3.1. Energy Related Resolution
Green parts: As already stated by Mitteramskogler et al. [
24] and Ozog et al. [
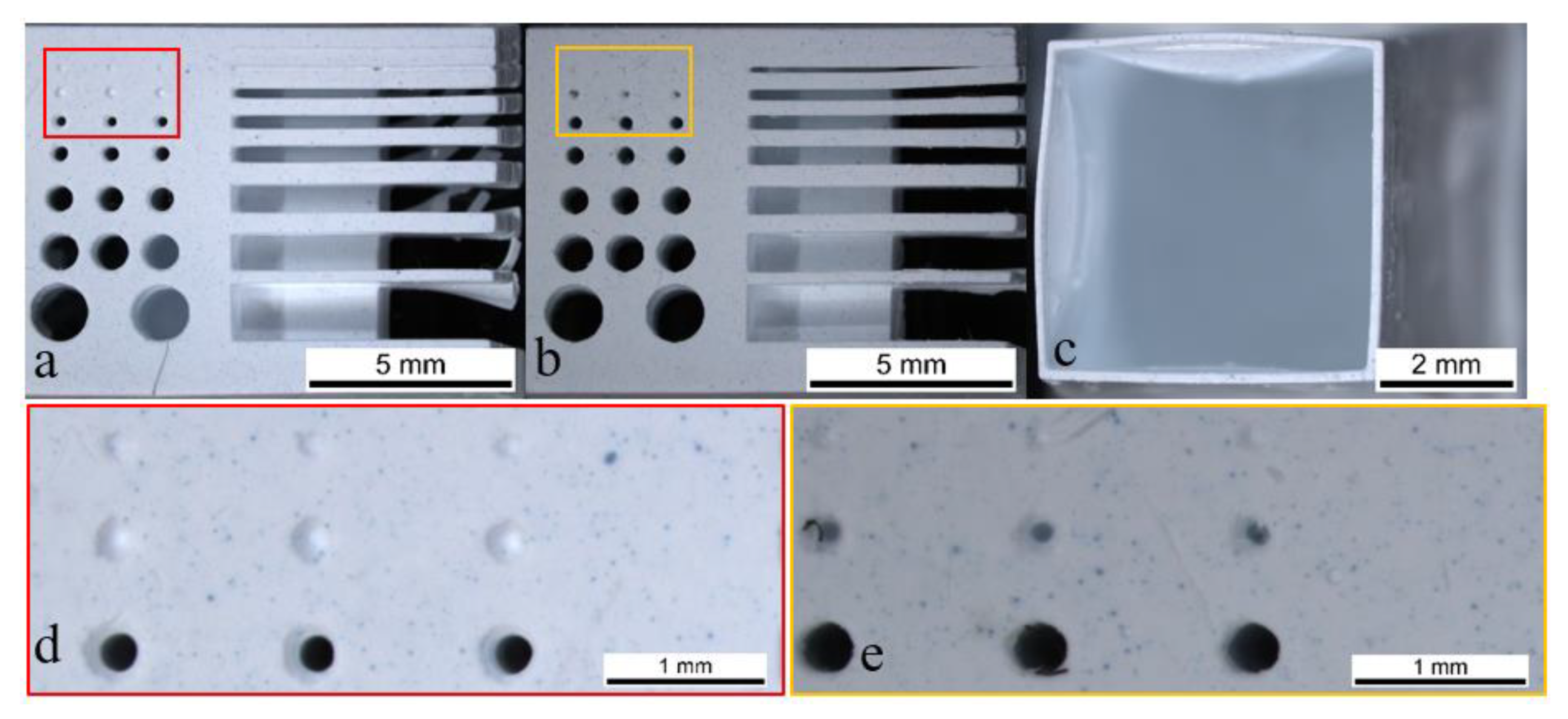
26], the dimensional accuracy strongly depends on the exposure energy applied. For the energy-related resolution, the suggested values were investigated, and values were below those recommended. These experiments were carried out with a layer thickness of 25 μm. The green resolution plates (Set 1) for 105 and 83 mJ/cm
2 can be seen in
Figure 4a,b. The smallest printable cube cup with 105 mJ/cm
2 is shown in
Figure 4c.
