Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods

 , ,
, , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
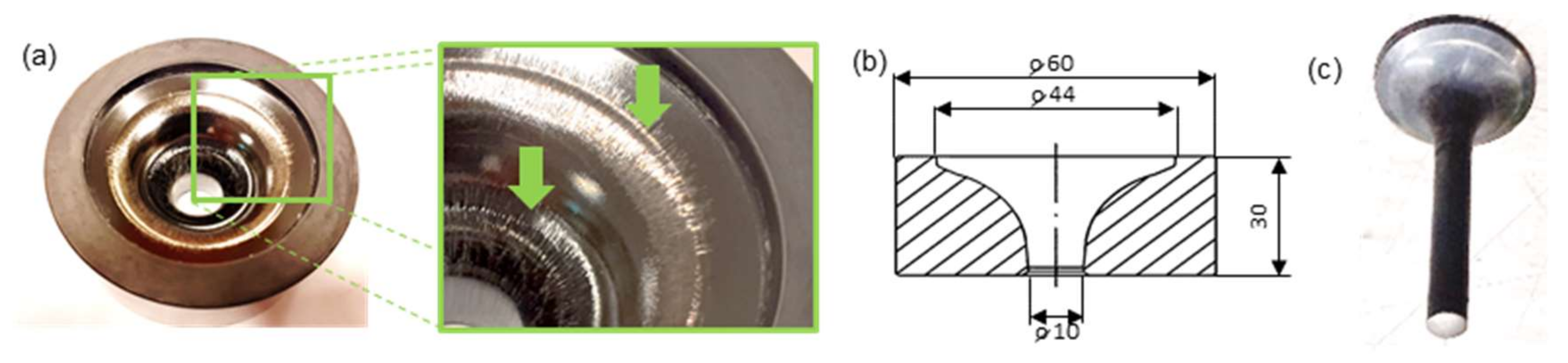
2. Materials and Methods
- -
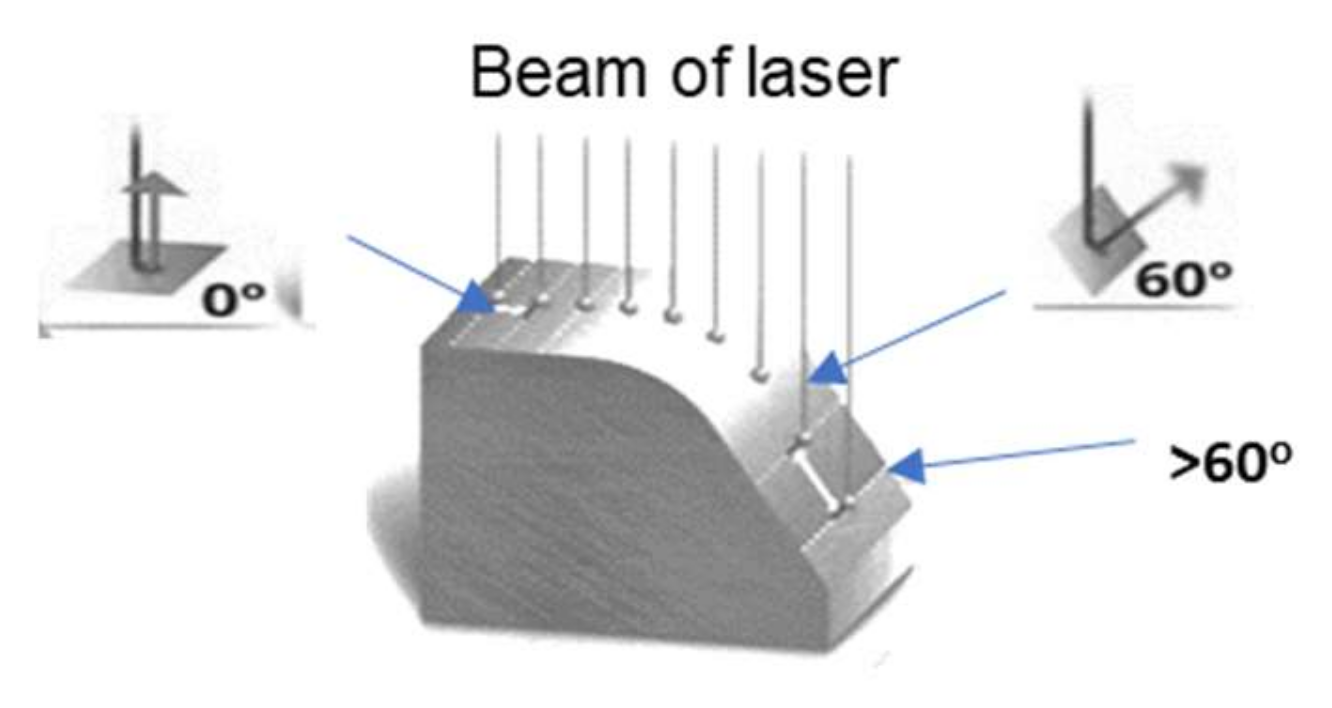
- Scanning of the dies’ working impressions and an analysis of