Increasing the Accuracy of Free-Form Surface Multiaxis Milling




Abstract
1. Introduction
- increasing milling accuracy is proved in this article,
- decreasing surface roughness in the pick feed direction and the feed direction,
- decreasing the cutting time (using a bigger ae, fz with the same surface roughness),
- constant cross-sectional area of the chip,
- increasing durability (tool life) of the cutting tool,
- constant cutting conditions can be used and cutting speed can be increased,
- decreasing the size of the cutting forces components,
- a favorable orientation of cutting force direction,
- increasing the functional surface properties of the machined surface,
- decreasing of the cutting temperature and inhibition of the self-excited oscillations.
2. Kinematics of the Milling Strategy
3. Experimental Work
- (a)
- 3-axis milling—the tool axis inclination angles are βf = 0°, βn = 0°, i.e., without changing the tool axis angle relative to the workpiece. It consists of one sample.
- (b)
- 3 + 2-axis milling—constant tilt relative to the orientation of the surfaces, βf—pulled tool, βn—tilt in pick feed direction. It consists of 24 samples.
- (c)
- 5-axis—simultaneous movement (X, Y, Z, B, C), tool axis inclination angles follow the orientation of the surface—the slope of the tool axis, versus the normal to the surface, varies depending on the shape of the model surface. It consists of 25 samples.
- CYCL DEF 32.0 TOLERANCE (using special cycles in Heidenhain iTNC),
- CYCL DEF 32.1 T0.01 (the tolerance was set at 0.01 mm),
- CYCL DEF 32.2 HSC-MODE:1 TA1 (MODE: 1 means for finishing, a permissible deviation of the position of the rotary axes TA = 1°).
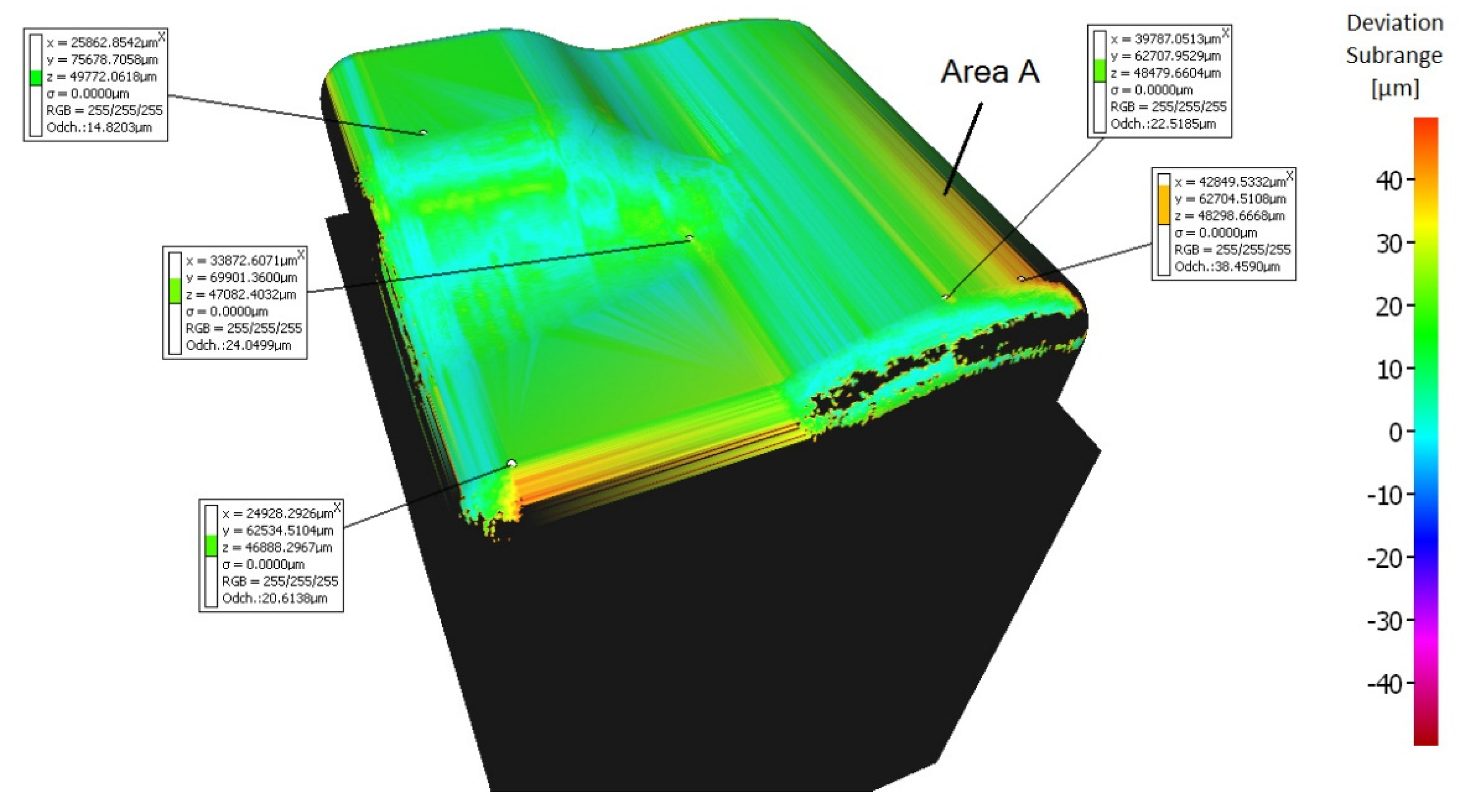
3.1. Accuracy Measurement
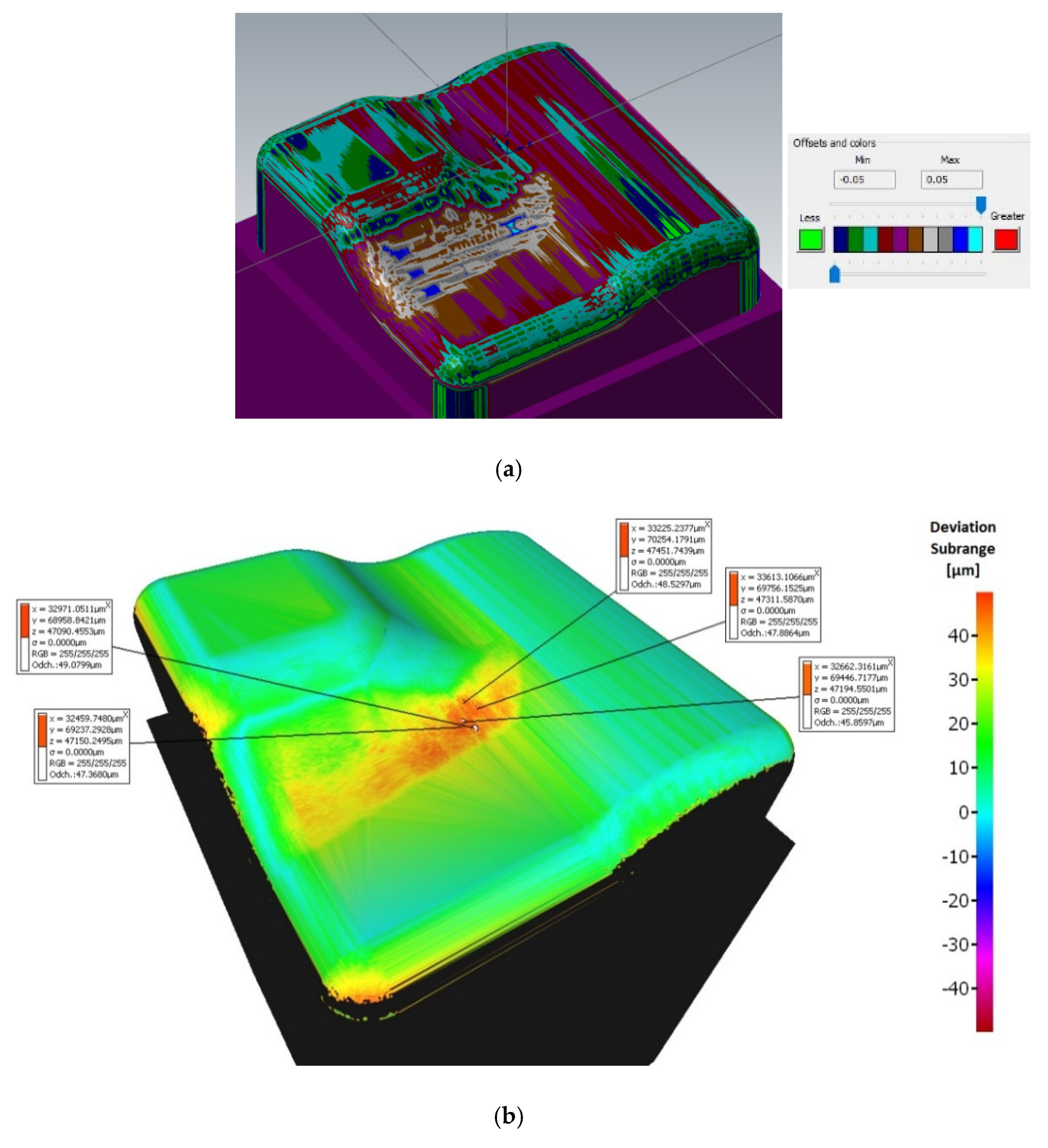
3.2. The Prediction of Milled Surface Errors in the CAM System
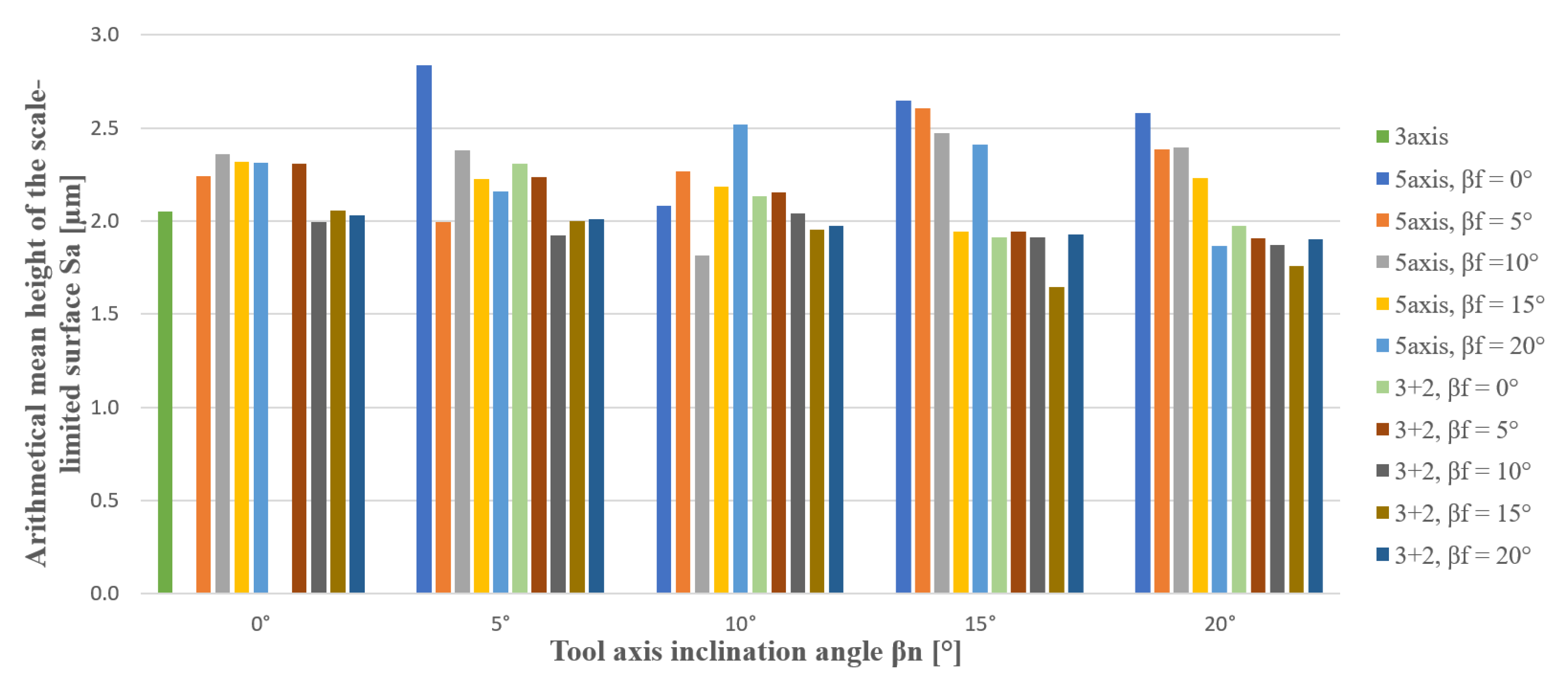
3.3. Surface Roughness Measurement
4. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yüncüoğlu, E.U.; Bağci, E. The Effects of Milling Strategies on Forces, Material Removal Rate, Tool Deflection, and Surface Errors for the Rough Machining of Complex Surfaces. J. Mech. Eng. 2017, 63, 643–656. [Google Scholar] [CrossRef]
- Sadílek, M. Výzkum Změny Polohy Osy Nástroje Při Víceosém Frézování/Research of Position Tool Change in Multi-Axis Milling; Habilitation Work; VSB-Technical University of Ostrava, Faculty of Mechanical Engineering: Ostrava, Czech Republic, 2012; p. 150, app. 1.3. [Google Scholar]
- Bouzakis, K.-D.; Aichouh, P.; Efstathiou, K. Determination of the chip geometry, cutting force and roughness in free form surfaces finishing milling, with ball end tools. Int. J. Mach. Tools Manuf. 2003, 43, 499–514. [Google Scholar] [CrossRef]
- Kua, B.W.; Tanaka, H.; Obata, F.; Sakamoto, S. Prediction of cutting forces and machining error in ball end milling of curved surfaces—I theoretical analysis. Precis. Eng. 2001, 25, 266–273. [Google Scholar] [CrossRef]
- Imani, B.M.; Sadeghi, M.; Elbestawi, M. An improved process simulation system for ball-end milling of sculptured surfaces. Int. J. Mach. Tools Manuf. 1998, 38, 1089–1107. [Google Scholar] [CrossRef]
- Kim, G.M.; Chu, C.N. Mean cutting force prediction in ball-end milling using force map method. J. Mater. Process. Technol. 2004, 146, 303–310. [Google Scholar] [CrossRef]
- Kim, G.; Cho, P.; Chu, C.N. Cutting force prediction of sculptured surface ball-end milling using Z-map. Int. J. Mach. Tools Manuf. 2000, 40, 277–291. [Google Scholar] [CrossRef]
- Schulz, H.; Hock, S. High-Speed Milling of Dies and Moulds—Cutting Conditions and Technology. CIRP Ann. 1995, 44, 35–38. [Google Scholar] [CrossRef]
- Ko, T.J.; Kim, H.S.; Lee, S.S. Selection of the Machining Inclination Angle in High-Speed Ball End Milling. Int. J. Adv. Manuf. Technol. 2001, 17, 163–170. [Google Scholar] [CrossRef]
- Mizugaki, Y.; Hao, M.; Kikkawa, K.; Nakagawa, T. Geometric Generating Mechanism of Machined Surface by Ball-nosed End Milling. CIRP Ann. 2001, 50, 69–72. [Google Scholar] [CrossRef]