A difference concerning the printability of holes and gaps can already be seen when comparing
Figure 4a,b. In the case of 105 mJ/cm
2 there are only indications where the 0.3 mm holes should be present, whereas in the case of 83 mJ/cm
2 the holes even go through the whole body (highlighted in the red and yellow rectangle and visualized in
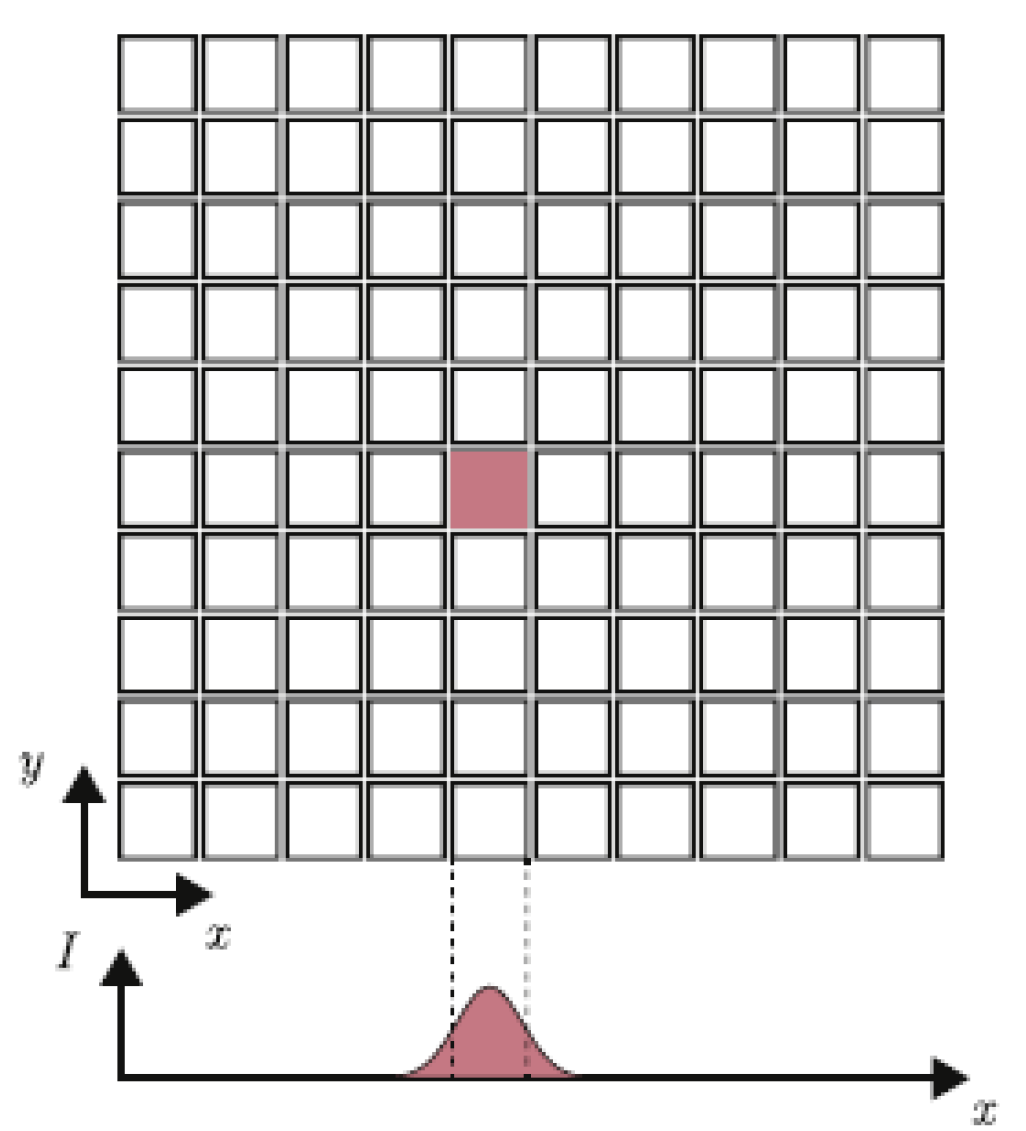
Figure 4d,e). This phenomenon can be explained by the scattering of light, which leads to a broadening of the exposed area, as explained in the introduction (
Figure 1). Reactions in x and y directions are initiated, leading to an over-polymerization, and therefore to an over-sized part, which with holes and gaps makes the element smaller than anticipated. In the case of holes being present, this effect is even amplified by capillary forces that will trap the slurry in a hole instead of overcoming gravity