the effect of the laser beam angle with respect to the scanned surface on the error size;
- -
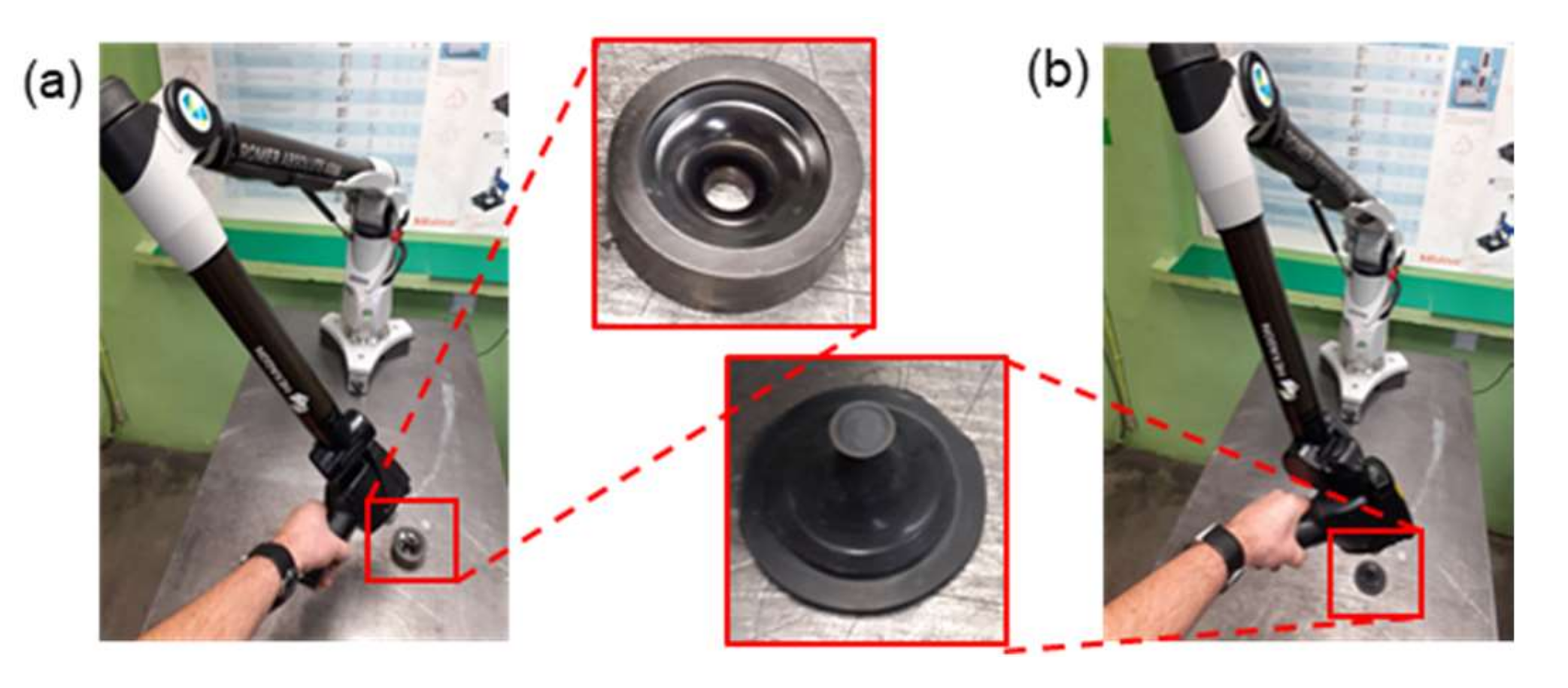
- Scanning of the replication mass imprints of the die working impressions and measurement support to obtain proper results showing the actual state of the tools.
