1. Introduction
Asphalt pavement, as the major type of pavement, has been widely constructed in highway engineering for its good performance in improving flexibility, enhancing skid resistance, weakening stress concentration, reducing noise and dust [
1]. However, asphalt pavement is prone to some premature failures, such as rutting (especially in summer) and cracking (especially in winter) [
2]. Therefore, the performance of asphalt mixture needs to be improved and reinforced, where some modifiers include the polymer-modified materials and the fiber-modified materials are commonly used in asphalt mixtures [
3,
4,
5].
Considering that the poor stability properties of polymer-modified material requires to be further enhanced, and the polymers are more difficult to decompose and result in environmental pollution when they are wasted, the fiber modified materials, especially inorganic fibers, are the more favorable modifiers and are commonly applied [
6]. The addition of fibers does not only improve the properties of asphalt binder by adsorbing asphalt binder to avoid the bleeding of asphalt pavement in summer, but also improves the engineering properties of asphalt mixtures including viscoelasticity, dynamic modulus, moisture susceptibility, creep compliance, rutting resistance, and freeze–thaw resistance [
7,
8]. Thus, the service life of asphalt pavement can be prolonged for these benefits.
There are several fibers have been used in asphalt pavement, such as basalt fiber, lignin fiber, polyester fiber, asbestos fiber, carbon fiber, diatomite fiber, and more [
7], whereas basalt fiber, lignin fiber, polyester fiber, and asbestos fiber are the four main fibers that have been widely used in engineering applications [
9]. However, some carcinogens in asbestos fiber are volatile during application, so this fiber has been abandoned in many countries. Comparatively, basalt fiber is an eco-friendly material and possesses good performance in thermostability, physical, and mechanical properties, and chemical stability [
5]. Although some different fibers have been utilized and their good performance has been verified, comparative research between different fibers and fiber-reinforced asphalt binder in order to select the favorable fiber type are scarce.
In addition, the influence of fiber size on fiber-reinforced asphalt mixtures has been observed and some related research was conducted, where the size mainly included the diameter and length [
10,
11]. Some researchers have shown that the effect of fiber length on mixture properties is more significant than that of fiber diameter. Moreover, considering that the diameters of fibers are determined by complex technologies and are generally provided by producers, the influence of fiber length on mixture properties has been focused upon [
12]. Fiber with an excessively long length may cause a negative effect on stability and reinforcement, while fiber with a relatively shorter length will lead to the agglomeration phenomenon, caused by the nonuniform distribution. There is scarce research on the effect of fiber length on mixture performance. Therefore, a favorable fiber length is required for the fiber-reinforced asphalt mixture with a good performance.
