Modeling and Simulation of the Casting Process with Skeletal Sand Mold


 ,
,
Abstract
1. Introduction
2. Skeletal Mold Structure
3. Modeling and Simulation of the Casting Process with the Skeletal Mold
3.1. Heat Transfer Analysis
3.1.1. Basic Heat Transfer
3.1.2. Burning of Resin in the Sand Mold
3.1.3. Heat Transfer Boundary Conditions
3.2. Thermomechanical Coupled Modeling
3.2.1. Treatment of Sand Mold
3.2.2. Mechanical Boundary Condition
3.3. Numerical Simulation
4. Case Study
4.1. Thermo-Mechanical Simulation of the Casting Process of a Stress-Frame Structure in Skeletal Sand Mold
4.2. Results and Discussions
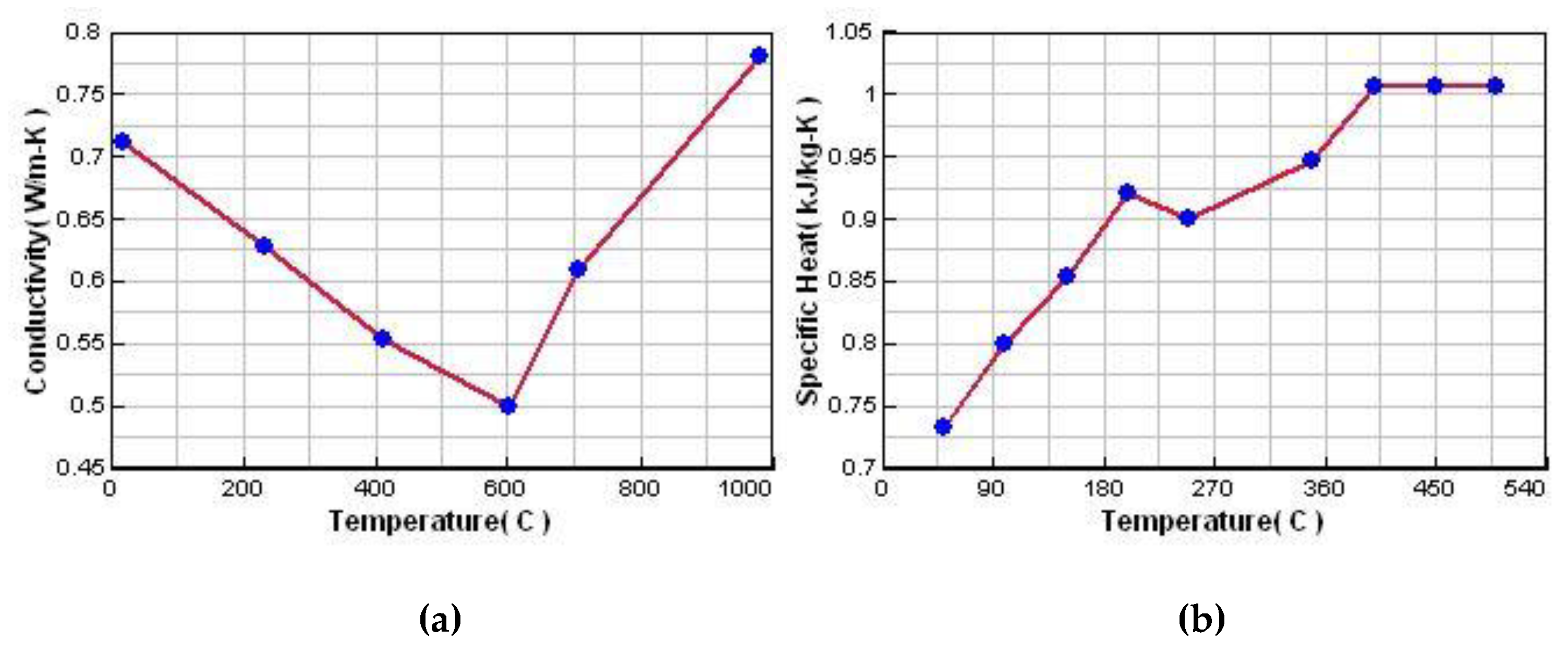
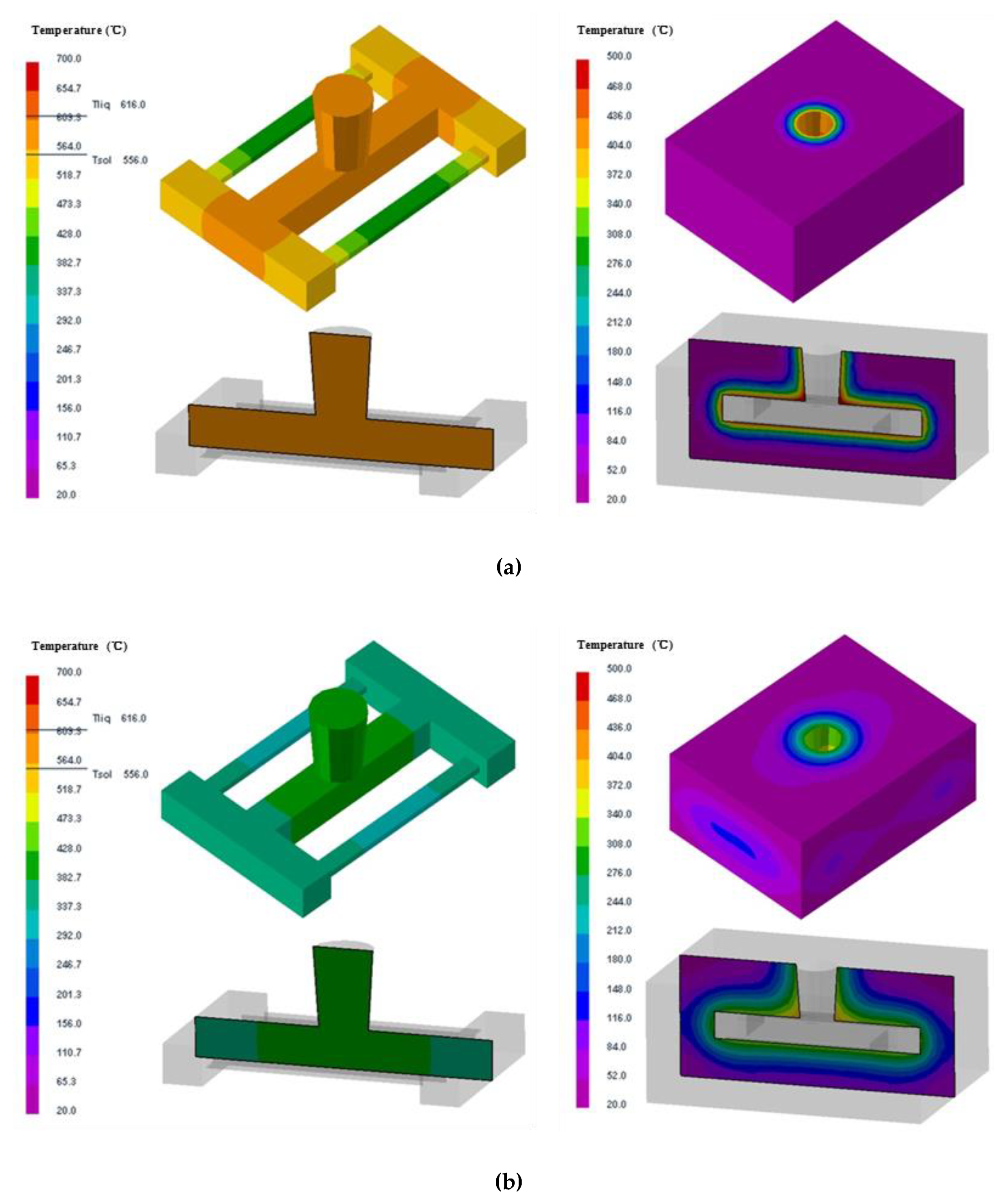
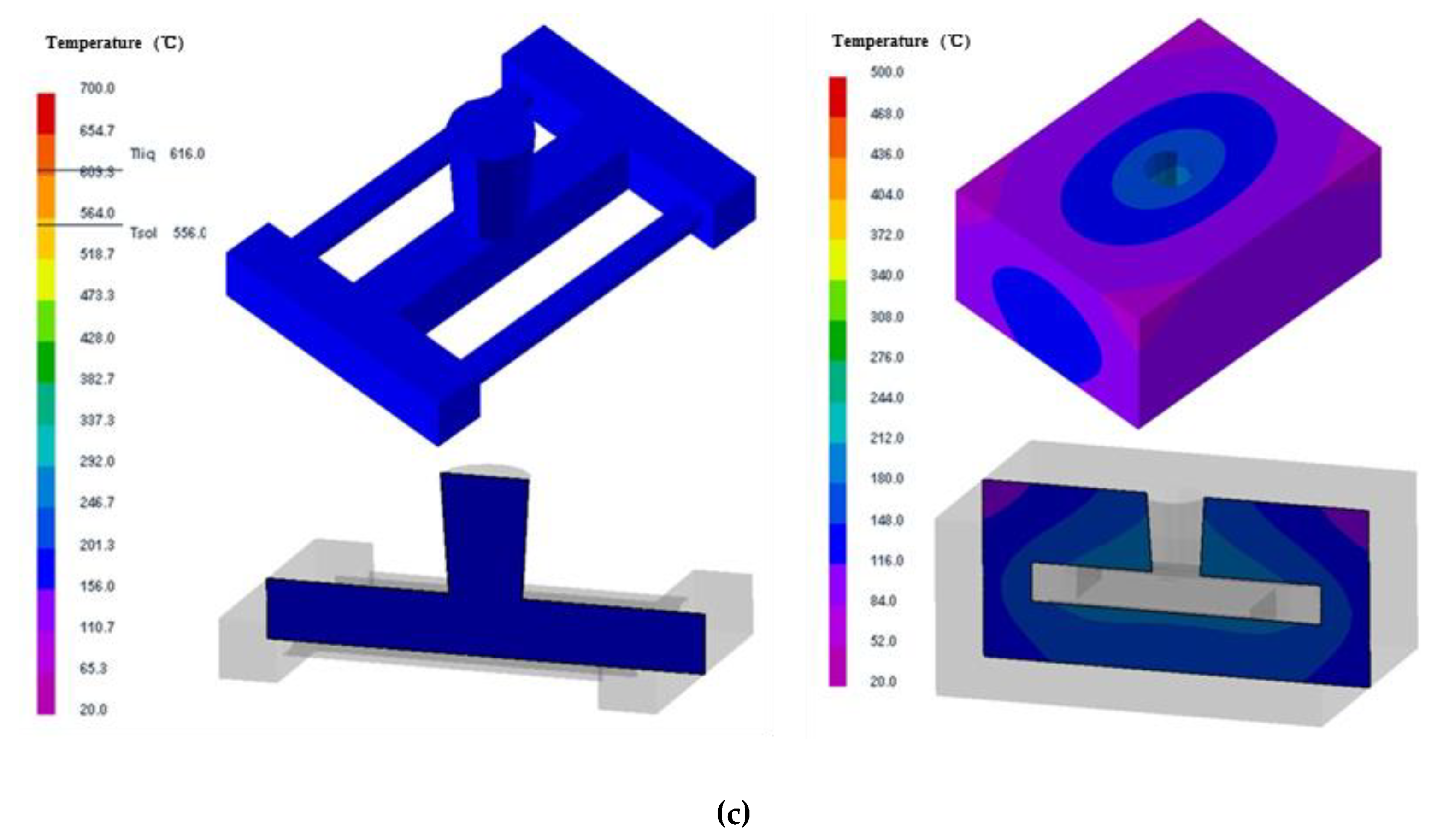
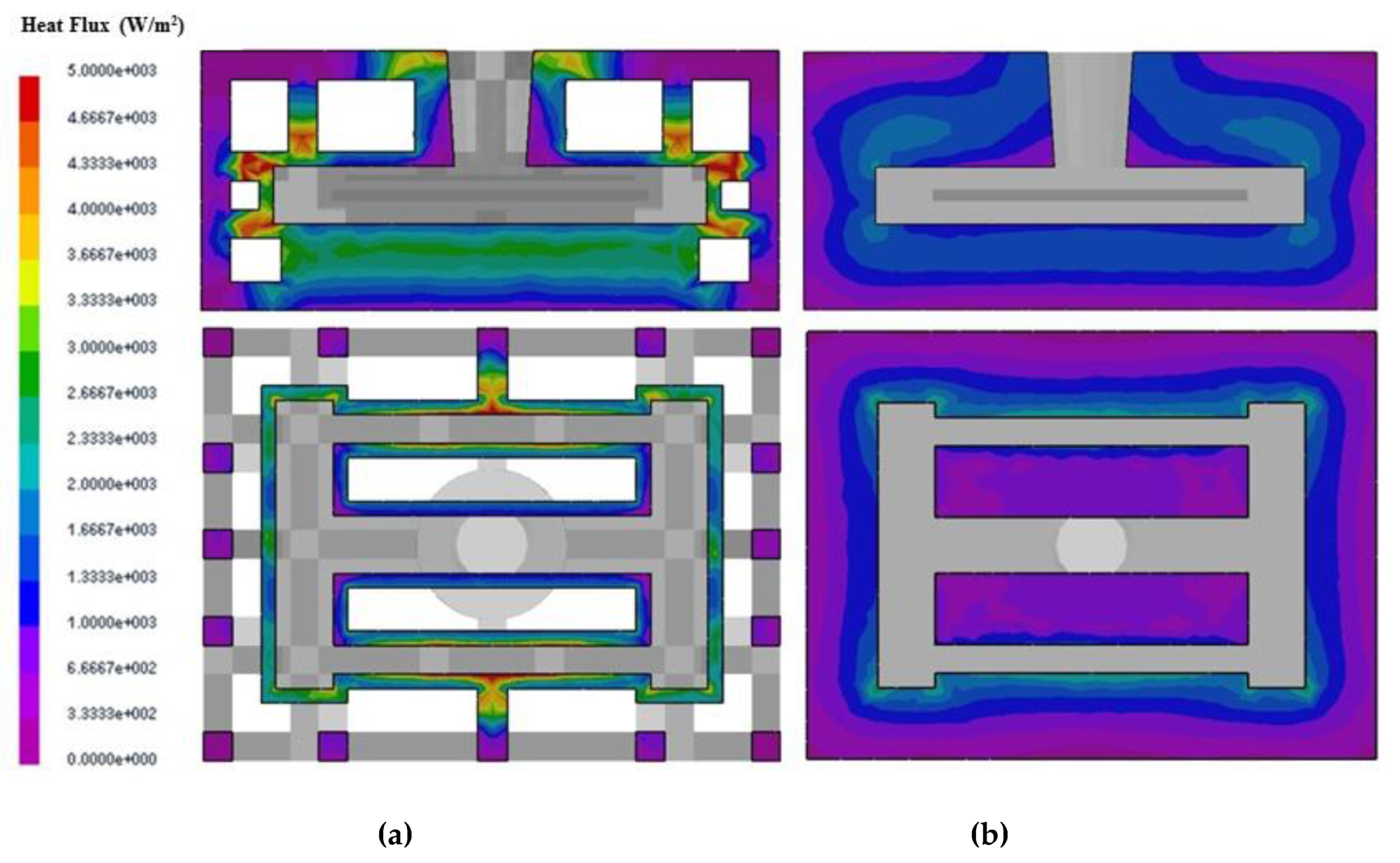
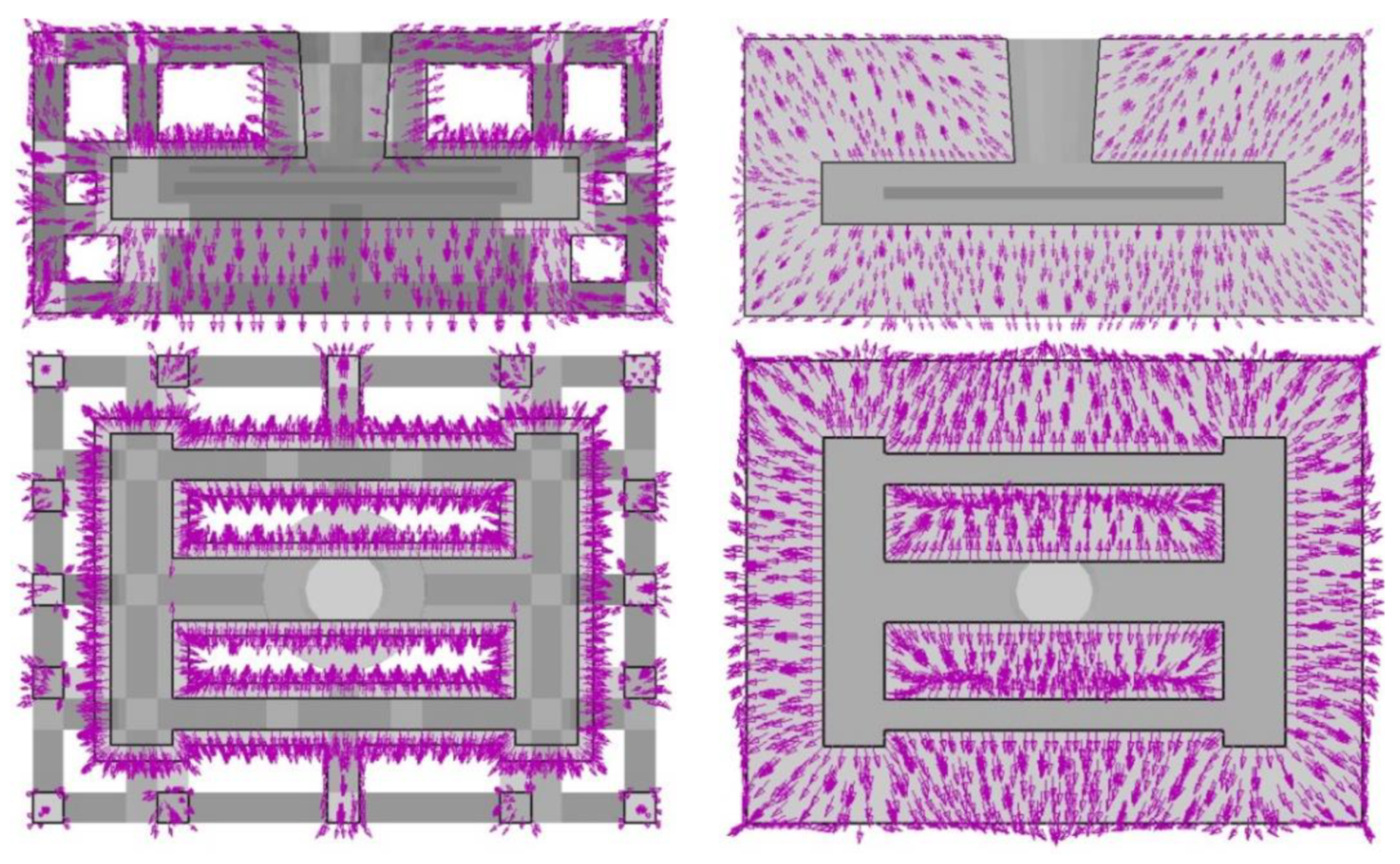
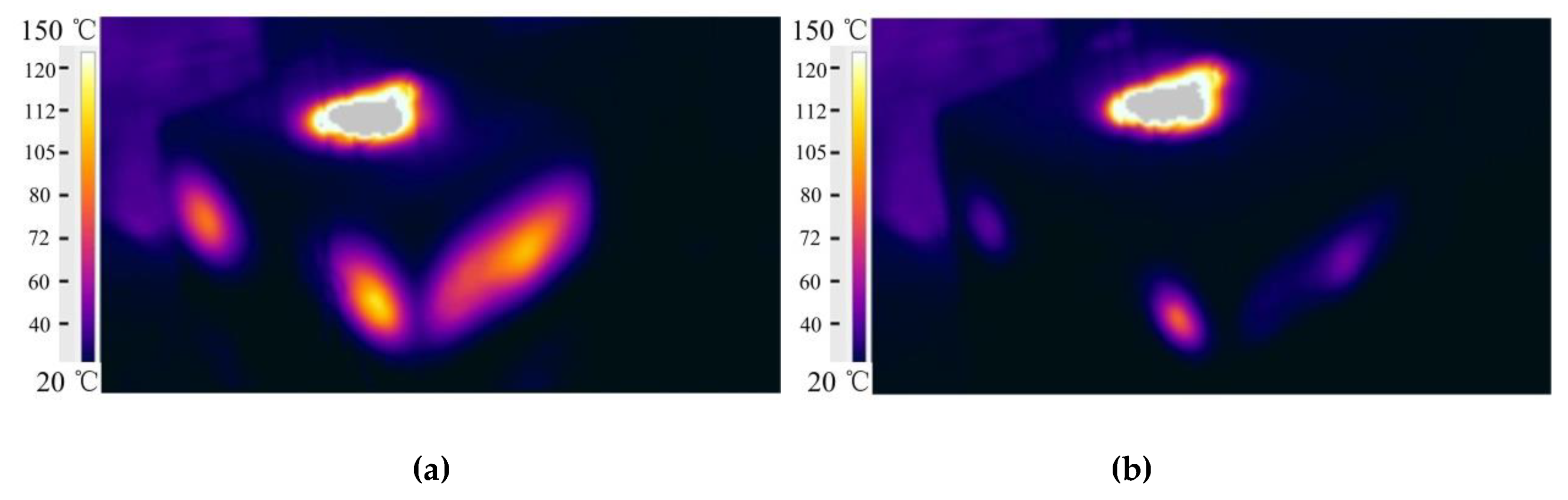
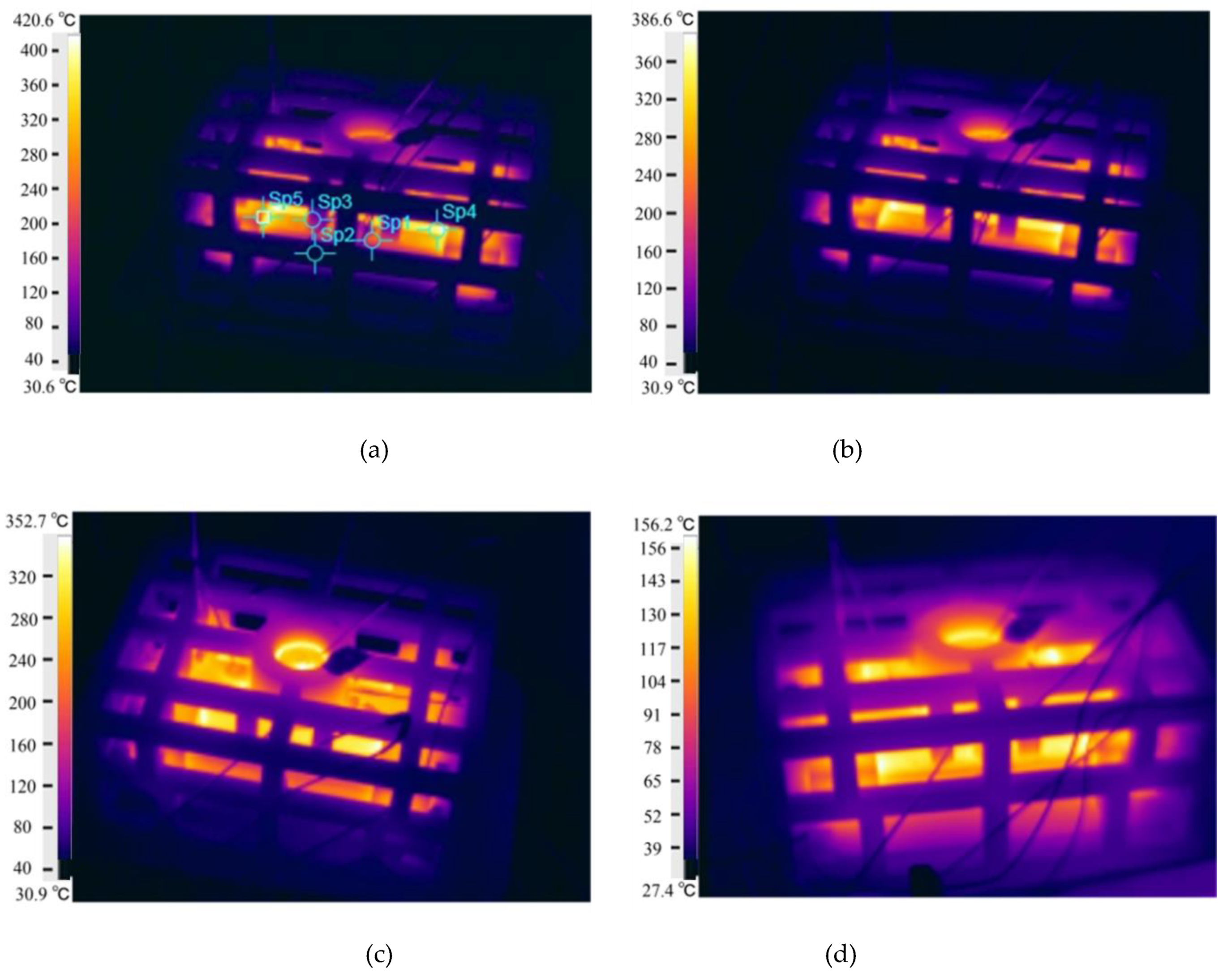
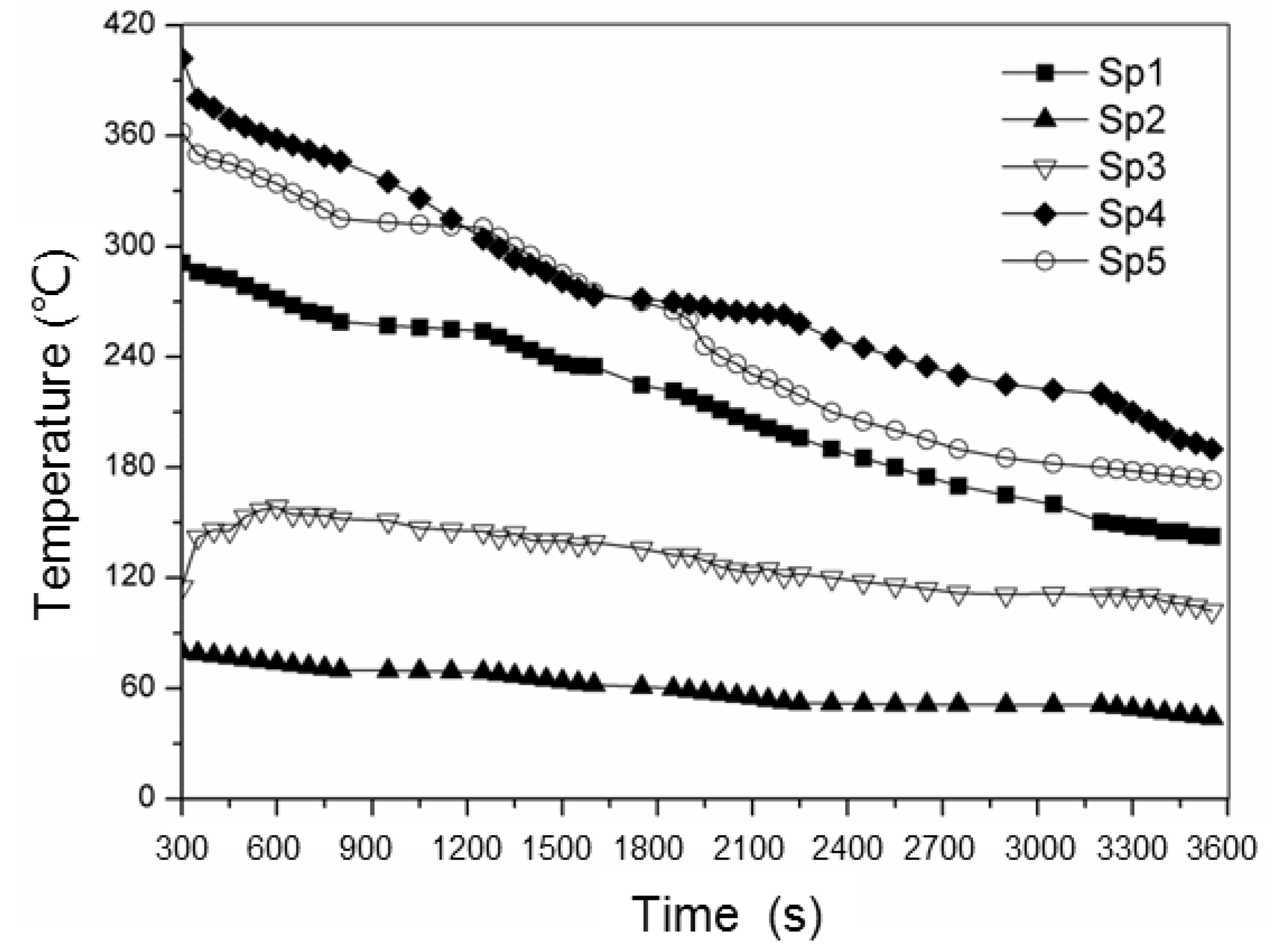