forces and flowing out. Moreover, it should be taken into account that the scattering of the particles can enhance this over-polymerization effect, decreasing the hole/gap size and increasing the wall thickness. It is important to highlight that even if the used energy is lower than the recommended range by the supplier, the best results were obtained at 83 mJ/cm
2; it is possible to print parts with holes with 0.3 mm diameters and gaps 0.2 mm in width. In the case of the walls, the problem mentioned before about their stability can be seen in
Figure 4c. The 100 μm cube cup (CAD value) could be printed but the top view indicates a deformation of two of the four walls, attributable to the build-up process. The very thin and fragile walls are pushed into a high viscous slurry and drawn out of it again several times. After the process, these thin walls could be bended by little manual force and the cleaning process, which was rather challenging because the cups walls tend to flap during the air-supported cleaning. Additionally, the thinner the wall, the smaller the contact area between layers that ensures their adhesion. The thinnest printable wall was of 100 μm because the 75 μm one (CAD values) could not be printed, as the layers delaminated during the printing process, leading to a damaged part. A way to counter this problem would be to target a greater stability for the green part, which could be achieved by, e.g., a different reactive binder or a higher content of cross linker. As this investigation was conducted on a commercial product, the authors did not consider these changes. The deviations of the measured dimensions of the green parts from the CAD design are shown in
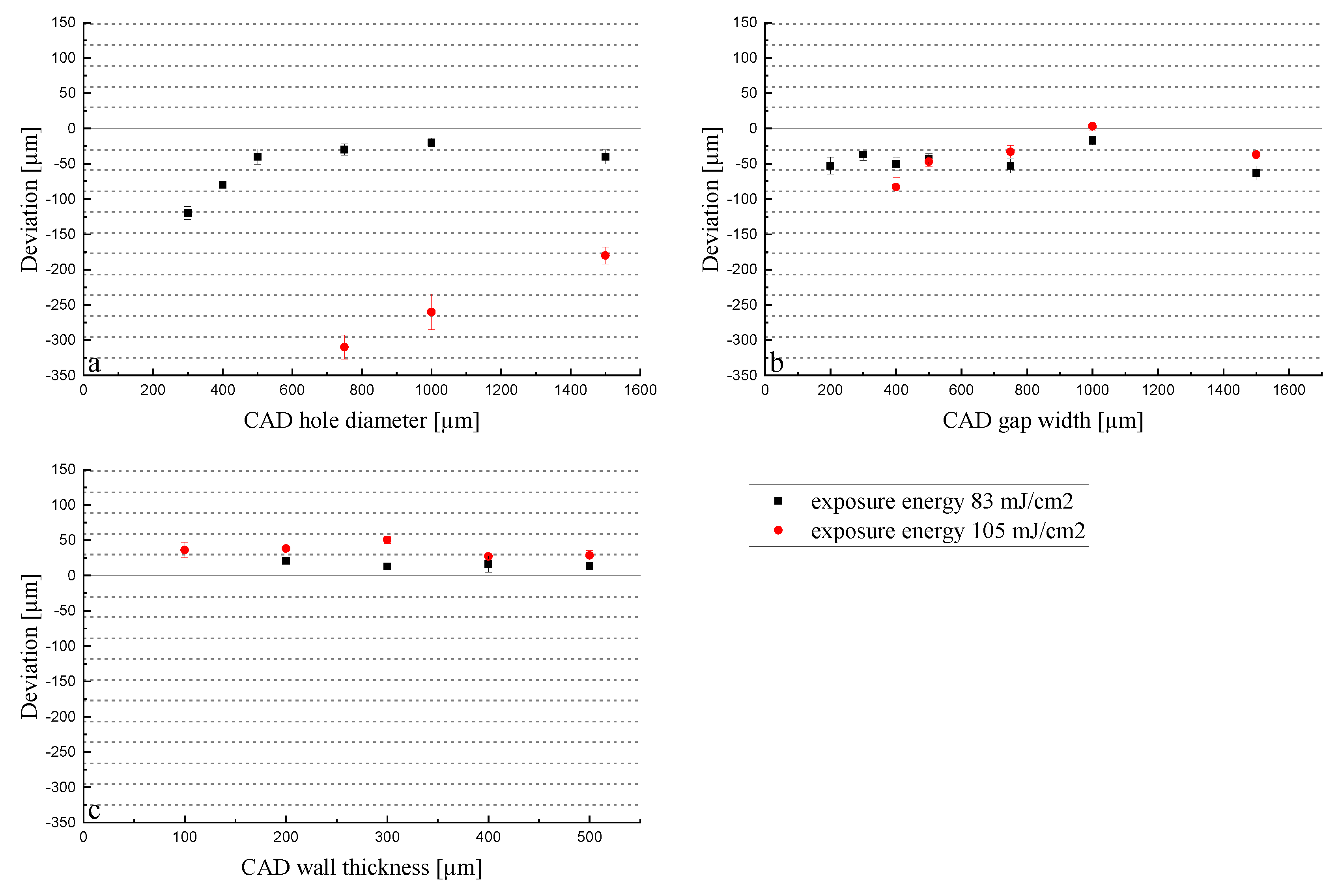
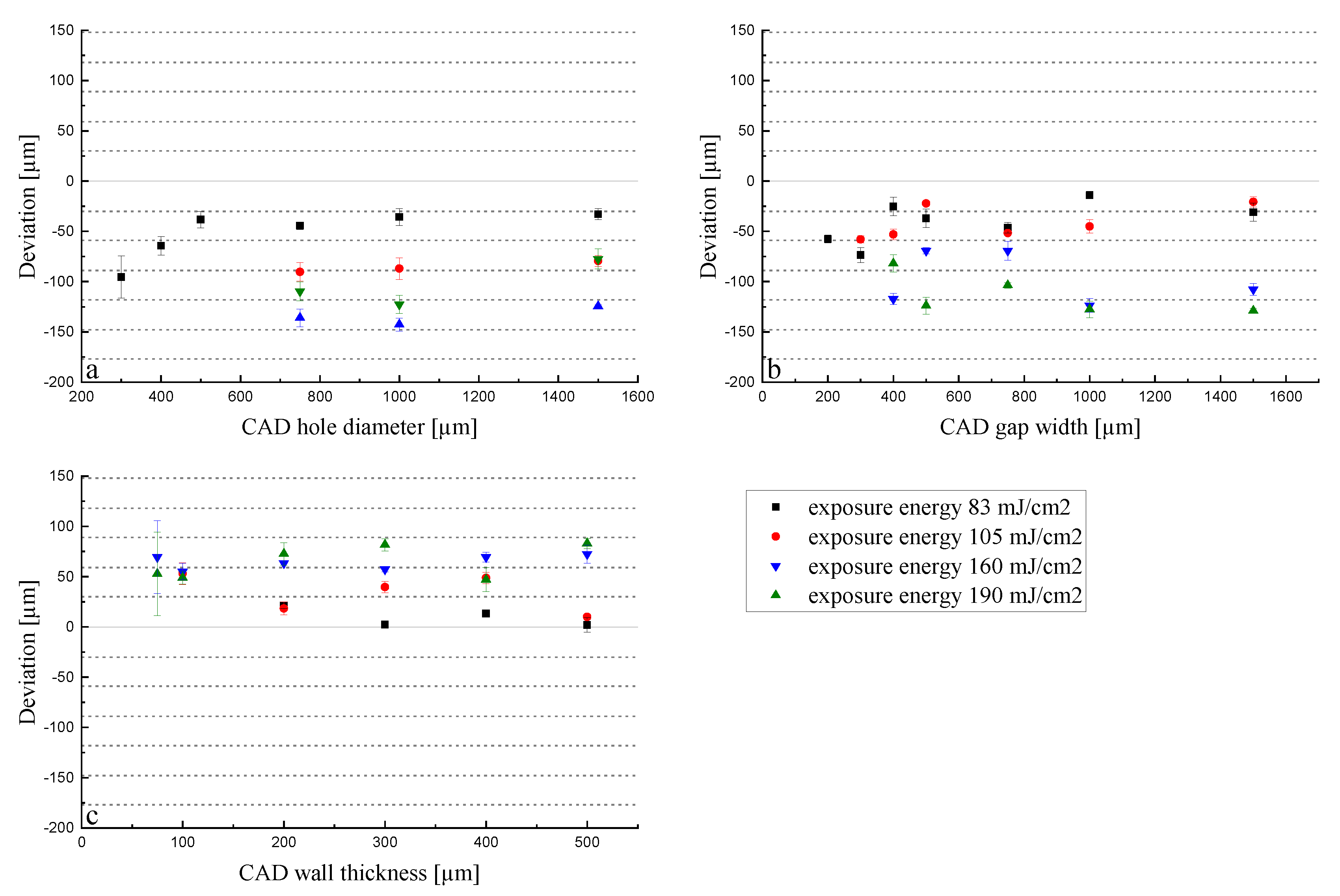
Figure 5.