3. Results and Discussion
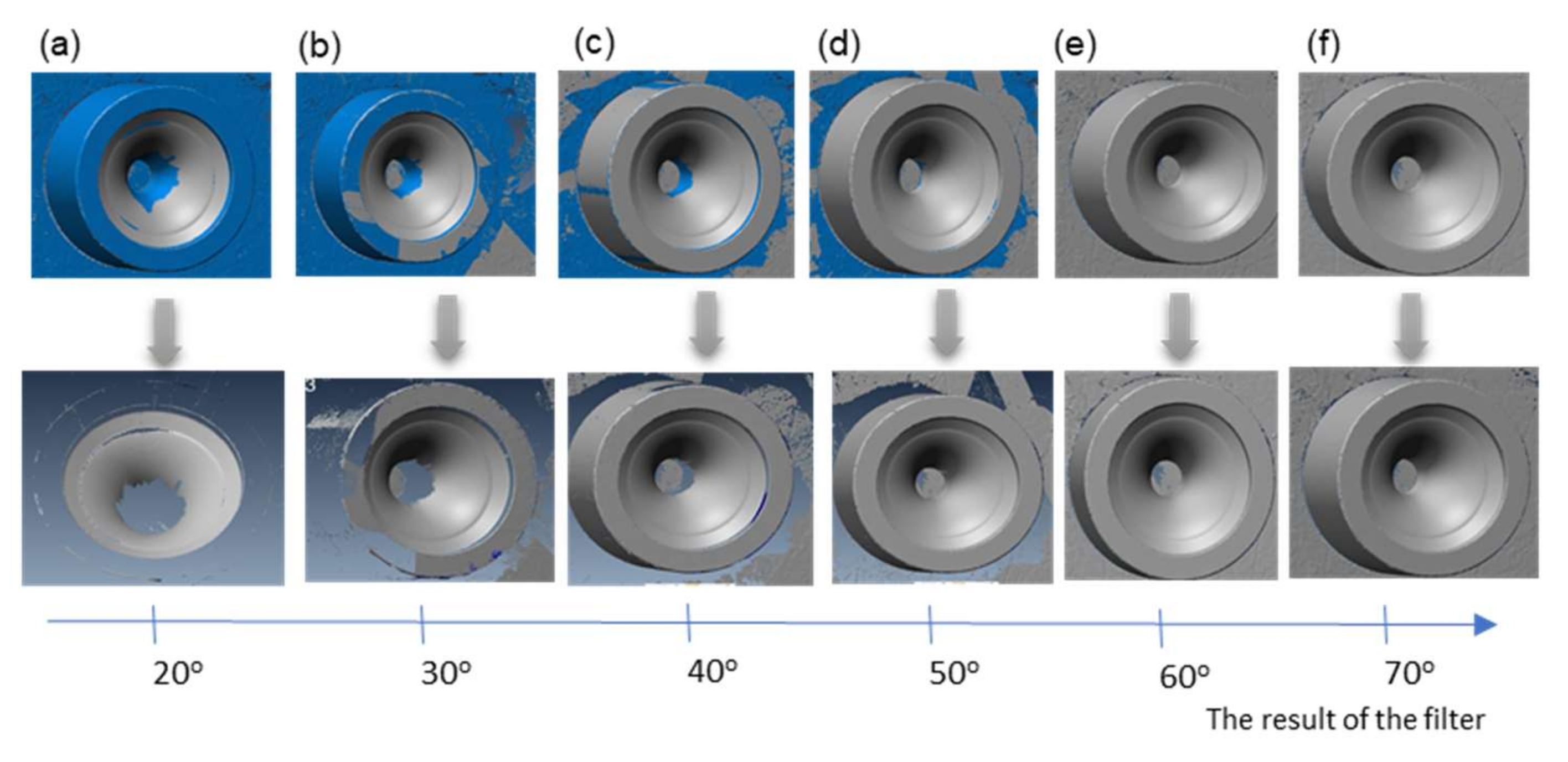
3.1. Scanning of the Working Impressions of Dies and Analysis of the Effect of the Laser Beam Angle with Respect to the Scanned Surface on the Error Size
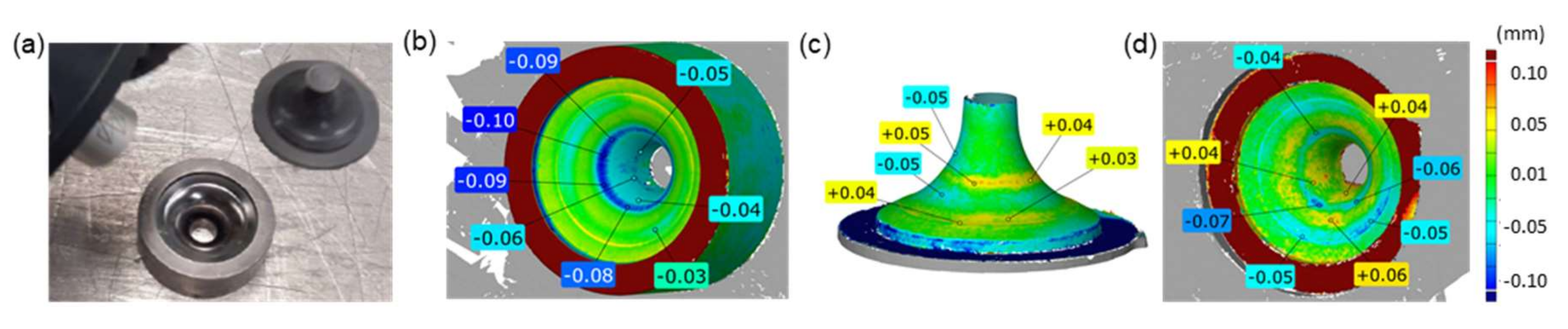
3.2. Scanning of Replication Mass Imprints of Die Working Impressions—Measurement Support to Obtain Proper Results Showing the Actual State of the Tools
4. Conclusions
- For the presented application, the obtained 3D scanning results have shown a satisfactory accuracy for the acceptable angle value of the scanner light reflection equaling 40°, for which the generated errors are acceptable in the case of tool wear analysis. However, in such a case, there is no physical possibility to measure the whole measurement area of interest (deep cavity).