4.2.1. Temperature Fields of the Skeletal Sand Mold and Casting
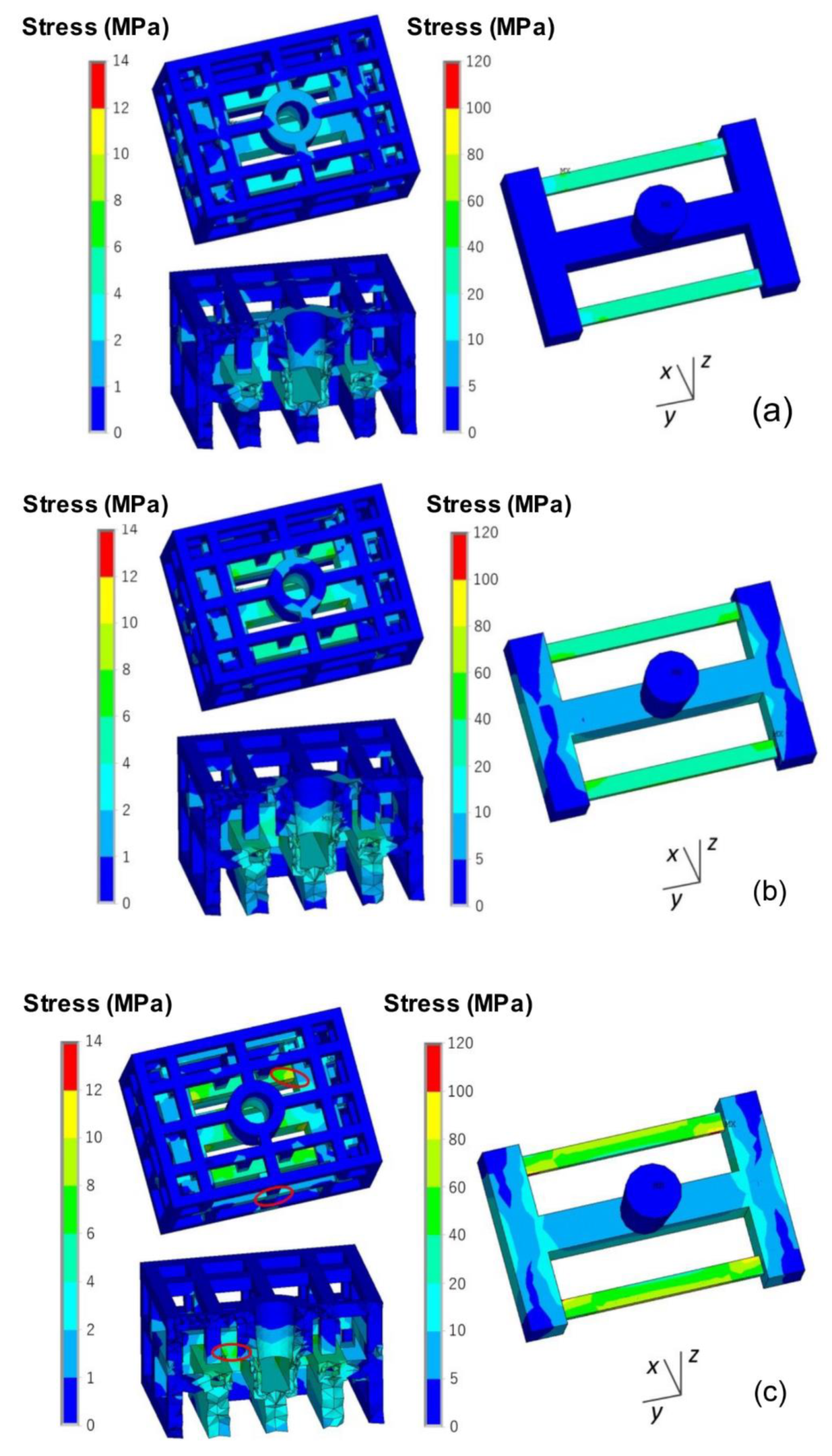
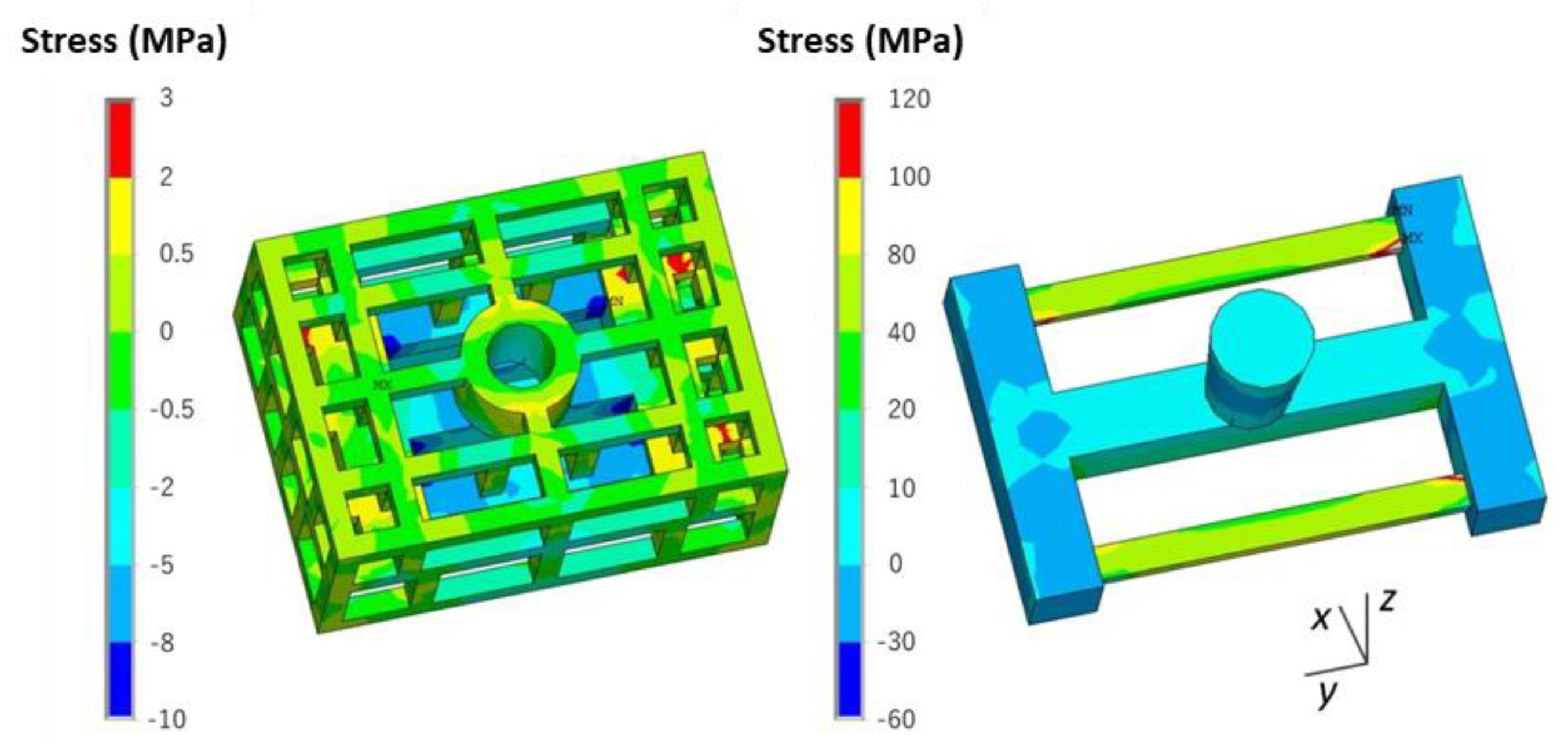
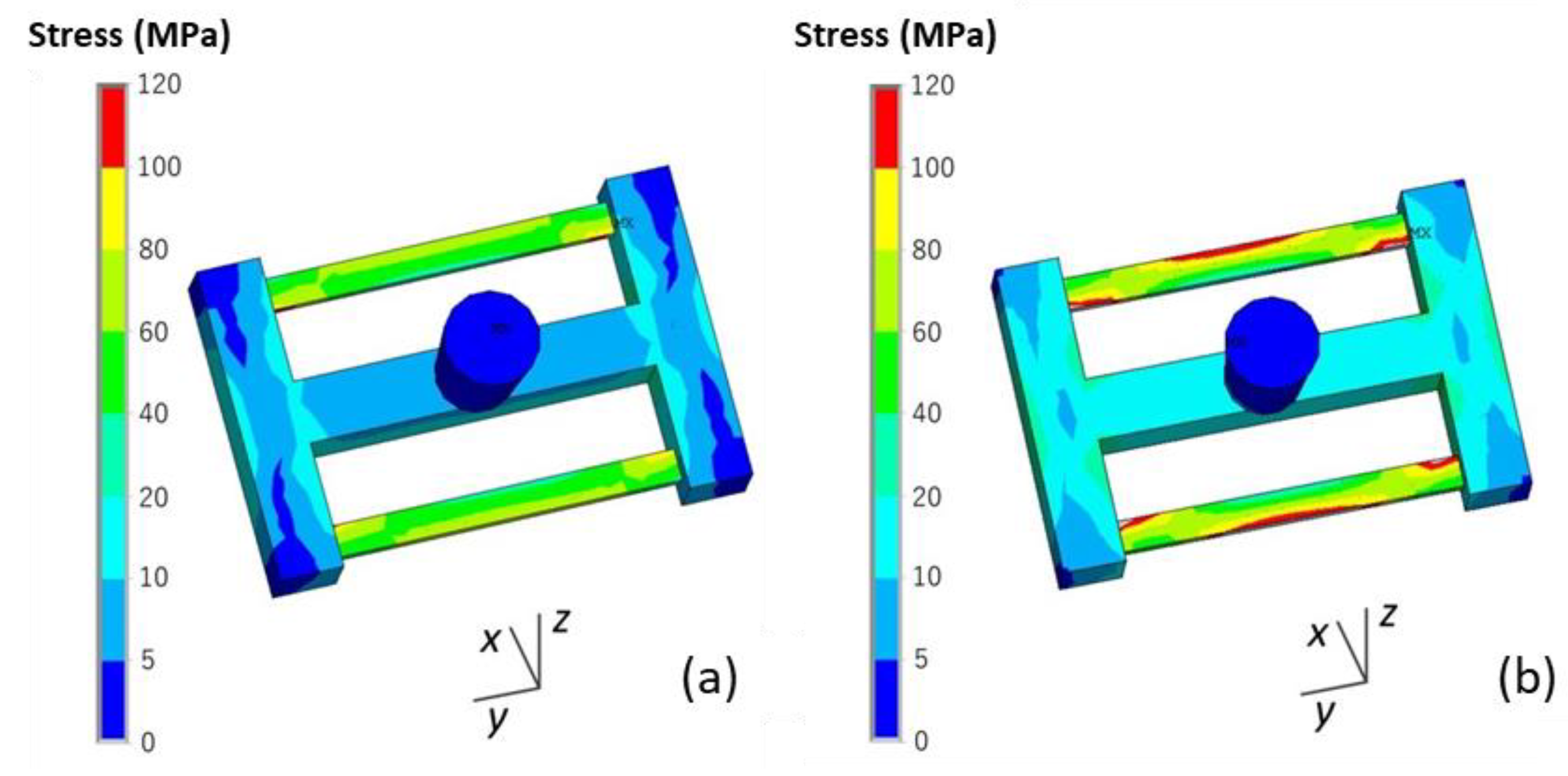
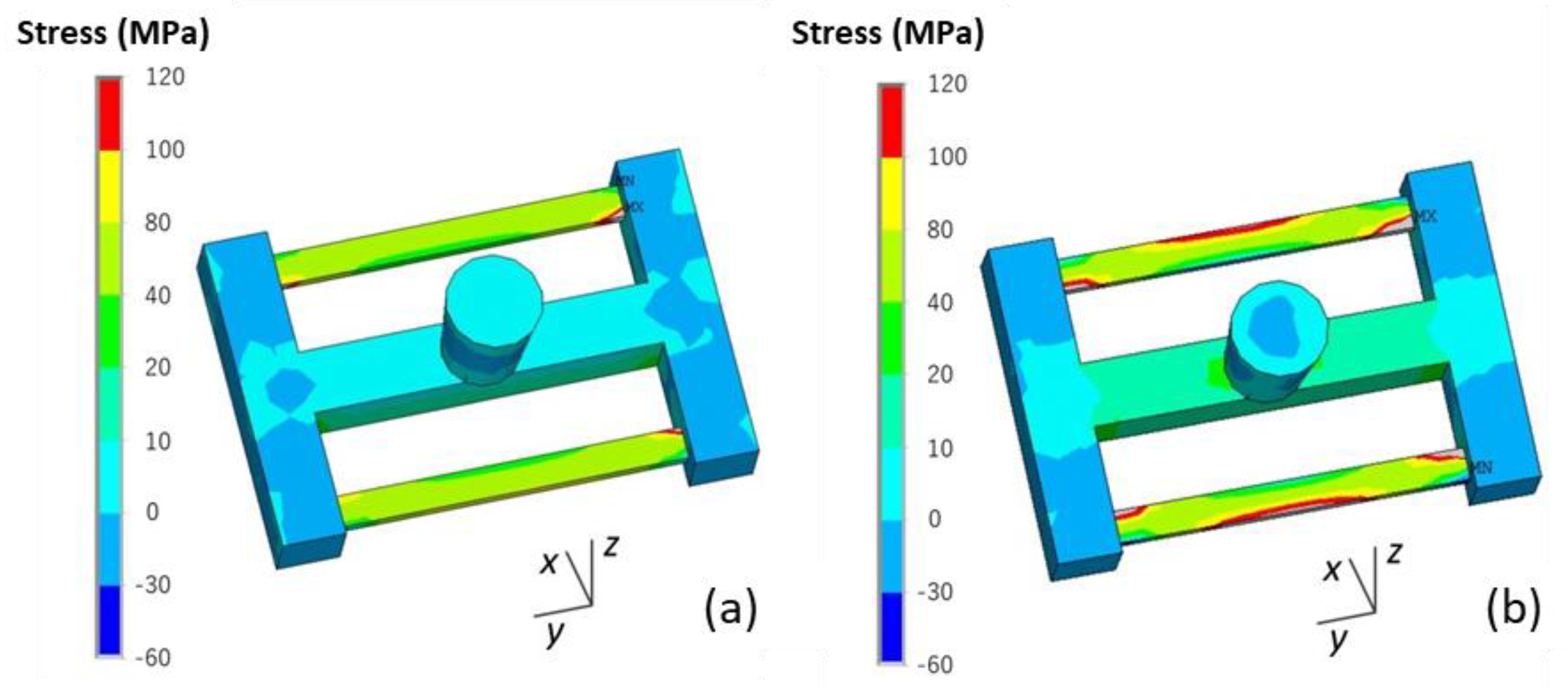
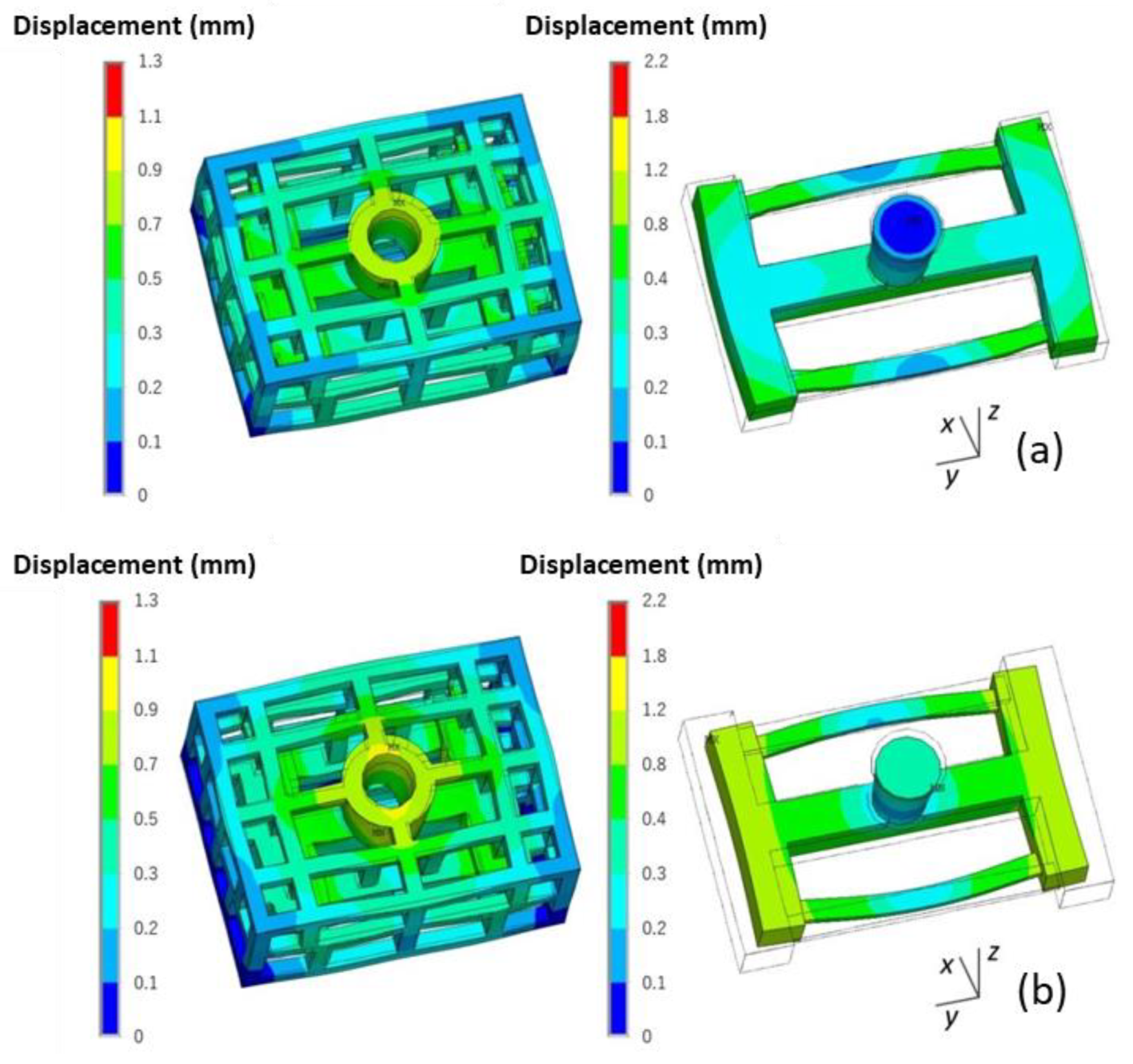
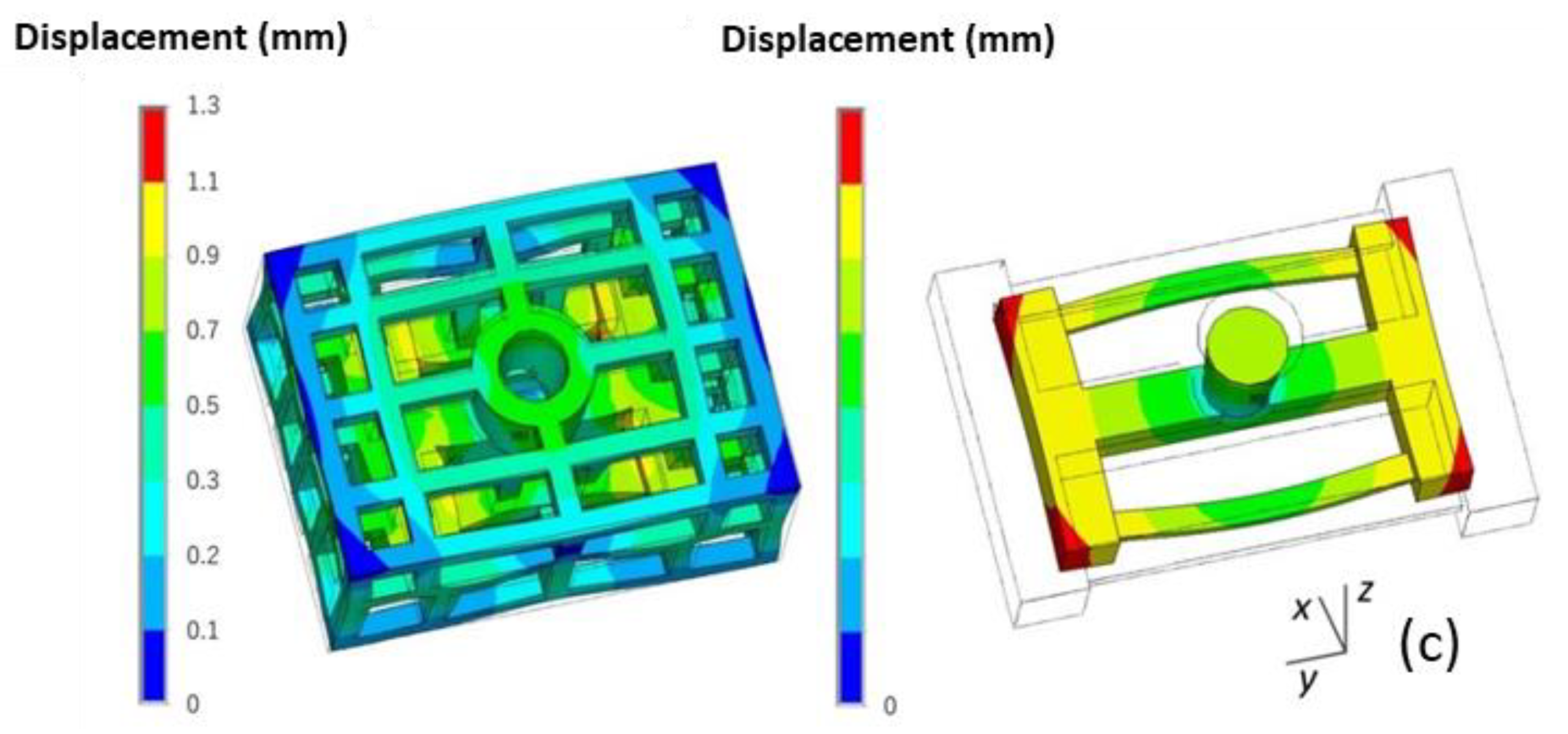
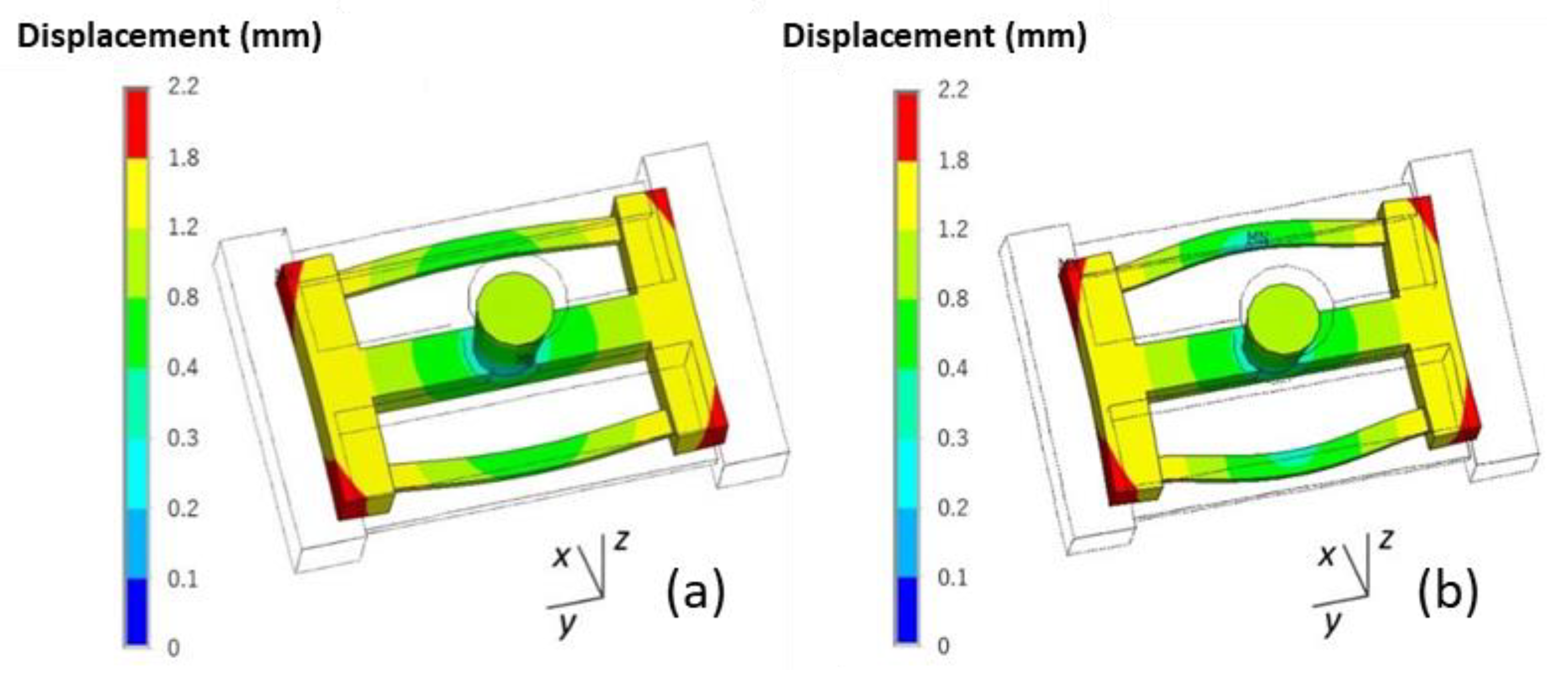
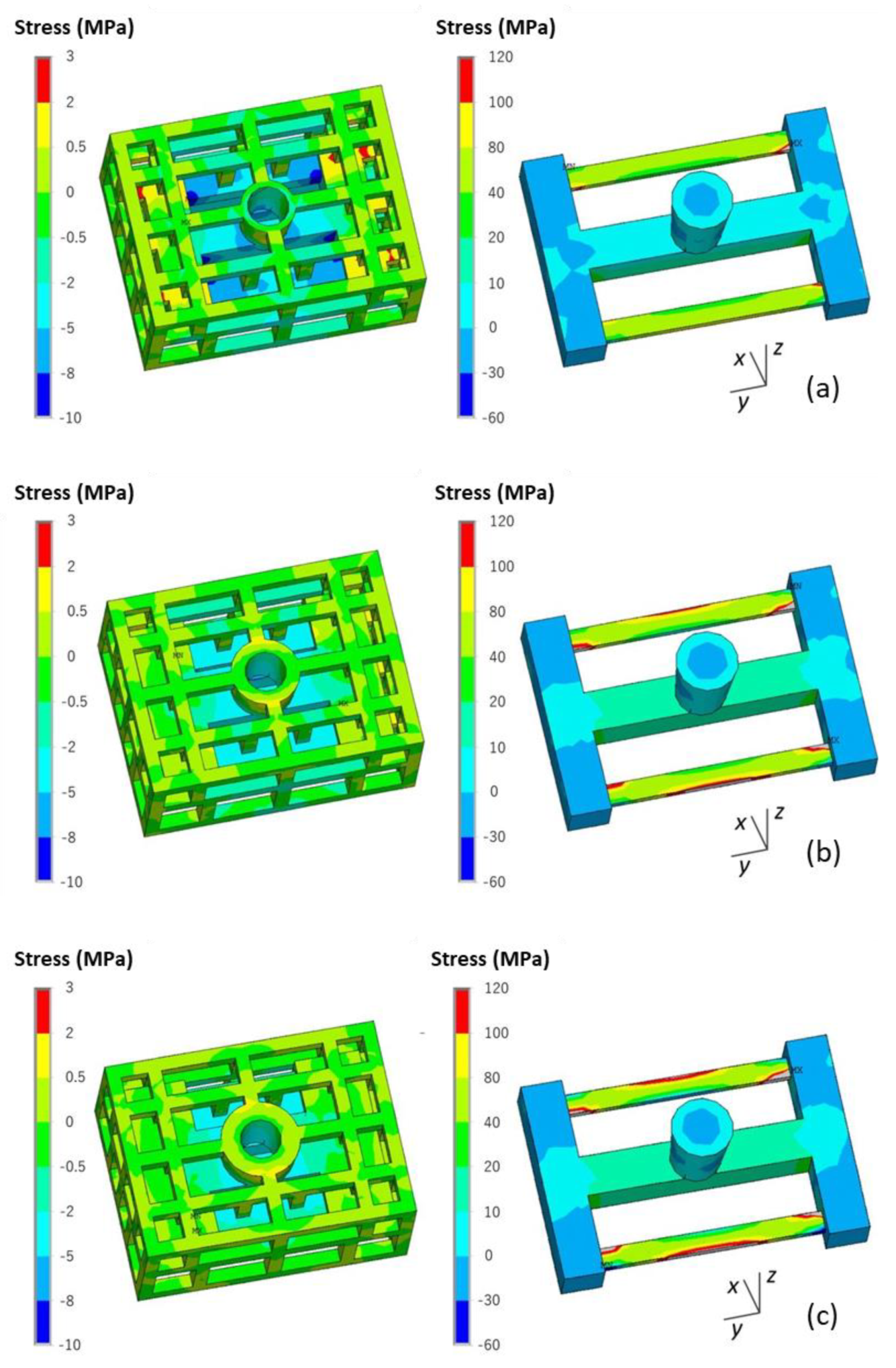
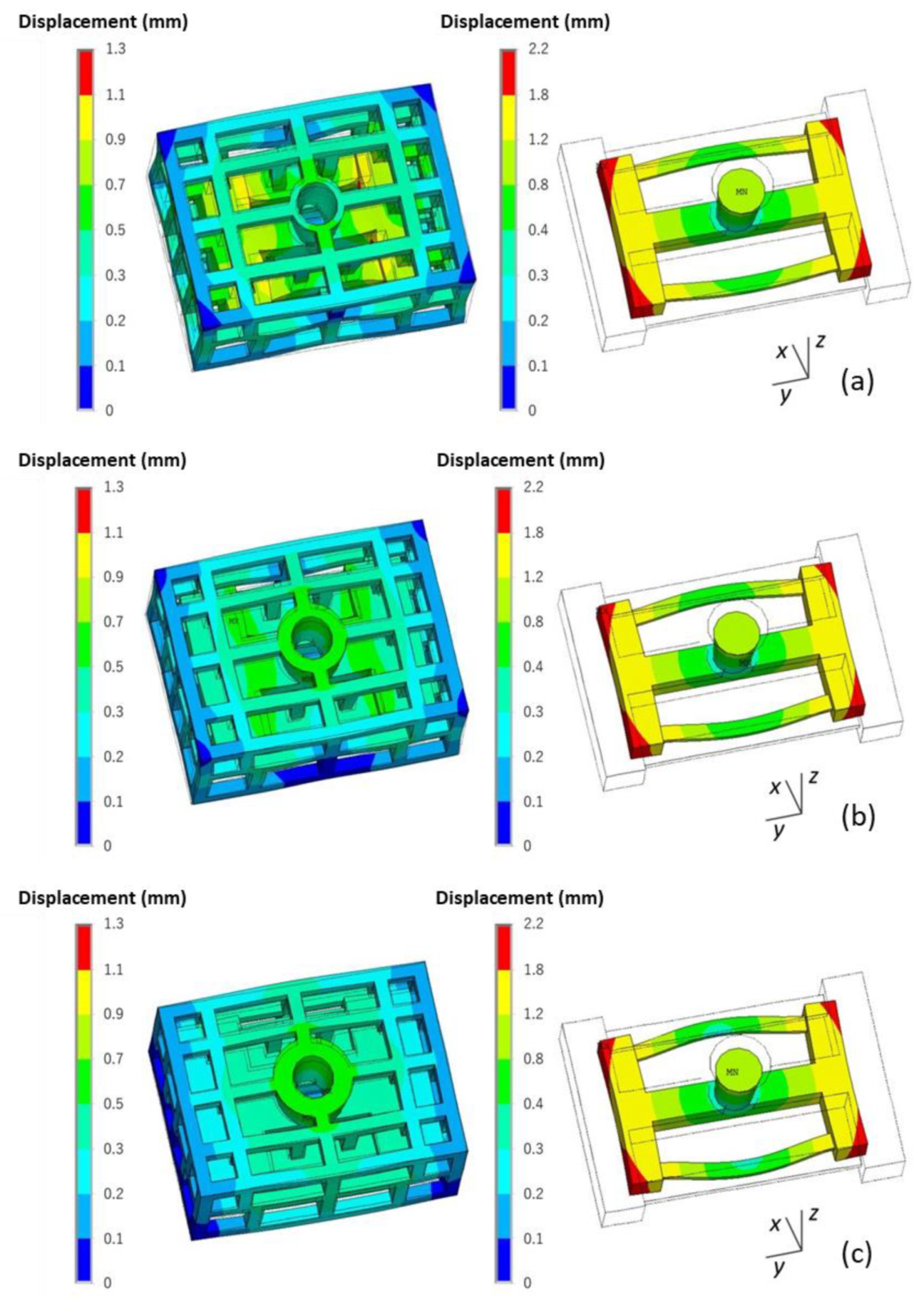
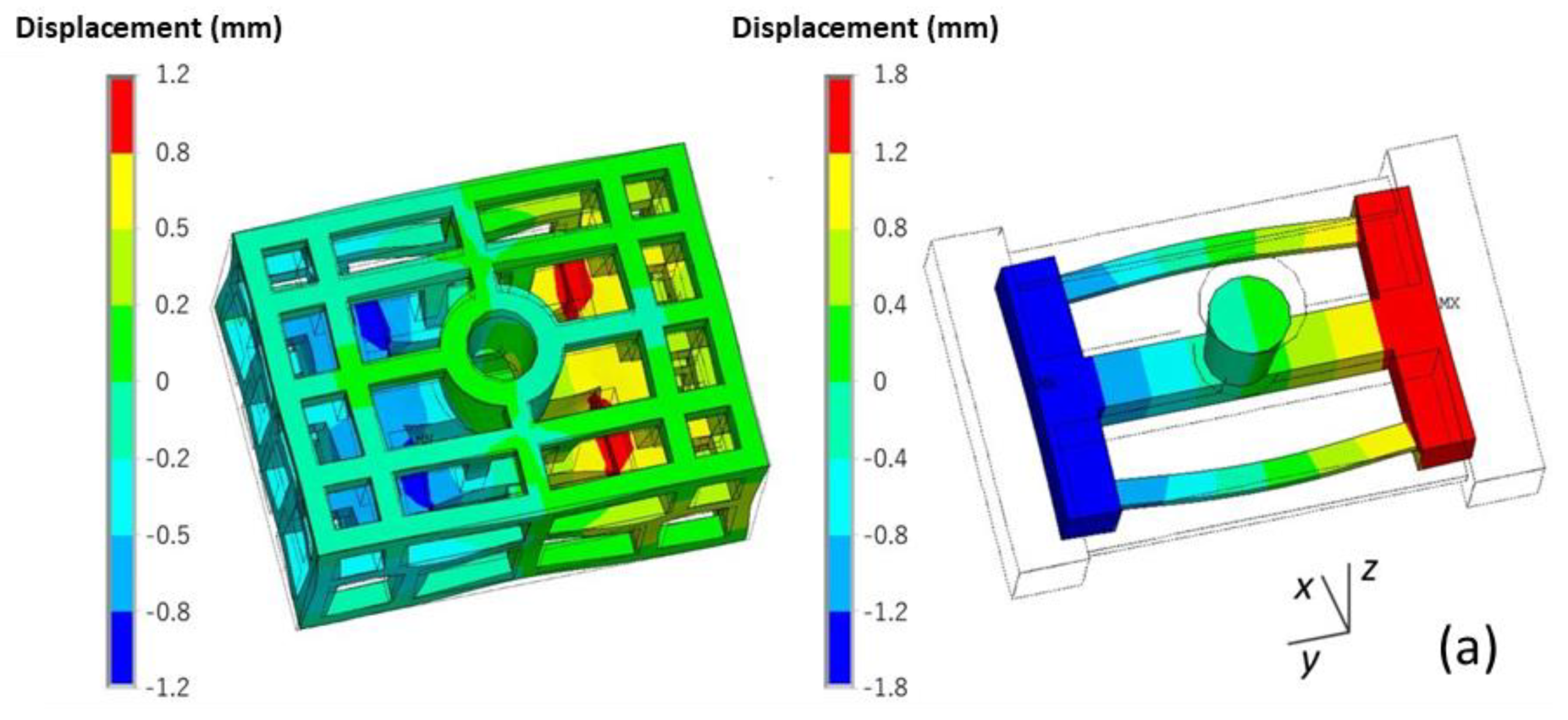
