Influence Mechanism of Silicon on Carbide Phase Precipitation of a Corrosion Resistance Nickel Based Superalloy

Abstract
1. Introduction
2. Materials and Methods
3. Results
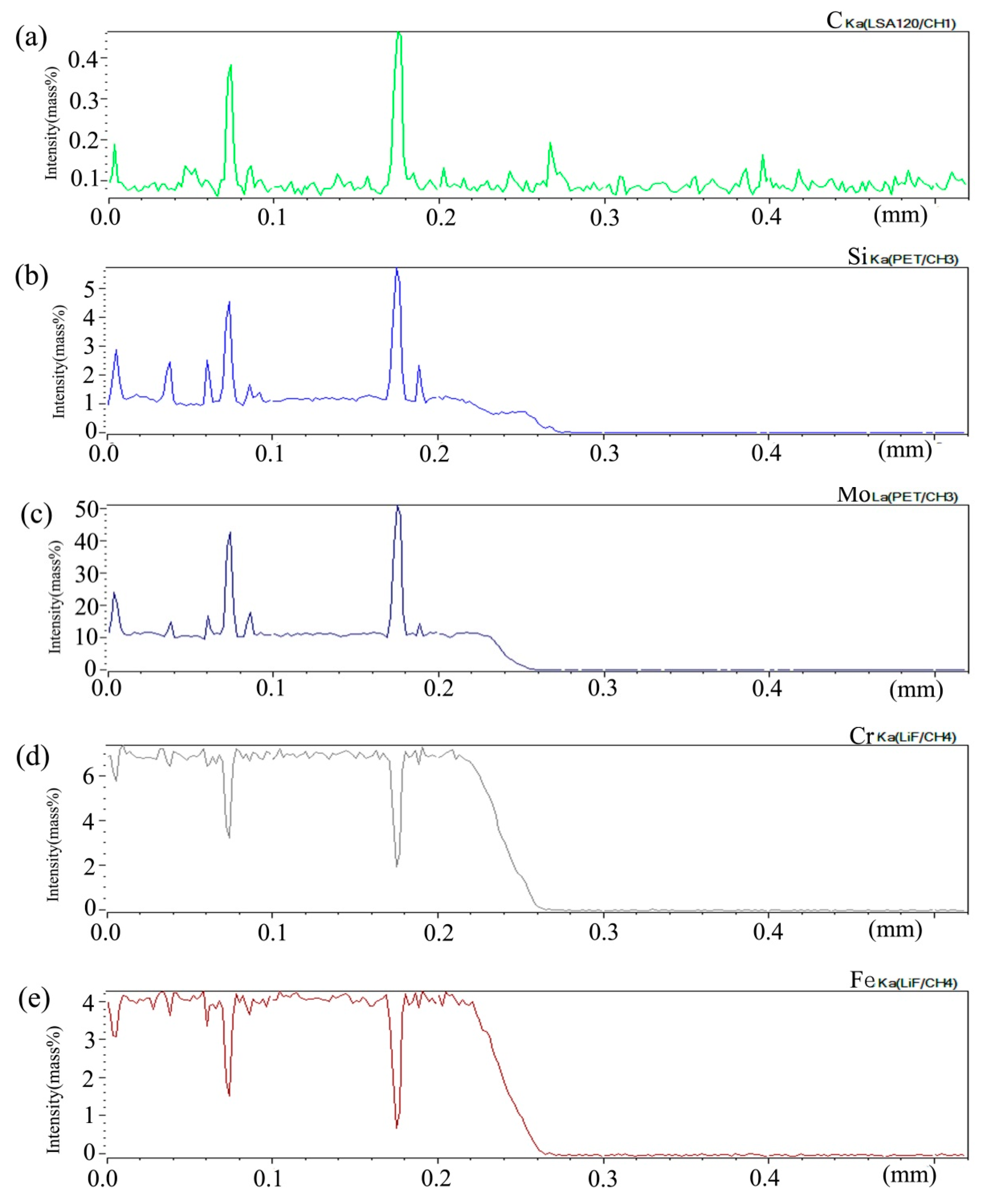
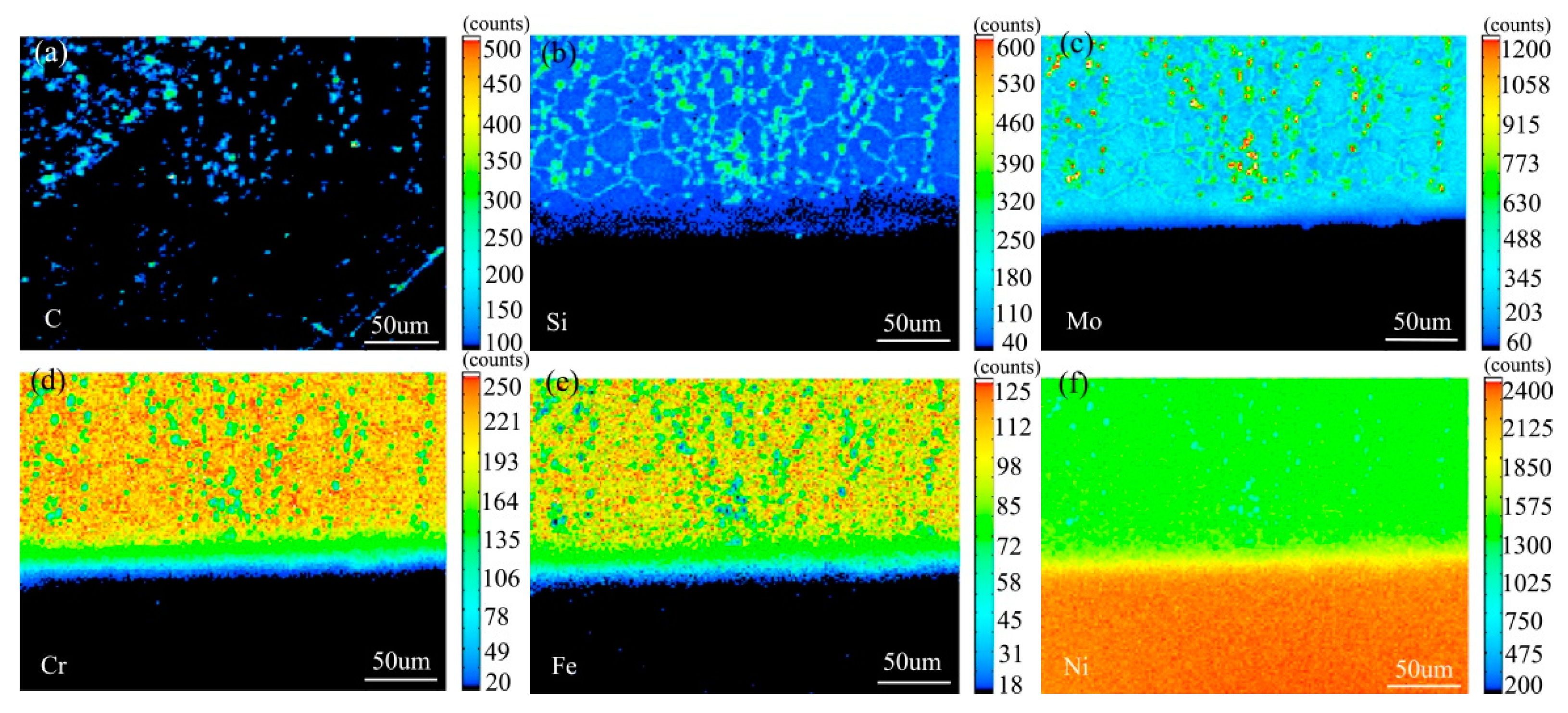
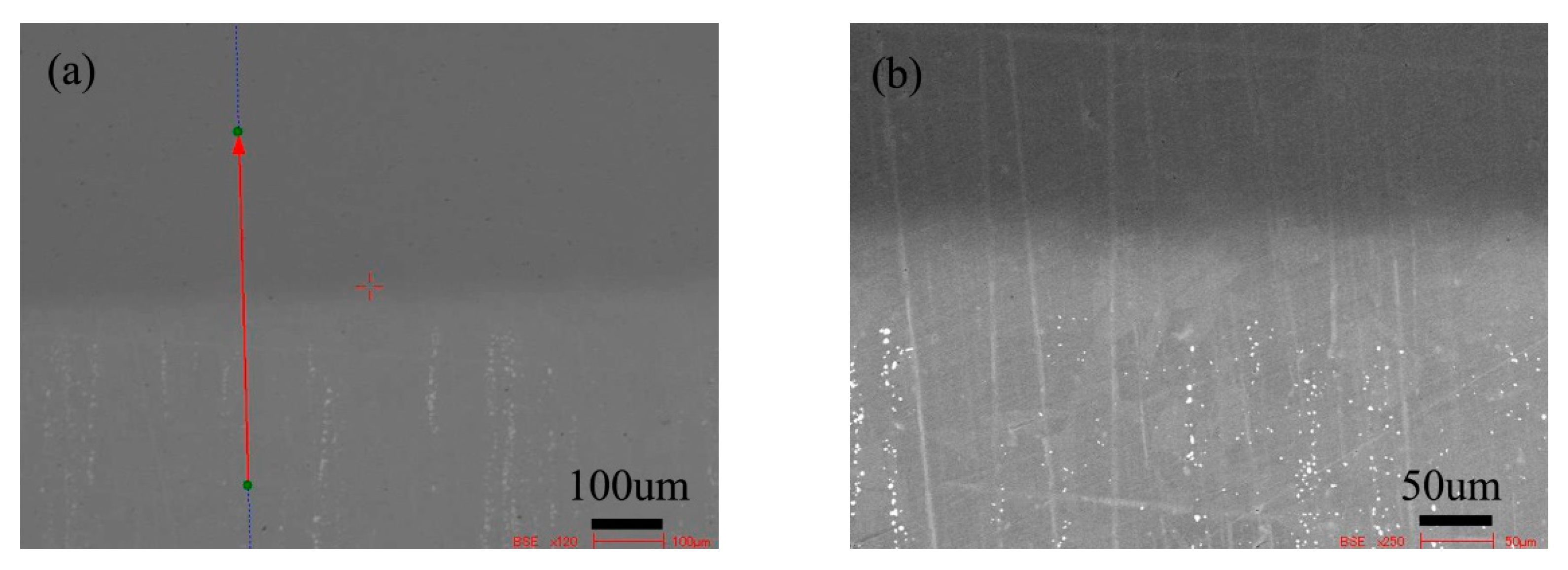
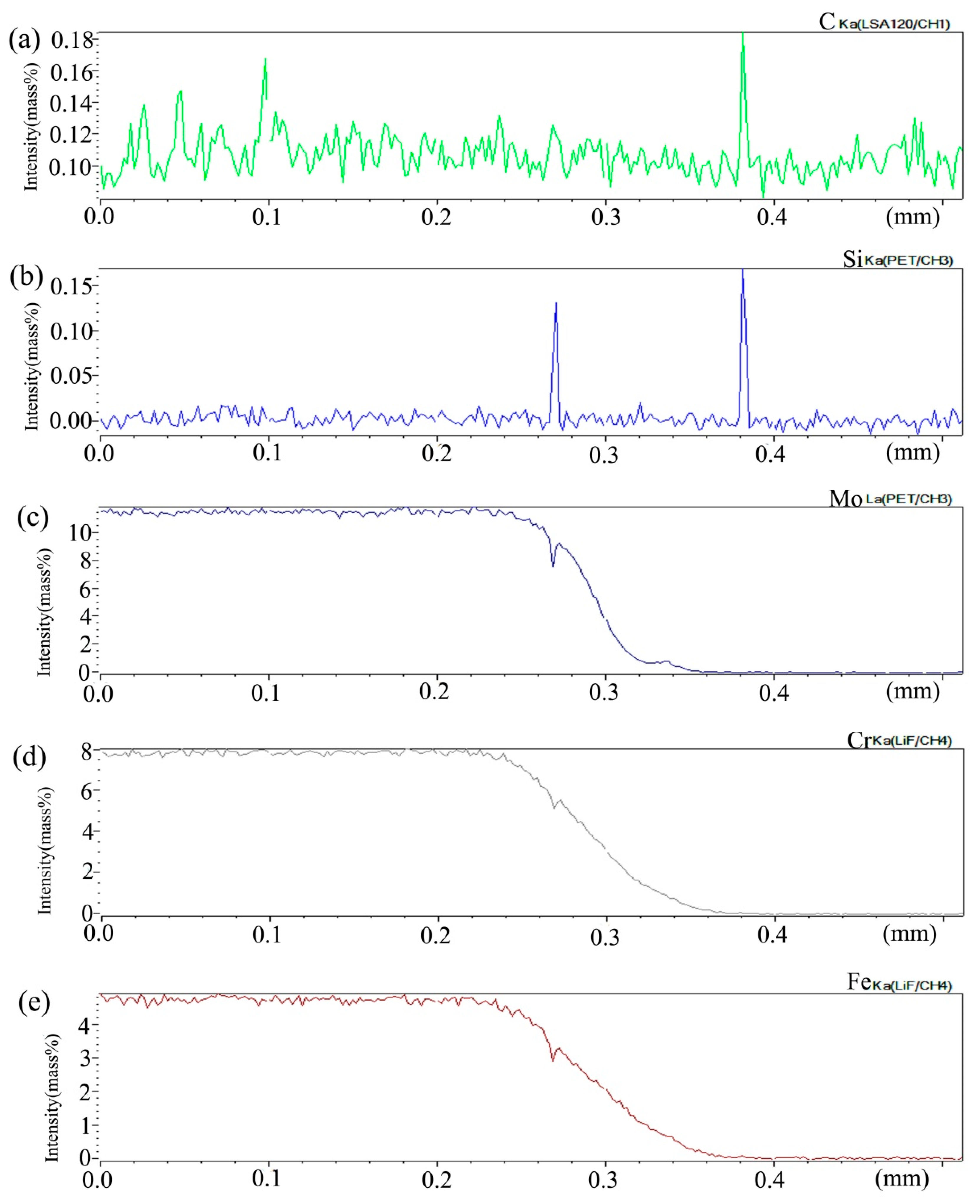
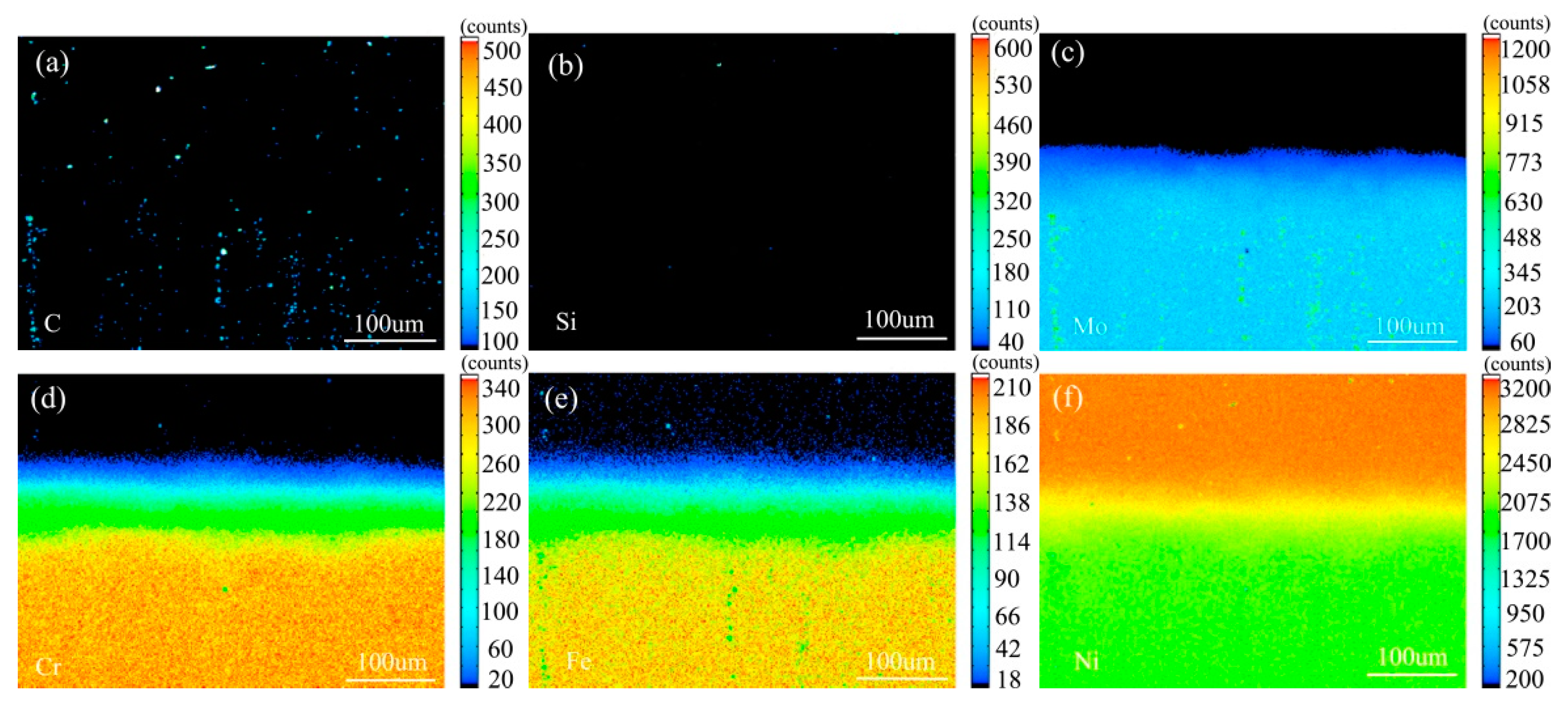
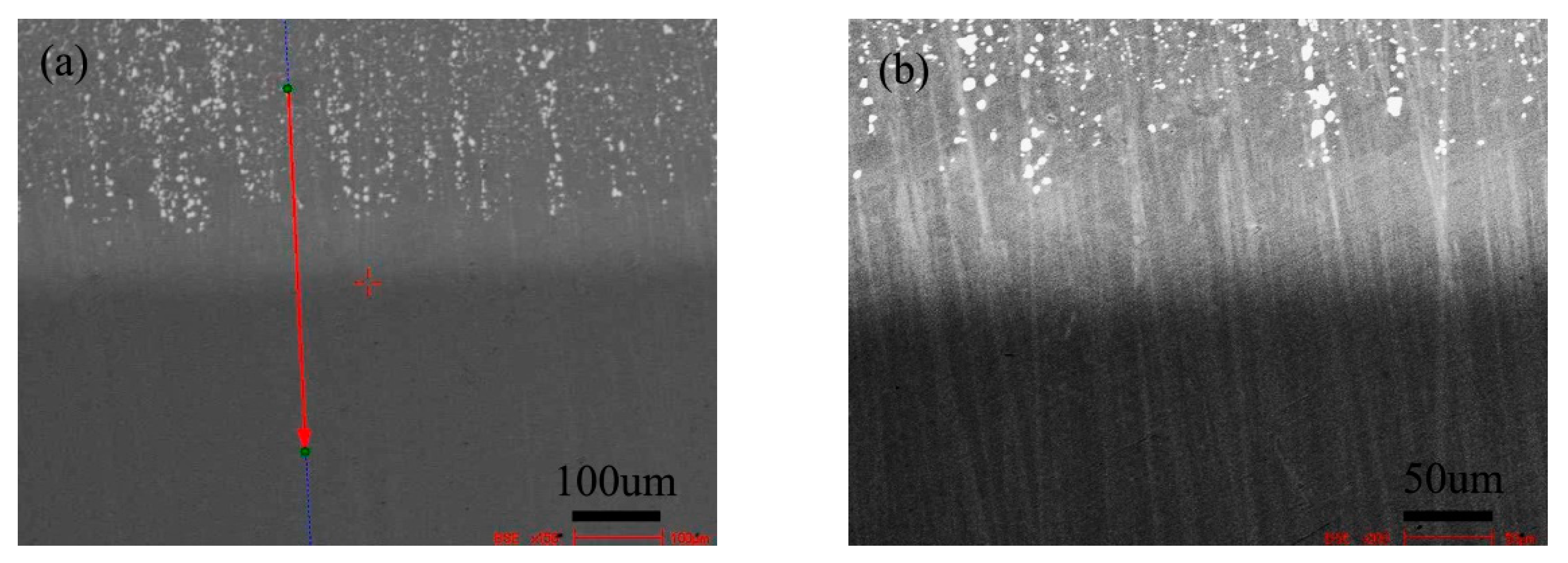
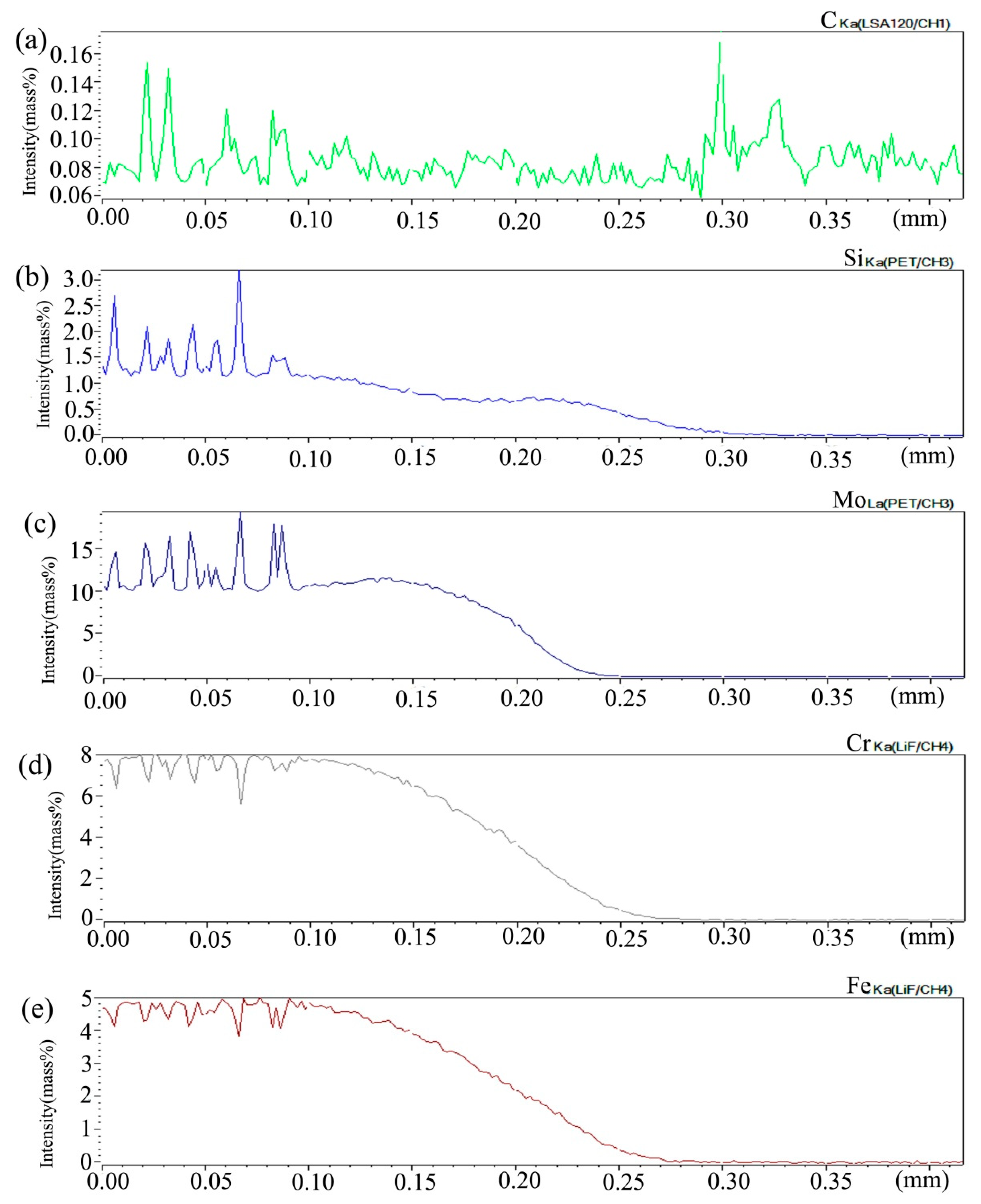