- Mizugaki, Y.; Kikkawa, K.; Terai, H.; Hao, M.; Sata, T. Theoretical Estimation of Machined Surface Profile Based on Cutting Edge Movement and Tool Orientation in Ball-nosed End Milling. CIRP Ann. 2003, 52, 49–52. [Google Scholar] [CrossRef]
- Toh, C. Surface topography analysis in high speed finish milling inclined hardened steel. Precis. Eng. 2004, 28, 386–398. [Google Scholar] [CrossRef]
- Kim, G.; Kim, B.; Chu, C. Estimation of cutter deflection and form error in ball-end milling processes. Int. J. Mach. Tools Manuf. 2003, 43, 917–924. [Google Scholar] [CrossRef]
- Sadílek, M.; Cep, R.; Budak, I.; Soković, M. Aspects of Using Tool Axis Inclination Angle. Stroj. Vestn. 2011, 57, 681–688. [Google Scholar] [CrossRef]
- Lee, C.M.; Kim, S.W.; Lee, Y.H.; Lee, D.W. The optimal cutter orientation in ball end milling of cantilever-shaped thin plate. J. Mater. Process. Technol. 2004, 153, 900–906. [Google Scholar] [CrossRef]
- Krolczyk, G.; Gajek, M.; Legutko, S. Predicting the tool life in the dry machining of duplex stainless steel. Eksploat. i Niezawodn. Maint. Reliab. 2013, 15, 62–65. [Google Scholar]
- Królczyk, G.; Legutko, S.; Stoić, A. Influence of cutting parameters and conditions onto surface hardness of duplex stainless steel after turning process. Teh. Vjesn. Tech. Gaz. 2013, 20, 1077–1080. [Google Scholar]
- Kita, Y.; Furuike, H.; Kakino, Y.; Nakagawa, H.; Hirogaki, T. Basic study of ball end milling on hardened steel. J. Mater. Process. Technol. 2001, 111, 240–243. [Google Scholar] [CrossRef]
- Lim, E.M.; Menq, C.-H. Integrated planning for precision machining of complex surfaces. Part 1: Cutting-path and feedrate optimization. Int. J. Mach. Tools Manuf. 1997, 37, 61–75. [Google Scholar] [CrossRef]
- Wei, Z.C.; Wang, M.J.; Cai, Y.J.; Zhu, J.N.; Wang, L. Form error estimation in ball-end milling of sculptured surface with z-level contouring tool path. Int. J. Adv. Manuf. Technol. 2012, 65, 363–369. [Google Scholar] [CrossRef]