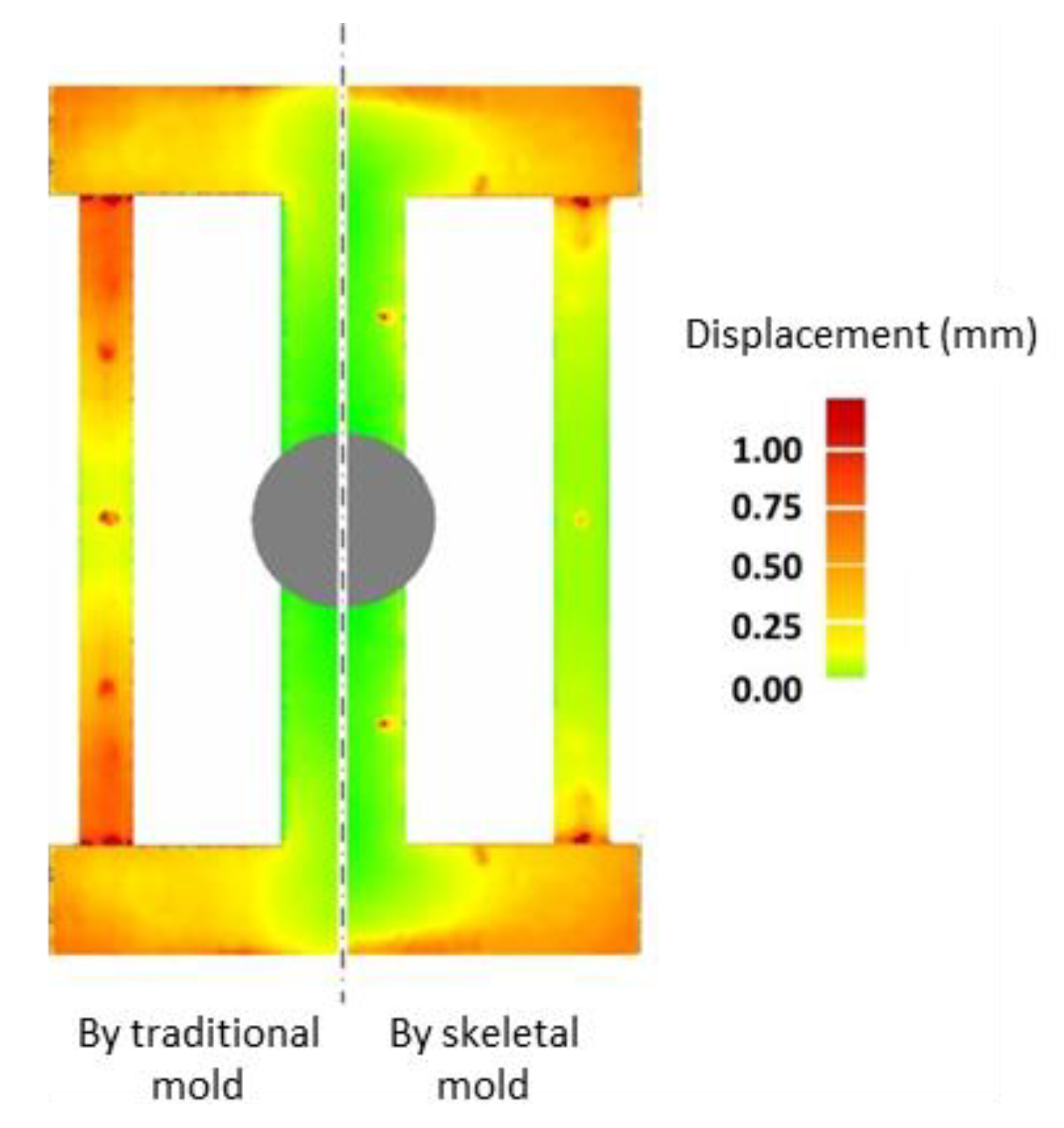
4.2.2. Stress and Deformation of the Skeletal Sand Mold and Casting
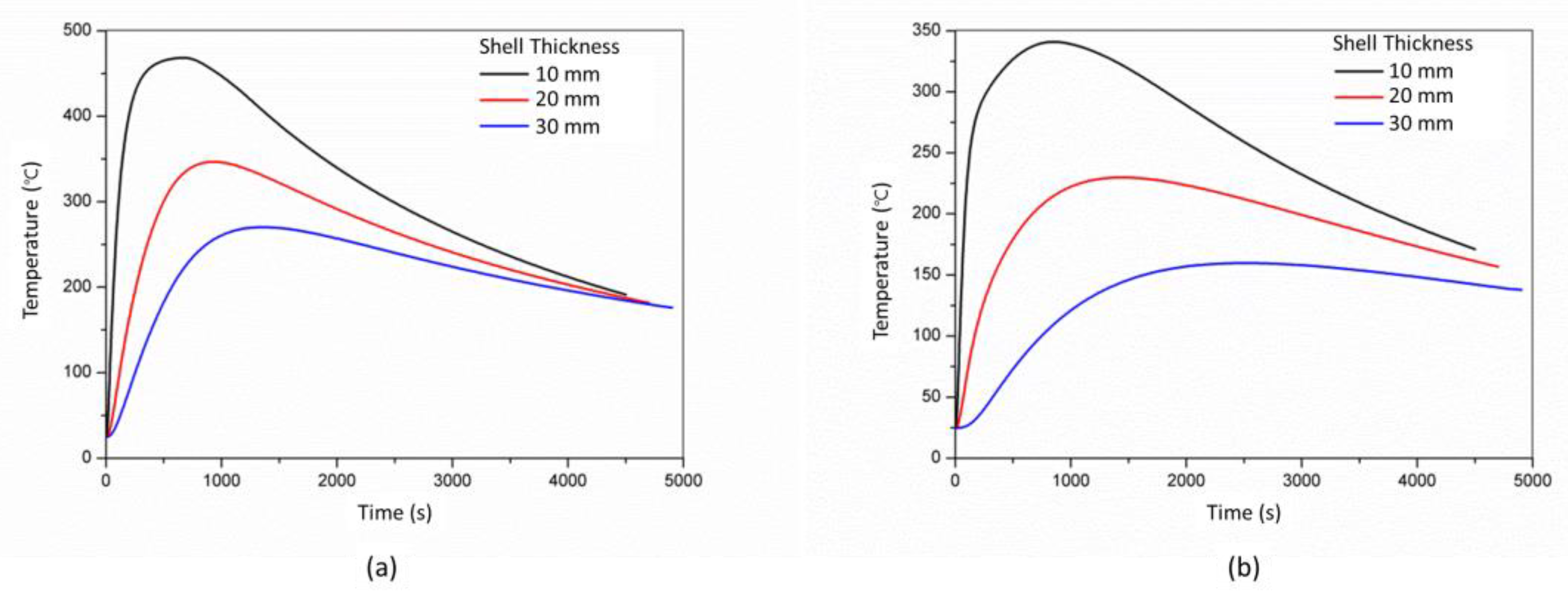
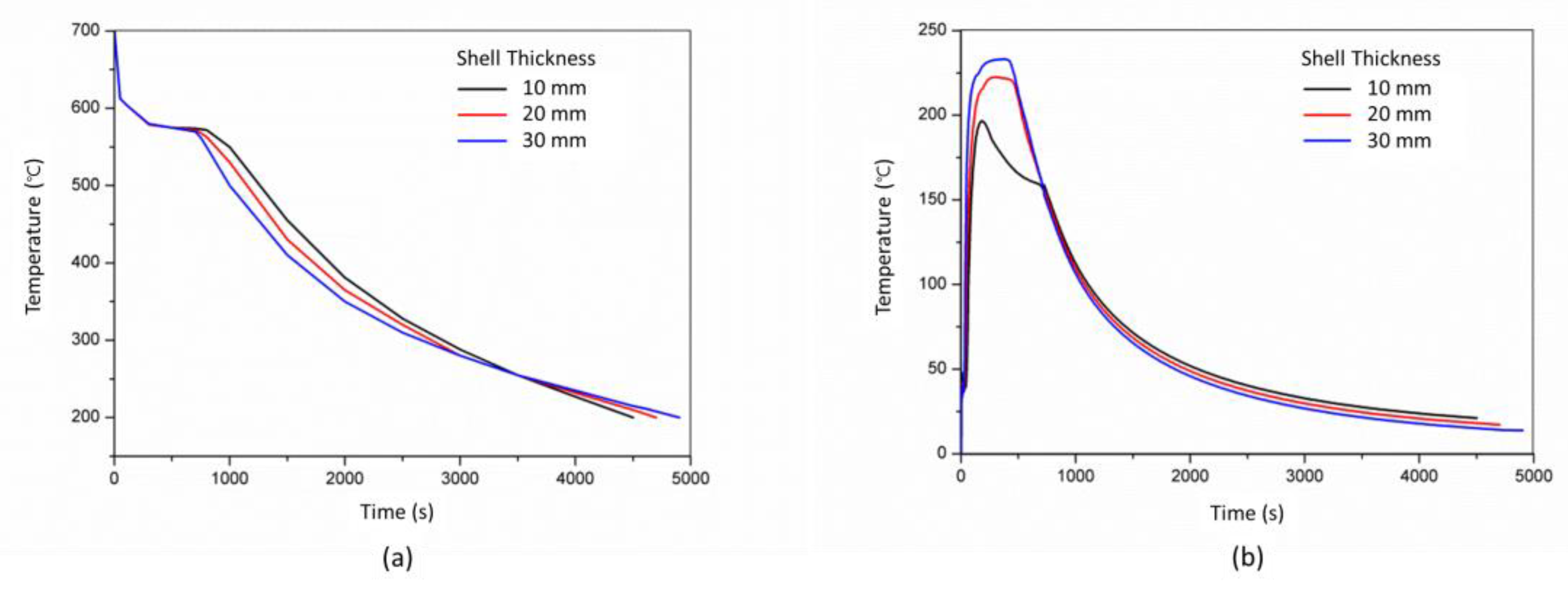
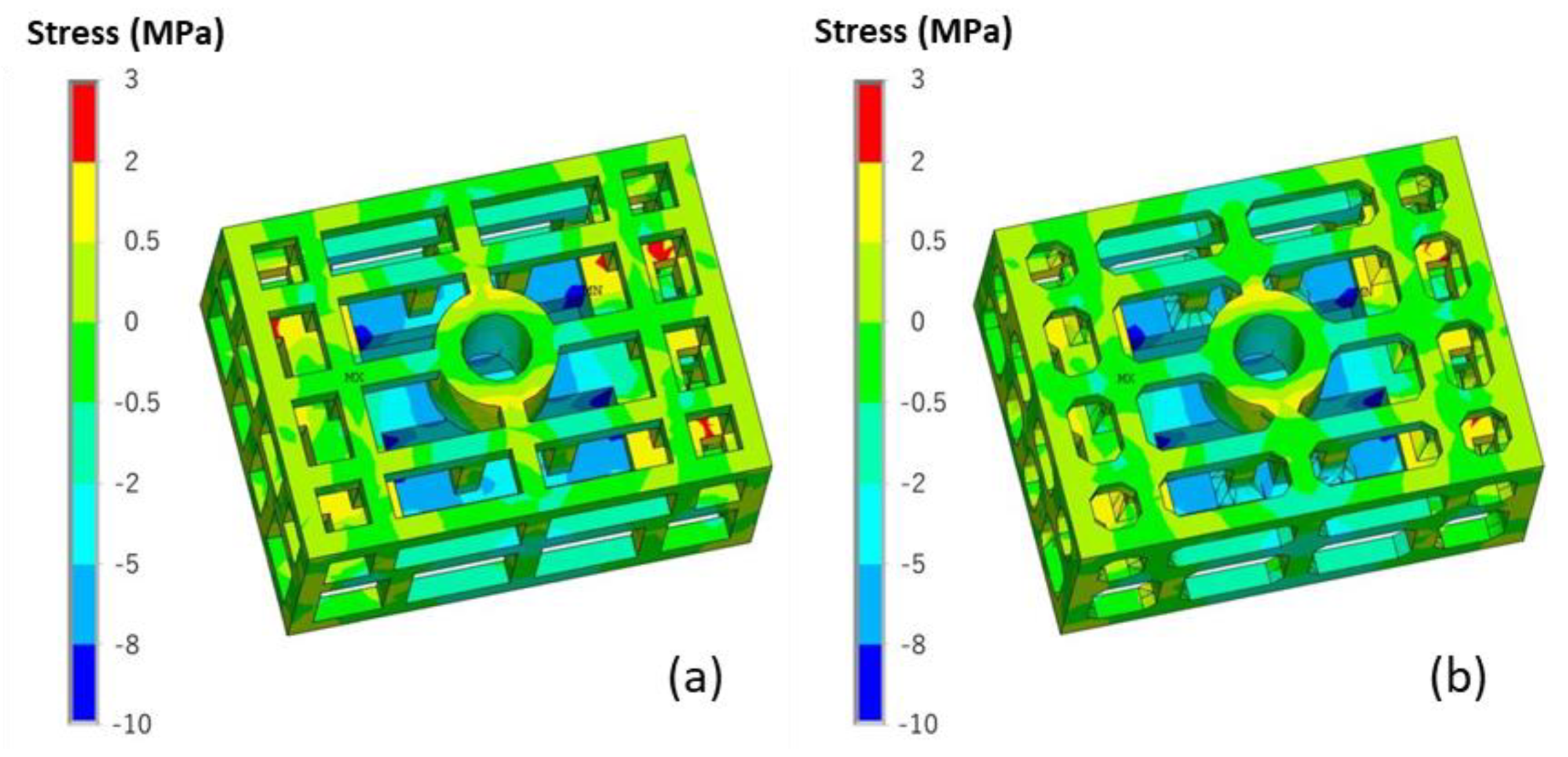
4.2.3. Effect of shell thickness on the stress and deformation of the casting and mold
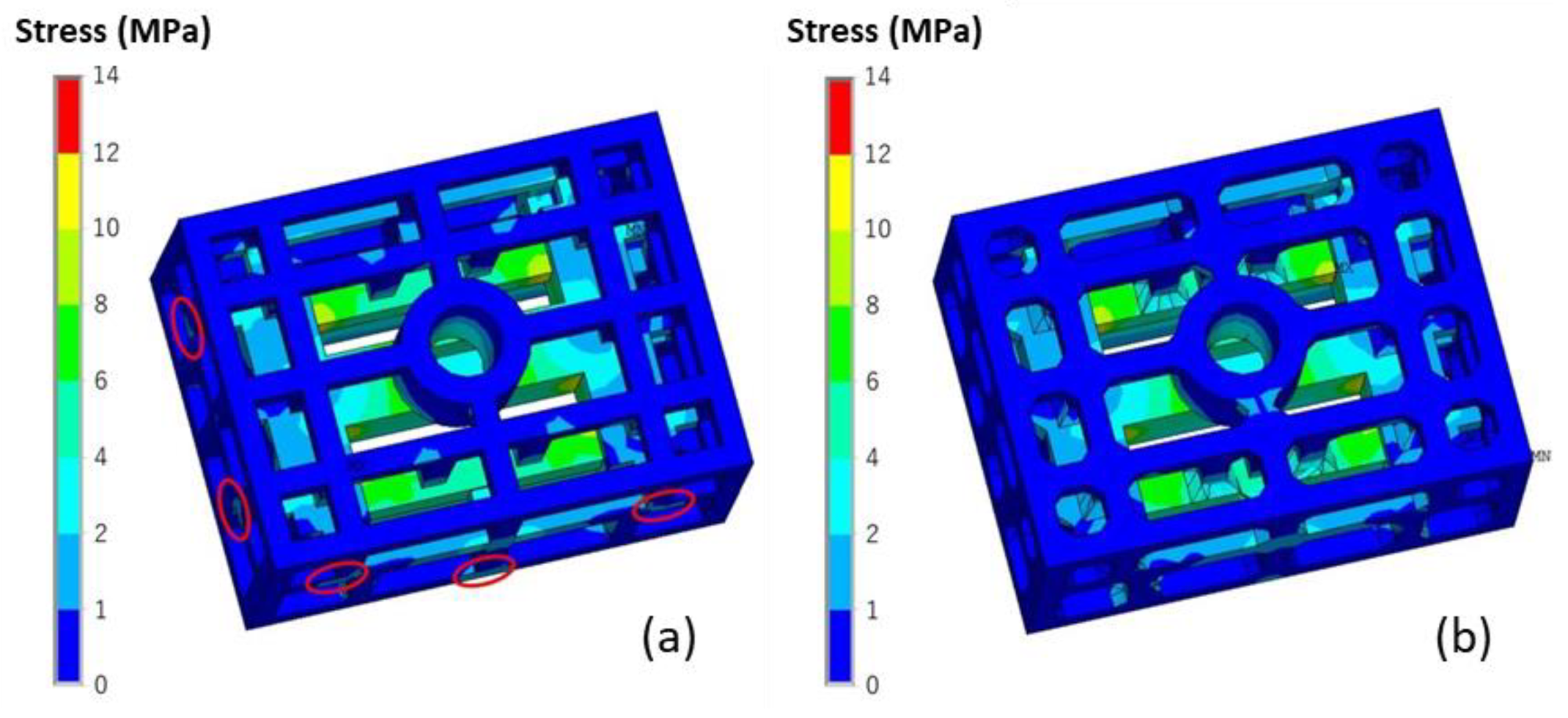
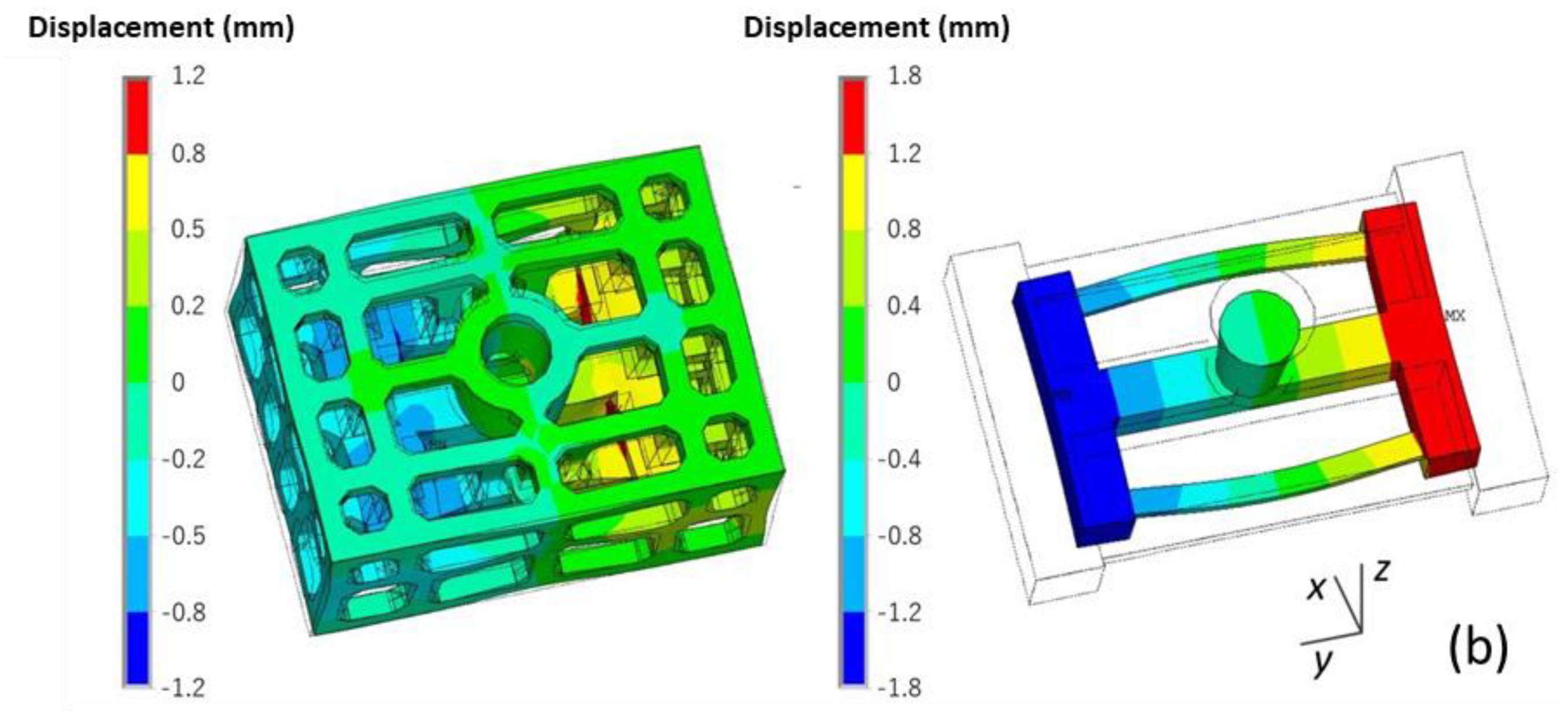
4.2.4. Improvement Design of the Skeletal Sand Mold
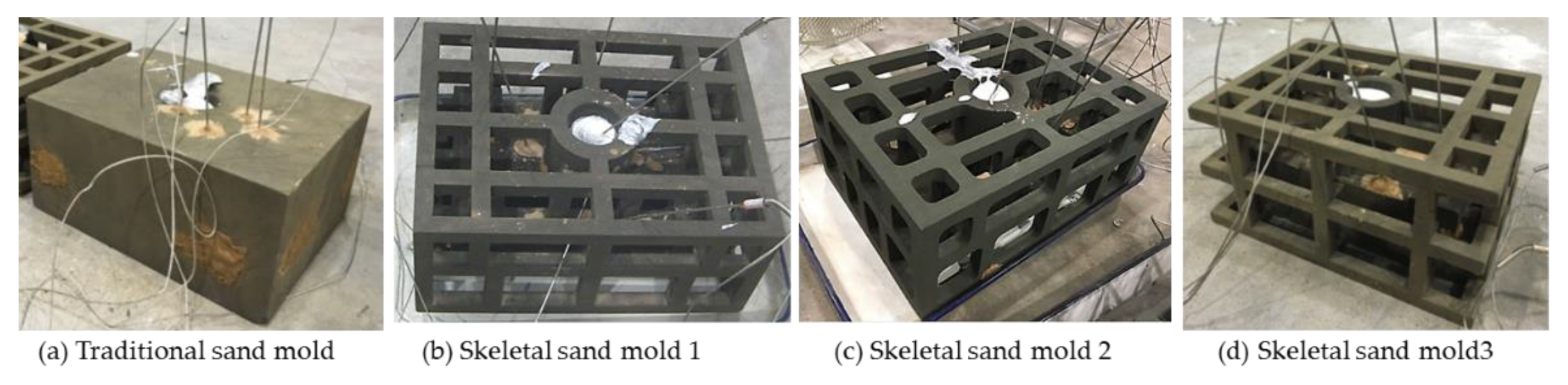