Moreover, the optimal fiber content should be determined as well, as related experiments were conducted and the results showed that the fiber content significant influenced the performance of the asphalt binder and asphalt mixture. As for the fiber-reinforced asphalt binder, the fundamental properties, e.g., penetration, softening point, ductility, viscosity [
13], asphalt film thickness, richness modulus [
14], and rheological properties, e.g., dynamic shear modulus [
15], creep stiffness and creep rate [
16] will be changed with the addition of fiber. As for fiber-reinforced asphalt mixture, the mechanical properties, e.g., indirect tensile strength [
17,
18], engineering properties, such as high temperature rutting performance, low temperature cracking resistance performance, and moisture susceptibility performance [
19,
20,
21] are also changed with the addition of different fiber contents. Therefore, the influence of fiber content on asphalt mixture should be evaluated and the optimal fiber content should be recommended for a practical application.
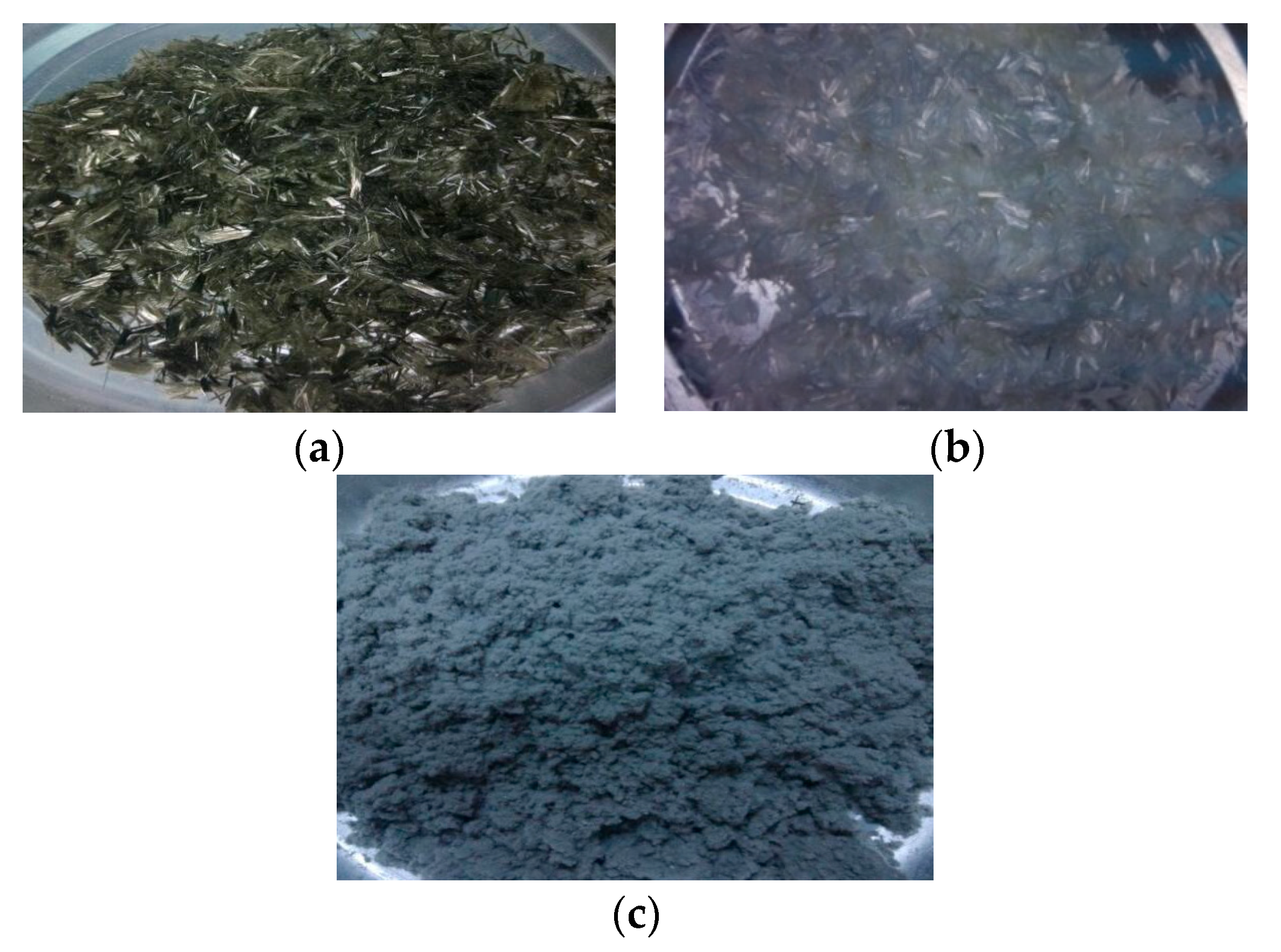
In this study, the fiber type, fiber length and fiber content as three key parameters that significantly influence the fiber-reinforced asphalt mixture performance were focused and investigated systematically. Experiments on fibers, fiber-reinforced asphalt binder, and fiber-reinforced asphalt mixture were conducted. Specifically, three kinds of fibers, namely basalt fiber, polyester fiber, and lignin fiber were selected, and fiber property tests include physical and mechanical properties test, oven heating test, water absorption test, and asphalt binder absorption test were conducted to determine the favorable fiber type, shown in
Section 3.1.1. Furthermore, three kinds of fiber-reinforced binder were prepared and then penetration test, softening point test, and ductility test were conducted to determine the favorable fiber type further, shown in
Section 3.1.2. After the favorable fiber type was determined, fiber-reinforced asphalt binders with different fiber lengths were prepared, and the mesh-basket draindown test and cone penetration test were conducted to determine the favorable fiber length, shown in
Section 3.2. Subsequently, Marshall test for the fiber-reinforced asphalt mixture was conducted under favorable fiber type and length to determine the optimum asphalt binder content under different fiber contents, shown in
Section 3.3.1. Finally, the engineering properties including high temperature rutting test, low temperature bending test, and moisture susceptibility test were verified and the optimum fiber content was determined as well, shown in
Section 3.3.2,
Section 3.3.3, and
Section 3.3.4.
3. Testing Methods
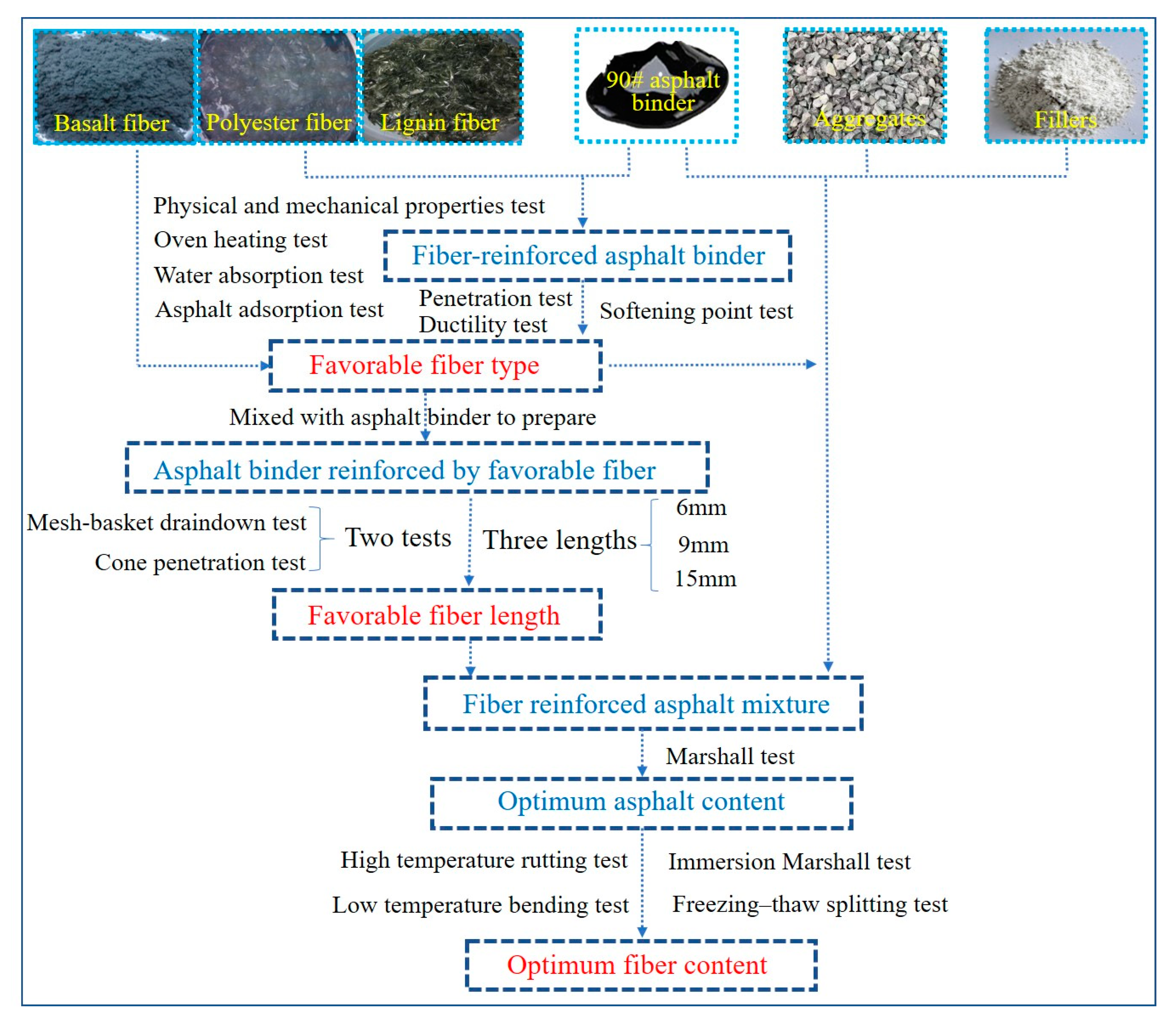
Experiments on the prepared fibers, fiber-reinforced asphalt binder, and fiber-reinforced asphalt mixture were conducted to determine the favorable parameters in terms of fiber type, fiber length, and fiber content. In this study, the flow chart of testing methods is summarized in
Figure 3.