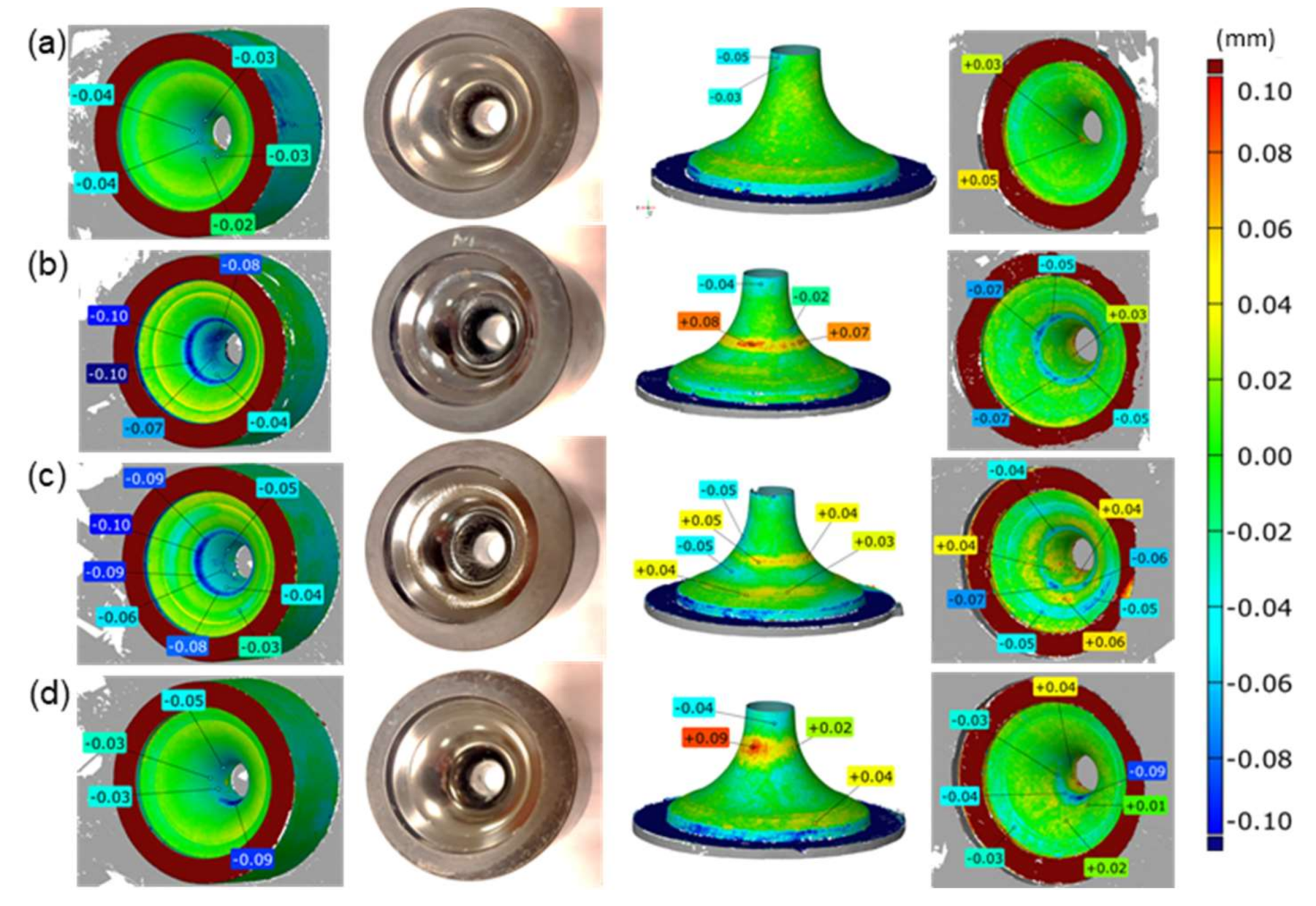
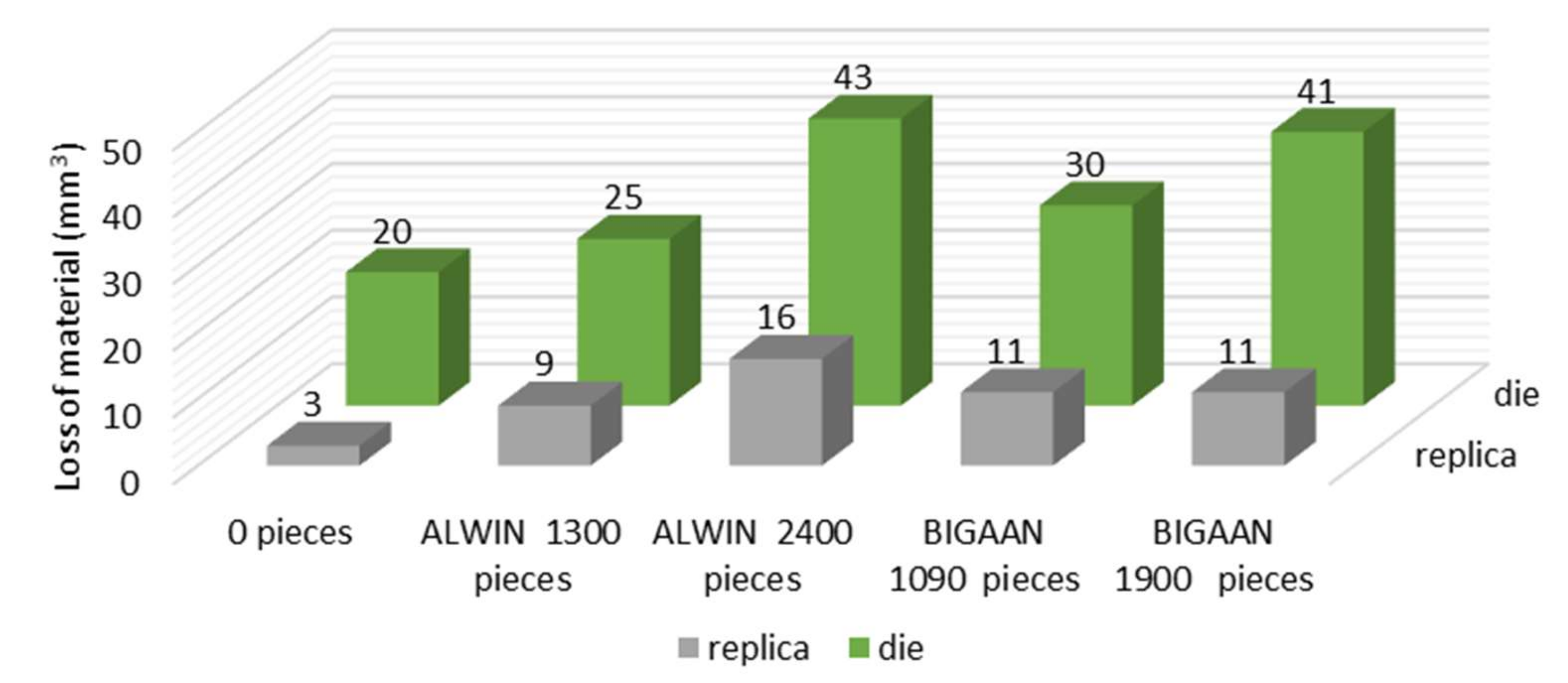
- For the standard settings of the acceptable angle value (55°) during the process of direct 3D scanning of the dies, the obtained results have confirmed that, based on the colored maps of deviations (scans presented in the first column in Figure 9) as well as the volumetric loss presented in the diagram (Figure 10), the results are burdened with excessive errors, which makes the proper interpretation of tool wear impossible.