The absolute deviation for holes is bigger than the ones for gaps and walls, but gets smaller as the diameter increases. Regarding gaps and walls, there is not a clear trend, and this effect was not observed; the deviation remained unaffected by the size set in the CAD model. Moreover, the absolute deviation for all experiments increases with a bigger energy dose, although in the gaps this effect is not so clear; minimal differences could be found, and only below 500 µm. Contrary to holes and gaps, walls turned out larger than the CAD, which is given by the positive deviation. This is in agreement with the scattering effect, as in the case of holes and gaps, the dimensions of the non-polymerized area are of interest (smaller because of the scattering and due to that, negative deviation), whereas in case of the walls, the polymerized material is relevant (the scattering of the light promotes the polymerization of neighboring pixels enlarging the dimensions, leading to a positive deviation). In the case of holes and walls, the lower energy dose of 83 mJ/cm
2 leads to a significantly lower deviation. Moreover, the deviations in
Figure 5 often correlate with the pixel size of 40 μm (dotted lines). This trend is especially visible in the diameters of holes printed with 83 mJ/cm
2. This indicates that the software has the tendency to expose pixels where only a fraction of the slice should be exposed. This results in a very regular deviation for the lowest exposure energy of 83 mJ/cm
2. When observing, e.g.,
Figure 5c, the 100 µm wall thickness exposed with 105 mJ/cm
2 resulted in a thickness of 136 µm. This indicates that not only was 120 µm (namely 3 pixels in width) exposed, but a certain amount of over-polymerization occurred as well. Following this logic, the 200 µm wall thickness should have a smaller deviation because it divides evenly with the 40 µm pixel size, but again we observe a similar deviation as for the 100 µm wall thickness (238 µm with 105 mJ/cm
2). These errors can be explained by the position of the CAD model in the print file and the pixels. A part edge does not necessarily fall on a pixel border. In this case, the software has to decide whether to expose a pixel or not. If the pixel is exposed, the part is already produced larger without even considering the above-mentioned cross-talk and scattering effects that will lead to bigger parts.
When the ranges of the deviations (x-axes) in
Figure 5 are compared, the error of the capillary effect can be observed in case of the holes. This effect strongly affects the printability of smaller holes, as the capillary force overpowers the gravitational force of the slurry. As a result, the slurry remains in the tube instead of flowing out. Later, the fabrication of further layers may also polymerize the liquid that remained in the tube and therefore close it even more and leading to big deviation to the desired diameter. Additionally, larger holes tend to show a smaller deviation with increasing size, which is also in good agreement with the capillary rise of liquids in columns with wider diameters. Therefore, the larger the hole, the smaller the relative and absolute deviation from the CAD design. In the case of the exposure energy of 83 mJ/cm
2, the deviations converge to a value of about −50 μm for 500 μm holes and larger. This convergence is less clear for gaps, as the capillary effect is not affecting the smaller gaps, as in case of the holes. As expected, there is no convergence for walls.
Sintered parts: The parts with shrinkage compensation (Set 2) were printed with the energies of 83, 105, 160, and 190 mJ/cm
2 to investigate the energy area suggested by the supplier. The deviations of the measured dimensions for the sintered parts are shown in
Figure 6.
For all conducted experiments it is apparent that the absolute deviation increases with energy dose. The suggested values of 160 and 190 mJ/cm
2 resulted in a large deviation across all diameters, gaps, and thicknesses, indicating that the over-polymerization effect is more predominant in comparison to the capillary effect. Smaller walls down to 150 μm could be printed, but a larger deviation from the desired value was observed. Contrary to holes, this deviation did not increase as significantly with higher exposure energy but is still visible. This is attributable to the space between the individual elements. In the case of holes and gaps, the small distance between exposed pixels enhances polymerization inside the hole/gap, whereas in the case of walls, the cups were positioned 6 mm apart, and after approximately 80 μm (
Figure 6c) from the part’s edge, the reactions stop. This is related to the mobility of the free radicals and the attenuation of light. The mobility of the free radicals is restricted more and more by the rise of viscosity and results in a quick drop of the polymerization. Further, the light is attenuated by absorption, so reactions are not initiated as the probability of the photoinitiator being activated by light significantly lowers. The deviation of the printed holes (
Figure 6a) is not dependent on the diameter, as can also be seen in the green bodies (
Figure 5a, from a 500 µm diameter). This could be explained by the residues of slurry in the smaller holes of the green part, as the cleaning is a critical point of the procedure and should be treated as such. A more intense cleaning of the printed parts by, e.g., soaking the part in the cleaning solution (LithaSol 20) was evaluated and resulted in damaging the parts by means of layer delamination, and was therefore excluded.