3.1. Determination of Favorable Fiber Type
In order to determine the favorable fiber type, three kinds of fibers and three kinds of fiber-reinforced asphalt binder were prepared. The comparison among these three kinds of fibers was conducted in term of their basic properties to recommend the favorable fiber type, where physical and mechanical properties test, oven heating test, water absorption test, and asphalt binder adsorption capacity test were conducted. As for the three kinds of fiber-reinforced asphalt binder, their physical performance was measured, including penetration test, softening point test, and ductility test, where different contents (2 wt.%, 4 wt.%, 6 wt.%, 8 wt.%) for each fiber were selected.
3.1.1. Favorable Selection of Fiber Type Based on Fibers Property
1. Physical and mechanical properties test
The basic physical properties, including diameter, length, and density were measured and color of each fiber was observed visually. Moreover, the mechanical property, namely fracture strength test was also conducted to compare the ultimate strength under the traction.
2. Oven heating test
The oven heating test as a sample test is used to evaluate the thermostability of fibers, which was conducted to verify the compacity of fibers to maintain their original properties at high temperature. In this study, three kinds of fibers (10 g of each fiber) were placed separately in the oven with a constant temperature of 210 °C. After heating for 5 h, the samples were taken out. The loss weight could then be weighed and the appearance change could also be observed. During the heating process, three repeat samples were prepared and tested for each fiber type.
3. Water absorption test
Low water absorption is key to ensure that fiber-reinforced asphalt mixture is protected from moisture damage during the service stage. The water absorption test was conducted for each fiber. The basic procedures were described as follows: each of fiber sample with 11 g weight was prepared and placed in a dry beaker. Subsequently, the prepared samples were exposed in air in a curing chamber for 2 days, where the relative humidity was set at 90% and the temperature was set as 20 °C. Afterwards, the total weight for each sample was measured and the absorbed water could be calculated. It should be noted that three repeat samples were tested for each fiber.
4. Asphalt binder adsorption test
A good performance in binder absorption property is key to ensure the good compatibility between fibers and asphalt binder, and it can also prevent the bleeding of fiber-reinforced asphalt mixtures in summer. The asphalt binder adsorption test was conducted by a JJYMX-1 fiber binder absorption measurement apparatus. The procedures were as follows: (1) three kinds of dry fibers were prepared in a vessel with 5 g weight for each of them (where the mass of fibers is