- Pagáč, M.; Malotová, Š.; Sadílek, M.; Petrů, J.; Zlámal, T.; Kratochvíl, J. Influence of effective milling strategies on the residual stress. In Proceedings of the Metal 2016: 25th Anniversary International Conference on Metallurgy and Materials, Brno, Czech Republic, 25–27 May 2016; pp. 819–824. [Google Scholar]
- Sadílek, M.; Fojtík, F.; Sadílková, Z.; Kolařík, K.; Petrů, J. Study of Effects of Changing the Position of the Tool Axis to the Machined Surface. Trans. Famena 2015, 39, 33–46. [Google Scholar]
- Sadílek, M.; Kousal, L.; Náprstková, N.; Szotkowski, T.; Hajnyš, J. The Analysis of Accuracy of Machined Surfaces and Surfaces Roughness after 3axis and 5axis Milling. Manuf. Technol. 2018, 18, 1015–1022. [Google Scholar] [CrossRef]
- Zelinka, J.; Sadílek, M.; Szkandera, P.; Mizera, O.; Čepová, L. The Surface Roughness of The Machined Surface of Multiaxial Milling. In Proceedings of the Metal 2019 Conference Proeedings, Brno, Czech Republic, 22–24 May 2019; pp. 1197–1202. [Google Scholar]
- Peterka, J. Nový přístup výpočtu střední aritmetické odchylky drsnosti obrobeného povrchu při kopírovacím frézováním/A new approach of calculating the arithmetical mean deviation of roughness of the machined surface at the free form surface milling. Strojírenská Technol. Manuf. Technol. 2004, 9, 28–32. [Google Scholar]
- ISO 25178-1:2016. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 1: Indication of Surface Texture; ISO: Geneve, Switzerland, 2016; p. 40, Classification character 014451. [Google Scholar]
- EN ISO 25178-2:2012. Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface Texture Parameters; ISO: Geneve, Switzerland, 2012; p. 52, Classification character 014451. [Google Scholar]
- Adamczak, S.; Miko, E.; Čuš, F. A model of surface roughness constitution in the metal cutting process applying tools with defined stereometry. Stroj. Vestn. J. Mech. Eng. 2009, 55, 45–54. [Google Scholar]
- Čep, R.; Janásek, A.; Martinický, B.; Sadílek, M. Cutting tool life tests of ceramic inserts for car engine sleeves. Teh. Vjesn. Tech. Gaz. 2011, 18, 203–209. [Google Scholar]