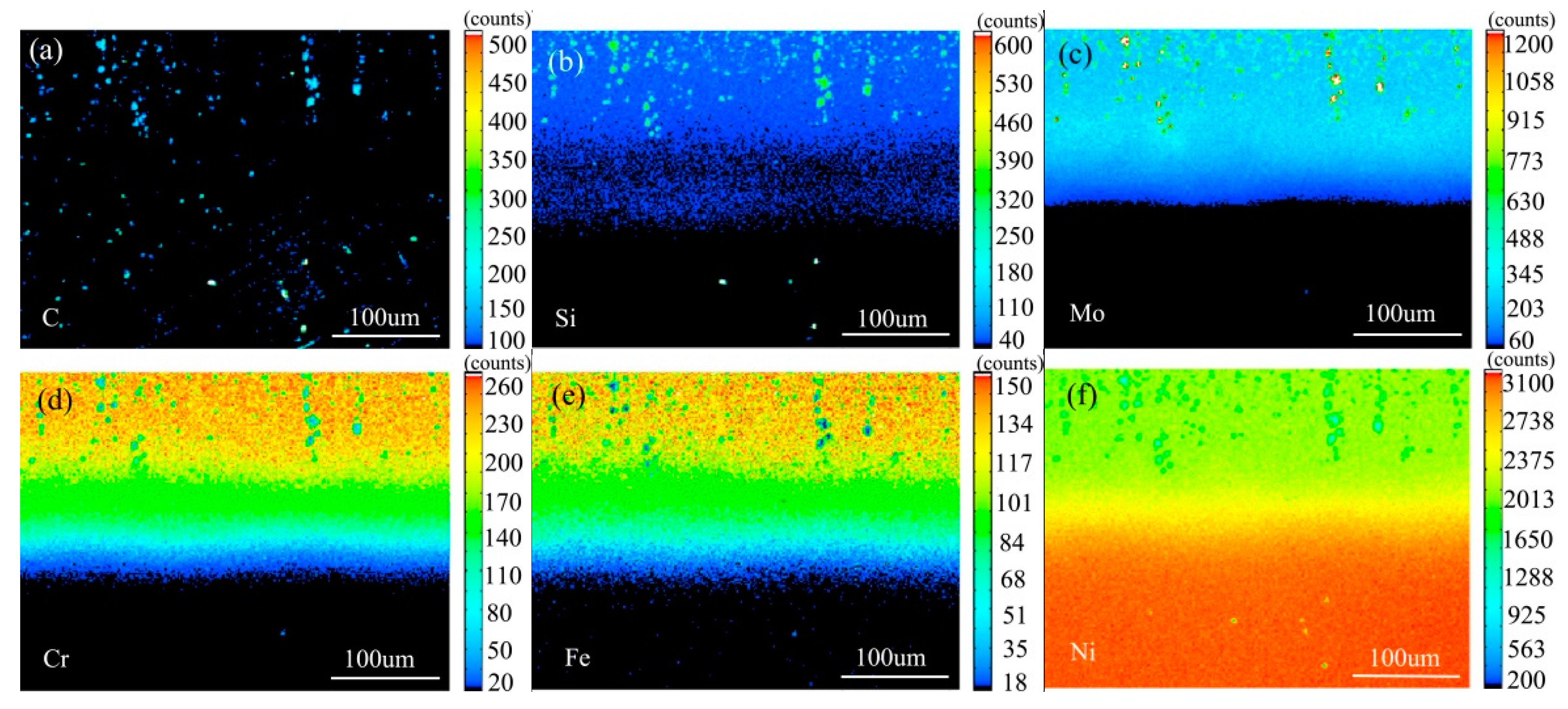
3.1. Microstructure and Element Distribution after Diffusion
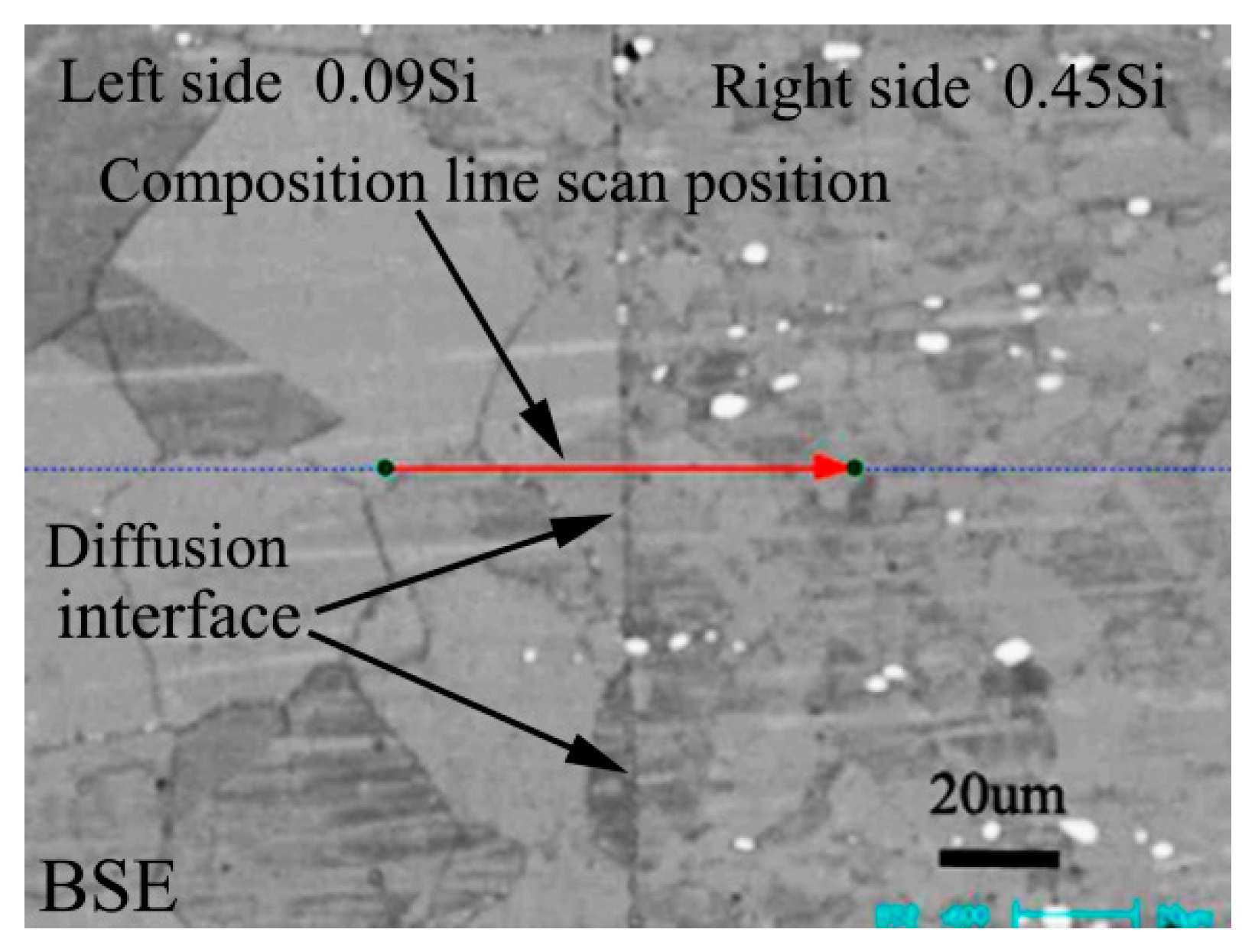
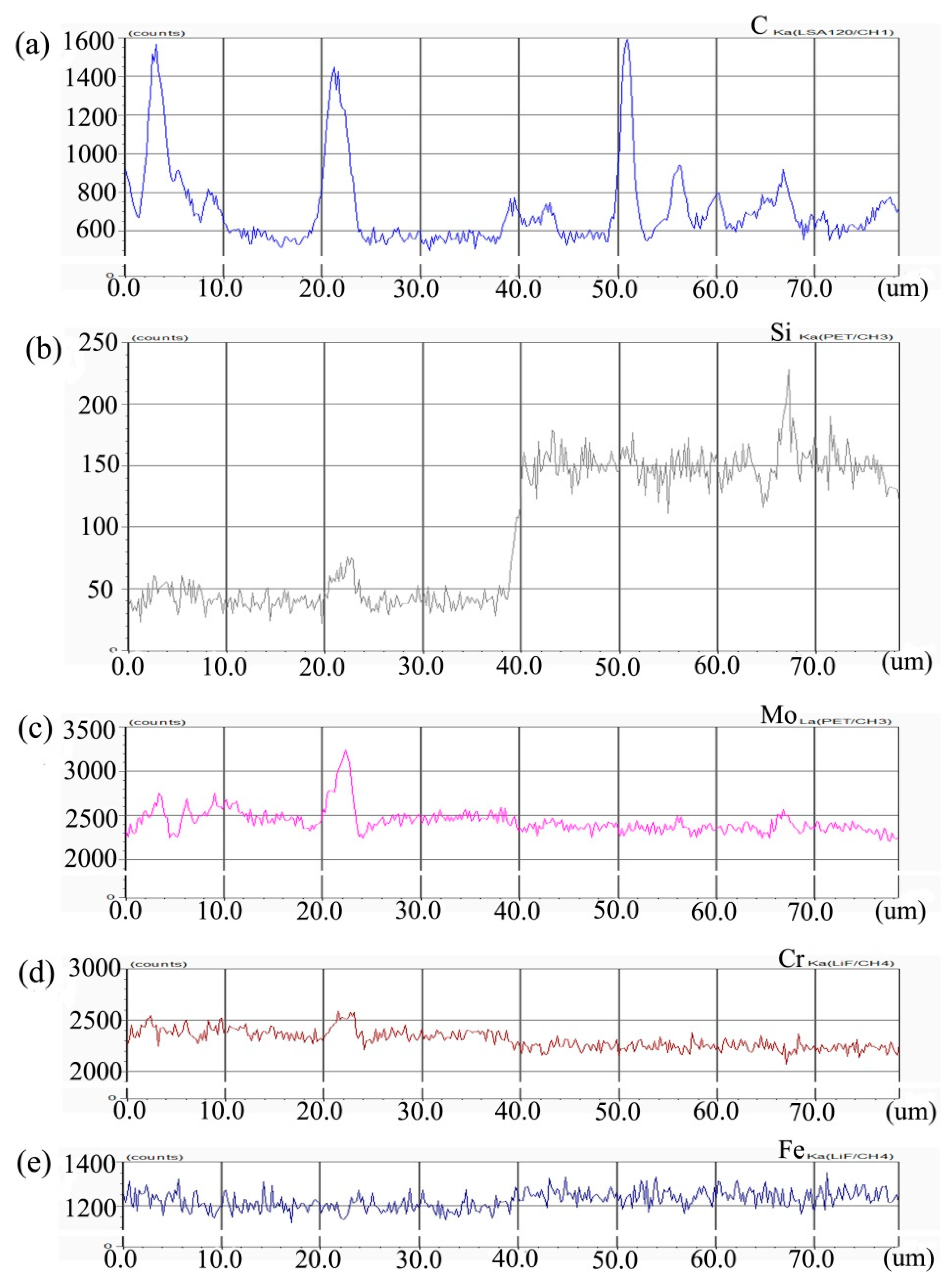
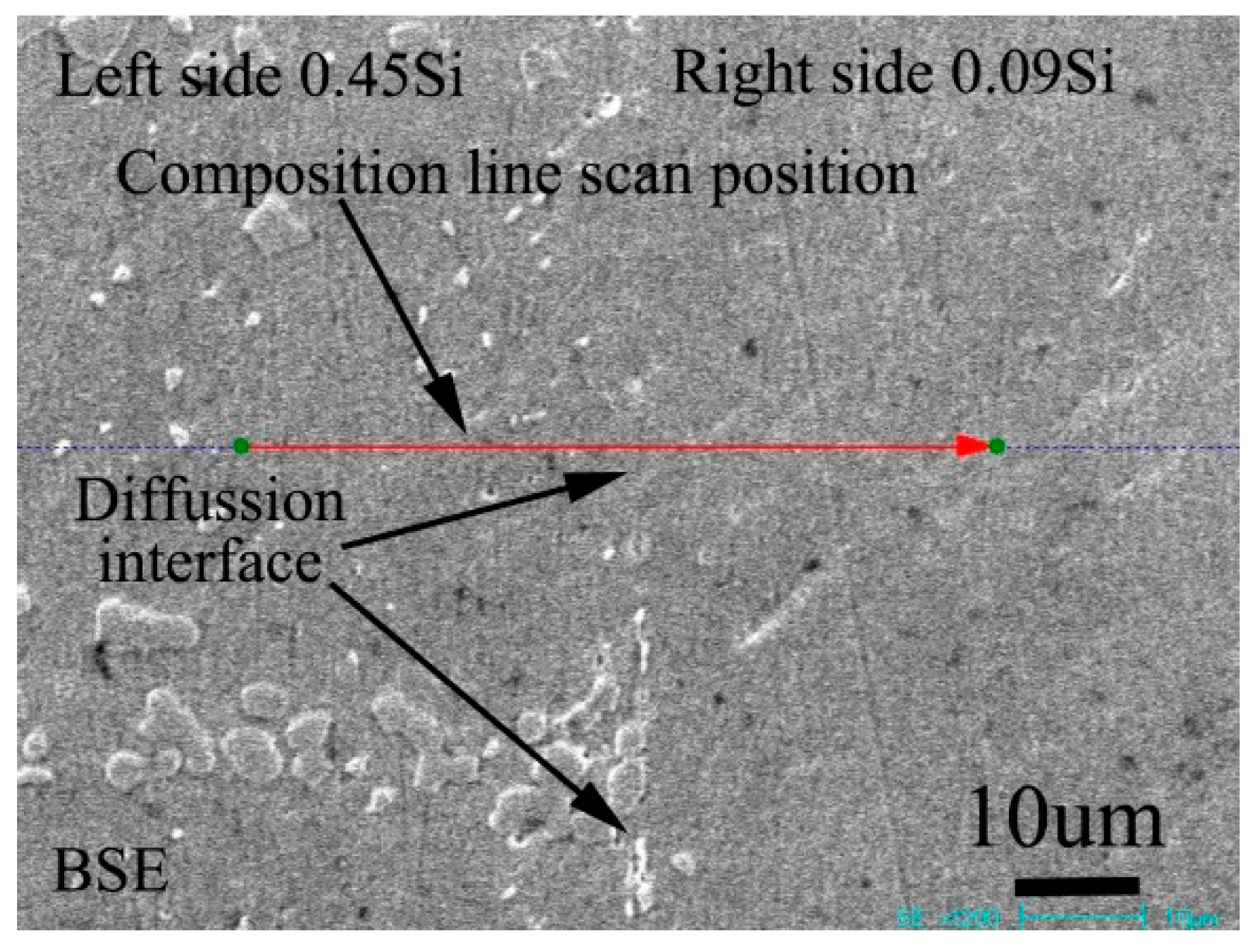
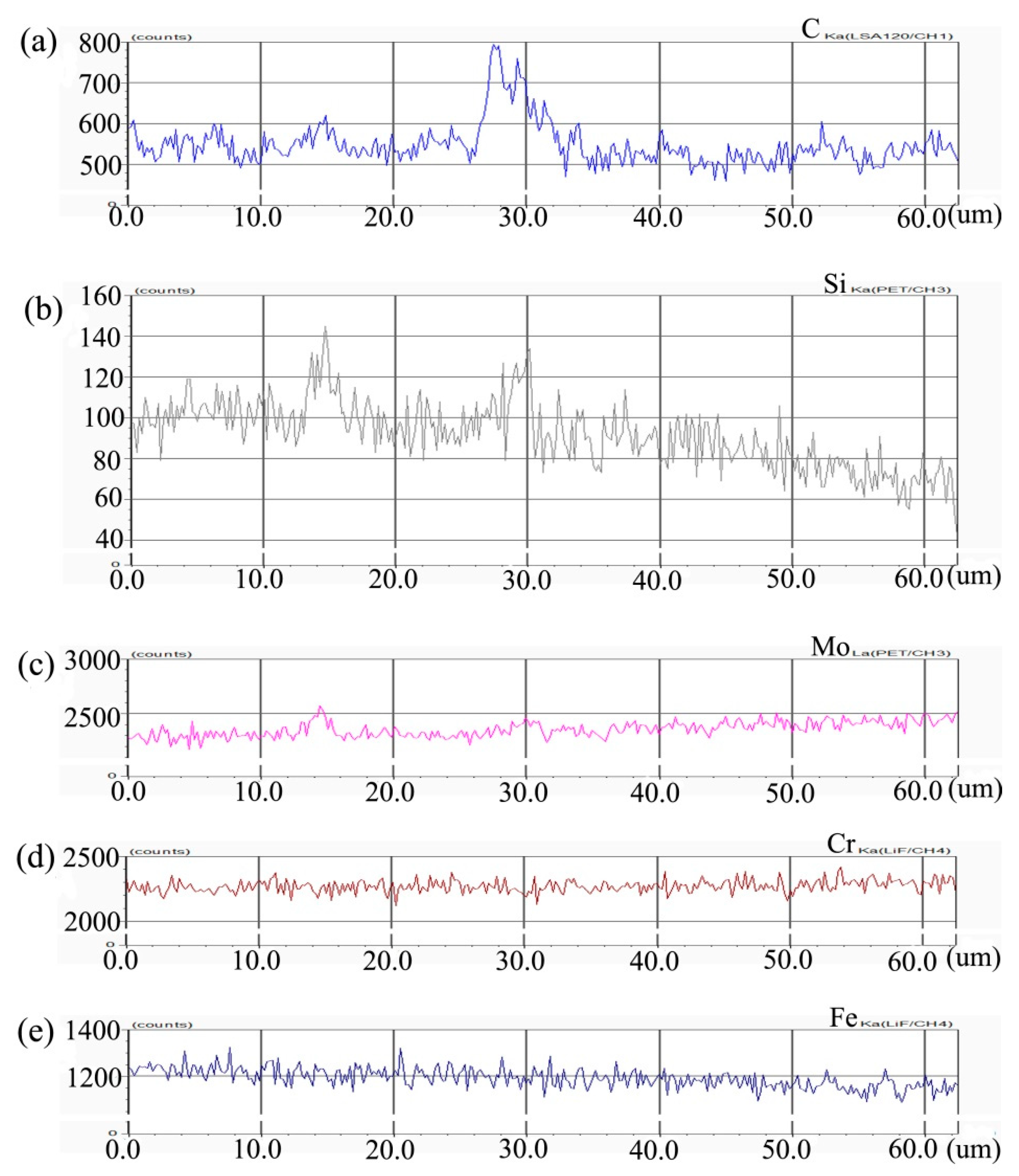
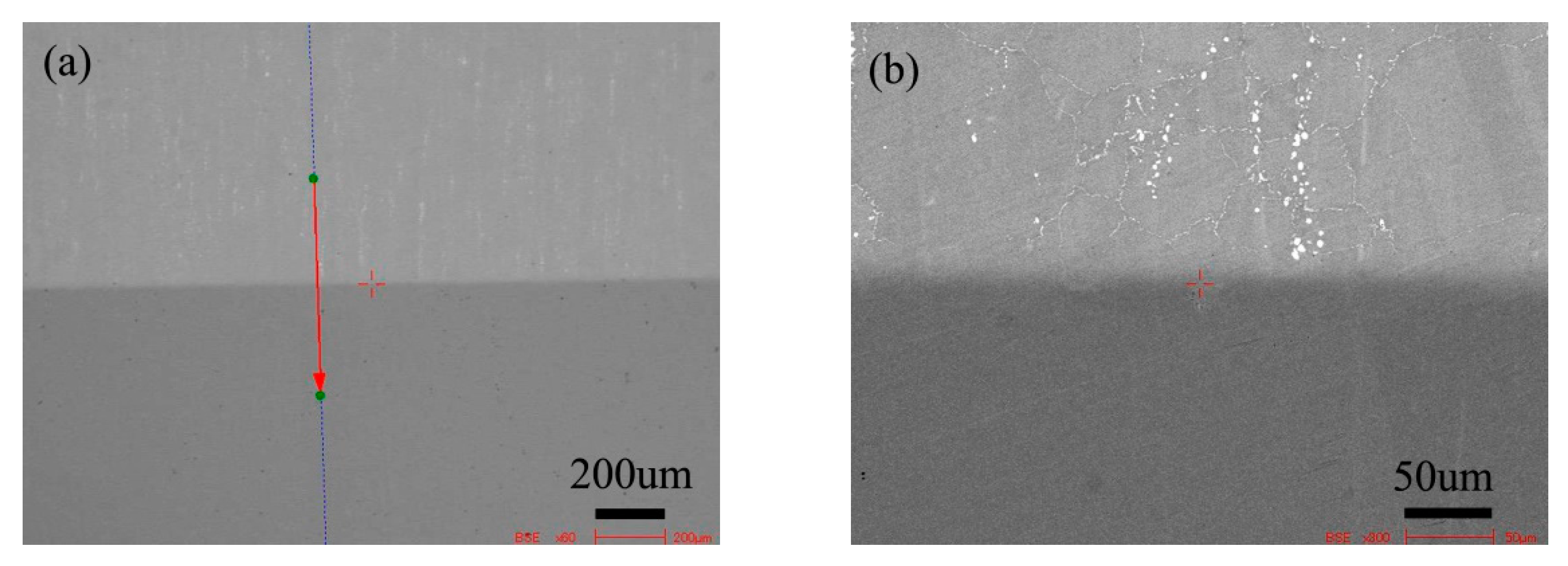
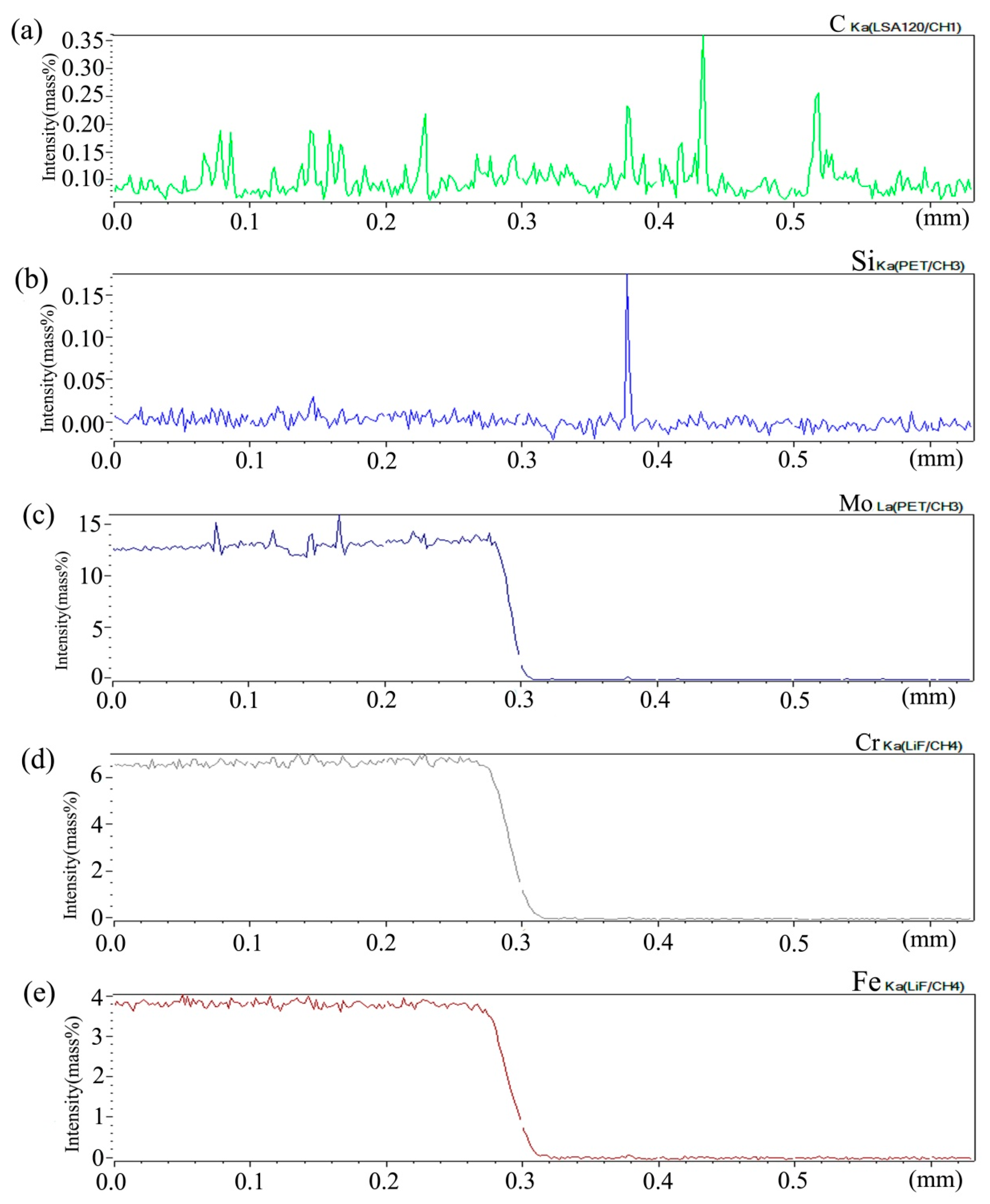
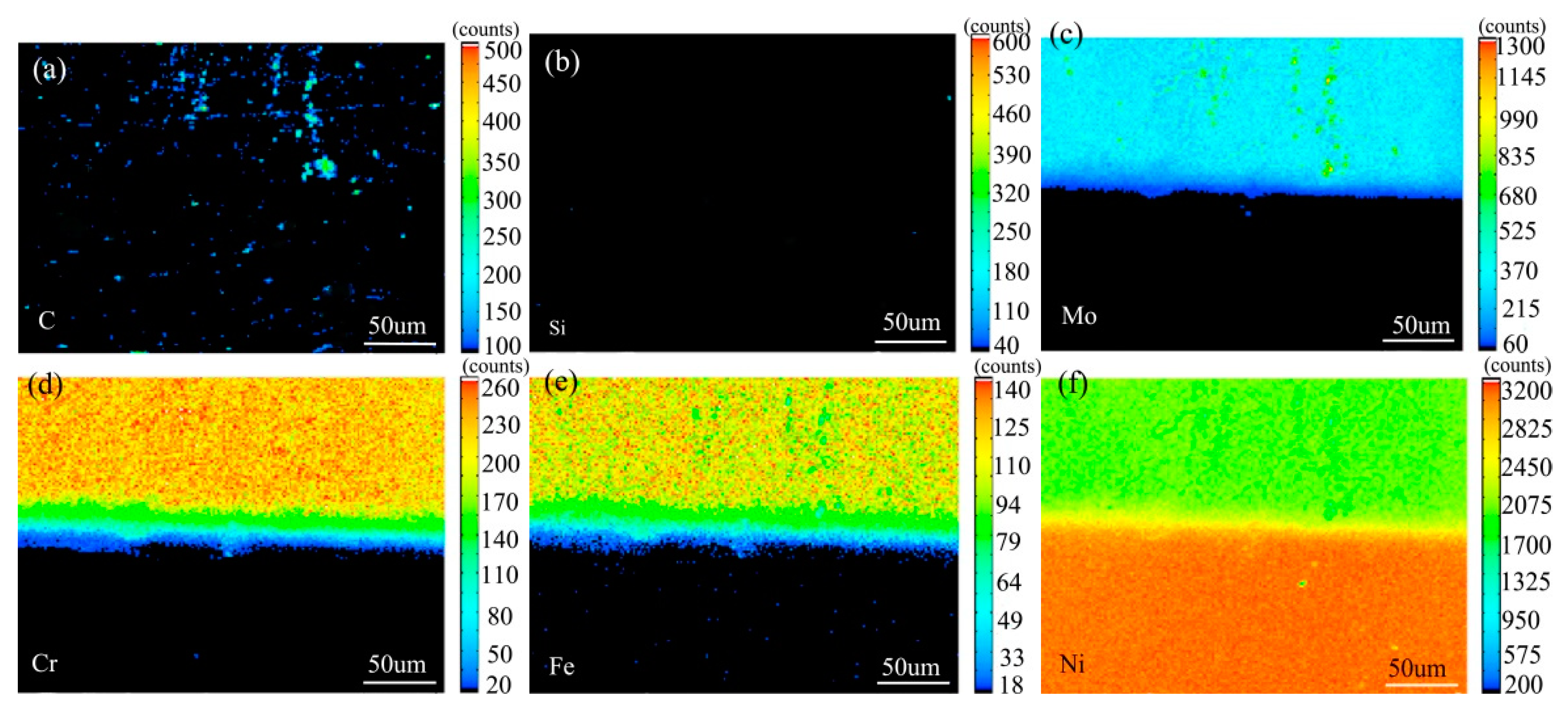
3.1.1. Diffusion Couple of 0.09Si-0.45Si Alloy
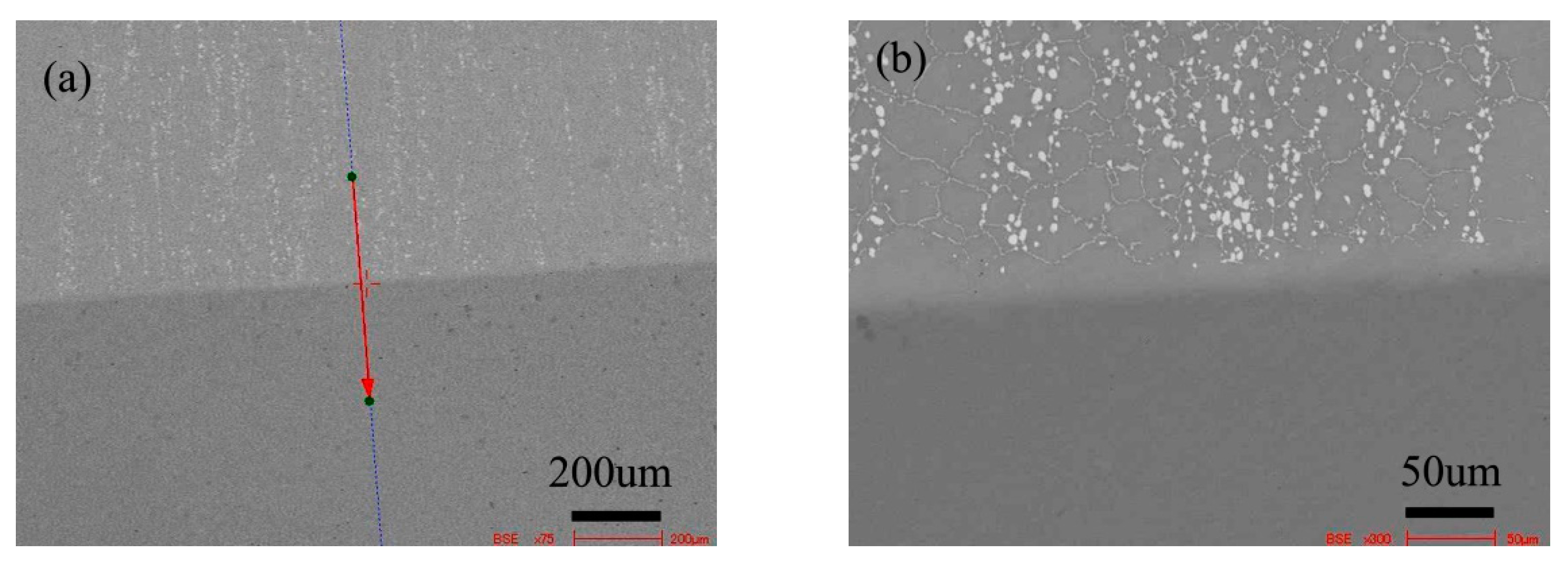