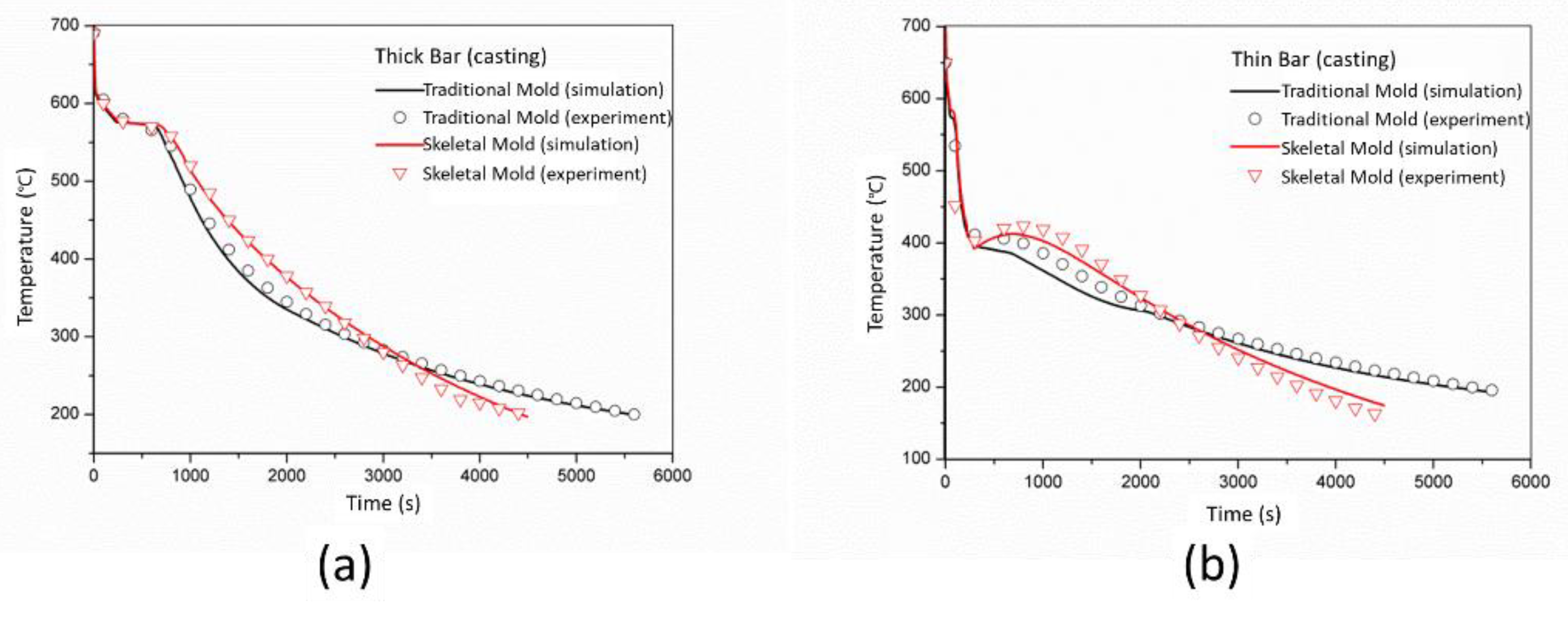
4.3. Validation
5. Conclusions
- The shell of the skeletal sand mold was quickly heated to higher temperature than the traditional sand mold; thus, the dissipation of heat to the air can be significantly enhanced by convection and radiation. The binder in the internal layer of the sand shell would be burned off by the casting, which is a main consideration of the strength of the mold in the design of skeletal sand mold shell thickness.