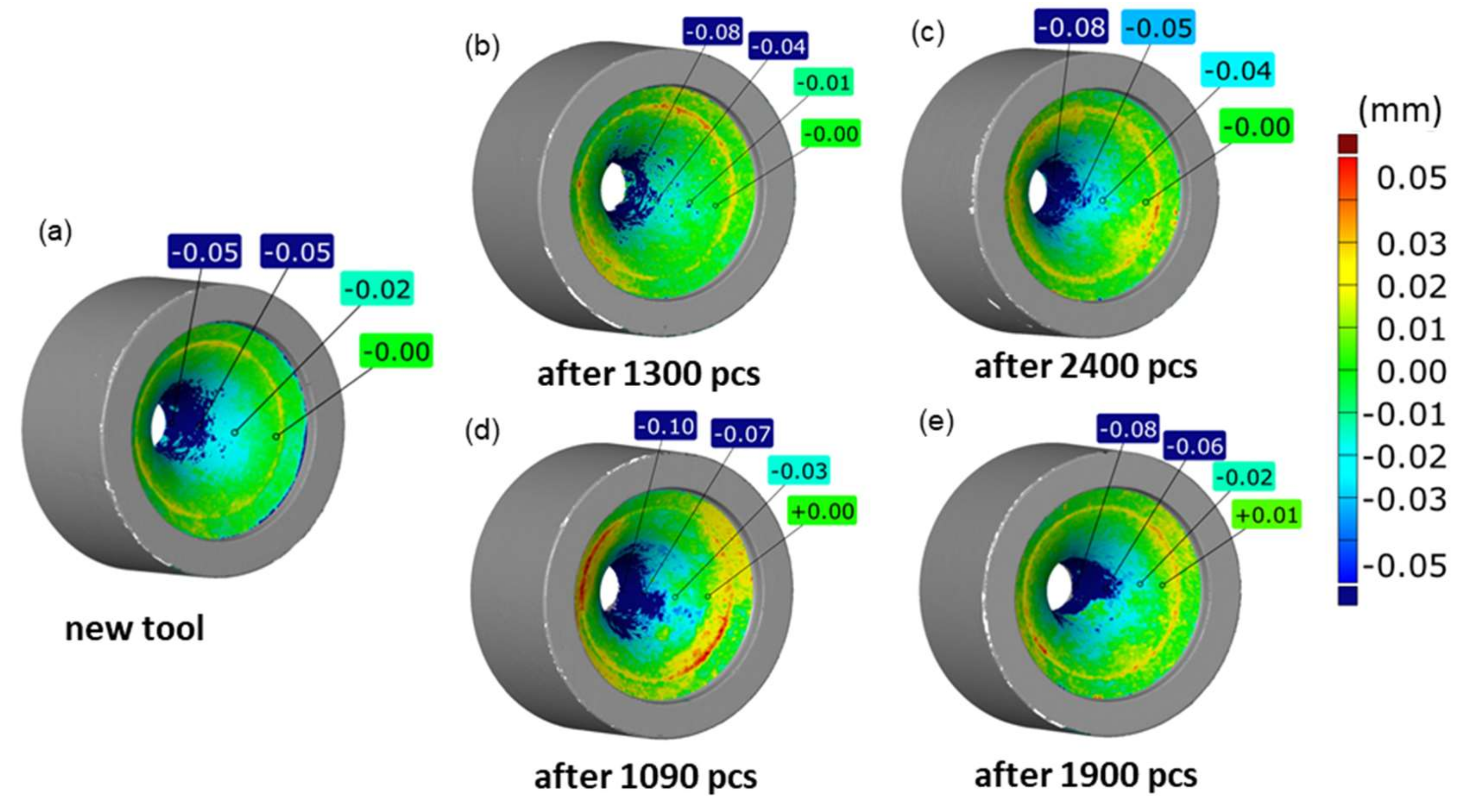
- The analysis of the imprint’s direct 3D scanning results as well as its reversed scan (results presented in the third and fourth column in Figure 9) makes it possible to evaluate the actual degree of wear and thus creates a possibility of a reliable decision about the further operation.
- The utility of the proposed solution should also be emphasized, as the use of 3D scanning of replication mass imprints for elements of this type will not only enable an evaluation of their actual state (minimizing the errors generated during direct scanning of die impressions), but it will also make it possible to perform non-destructive tests on tools (from the end of the production series) which have produced a relatively small number of forgings. Also, 3D scanning is predisposed to the measurements of impressions from flexible replication masses, due to the lack of contact during the measurement.