3.2. Layer-Thickness-Related Resolution
Green parts: When looking further into the LCM process, it becomes clear that the initiated polymerization is not only taking place in x and y dimensions but also in z dimension, which is the key element for a 3D build up. Thus, when applying a certain energy dose, the unit is mJ/cm
2, but it actually occurs in a certain volume, as is given by the Lambert–Beer Law (see Equation (1)). An exemplarily investigation is the measurement of the cure depth. The cure depth measures the cured thickness in a pool of reactive slurry when applying a defined energy. The measured cure depth for an energy dose of 83 mJ/cm
2 amounts to 81.1 µm ± 2.5 µm (n = 5). Thus, when limiting the process to a certain layer height, the reactions come to a halt in z dimension but not in x and y dimensions, where enough liquid slurry still remains. To ensure a stable build-up, usually, the cure depth needs to be higher than the applied layer thickness to ensure enough adhesion between the layers. When working with a layer thickness of 25 µm, the factor between layer thickness and cure depth amounts to 3.2 (8.1 for 10 µm layer thickness and 1.6 for 50 µm layer thickness). The conducted experiments help to understand the volume effect when always applying the same energy dose (83 mJ/cm
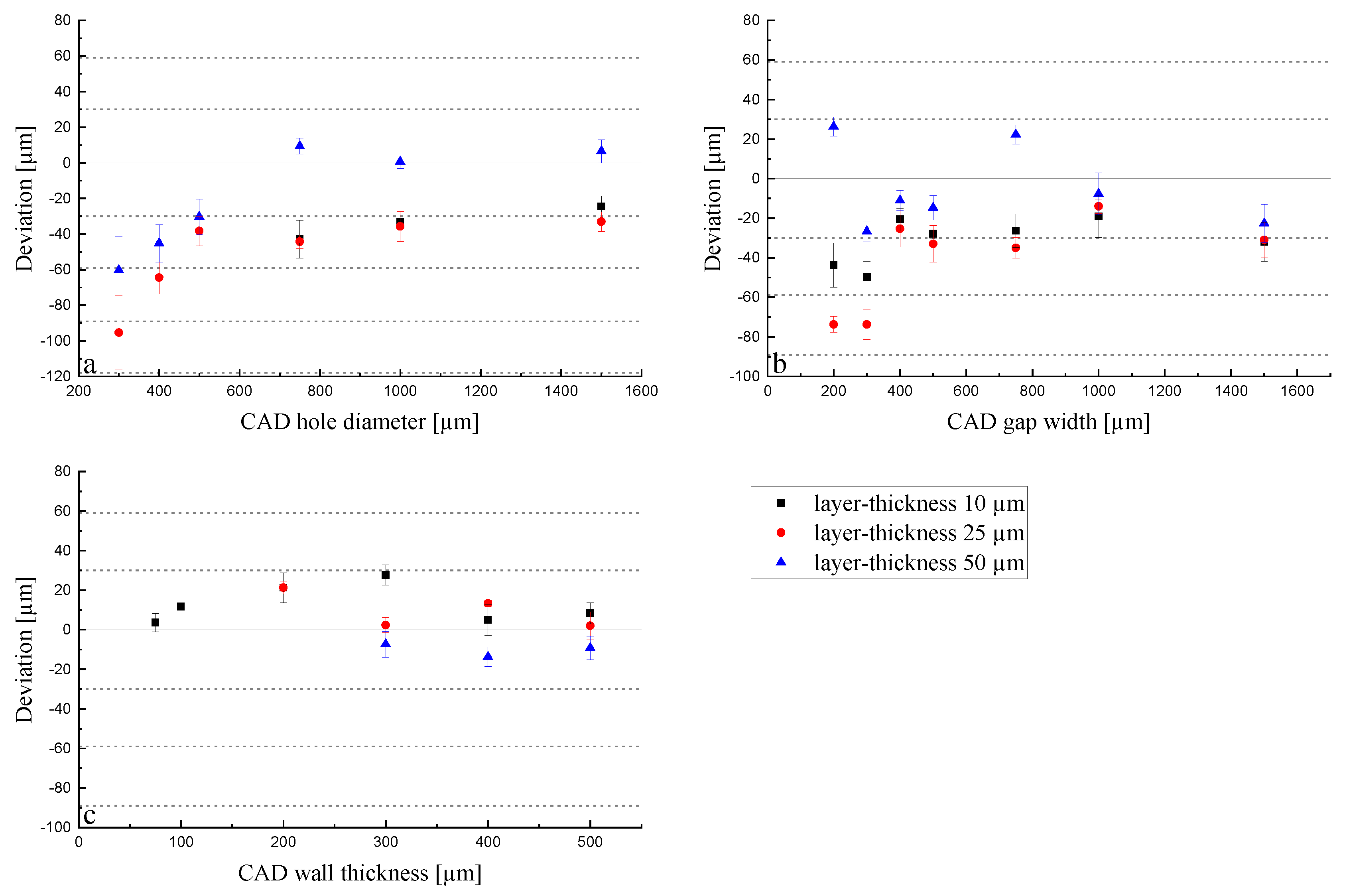
2) to different layer thicknesses, and thus, volumes. In
Figure 7, the deviations for the holes, gaps, and walls are shown for layer thicknesses of 10, 25, and 50 μm in the green body (set1).