m1); (2) an asphalt binder with 100 g weight was poured into the vessel and was steadily stirred by a glass rod to mix them together for 15 min and then maintained for 5 min; (3) the mass of the sample sieve was weighed as
m2 and was stalled in the binder absorption measurement apparatus; (4) the prepared mix was placed on sample sieve; (5) the apparatus was initiated and worked normally for 10 min and then stopped immediately; (6) the sample sieve was taken down and was weighted as
m3 (where the mass of
m3 included the weight of sieve and fibers with adsorption of asphalt binder). According to the procedures, the adsorption ratio φ of fiber to binder can be calculated as:
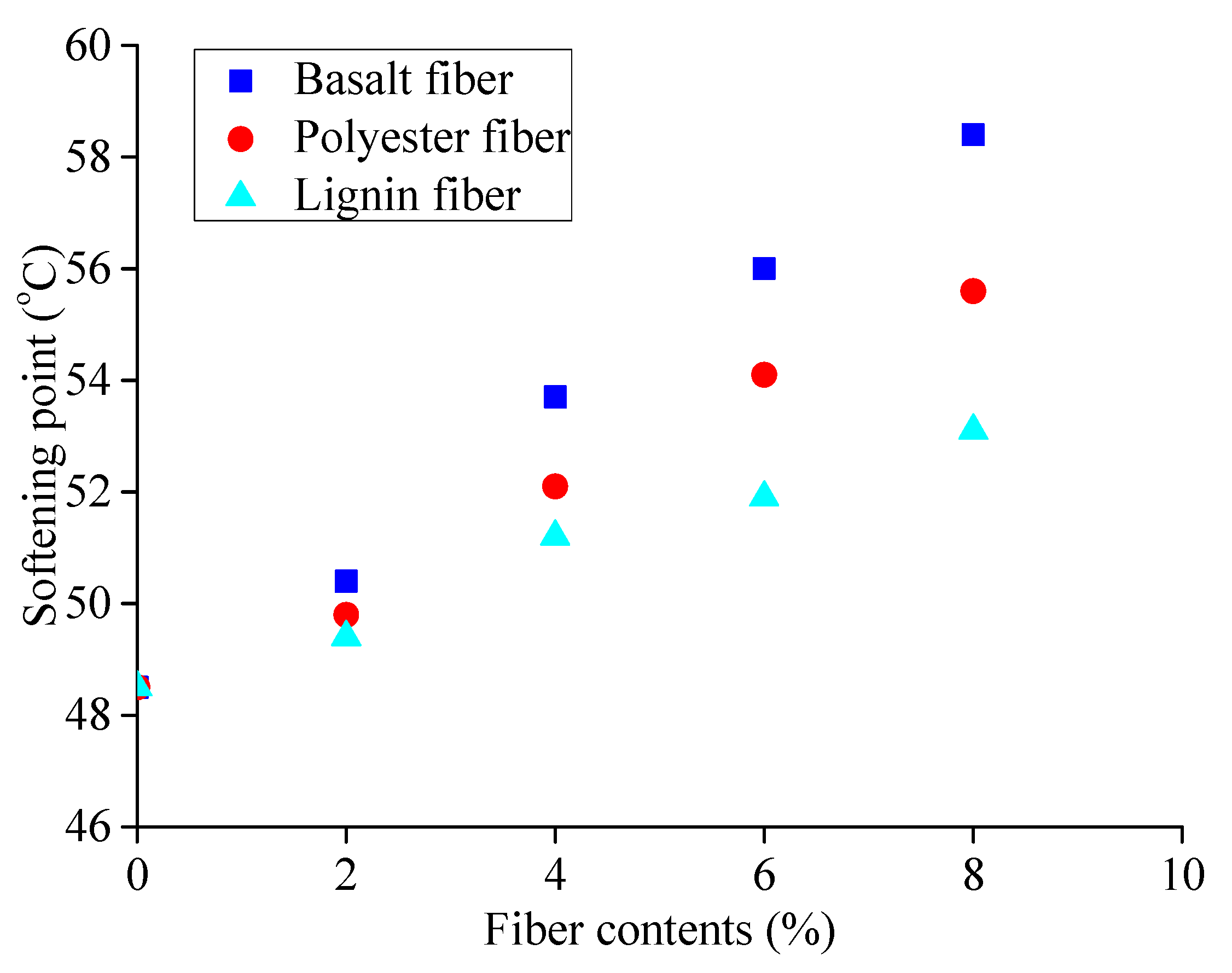
3.1.2. Favorable Selection of Fiber Type Based on Fiber-Reinforced Asphalt Binder Performance
Three kinds of fiber-reinforced asphalt binder were prepared according to
Section 2.2.1. Afterwards, the penetration test, the softening point test, and the ductility test were conducted according to ASTM D5-97 standard [
23], ASTM D36-95 standard [
24], and ASTM D113-99 standards [
25], respectively.
According to the test results, the favorable fiber type can be deduced. Afterwards, the favorable fiber type will be selected eventually by combining two categories of results based on fiber properties and fiber-reinforced asphalt binder performance.
3.2. Determination of Favorable Fiber Length
After the favorable fiber type was determined, the favorable length needed to be determined for good performance after adding fiber into the asphalt binder and then the asphalt mixture. In this study, two experiments were conducted under three different lengths (6, 9, and 15 mm) to determine the favorable length of the favorable fiber based on the prepared fiber-reinforced asphalt binder, namely, the mesh-basket draindown test and cone penetration test.
3.2.1. Mesh-Basket Draindown Test
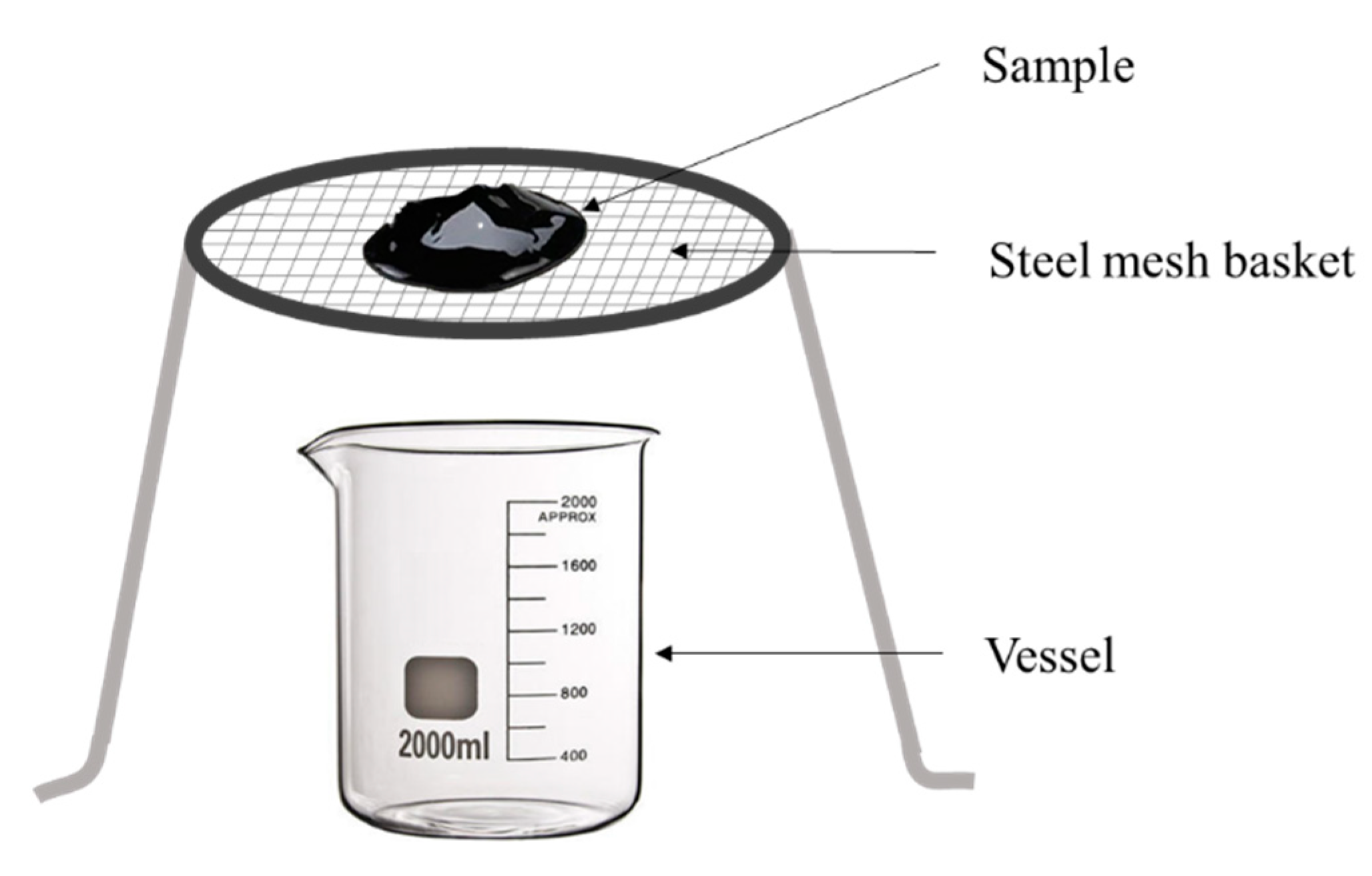
The mesh-basket draindown test was initially proposed by Tongji university and has been used widely as an effective method to determine the adsorption of fibers to asphalt binder and the stabilization of fiber-reinforced asphalt binder [
5]. The schematic diagram of this device is shown in
Figure 4, mainly consisting of sample, steel mesh basket, and a vessel for dropping fiber-reinforced asphalt binder collection. During the process, the favorable fiber type determined from
Section 3.1 with 10 g (10 wt.%) and 100 g asphalt binder was selected and mixed together according to procedures described in