- The skeletal sand mold is of complicated geometry, which leads to the hard selection of its external surface during the setting of boundary conditions. To achieve different cooling conditions for locations of interest of the skeletal sand mold, the selection of numerous local areas of the external surface is also a challenge in numerical simulation.
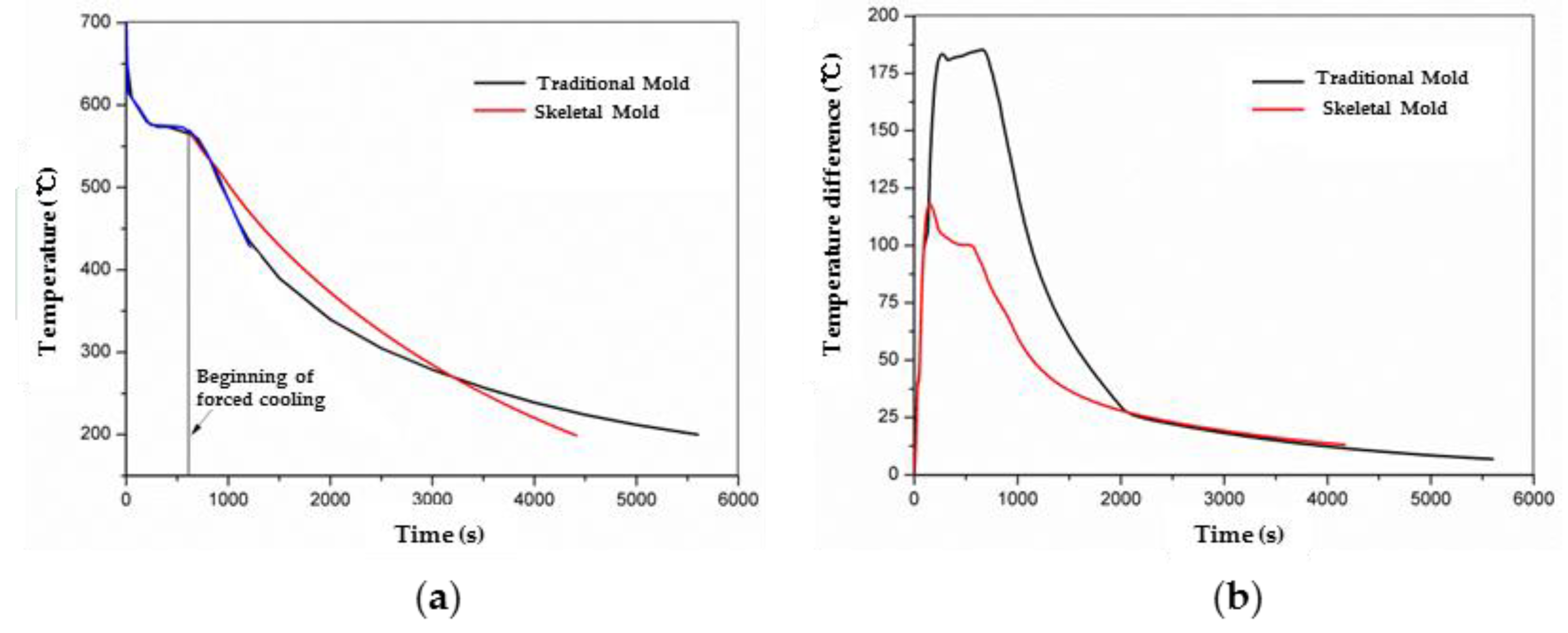
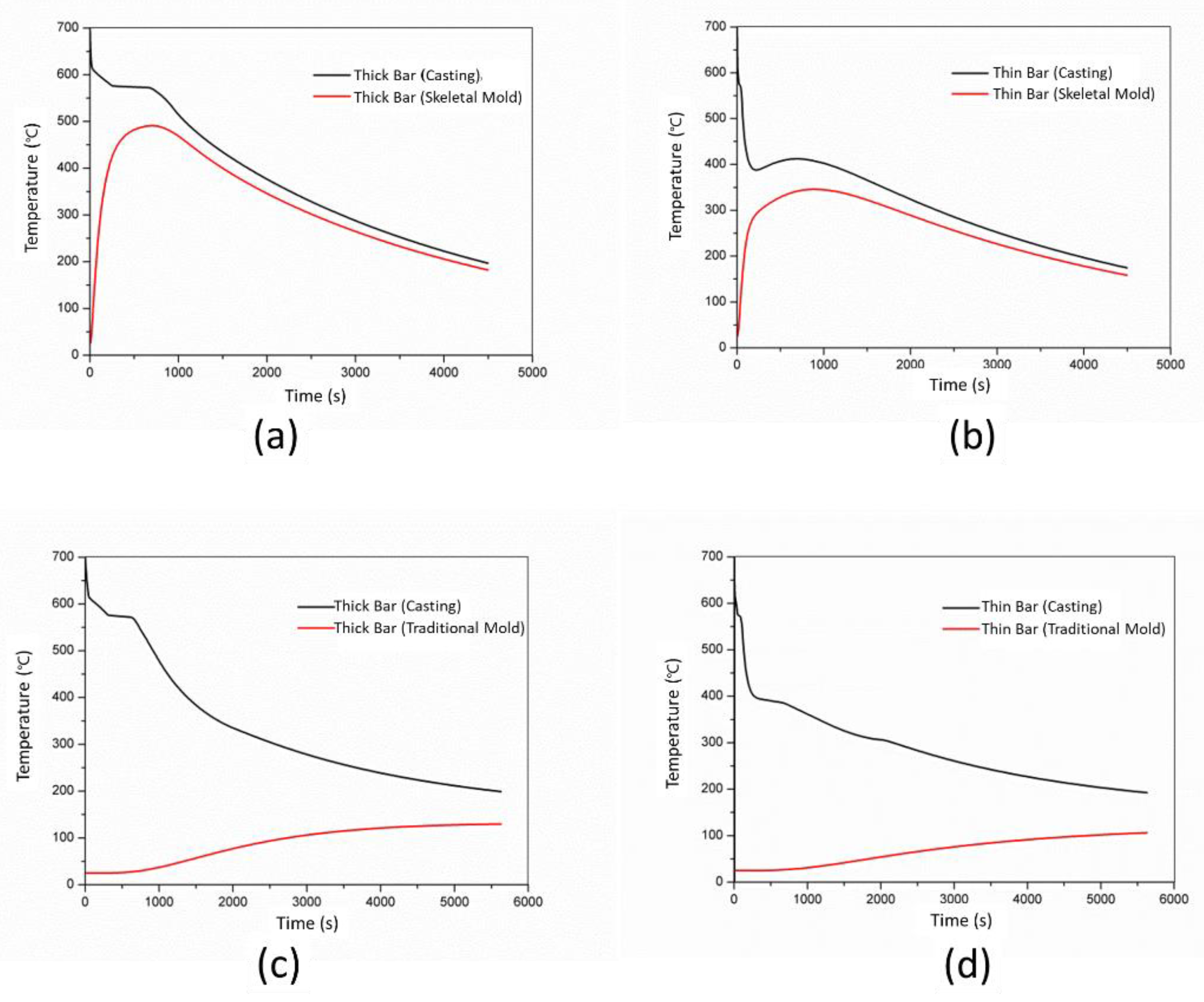
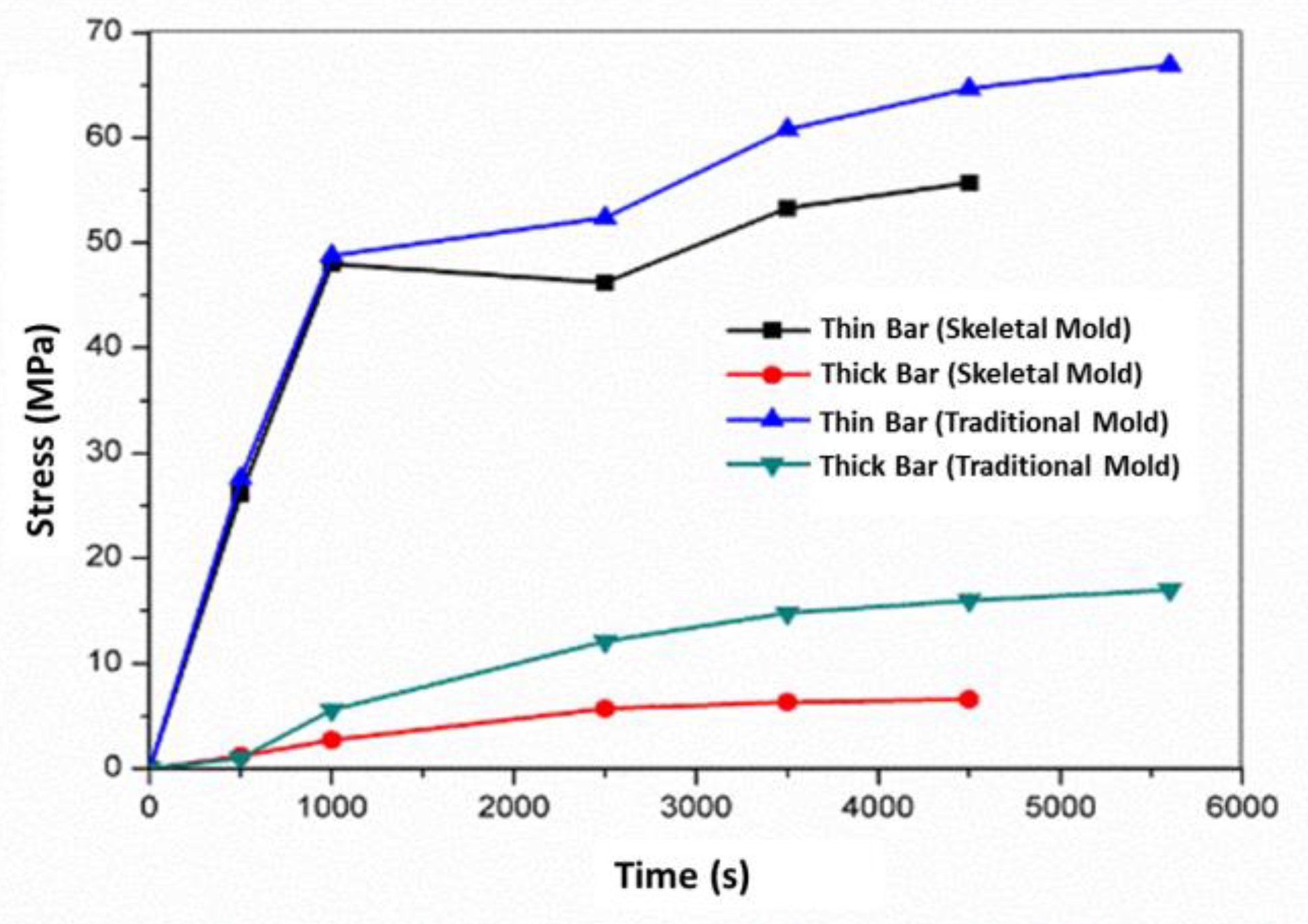
- The skeletal sand mold of the stress-frame casting reached 450 °C, and a very small temperature difference was kept with the casting. Its cooling power was almost the same during the whole cooling process; thus, it took 1200 s less time to reach shakeout temperature. Using the skeletal sand mold, the temperature difference between thick and thin bars could be reduced; thus, the residual stress and deformation of the stress frame casting could be decreased.