- Bujok, P.; Chistyakov, V.; Klempa, M.; Straupnik, I. Efficiency analyze Borehole Heat Exchangers (BHEs) of the research geothermal polygon placed at VŠB-Technical University of Ostrava. Renew. Energy Power Qual. J. 2012, 697–700. [Google Scholar] [CrossRef]
- Chen, J.-S.; Huang, Y.-K.; Chen, M.-S. A study of the surface scallop generating mechanism in the ball-end milling process. Int. J. Mach. Tools Manuf. 2005, 45, 1077–1084. [Google Scholar] [CrossRef]
- Ungureanu, N.S. Fiabilitatea si Diagnoza / Reliability and Diagnosis; Editura Risoprint: Cluj Napoca, Romania, 2003. [Google Scholar]
- Čep, R.; Janásek, A.; Čepová, L.; Petrů, J.; Hlavatý, I.; Car, Z.; Hatala, M. Experimental testing of exchangeable cutting inserts cutting ability / Eksperimentalno ispitivanje rezne sposobnosti izmjenjivih reznih umetaka. Teh. Vjesn. Tech. Gaz. 2013, 20, 21–26. [Google Scholar]
- Kurt, M.; Bagci, E. Feedrate optimisation/scheduling on sculptured surface machining: A comprehensive review, applications and future directions. Int. J. Adv. Manuf. Technol. 2011, 55, 1037–1067. [Google Scholar] [CrossRef]
- Production, W. Chip Fragmentation in the Milling of AZ91HP Magnesium Alloy. Stroj. Vestn. 2017, 63, 628–642. [Google Scholar] [CrossRef]
- Scandiffio, I.; Diniz, A.E.; De Souza, A.F. The influence of tool-surface contact on tool life and surface roughness when milling free-form geometries in hardened steel. Int. J. Adv. Manuf. Technol. 2017, 92, 615–626. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machine | DMG MORI DMU 50, DMG MORI. CO., LTD., Wernau, Germany |  |
| Control system | Heidenhain iTNC 530, HEIDENHAIN CORPORATION, Schaumburg, IL, USA | |
| CAM system | Mastercam 2017 | |
| Material of workpiece | Aluminum alloy EN AW-6060—AlMgSi0,5 F19 | |
| Workpiece | 40 mm × 40 mm × 25 mm |  |
| Clamping | Four-jaw chuck on the column | |
| Tool | Solid carbide end mill, CoroMill® Plura, D6 mm, Sandvik AB, Stockholm, Sweden |  |
| Tool holder | High-precision hydraulic chuck—CoroChuck 930, Sandvik AB, Stockholm, Sweden |  |
| Tool overhang | 40 mm | |