Section 2.2, where different lengths of fibers were selected to investigate the influence of fiber length on fiber-reinforced asphalt binder properties. After the sample was mixed and prepared, it was placed on a stainless-steel mesh basket (where the size of sieve was set as 0.25 mm), and then the prepared sample with the mesh basket was placed in the oven at 25 °C for 1 h. After the sample was completely cooled, the weight of sample could be measured. Afterwards, three repeat samples with mesh baskets were heated at 130 °C, 160 °C, 190 °C for 1h, respectively. During this heating process, the separated weight of the asphalt binder from the prepared sample could be measured every 30 min, thus the mass loss rate of the sample could be calculated by the following equation:
where
is mass loss rate,
mL is average mass loss of the measurement after 30 and 60 min heating, and
m0 is the initial mass before heated.
To ensure the accuracy of the measured results, the tests with three same samples were conducted under each temperature and the average values for the fiber-reinforced asphalt binder could be calculated. The mass loss rate can be used to reflect the adsorption of fibers to asphalt binder. A good performance in adsorption properties can be achieved with a relatively low mass loss rate.
3.2.2. Cone Penetration Test
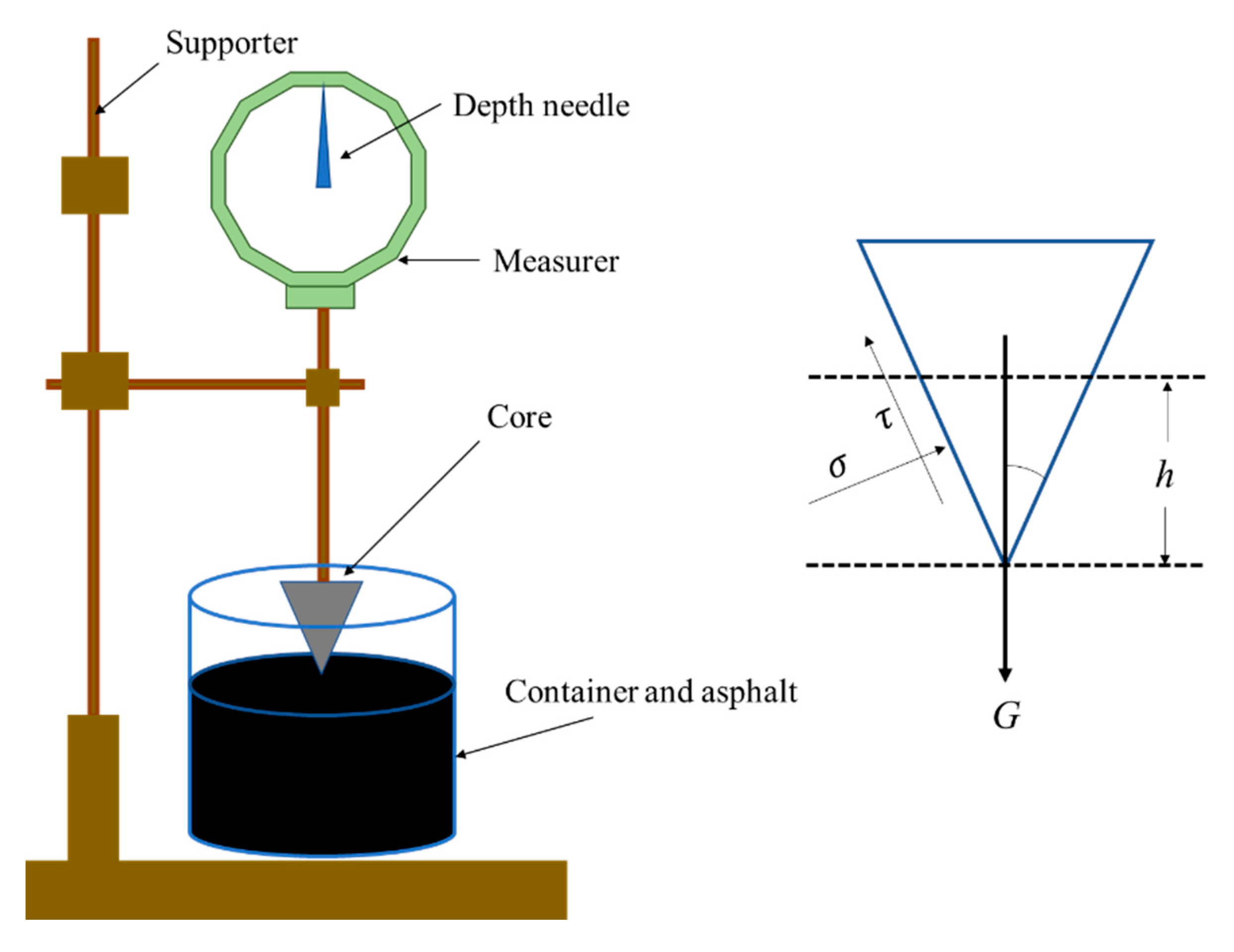
The cone penetration test was designed to evaluate the resistance to flow and shear for the fiber-reinforced asphalt binder. The schematic diagram of the cone penetration test was depicted as shown in
Figure 5 [
21]. The procedures of the test include: an asphalt binder of 500 g and a type of fiber of 50 g (10 wt.%) with different lengths were mixed together according to the steps in
Section 2.2. Afterwards, the prepared fiber-reinforced asphalt binder sample was poured into an iron vessel steadily with the aid of a funnel to form a uniform distributed mix in the vessel. Subsequently, the sample in the vessel was maintained at room temperature for 50 min until it cooled, and then it was immersed into water with a constant temperature of 25 °C for about 1 h. Later, the sample was removed from water and put beneath the cone. The iron cone weighing 500 g was released from the sample surface. Afterwards, the cone would penetrate into the sample gradually until it reached a stable state for the visco-elastic-plastic property of asphalt binder. During this sink process, the sink depth of cone was recorded. According to the force balance theory (the right part of
Figure 4), the shear stress
τ (kPa) of the fiber-reinforced asphalt binder at the tangential direction to the cone surface can be calculated as follows:
where
W is the weight of the cone (5 kN),
h is the sink depth of the cone (m), and
is the cone angle (30°). In order to obtain a reliable result, three repeat samples were prepared for the determination of the favorable fiber length. Obviously, a large shear stress
is favored for fiber-reinforced asphalt binder.