Author Contributions
Funding
Conflicts of Interest
References
- International Organization for Standardization. ISO GPS 10360-4: 2000. Geometrical Product Specifications (GPS)—Acceptance and Reverification Tests for Coordinate Measuring Machines (CMM)—Part 4: CMMs Used in Scanning Measuring Mode; ISO: Geneva, Switzerland, 2000. [Google Scholar]
- Hawryluk, M.; Ziemba, J. Application of the 3D reverse scanning method in the analysis of tool wear and forging defects. Measurement 2018, 128, 204–213. [Google Scholar] [CrossRef]
- Lu, B.; Ou, H. An efficient approach for trimming simulation of 3D forged components. Int. J. Mech. Sci. 2012, 55, 30–41. [Google Scholar] [CrossRef][Green Version]
- Zheng, F.; Zhang, M.; Zhang, W.; Tan, R.; Guo, X. On the deformed tooth contact analysis for forged bevel gear modification. Mech. Mach. Theory 2019, 135, 192–207. [Google Scholar] [CrossRef]
- Son, S.; Park, H.; Lee, K.H. Automated laser scanning system for reverse engineering and inspection. Int. J. Mach. Tools Manuf. 2002, 42, 889–897. [Google Scholar] [CrossRef]
- El-Omari, S.; Moselhi, O. Integrating 3D laser scanning and photogrammetry for progress measurement of construction work. Autom. Constr. 2008, 18, 1–9. [Google Scholar] [CrossRef]
- Riveiro, B.; Lindenbergh, R. Laser Scanning: An Emerging Technology in Structural Engineering; CRC Press: London, UK, 2019. [Google Scholar]
- Hawryluk, M. Methods of Analyzing and Increasing the Durability of Forging Tools Used in Hot Forging Processes; Monograpgh, WIT: Radom, Poland, 2016. [Google Scholar]
- Hawryluk, M.; Ziemba, J.; Rychlik, M. Application of scanning techniques in the analysis of the wear forging tools. Advances in Manufacturing, in Advances in Manufacturing. Lecture Notes in Mechanical Engineering; Hamrol, A., Ciszak, O., Legutko, S., Jurczyk, M., Eds.; Springer: Berlin/Heidelberg, Germany, 2018; pp. 753–764. [Google Scholar]
- Hawryluk, M.; Ziemba, J.; Kuran, M.; Janik, M. Journal of Testing and Evaluation 2021. Available online: https://doi.org/10.1520/JTE20180807 (accessed on 9 September 2019).
- Muralikrishnan, B.; Blackburn, C.; Sawyer, D.; Phillips, S.; Bridges, R. Measuring scale errors in a laser tracker’s horizontal angle encoder through simple length measurement and two-face system tests. J. Res. Natl. Inst. Stand. Technol. 2010, 115, 291–301. [Google Scholar] [CrossRef] [PubMed]
- Amann, M.C.; Bosch, T.; Lescure, M. Laser ranging: A critical review of usual techniques for distance measurement. Opt. Eng. 2001, 40, 10–19. [Google Scholar]
- Chang, D.Y.; Chang, Y.M. A freeform surface modelling system based on laser scan data for reverse engineering. Int. J. Adv. Manuf. Technol. 2002, 20, 9–19. [Google Scholar] [CrossRef]
- Wang, X.M.; Xie, Z.X.; Wang, K.; Zhou, L.Q. Research on a handheld 3D laser scanning system for measuring large-sized objects. Sensors 2018, 18, 3567. [Google Scholar] [CrossRef]
- Canny, J. A computational approach to edge-detection. IEEE Trans. Pattern Anal. Mach. Intell. 1986, 8, 679–698. [Google Scholar] [CrossRef]
- Muralikrishnan, B.; Ferrucci, M.; Sawyer, D.; Gerner, G.; Lee, V.; Blackburn, C.; Phillips, S.; Petrov, P.; Yakovlev, Y. Volumetric performance evaluation of a laser scanner based on geometric error model. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2015, 40, 139–150. [Google Scholar] [CrossRef]
- Song, T.; Xi, F.J.; Guo, S.; Ming, Z.; Lin, Y. A comparison study of algorithms for surface normal determination based on point cloud data. Precis. Eng. J. Int. Soc. Precis. Eng. Nanotechnol. 2015, 39, 47–55. [Google Scholar] [CrossRef]
- Transform Laser Scanning with Real Time Quality Meshing Webinar. Available online: https://www.innovmetric.com/en/transform-laser-scanning-real-time-quality-meshing (accessed on 11 March 2020).