| Ball Endmill Diameter | Spindle rev. | Cutting Speed | Axial Cutting Depth | Radial Cutting Depth | Feed Per Tooth | Feed | Plunge and Retract Feed |
|---|---|---|---|---|---|---|---|
| d | n | vc | ap | ae | fz | f | fp, fr |
| [mm] | [min−1] | [m·min−1] | [mm] | [mm] | [mm] | [mm·min−1] | [mm·min−1] |
| 6 | 17,500 | 330 | 0.2 | 0.08 | 0.08 | 2800 | 1910 |
| Colling | Blasocut 2000 CF, Art. 875-12 | ||||||
| Strategy |
| ||||||
| Inclination Angle | Max. Deviation | Surface Roughness | |||
|---|---|---|---|---|---|
| βf, βn | Sa | Sp | Sz | Vmp | |
| [°] | [µm] | [µm] | [µm] | [µm] | [mL·m−²] |
| 0°0° | 42 | 2.05 | 13.06 | 25.72 | 0.148 |
| Extended uncertainty | 3.38 | 0.11 | 1.00 | 2.41 | 0.081 |
| Max. Deviation | Surface Roughness | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Inclination Angle βf, βn | 3 + 2 -axis | 5-axis | 3 + 2 -axis Sa | 5-axis Sa | 3 + 2 -axis Sp | 5-axis Sp | 3 + 2 -axis Sz | 5-axis Sz | 3 + 2 -axis Vmp | 5-axis Vmp |
| [°] | [µm] | [µm] | [µm] | [µm] | [µm] | [µm] | [µm] | [µm] | [mL·m−²] | [mL·m−²] |
| 0°, 5° | 38 | 14 | 2.31 | 2.84 | 22.64 | 18.56 | 38.24 | 46.95 | 0.159 | 0.193 |
| 0°, 10° | 42 | 18 | 2.13 | 2.08 | 19.81 | 21.39 | 35.74 | 37.93 | 0.160 | 0.139 |
| 0°, 15° | 47 | 12 | 1.91 | 2.65 | 11.06 | 34.50 | 25.40 | 59.81 | 0.122 | 0.190 |
| 0°, 20° | 45 | 12 | 1.98 | 2.58 | 18.45 | 22.79 | 37.16 | 44.43 | 0.125 | 0.175 |
| 5°, 0° | 38 | 19 | 2.31 | 2.24 | 22.64 | 15.65 | 40.96 | 28.22 | 0.192 | 0.139 |
| 5°, 5° | 50 | 5 | 2.24 | 1.99 | 17.96 | 18.82 | 41.57 | 38.13 | 0.154 | 0.158 |
| 5°, 10° | 49 | 10 | 2.15 | 2.27 | 15.07 | 15.64 | 33.83 | 29.71 | 0.145 | 0.165 |
| 5°, 15° | 52 | 15 | 1.94 | 2.61 | 12.58 | 22.52 | 35.57 | 46.85 | 0.122 | 0.180 |
| 5°, 20° | 51 | 10 | 1.91 | 2.38 | 17.34 | 14.08 | 40.41 | 29.26 | 0.126 | 0.147 |
| 10°, 0° | 43 | 15 | 2.00 | 2.36 | 18.37 | 15.37 | 40.41 | 31.87 | 0.160 | 0.155 |
| 10°, 5° | 52 | 20 | 1.93 | 2.38 | 13.87 | 26.77 | 31.64 | 44.77 | 0.140 | 0.167 |
| 10°, 10° | 53 | 10 | 2.04 | 1.82 | 15.04 | 16.71 | 39.57 | 30.27 | 0.150 | 0.130 |
| 10°, 15° | 55 | 21 | 1.91 | 2.47 | 16.62 | 19.73 | 35.67 | 39.22 | 0.127 | 0.160 |