Based on results from mesh-basket draindown test and cone penetration test, the favorable fiber length can be determined by comparing the adsorption of fiber to asphalt binder and shear stress of fiber-reinforced asphalt binder with different fiber lengths.
3.3. Determination of Optimum Fiber Content and Verification of Engineering Properties
After the favorable type and the favorable length of the fiber was determined, the gradation of AC-16 was selected to prepare the fiber modified asphalt mixture. Different contents of fiber were selected, and then the Marshall test was conducted to determine the optimum asphalt binder content with different fiber contents. Afterwards, the engineering properties were investigated and verified, including the high temperature rutting test, low temperature bending test, and moisture susceptibility test. In this study, three repeat specimens were prepared for each engineering property verification.
3.3.1. Determination of Optimum Asphalt Binder Content
The optimum asphalt binder contents for fiber-reinforced asphalt mixture with different fiber contents were determined by the Marshall method. In this study, six fiber contents were selected, namely 0 wt.% (as control group), 0.2 wt.%, 0.3 wt.%, 0.4 wt.%, 0.5wt.%, and 0.6 wt.%. Before the test, the Marshall specimens needed to be prepared. The procedures of this were as follows: (1) The total quality of asphalt mixtures was determined by the height of the Marshall specimens, and then the contents of asphalt binder, fibers, and each component for aggregates was determined; (2) The aggregates and fillers were put in the oven under 175 °C for 4 h, and the fibers and asphalt binder were heated to 105 °C and 165 °C, respectively; (3) Aggregates were poured into mixing pot at 175 °C, and then fibers were put into aggregates and stirred for 30 s to keep a good homogeneity with aggregates, followed by the addition of the asphalt binder and stirring for 60 s, and the mineral fillers were finally added and stirred for 90 s. (4) The prepared loose mixtures were put into a standard Marshall mould and underwent the Marshall compaction procedure, namely double-sided compaction for 75 blows, and then they were cooled at room temperature for 24 h for demoulding. The graphical procedures of Marshall specimen preparation are shown in
Figure 6.
After the Marshall specimens were prepared, the Marshall test could be conducted according to the ASTM D1559 standard [
26]. As for the contents of each fiber, five different asphalt binder contents, namely asphalt binder contents vary from 3.4%–5% with 0.4% as interval, were selected to conduct the Marshall test. Afterwards, the physical and mechanical parameters could be obtained to calculate the optimum asphalt binder content under different fiber contents.