- Derek, D.L. A review of geometric models and self-calibration methods for terrestrial laser scanners. Bol. Cienc. Geod. 2010, 16, 3–19. [Google Scholar]
- Kaasalainen, S.; Jaakkola, A.; Kaasalainen, M.; Krooks, A.; Kukko, A. Analysis of incidence angle and distance effects on terrestrial laser scanner intensity: Search for correction methods. Remote Sens. 2011, 3, 2207–2221. [Google Scholar] [CrossRef]
- Tang, P.; Akinci, B.; Huber, D. Quantification of edge loss of laser scanned data at spatial discontinuities. Autom. Constr. 2009, 18, 1070–1083. [Google Scholar] [CrossRef]
- Hawryluk, M.; Ziemba, J.; Dworzak, Ł. Development of a method for tool wear analysis using 3D scanning. Metrol. Meas. Syst. 2017, 24, 739–757. [Google Scholar] [CrossRef]
- Hawryluk, M.; Gronostajski, Z.; Kaszuba, M.; Krawczyk, J.; Ziemba, J.; Zwierzchowski, M.; Janik, M. Wear mechanisms analysis of dies used in the process of hot forging a valve made of high nickel steel. Arch. Metall. Mater. 2018, 63, 1963–1974. [Google Scholar]
- Hawryluk, M.; Kuran, M.; Ziemba, J. The use of replicas in the measurement of machine elements with use of contact coordinate measurements. Mechanik 2018, 11, 958–960. [Google Scholar] [CrossRef]
- Rezav, S.A.M.; Behravesh, A.H. An experimental investigation on dimensional stability of injected wax patterns of gas turbine blades. J. Mater. Process. Technol. 2006, 182, 580–587. [Google Scholar]
- Ge, M.; Wu, G.; Burk, D.; Ozelis, J.; Harms, E., Jr.; Sergatskov, D.; Hicks, D.; Cooley, D.L. Routine characterization of 3D profiles of SRF cavity defects using replica techniques. Supercond. Sci. Technol. 2010, 24, 740–744. [Google Scholar] [CrossRef]
- Kuo, C.C.; Shi, Z.S. Fabrication of a high precision silicone rubber mold for replicating wax patterns of cylinder heads. Indian J. Eng. Mater. Sci. 2012, 19, 157–162. [Google Scholar]
- Kuo, C.C.; Wu, M.X. Evaluation of service life of silicone rubber molds using vacuum casting. Int. J. Adv. Manuf. Technol. 2016, 90, 3775–3781. [Google Scholar] [CrossRef]
- Prasad, K.D.V.; Yarlagadda, T.; Hock, S. Statistical analysis on accuracy of wax patterns used in investment casting process. J. Mater. Process. Technol. 2003, 138, 75–81. [Google Scholar]
- Swiatkowski, K.; Cacko, R. Investigations of new wax-based model materials simulating metal working process. J. Mater. Process. Technol. 1970, 72, 267–271. [Google Scholar] [CrossRef]
- Wanheim, T. Trends in physical simulation of metal working processes. In Proceedings of the the 4th Cairo University Conference on Mechanical Design and Production Cairo University, Cairo, Egypt, 27–28 December 1988; pp. 27–29. [Google Scholar]
- Michio, I.; Yamagishi, Y.; Oshida, T.; Muñoz, C. Effect of selected physical properties of waxes on investments and casting shrinkage. J. Prosthet. Dent. 1996, 75, 211–216. [Google Scholar]
- Wulfman, C.; Koenig, V.; Mainjot, A.K. Wear measurement of dental tissues and materials in clinical studies: A systematic review. Dent. Mater. 2018, 34, 825–850. [Google Scholar] [CrossRef]
- Kuo, C.C.; Hung, C.C. Enhancing the efficiency of removing support material from rapid prototype parts using pH value compensation technology. Mater. Sci. Medzg. 2015, 21, 314–318. [Google Scholar] [CrossRef]
- Kacalak, W.; Tandecka, K.; Lipiński, D. Analysis of the accuracy of the assessment of the consumption of the active surface of abrasive tools using RepliSet replicas in the system and spatial scanning in industrial environments. Mechanik 2015, 8, 169–172. [Google Scholar] [CrossRef]
- Nilsson, L.; Ohlsson, R. Accuracy of replica materials when measuring engineering surfaces. Int. J. Mach. Tools Manuf. 2001, 41, 2139–2145. [Google Scholar] [CrossRef]
- Plastiform Information Brochure, Rivelec—Plastiform March 2017. Available online: https://www.plastiform-info.com/catalogue-and-documentation/download/21-brochure-catalogue/155-catalogue-plastiform%20Rivelec (accessed on 11 March 2020).










© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hawryluk, M.; Gronostajski, Z.; Ziemba, J.; Janik, M.; Górski, P.; Lisowski, M. Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods. Materials 2020, 13, 1881. https://doi.org/10.3390/ma13081881
Hawryluk M, Gronostajski Z, Ziemba J, Janik M, Górski P, Lisowski M. Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods. Materials. 2020; 13(8):1881. https://doi.org/10.3390/ma13081881
Chicago/Turabian StyleHawryluk, Marek, Zbigniew Gronostajski, Jacek Ziemba, Marta Janik, Piotr Górski, and Miłosz Lisowski. 2020. "Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods" Materials 13, no. 8: 1881. https://doi.org/10.3390/ma13081881
APA StyleHawryluk, M., Gronostajski, Z., Ziemba, J., Janik, M., Górski, P., & Lisowski, M. (2020). Support Possibilities for 3D Scanning of Forging Tools with Deep and Slim Impressions for an Evaluation of Wear by Means of Replication Methods. Materials, 13(8), 1881. https://doi.org/10.3390/ma13081881