| 10°, 20° | 56 | 25 | 1.87 | 2.40 | 17.36 | 15.55 | 32.81 | 35.32 | 0.113 | 0.174 |
| 15°, 0° | 42 | 19 | 2.06 | 2.32 | 14.61 | 26.24 | 29.05 | 38.80 | 0.150 | 0.149 |
| 15°, 5° | 48 | 24 | 2.00 | 2.23 | 12.88 | 16.18 | 28.00 | 36.16 | 0.125 | 0.158 |
| 15°, 10° | 46 | 29 | 1.95 | 2.18 | 15.24 | 15.02 | 33.26 | 28.75 | 0.129 | 0.151 |
| 15°, 15° | 56 | 9 | 1.64 | 1.94 | 9.88 | 14.41 | 21.65 | 27.14 | 0.093 | 0.118 |
| 15°, 20° | 43 | 24 | 1.76 | 2.23 | 12.31 | 13.85 | 23.54 | 31.17 | 0.100 | 0.145 |
| 20°, 0° | 20 | 31 | 2.03 | 2.31 | 15.41 | 15.91 | 30.67 | 31.57 | 0.127 | 0.151 |
| 20°, 5° | 46 | 28 | 2.01 | 2.16 | 21.68 | 19.94 | 42.57 | 34.83 | 0.157 | 0.140 |
| 20°, 10° | 53 | 27 | 1.97 | 2.52 | 16.07 | 34.46 | 33.81 | 54.73 | 0.151 | 0.193 |
| 20°, 15° | 51 | 32 | 1.93 | 2.41 | 13.83 | 17.39 | 28.24 | 32.13 | 0.139 | 0.158 |
| 20°, 20° | 52 | 10 | 1.90 | 1.86 | 12.05 | 11.64 | 30.85 | 23.94 | 0.109 | 0.112 |
| Range of values | 0 to 56 | 0 to 32 | 0.67 | 1.02 | 12.77 | 22.86 | 20.92 | 35.87 | 0.099 | 0.081 |
| Arithmetic mean | 47 | 18 | 1.99 | 2.30 | 15.95 | 19.30 | 33.78 | 36.75 | 0.136 | 0.156 |
| Extended uncertainty | 15.68 | 15.69 | 0.32 | 0.51 | 7.01 | 12.10 | 11.75 | 17.97 | 0.083 | 0.082 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sadílek, M.; Poruba, Z.; Čepová, L.; Šajgalík, M. Increasing the Accuracy of Free-Form Surface Multiaxis Milling. Materials 2021, 14, 25. https://doi.org/10.3390/ma14010025
Sadílek M, Poruba Z, Čepová L, Šajgalík M. Increasing the Accuracy of Free-Form Surface Multiaxis Milling. Materials. 2021; 14(1):25. https://doi.org/10.3390/ma14010025
Chicago/Turabian StyleSadílek, Marek, Zdeněk Poruba, Lenka Čepová, and Michal Šajgalík. 2021. "Increasing the Accuracy of Free-Form Surface Multiaxis Milling" Materials 14, no. 1: 25. https://doi.org/10.3390/ma14010025
APA StyleSadílek, M., Poruba, Z., Čepová, L., & Šajgalík, M. (2021). Increasing the Accuracy of Free-Form Surface Multiaxis Milling. Materials, 14(1), 25. https://doi.org/10.3390/ma14010025