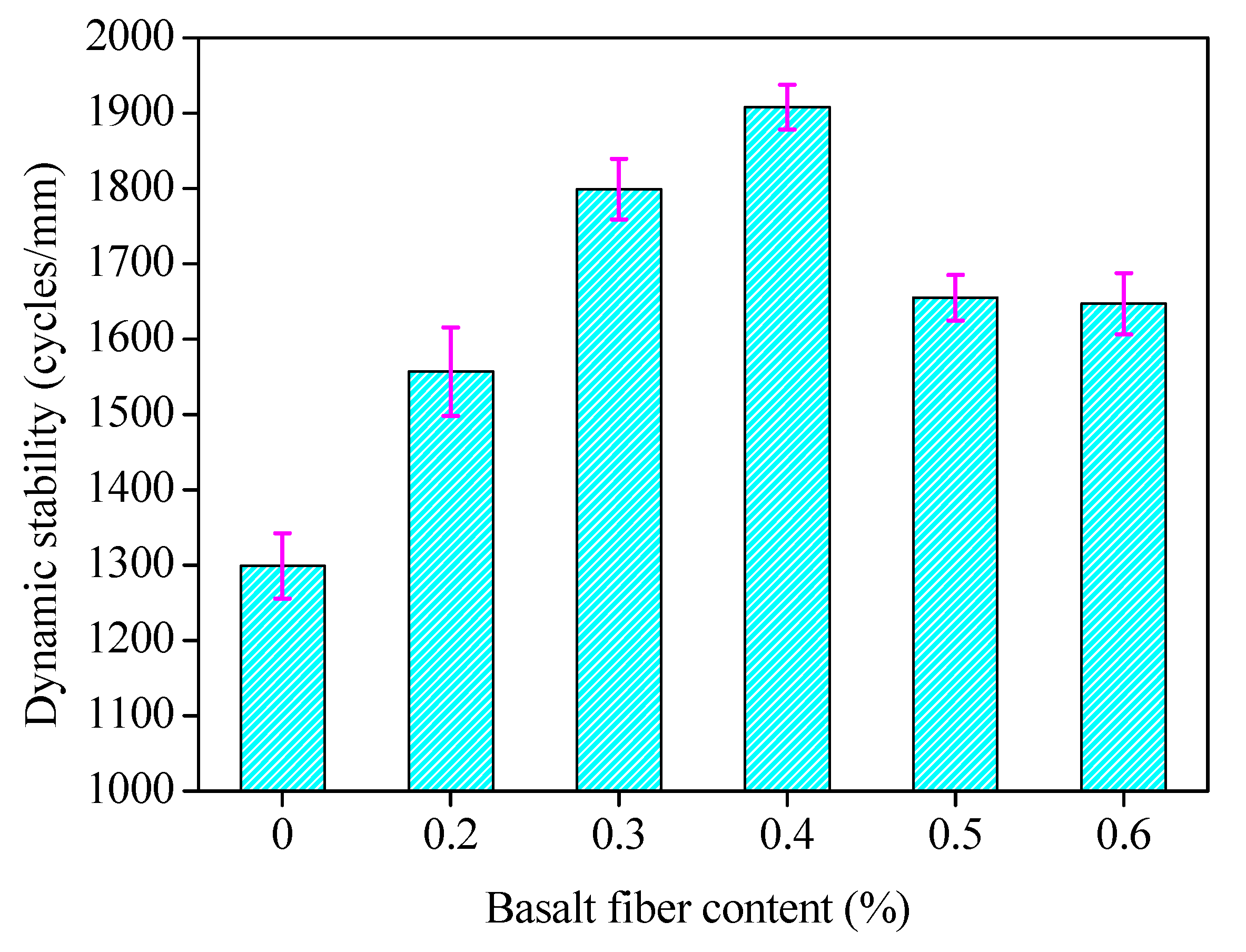
3.3.2. High Temperature Rutting Test
Asphalt pavement is prone to accumulate permanent deformation under repeated vehicle moving loads, especially in high temperature environments in summer, causing rutting. In order to obtain a good performance in resisting permanent deformation, the adequate high temperature performance is required for the asphalt mixture, as well as the fiber-reinforced asphalt mixture. Generally, the wheel tracking test has been widely used to evaluate the high temperature stability properties of different asphalt mixtures [
27]. The rutting test process in this study was shown in
Figure 7.
During the test process, the square slab specimens (300 mm × 300 mm × 50 mm) were prepared under the optimum asphalt binder contents obtained in
Section 3.3.1, the obtained aggregates gradation in
Section 2.2.2, and the favorable fiber type and length in
Section 3.1 and
Section 3.2 according to the Marshall test requirement. During the rutting test process, the specimens were first put in a room with a constant temperature of 60 ± 0.5 °C for 24 h. Subsequently, the samples were loaded with a solid rubber tire wheel (the contact stress was 0.7 MPa), where the traveling distance was 230 ± 10 mm, and the running speed was 42 cycles/min. The whole test process, including the loading and rolling process, was carried out for 60 min. After the test was completed, the dynamic stability (
DS) could be calculated according the recorded data during the testing process, and the equation is shown as follows:
where
DS is the dynamic stability of specimens (cycles/mm); 15 is the time difference between 60 min and 45 min (min); 42 is the running speed (cycles/min);
d60 and
d45 is the tracking depth (mm) of specimen surface at 60 min and 45 min, respectively.