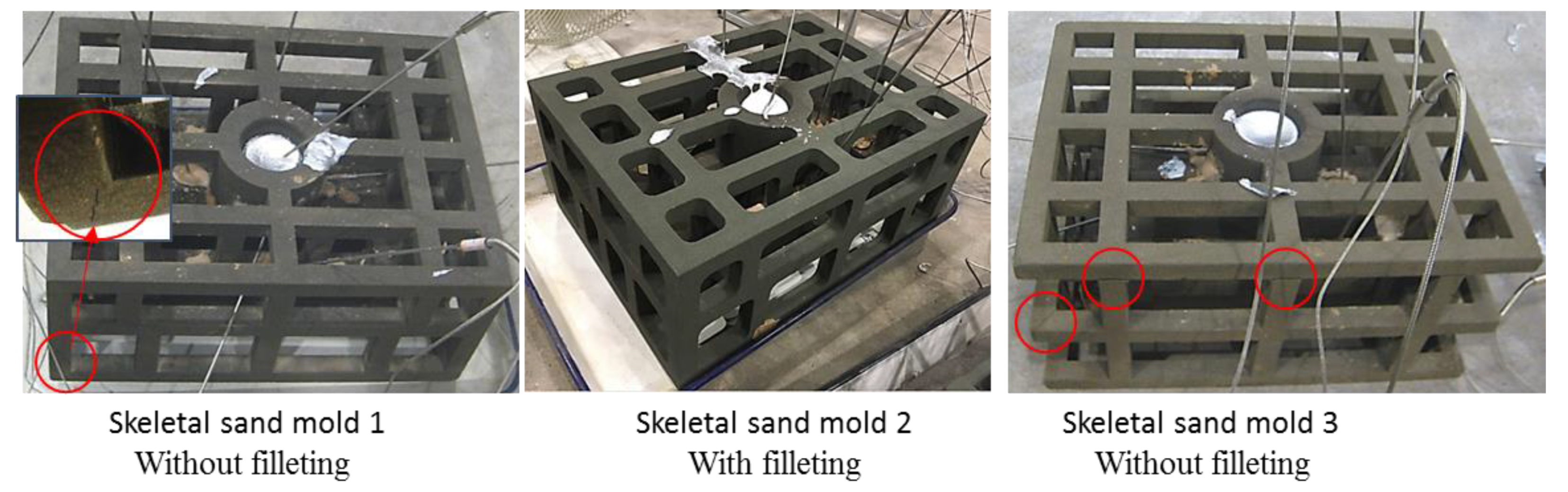
- The skeletal sand mold underwent significant stress and deformation, which made it susceptible to cracking. However, more trusses and filleting in the conjunctions of the skeletal sand mold could greatly reduce the stress and cracking tendency.
- A thicker shell led to the decrease of residual stress and deformation of sand mold, but the opposite results for the casting. Therefore, the shell thickness should be controlled to be as thin as possible to achieve less residual stress and deformation of a casting as if the skeletal sand mold could endure the casting process without the appearance of cracks.
Author Contributions
Funding
Conflicts of Interest
References
- Norwood, A.; Dickens, P.; Soar, R.; Harris, R.; Gibbons, G.; Hansell, R. Analysis of Cooling Channels Performance. Int. J. Comput. Integr. Manuf. 2004, 17, 669–678. [Google Scholar] [CrossRef]
- Karkkainen, M.; Nastac, L. Numerical Modeling of Convective Heat Transfer for Turbulent Flow in “Bubbler” Cooling Channels. JOM 2018, 71, 772–778. [Google Scholar] [CrossRef]
- Zhao, C.; Chen, H.; Yin, S. Design and Manufacturing Process of 600MW Steam Turbine High Pressure Main Steam Control Valve Body. Foundry Technol. 1997, 4, 3–5. [Google Scholar]
- Showman, R.E.; Aufderheide, R.C.; Yeomans, N.P. Advances in Thin-Wall Sand Casting. In Proceedings of the Institute of Cast Metals Engineers—67th World Foundry Congress, Harrogate, UK, 5–7 June 2006; Volume 1, pp. 430–439. [Google Scholar]
- Grassi, J.; Campbell, J.; Hartlieb, M.; Major, F. The Ablation Casting Process. Mater. Sci. Forum 2009, 618, 591–594. [Google Scholar] [CrossRef]
- Kang, J.; Rong, Y. Modeling and Simulation of Load Heating in Heat Treatment Furnaces. J. Mater. Process. Technol. 2006, 174, 109–114. [Google Scholar] [CrossRef]
- Druschitz, A.; Williams, C.; Snelling, D.; Seals, M. Additive Manufacturing Supports the Production of Complex Castings. In Shape Casting: 5th International Symposium; Springer: Cham, Switzerlands, 2014; pp. 51–57. [Google Scholar]
- Casalino, G.; De Filippis, L.; Ludovico, A. A Technical Note on the Mechanical and Physical Characterization of Selective Laser Sintered Sand for Rapid Casting. J. Mater. Process. Technol. 2005, 166, 1–8. [Google Scholar] [CrossRef]
- Van De Crommert, S.; Seitz, S.; Esser, K.K.; McAlea, K. Sand, Die and Investment Cast Parts via the SLS Selective Laser Sintering Process. Lasers Opt. Manuf. III 1997, 3102, 95–105. [Google Scholar] [CrossRef]
- Lu, Z.; Zhou, J.; Yang, D.; Jing, H.; Li, D. Rapid Fabrication Method of Pre-Research Turbine Blade Wax Precision Mould Based on 3D Printing Technology. Acta Aeronaut. Astronaut. Sin. 2015, 36, 651–660. [Google Scholar]
- Snelling, D.A.; Li, Q.; Meisel, N.; Williams, C.B.; Batra, R.C.; Druschitz, A.P. Lightweight Metal Cellular Structures Fabricated via 3D Printing of Sand Cast Molds. Adv. Eng. Mater. 2015, 17, 923–932. [Google Scholar] [CrossRef]
- Yang, L.; Harrysson, O.; Cormier, D.; West, H.; Gong, H.; Stucker, B. Additive Manufacturing of Metal Cellular Structures: Design and Fabrication. JOM 2015, 67, 608–615. [Google Scholar] [CrossRef]
- Sama, S.R.; Badamo, T.; Manogharan, G. Case Studies on Integrating 3D Sand-Printing Technology into the Production Portfolio of a Sand-Casting Foundry. Int. J. Met. 2019, 14, 12–24. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Deng, C.; Hu, Y.; Huang, T. 3D-Printed Shell-Truss Sand Mold for Aluminum Castings. J. Mater. Process. Technol. 2017, 250, 247–253. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Deng, C.; Yi, J.; Hu, Y.; Huang, T. 3D-Printed Rib-Enforced Shell Sand Mold for Aluminum Castings. Int. J. Adv. Manuf. Technol. 2018, 96, 2175–2182. [Google Scholar] [CrossRef]
- Deng, C.; Kang, J.; Shangguan, H.; Hu, Y.; Huang, T.; Liu, Z. Effects of Hollow Structures in Sand Mold Manufactured Using 3D Printing Technology. J. Mater. Process. Technol. 2018, 255, 516–523. [Google Scholar] [CrossRef]
- Tóth, J.; Svidró, J.T.; Diószegi, A.; Stevenson, D. Heat Absorption Capacity and Binder Degradation Characteristics of 3D Printed Cores Investigated by Inverse Fourier Thermal Analysis. Int. J. Met. 2016, 10, 306–314. [Google Scholar] [CrossRef]
- Xu, Y.; Kang, J.; Huang, T. Numerical Simulation of the Casting Process with Coupled Thermal and Mechanical Effects. J. Tsinghua Univ. Sci. Technol. 2008, 48, 769–772. [Google Scholar]
- Su, Y. Heat Transfer; Wuhan, Huazhong University of Science and Technology Press: Wuhan, China, 2009. [Google Scholar]
- Kang, J.; Wang, T.; Huang, T.; Liu, B. Deformation Prediction of a Heavy Hydro Turbine Blade During the Casting Process with Consideration of Martensitic Transformation. Met. Mater. Trans. A 2013, 44, 5343–5353. [Google Scholar] [CrossRef]
- Shangguan, H.; Kang, J.; Yi, J.; Zhang, X.; Wang, X.; Wang, H.; Huang, T. The Design of 3D-Printed Lattice-Reinforced Thickness-Varying Shell Molds for Castings. Materials 2018, 11, 535. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.; Zhang, J.; Liu, B.; Huang, T. Improved Thermal Stress Analysis for Castings. Int. J. Cast Met. Res. 2008, 21, 324–329. [Google Scholar] [CrossRef]
- Liu, X.G.; Kang, J.W.; Huang, T.Y.; Bian, D.T.; Zhang, L.H. Numerical Simulation of the Solidification Process of a Heavy Roll Stand for Temperature Field and Thermal Stress Field. Foundry 2006, 55, 922–926. [Google Scholar]
- Liang, Y. Physical Chemistry; Metallurgy Industry Press: Beijing, China, 1983. [Google Scholar]






































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Parameter | Value |
|---|---|---|
| A356 | Density (kg·m−3) | 2680 |
| Liquidus (°C) | 616 | |
| Solidus (°C) | 556 | |
| Sand mold | Density (kg·m−3) | 1590 |
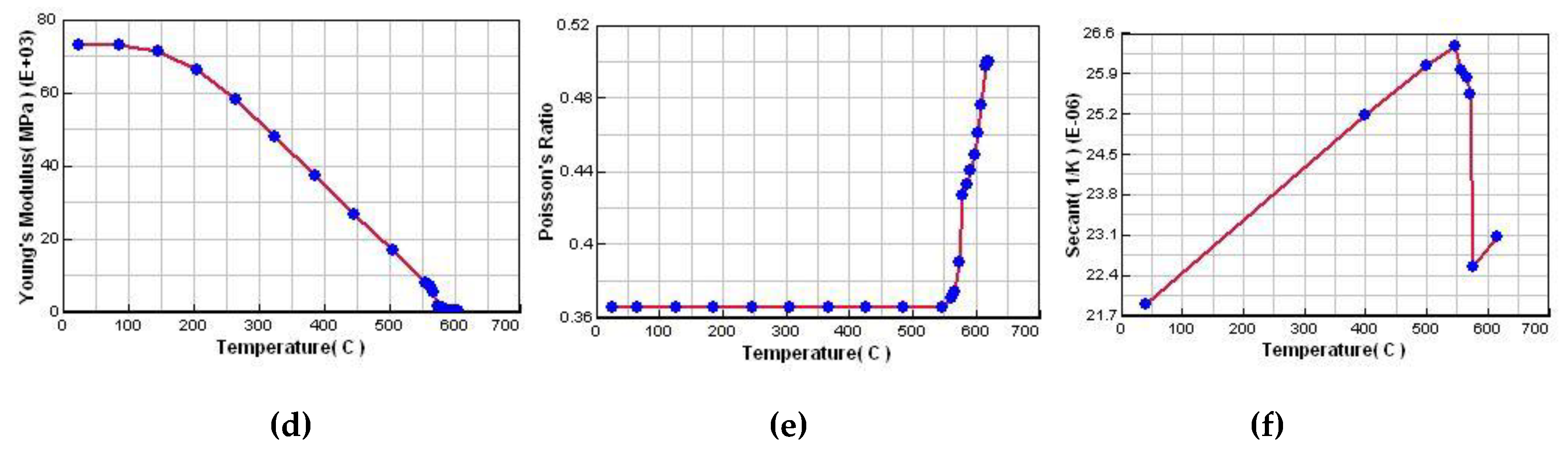
| Specific heat (Liang [24]) | ||
| Elastic modulus (MPa) | 5000 | |
| Poisson’s ratio | 0.3 | |
| Thermal expansion coefficient (K−1) | 1.33 × 10−5 | |
| Emissivity | 0.6 | |
| Casting/Sand mold | Boundary heat transfer (W·m−2·K) | 616 °C 600 556 °C 250 |
| Mold/Environment | Boundary heat transfer (W·m−2·K) | 5 |
| Type | Shell Thickness (mm) | Size of Lattice (mm) | Weight (kg) | Weight Reduction Rate (%) |
|---|---|---|---|---|
| Dense sand mold | none | none | 30 | 0 |
| Skeletal sand mold 1 | 10 | 20 × 20 | 10.2 | 66 |
| Skeletal sand mold 2 | 10 | 20 × 20 | 10.2 | 66 |
| Skeletal sand mold 3 | 10 | 20 × 20 | 10 | 66 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, J.; Wang, J.; Shangguan, H.; Zheng, L.; Deng, C.; Hu, Y.; Yi, J. Modeling and Simulation of the Casting Process with Skeletal Sand Mold. Materials 2020, 13, 1596. https://doi.org/10.3390/ma13071596
Kang J, Wang J, Shangguan H, Zheng L, Deng C, Hu Y, Yi J. Modeling and Simulation of the Casting Process with Skeletal Sand Mold. Materials. 2020; 13(7):1596. https://doi.org/10.3390/ma13071596
Chicago/Turabian StyleKang, Jinwu, Jiwu Wang, Haolong Shangguan, Lele Zheng, Chengyang Deng, Yongyi Hu, and Jihao Yi. 2020. "Modeling and Simulation of the Casting Process with Skeletal Sand Mold" Materials 13, no. 7: 1596. https://doi.org/10.3390/ma13071596
APA StyleKang, J., Wang, J., Shangguan, H., Zheng, L., Deng, C., Hu, Y., & Yi, J. (2020). Modeling and Simulation of the Casting Process with Skeletal Sand Mold. Materials, 13(7), 1596. https://doi.org/10.3390/ma13071596