For a layer thickness of 10 and 25 μm, the deviations do not differ so much from each other in comparison to the 50 μm layer thickness. The deviation of holes converges to a minimum while gaps and walls do not show this behavior. In all cases, they are in good agreement with the previously stated volume effect. As in the case of the 10 μm layer thickness, the exposure energy of 83 mJ/cm
2 is acting on a five-times-smaller volume compared to the 50 μm layer thickness samples. This provokes the over-polymerization effect, leading to smaller holes and gaps and thicker walls. This difference in z (thickness) impacts the accuracy in the x-y plane, as the polymerization occurs in the three dimensions, and therefore, diffuses in the lateral directions. The holes (
Figure 7a) showed a similar trend when different energies were applied (
Figure 5a). They converge to an optimum that starts from holes larger than 500 μm. For the 10 and 25 μm layer thicknesses, the deviation remains around −40 μm, and for the 50 μm layer thickness, a positive deviation was obtained for all sizes except for 200 μm (−40 μm). This means that the applied exposure energy of 83 mJ/cm
2 is not enough to print the part according to the CAD drawing, which can also be explained by the cure depth of the slurry used. As the factor between cure depth and layer thickness only amounts to 1.6 for a layer height of 50 µm, the initiated reactions lead to insufficient polymerization of the slurry during the process. This could also be related to the absorption effect: the larger the volume, the higher the absorption. On the other hand, this enables the possibility of fabricating holes (in a piece, in tubes, in pores, etc.) with a very small diameter (150 μm) due to the −30 μm deviation from the 200 μm set hole diameter. The low energy for the print with a 50 μm layer thickness is also visible in the case of gaps (
Figure 7b) with the same trend as in the holes. In that case, the deviation does not change with the gap width but remains in the range of 50–100 μm from the real value for all printed gaps. This is again attributable to the capillary effect that occurs in the holes but not in the gaps. In the investigation of the green walls, the same trend was observed. The energy of 83 mJ/cm
2 was not high enough for the 50 μm layer thickness, so the walls were printed too thin, which is displayed by a negative deviation from the target value (
Figure 7c). The samples with 10 and 25 μm layer thicknesses showed, again, a very similar behavior in the deviation. Taking into account all the graphs, the reduction of the layer thickness from 25 to 10 μm does not influence the lateral resolution significantly. As a result, this reduction is unnecessary from a temporal point of view, as the printing time is doubled for 10 μm compared to 25 μm. The increase of the layer thickness to 50 μm not only results in a faster printing job, but also enables the fabrication of thinner walls and smaller holes, as can be observed in
Figure 7. Nevertheless, the big deviation from the target value should be considered when printing with these parameters. These results only concern the lateral resolution; the thickness related dimension should also be taken into consideration when changing the layer thickness. While a significant amount of time can be saved by increasing the layer thickness to 50 μm, the resolution in z direction suffers significantly (
Figure 8).
In the case of a layer thickness of 10 μm (
Figure 8a), the formation of the layer structure can barely be observed, whereas a layer thickness of 50 μm shows clear steps and a laminated structure. Thus, the surface quality of the part is significantly impacted by this change and even leads to delamination in the case of very thin walls of up to 300 μm thickness. Thus, depending on the application, it makes sense to change the layer thickness to higher values to have a faster sample production or to reduce it to improve the surface finish in z direction. The more impactful action to work against this effect would be to increase the energy dose when printing with a higher layer thickness. By increasing the energy dose, the cured depth in z direction is increased and a more homogeneous adhesion between layers can be achieved. As the manufacturer’s recommendation of the energy exposure represents a range of 110–190 mJ/cm
2, there is room for improvement concerning this visible difference in layer thickness. While the sintering (
Figure 8d–f) of the bodies reduces the visibility of this effect, it can still be seen clearly.