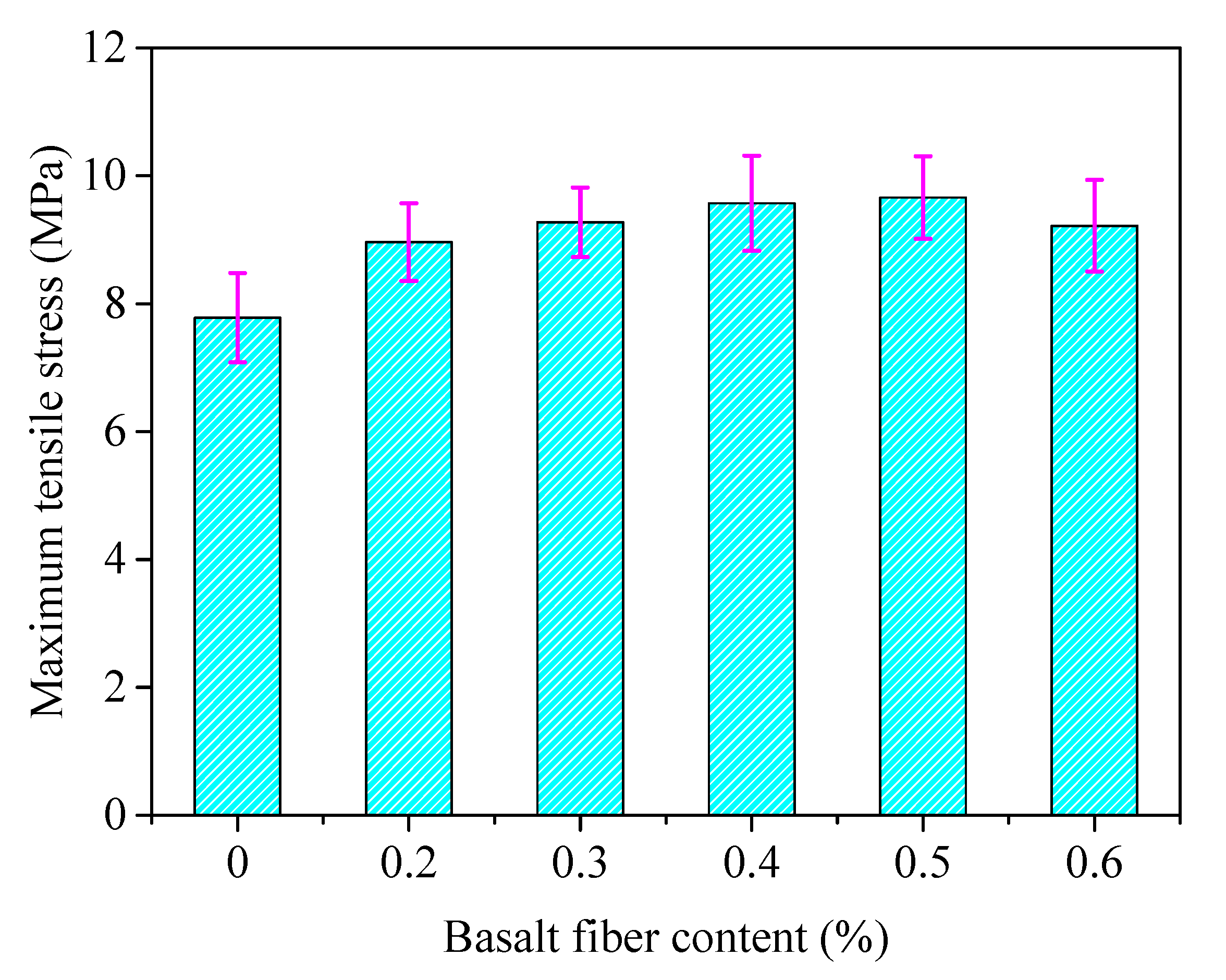
3.3.3. Low Temperature Bending Test
In order to have good cracking resistance for fiber-reinforced asphalt mixture under low temperature, especially in winter, the bending test, as a widely used method, was conducted to evaluate the performance of asphalt mixtures with different fiber contents [
27]. The low temperature bending test is shown in
Figure 8.
The specimens used for the bending test were prepared initially with a size of 40 mm × 40 mm × 240 mm. Afterwards, the specimens were maintained in an environmental chamber at −10 °C for 6 h. Then, the specimens were placed on the closed-loop controlled servohydraulic MTS 810 material test system (MTS Systems Corporation, Minneapolis, USA). After that, the three-point flexural loading method was adopted, where the span length was set as 200 mm, the loading rate was set as 20 mm/min, and the test temperature was set as −10 °C. During the test process, the maximum load and the mid-span deflection at the specimen failure could be recorded. Thus, the maximum tensile stress and the maximum strain at mid-span can be calculated by the following equations:
where
RB is the maximum tensile stress (MPa);
is the maximum strain,
L is the span length (mm);
PB is the maximum load at failure (N);
b is the width of the cross section (mm);
h is the height of the cross section (mm);
d is the mid-span deflection at the specimen failure (mm).
3.3.4. Moisture Susceptibility Test
Asphalt as a binder is the key component in asphalt mixture to connect the aggregates together to form a framework. However, the interface between the asphalt binder and aggregate is prone to damage under moisture, as the affinity of water to aggregate is better than binder to aggregate. In order to have a good performance under moisture, the fiber-reinforced asphalt mixture’s performance of moisture susceptibility should be verified. The immersion Marshall test and freeze–thaw splitting test, two widely used methods, were conducted in this study to investigate the performance of moisture susceptibility in fiber-reinforced asphalt mixtures with different contents.
1. Immersion Marshall test
During the immersion Marshall test (T 0709-2011) [
27], eight specimens of fiber-reinforced asphalt mixture with different fiber contents were prepared and then were divided into two groups, one group (namely four specimens for each fiber content) was immersed into water for 30 min at 60 °C, another was immersed into water for 48 h at 60 °C. Afterwards, the Marshall test was conducted for each specimen, and the residual stability (
MS0) was calculated according to the Marshall stability values for former and latter group.
2. Freeze–thaw splitting test
Similar to immersion Marshall test, the freeze–thaw cycling test was conducted for prepared Marshall specimens in the two groups, where each group has four specimens (AASHTO T-283) [
28]. One group was be maintained at room temperature during the test preparation. Another group was vacuumed in water for 15 min, and then was put in a water bath (where the water temperature was set to −18 °C) for 16 h. Subsequently, the frozen group was thawed in the water bath at 60 °C for 24 h. Afterwards, all specimens, including the two groups, were put in water bath for 2 h at 25 °C. Finally, the indirect tensile test (splitting test) was conducted with a loading rate of 50 mm/min for all specimens and the indirect tensile strength could be determined. The moisture susceptibility can be evaluated by using the tensile strength ratio (
TSR), which can be calculated based on the equation as following:
where
TSR is the tensile strength ratio (%);
RT2 is the average tensile strength of specimens for unconditioned group (MPa);
RT1 is the average tensile strength of specimens for the group with a freeze–thaw cycle (MPa).
According to the results of the engineering properties for fiber-reinforced asphalt mixtures with different fiber contents, the optimum fiber content was obtained and the engineering properties will be verified in the following.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}