3.1.2. Diffusion of Pure Nickel-Alloy Couple at 800 °C for 200 h
3.1.3. Diffusion of Pure Nickel-Alloy Couple at 1000 °C for 200 h
3.2. Interaction of Carbon and Silicon on Microstructure and Stress Rupture Properties
3.2.1. Microstructure and Properties of the Alloy with Same Silicon Content and Different Carbon Content
3.2.2. Microstructure of the Alloy with Different Silicon Content and Same Carbon Content
4. Discussion
4.1. Characteristics of Carbides M6C and M12C
4.2. Effect of Silicon on Element Diffusion
4.3. Effect of Silicon on Primary Phase of as Cast Alloy
4.4. Effect of Silicon on the Type of Secondary Phase of Alloy
4.5. Effect of Interaction Between Carbon and Silicon on Primary and Secondary Phases of Alloy
4.6. Effect Essence of Silicon and Carbon Interaction on Properties of the Alloy
5. Conclusions
- In the Ni-Mo-Cr-Fe alloy matrix, silicon has a faster diffusion rate than Cr, Fe, and Mo, and at the temperatures ranging from 800 °C to 1000 °C, silicon can promote the diffusion of Cr, Fe, and Mo. The diffusion process is from high concentration range to low concentration range, and there is no upslope diffusion of carbon element. The higher the temperature is, the stronger the diffusion ability of alloy elements is.
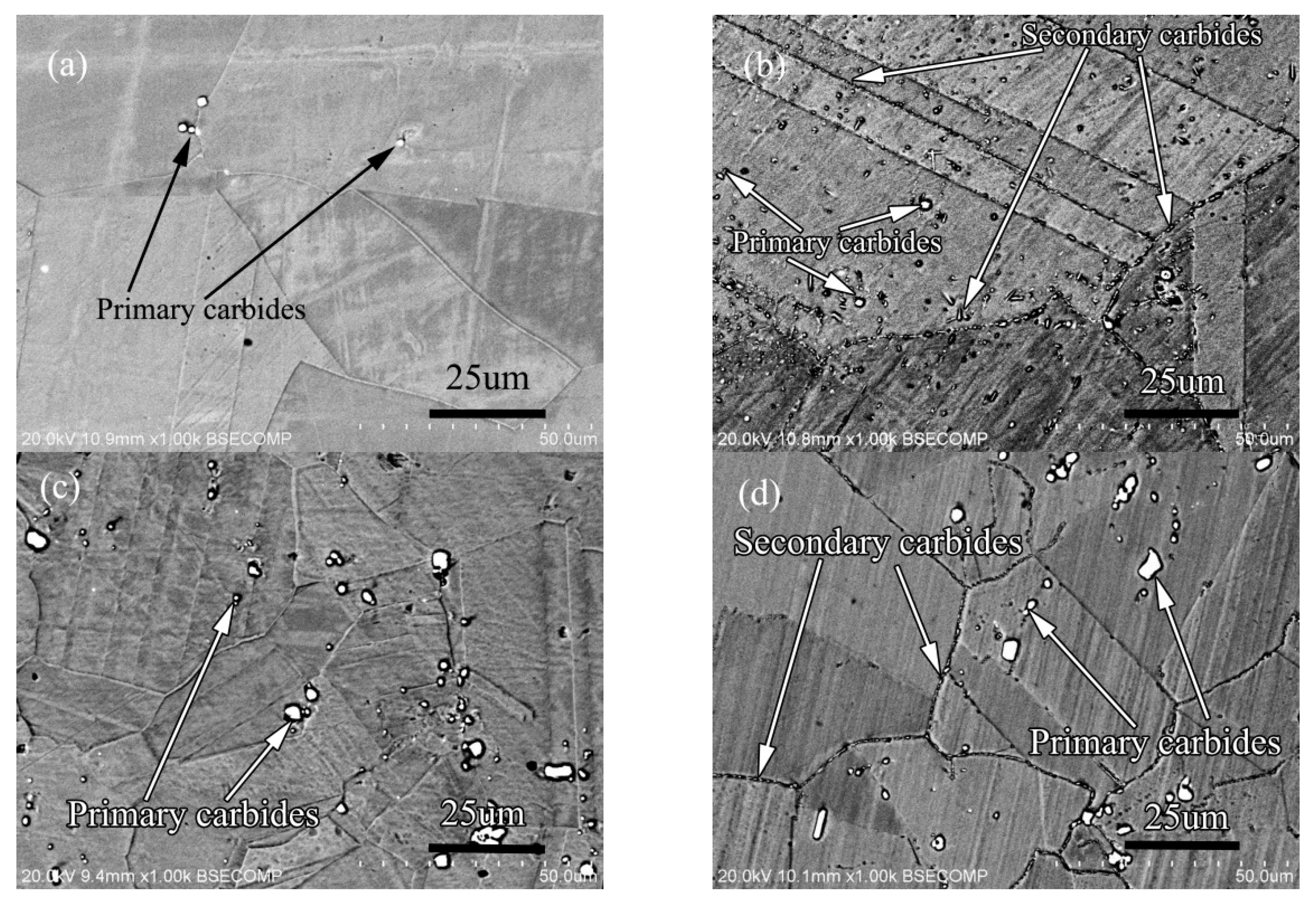
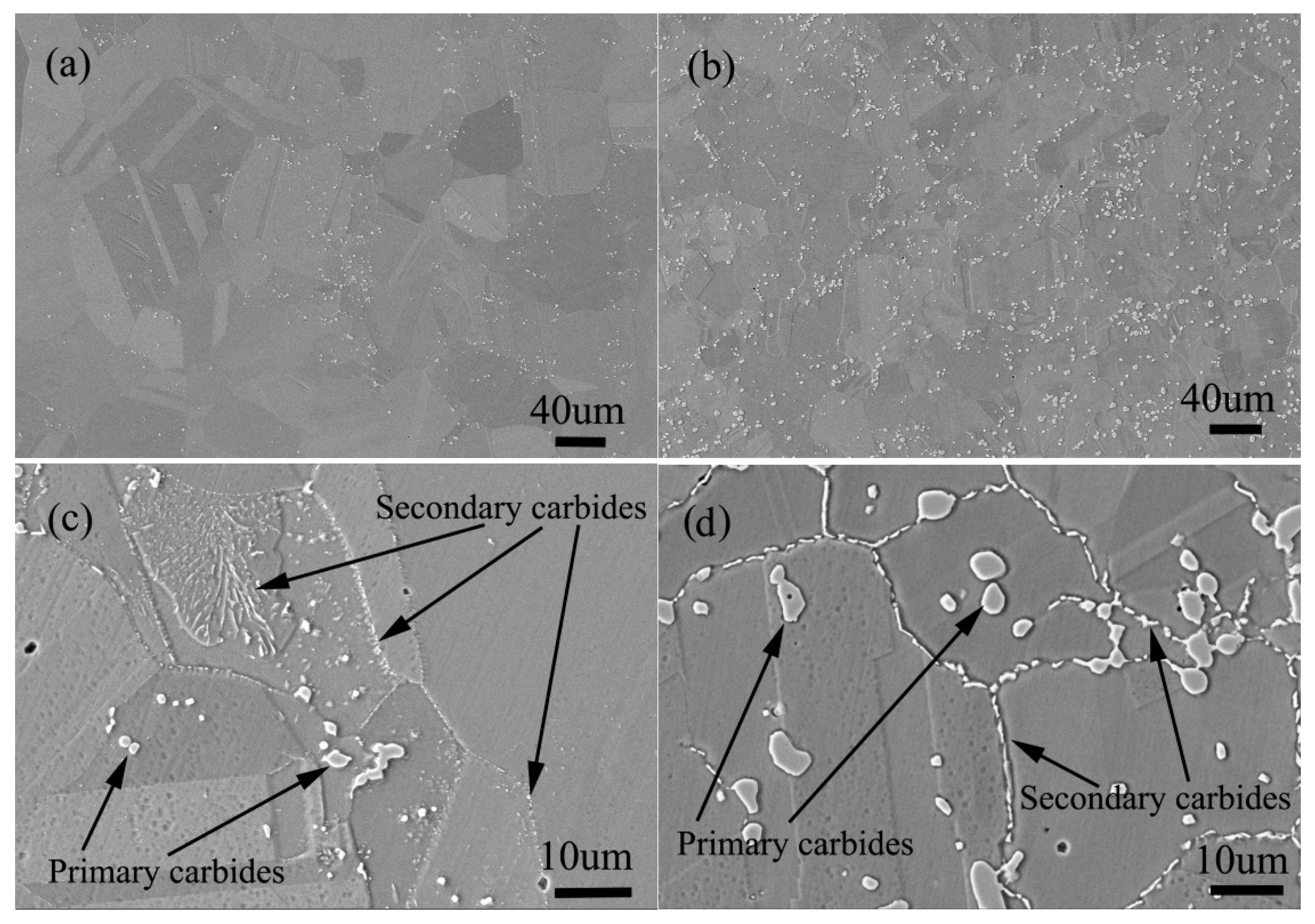
- Silicon can promote the precipitation of alloy carbide, whether it is the primary carbide formed by casting or the secondary carbide precipitated by aging. With the same carbon content, the higher the silicon content, the more primary carbides will form. With the same silicon content, the higher carbon content, the more primary carbides will form. Silicon can also promote the precipitation of the secondary phase in the alloy. With the same carbon content, more silicon content means more secondary phase.