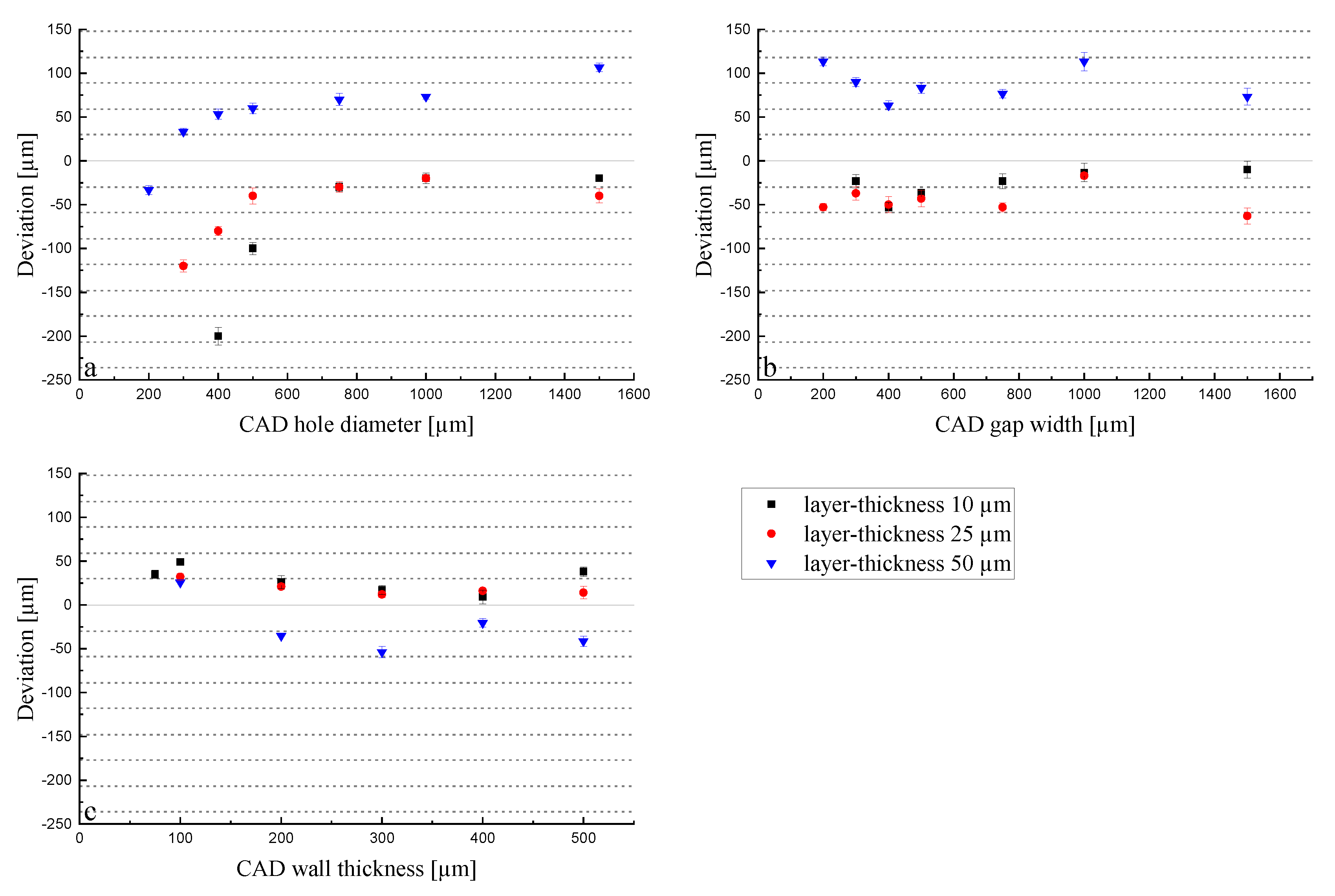
Sintered parts: The parts with shrinkage compensation (Set 2) were printed with the same layer thicknesses as before. The deviation of the sintered parts can be seen in
Figure 9.
Holes under 750 μm could not be printed for a layer thickness of 10 μm. This can be explained by a broadening of the exposed area, as the reaction was inhibited in z direction by the limitation of the layer height but not in x and y directions. Holes under 500 μm could not be printed with a 10 µm layer thickness; however, thin gaps were possible, with a large deviation from the target dimension, however. The trends do not differ too much from each other in comparison to the results obtained in
Figure 7. Moreover, the volume effect is visible in all plots, showing, as before, that the dimensions of the 10 and 25 μm layer thickness prints are similar, while there is a clear difference visible in the case of the 50 μm layer thickness for holes. Regarding holes, an exposure energy of 83 mJ/cm
2 on a 50 μm layer thickness led to the lowest deviation; thus, the most accurate dimensions compared to the CAD design were obtained. The smallest printable hole had a target diameter of 500 μm, measuring 470 μm after sintering. The plots of the gap widths and wall thicknesses do not show results as clear as before, but they are still in good agreement with the previous results shown in this section. Nevertheless, the influences of the volume and cure depth can be seen in the experiments for the wall thickness. Some walls (< 300 µm CAD thickness) could not be printed, as they were not stable enough due to insufficient curing and polymerization and green body strength.



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}