.1Si. Materials, 14(1), 30. https://doi.org/10.3390/ma14010030