- The effect of silicon on the type of precipitates is related to temperature, which only affects the amount of primary carbides, while silicon has no effect on the type of primary carbides formed in the casting process.
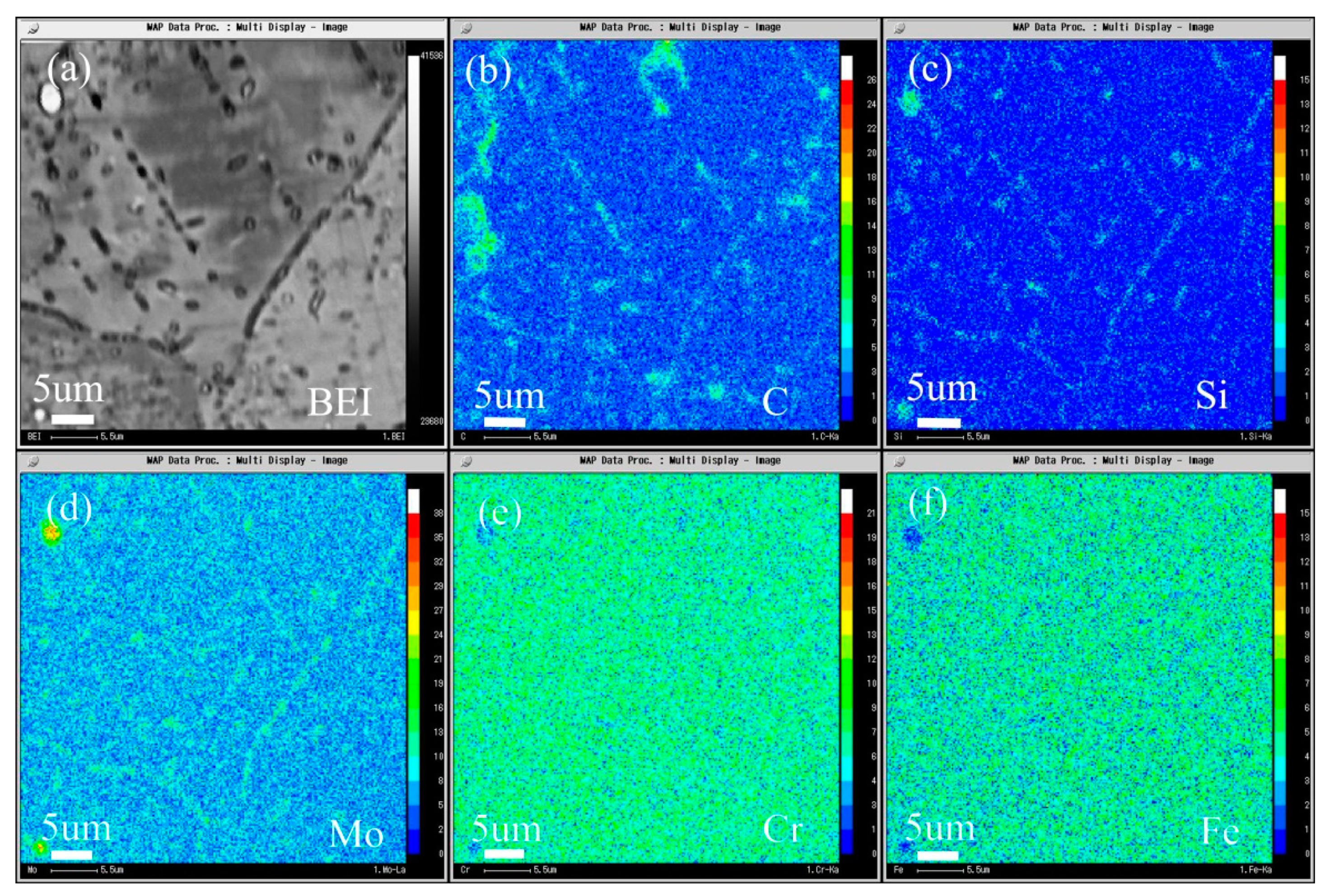
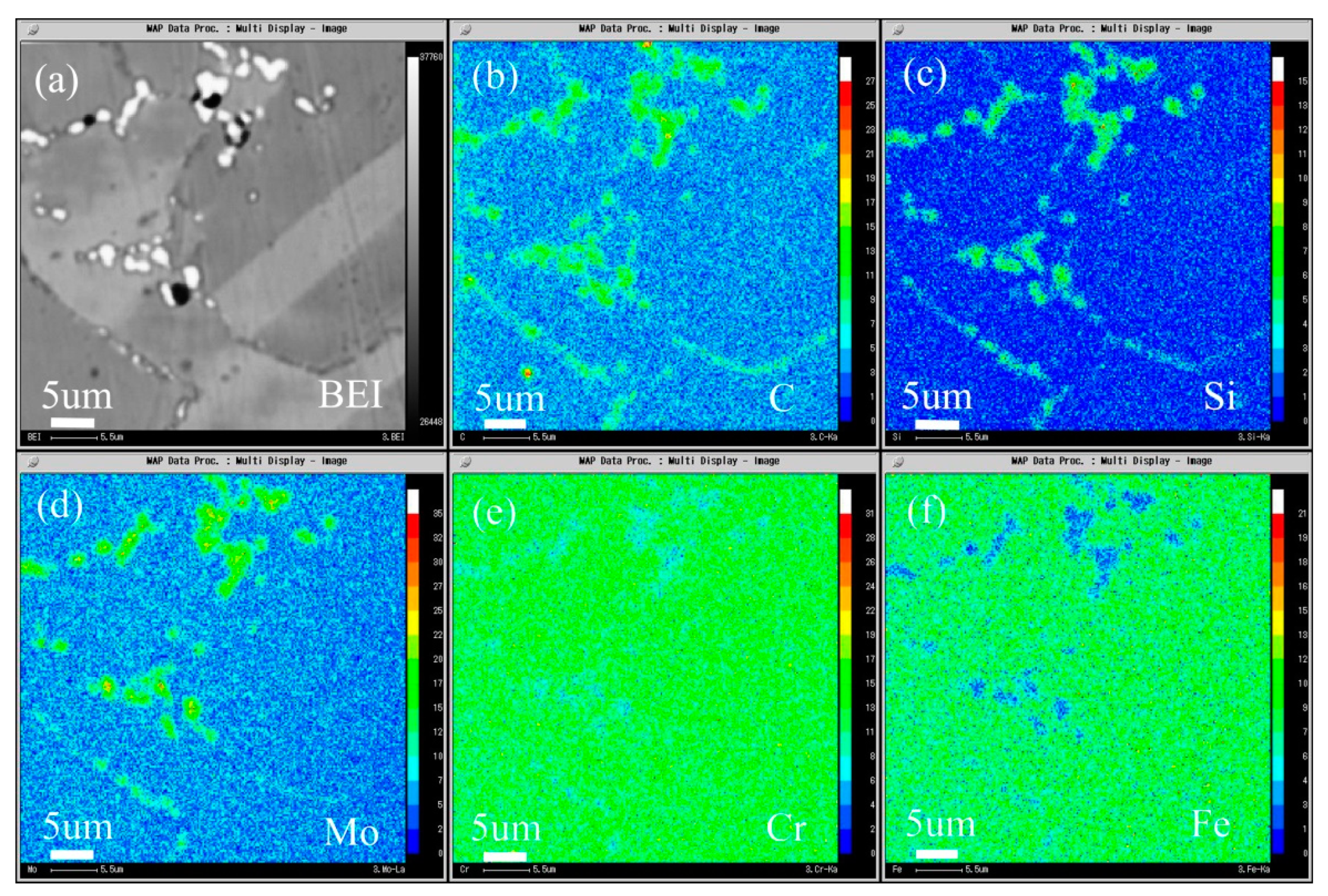
- The secondary precipitation behavior (type, quantity, and distribution of precipitates) is the result of the joint action of carbon and silicon elements in the alloy, and it is also a complex process related to the thermal history of the alloy. For the alloy with 0.045C (wt.%), the secondary phase precipitates only at the grain boundary, while for the alloy with 0.011C (wt.%), the secondary phase precipitates not only at the grain boundary, but also in the intragranular and twin boundaries. However, the secondary precipitates of the two Si containing alloys with different carbon contents are all M12C type carbides.
- Under low carbon condition, the formation free energy of M6C is higher than that of M12C, and M12C is easier to form. Silicon is more likely to reduce the carbon content of the alloy. Because silicon can promote the formation of carbides and consume more carbon elements, when the carbon content of the two alloys is the same, the alloy containing silicon contains more primary carbides and consumes more carbon in the solid solution state. During aging, the carbon elements diffused to the grain boundary are relatively reduced, which is not easy to form M6C, but easier to form M12C.
- M12C has a higher strengthening effect on the alloy than M6C, which can significantly improve the stress rupture strength of the alloy than M6C.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, T.; Dong, J.; Wang, L.; Li, Z.; Zhou, X.; Lou, L.; Zhang, J. Effect of Long-term Thermal Exposure on Microstructure and Stress Rupture Properties of GH3535 Superalloy. J. Mater. Sci. Technol. 2015, 31, 269–279. [Google Scholar] [CrossRef]
- Liu, T.; Dong, J.; Xie, G.; Wang, L.; Lou, L. Effect of silicon on microstructure and stress rupture properties of a corrosion resistant Ni-based superalloy during long term thermal exposure. Mater. Sci. Eng. A 2016, 656, 75–83. [Google Scholar] [CrossRef]
- Kasten, P.R.; Bettis, E.S.; Robertson, R.C. Design Studies Of 1000-Mw(E) Molten-Salt Breeder Reactors; Office of Scientific and Technical Information (OSTI): Oak Ridge, TN, USA, 1966; pp. 1–186. [Google Scholar]
- Rebak, R.B.; Crook, P. Nickel alloys for corrosive Environments. Adv. Mater. Process. 2000, 157, 37–42. [Google Scholar]
- Klein, L.; Killian, M.S.; Virtanen, S. The effect of nickel and silicon addition on some oxidation properties of novel Co-based high temperature alloys. Corros. Sci. 2013, 69, 43–49. [Google Scholar] [CrossRef]
- McNabb, B. Molten Salt Reactor Program Semiannual Progress Report; Oxidation of Hastelloy N, ORNL-4254; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 1968; pp. 228–230. [Google Scholar]
- Xiao, C.; Han, Y. Study of precipitates due to the addition of silicon in yttrium modified Ni–Al–Mo–B alloy IC6. Mater. Sci. Eng. A 2002, 323, 58–61. [Google Scholar] [CrossRef]
- Gehlbach, R.; McCoy, J.H. Phase Instability in Hastelloy N. Superalloys 1968, 346–366. [Google Scholar] [CrossRef]
- Ghosh, G.; Olson, G. Precipitation of paraequilibrium cementite: Experiments, and thermodynamic and kinetic modeling. Acta Mater. 2002, 50, 2099–2119. [Google Scholar] [CrossRef]
- Kozeschnik, E.; Bhadeshia, H.K.D.H. Influence of silicon on cementite precipitation in steels. Mater. Sci. Technol. 2008, 24, 343–347. [Google Scholar] [CrossRef]
- Million, B.; Kučera, J.; Michalička, P. The influence of silicon on carbon redistribution in steel weldments. Mater. Sci. Eng. A 1995, 190, 247–252. [Google Scholar] [CrossRef]
- Xu, Z.; Jiang, L.; Dong, J.; Li, Z.; Zhou, X. The effect of silicon on precipitation and decomposition behaviors of M6C carbide in a Ni–Mo–Cr superalloy. J. Alloys Compd. 2015, 620, 197–203. [Google Scholar] [CrossRef]
- Svistunova, T.V.; Tsvigunov, A.N.; Stegnukhina, L.V.; Sakura, N.D. Influence of composition and heat treatment on carbide phases in Ni?Mo alloys. Met. Sci. Heat Treat. 1984, 26, 119–124. [Google Scholar] [CrossRef]
- Kim, I.; Choi, B.; Hong, H.; Do, J.; Jo, C.Y. Influence of thermal exposure on the microstructural evolution and mechanical properties of a wrought Ni-base superalloy. Mater. Sci. Eng. A 2014, 593, 55–63. [Google Scholar] [CrossRef]
- Wei, C.-N.; Bor, H.-Y.; Chang, L. The effects of carbon content on the microstructure and elevated temperature tensile strength of a nickel-base superalloy. Mater. Sci. Eng. A 2010, 527, 3741–3747. [Google Scholar] [CrossRef]
- Yang, C.; Xu, Y.; Nie, H.; Xiao, X.; Jia, G.; Shen, Z. Effects of heat treatments on the microstructure and mechanical properties of Rene 80. Mater. Des. 2013, 43, 66–73. [Google Scholar] [CrossRef]
- Xu, Y.; Yang, C.; Ran, Q.; Hu, P.; Xiao, X.; Cao, X.; Jia, G. Microstructure evolution and stress-rupture properties of Nimonic 80A after various heat treatments. Mater. Des. 2013, 47, 218–226. [Google Scholar] [CrossRef]
- Safari, J.; Nategh, S. On the heat treatment of Rene-80 nickel-base superalloy. J. Mater. Process. Technol. 2006, 176, 240–250. [Google Scholar] [CrossRef]
- Jiang, H.; Dong, J.; Zhang, M. The phase decomposition with related element interaction and redistribution during long term aging of 740H superalloy. J. Alloys Compd. 2019, 782, 323–333. [Google Scholar] [CrossRef]
- Roussel, M.; Sauvage, X.; Perez, M.; Magné, D.; Hauet, A.; Steckmeyer, A.; Vermont, M.; Chaise, T.; Couvrat, M. Influence of solidification induced composition gradients on carbide precipitation in FeNiCr heat resistant steels. Materialia 2018, 4, 331–339. [Google Scholar] [CrossRef]
- Dadoo, A.; Boutorabi, S.M.A.; Kheirandish, S. Effect of titanium carbide concentration on the morphology of MC carbides in pulsed laser surface alloyed AISI H13 tool steel. Opt. Laser Technol. 2019, 112, 236–244. [Google Scholar] [CrossRef]
- Wang, F.; Qian, D.; Hua, L.; Lu, X. The effect of prior cold rolling on the carbide dissolution, precipitation and dry wear behaviors of M50 bearing steel. Tribol. Int. 2019, 132, 253–264. [Google Scholar] [CrossRef]
- Shu, D.; Sugui, T.; Tian, N.; Xie, J.; Su, Y. Thermodynamic analysis of carbide precipitation and effect of its configuration on creep properties of FGH95 powder nickel-based superalloy. Mater. Sci. Eng. A 2017, 700, 152–161. [Google Scholar] [CrossRef]
- Gao, S.; Hou, J.; Yang, F.; Guo, Y.; Zhou, L. Effect of Ta on microstructural evolution and mechanical properties of a solid-solution strengthening cast Ni-based alloy during long-term thermal exposure at 700 °C. J. Alloys Compd. 2017, 729, 903–913. [Google Scholar] [CrossRef]
- Han, Y.; Xue, X.; Zhang, T.; Hu, R.; Li, J. Grain boundary character correlated carbide precipitation and mechanical properties of Ni-20Cr-18W-1Mo superalloy. Mater. Sci. Eng. A 2016, 667, 391–401. [Google Scholar] [CrossRef]
- Xiang, X.; Yao, Z.; Dong, J.; Sun, L. Dissolution behavior of intragranular M23C6 carbide in 617B Ni-base superalloy during long-term aging. J. Alloys Compd. 2019, 787, 216–228. [Google Scholar] [CrossRef]
- Wang, L.; Lorenz, U.; Münch, M.; Stark, A.; Pyczak, F. Influence of alloy composition and thermal history on carbide precipitation in γ-based TiAl alloys. Intermetallics 2017, 89, 32–39. [Google Scholar] [CrossRef]
- Kontis, P.; Kostka, A.; Raabe, D.; Gault, B. Influence of composition and precipitation evolution on damage at grain boundaries in a crept polycrystalline Ni-based superalloy. Acta Mater. 2019, 166, 158–167. [Google Scholar] [CrossRef]
- Li, J.; Gao, B.; Wang, Y.; Chen, X.; Xin, Y.; Tang, S.; Liu, B.; Liu, Y.; Song, M. Microstructures and mechanical properties of nano carbides reinforced CoCrFeMnNi high entropy alloys. J. Alloys Compd. 2019, 792, 170–179. [Google Scholar] [CrossRef]
- Ju, Y.; Goodall, A.; Strangwood, M.; Davis, C. Characterisation of precipitation and carbide coarsening in low carbon low alloy Q&T steels during the early stages of tempering. Mater. Sci. Eng. A 2018, 738, 174–189. [Google Scholar]
- Moon, J.; Park, S.-J.; Jang, J.H.; Lee, T.-H.; Lee, C.-H.; Hong, H.-U.; Suh, D.-W.; Kim, S.H.; Han, H.N.; Lee, B.H. Atomistic investigations of κ-carbide precipitation in austenitic Fe-Mn-Al-C lightweight steels and the effect of Mo addition. Scr. Mater. 2017, 127, 97–101. [Google Scholar] [CrossRef]
- Roche, T.K. The Influence of Composition Upon The 1500 F Creep-Rupture Strength and Microstructure of Molybdenum-Chromium-Iron-Nickel Base Alloys; Office of Scientific and Technical Information (OSTI): Oak Ridge, TN, USA, 1958. [Google Scholar]
- Gehlbach, R.E.; McCoy, H.E. Phase instability in Hastelloy N Superalloys. Int. Symp. Struct. Stab. Superalloy. 1968, 2, 346–366. [Google Scholar]
- Kuo, K.H. Phases in high alloy steels and superalloys. Acta Metall. Sin. 1978, 14, 73–95. [Google Scholar]
- Johansson, T.; Uhrenius, B. Phase equilibria, isothermal reactions, and a thermodynamic study in the Co-W-C system at 1150 °C. Met. Sci. 1978, 12, 83–94. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy/Element | Si | C | Mo | Cr | Fe | Ni |
|---|---|---|---|---|---|---|
| Alloy 1 | 0 | 0.045 | 15.8 | 6.99 | 4.11 | Bal. |
| Alloy 2 | 0.09 | 0.045 | 15.6 | 6.97 | 4.08 | Bal. |
| Alloy 3 | 0.45 | 0.045 | 16.1 | 7.02 | 4.32 | Bal. |
| Alloy 4 | 0.45 | 0.011 | 15.8 | 6.98 | 4.23 | Bal. |
| Alloy 5 | 1.96 | 0.045 | 16.0 | 6.96 | 4.22 | Bal. |
| Alloy | C Content | Heat Treatment | Test Condition | Stress Rupture Life |
|---|---|---|---|---|
| Alloy 2 | 0.11 | 1180 °C/1 h | 650 °C/325 MPa | 22 h |
| Alloy 3 | 0.45 | 1180 °C/1 h | 650 °C/325 MPa | 47 h |
| Alloy 2 | 0.11 | 1180 °C/1 h + 900 °C/2 h | 650 °C/325 MPa | 85 h |
| Alloy 3 | 0.45 | 1180 °C/1 h + 900 °C/2 h | 650 °C/325 MPa | 76 h |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, T.; Yang, M.; Han, F.; Dong, J. Influence Mechanism of Silicon on Carbide Phase Precipitation of a Corrosion Resistance Nickel Based Superalloy. Materials 2020, 13, 959. https://doi.org/10.3390/ma13040959
Liu T, Yang M, Han F, Dong J. Influence Mechanism of Silicon on Carbide Phase Precipitation of a Corrosion Resistance Nickel Based Superalloy. Materials. 2020; 13(4):959. https://doi.org/10.3390/ma13040959
Chicago/Turabian StyleLiu, Tao, Mei Yang, Fenfen Han, and Jiasheng Dong. 2020. "Influence Mechanism of Silicon on Carbide Phase Precipitation of a Corrosion Resistance Nickel Based Superalloy" Materials 13, no. 4: 959. https://doi.org/10.3390/ma13040959
APA StyleLiu, T., Yang, M., Han, F., & Dong, J. (2020). Influence Mechanism of Silicon on Carbide Phase Precipitation of a Corrosion Resistance Nickel Based Superalloy. Materials, 13(4), 959. https://doi.org/10.3390/ma13040959