Dilatometric Study of Phase Transformations in 5 Mn Steel Subjected to Different Heat Treatments

 , , ,
, , ,  and
and
Abstract
1. Introduction
2. Material and Experiments
2.1. Material
2.2. Experimental Details
3. Results
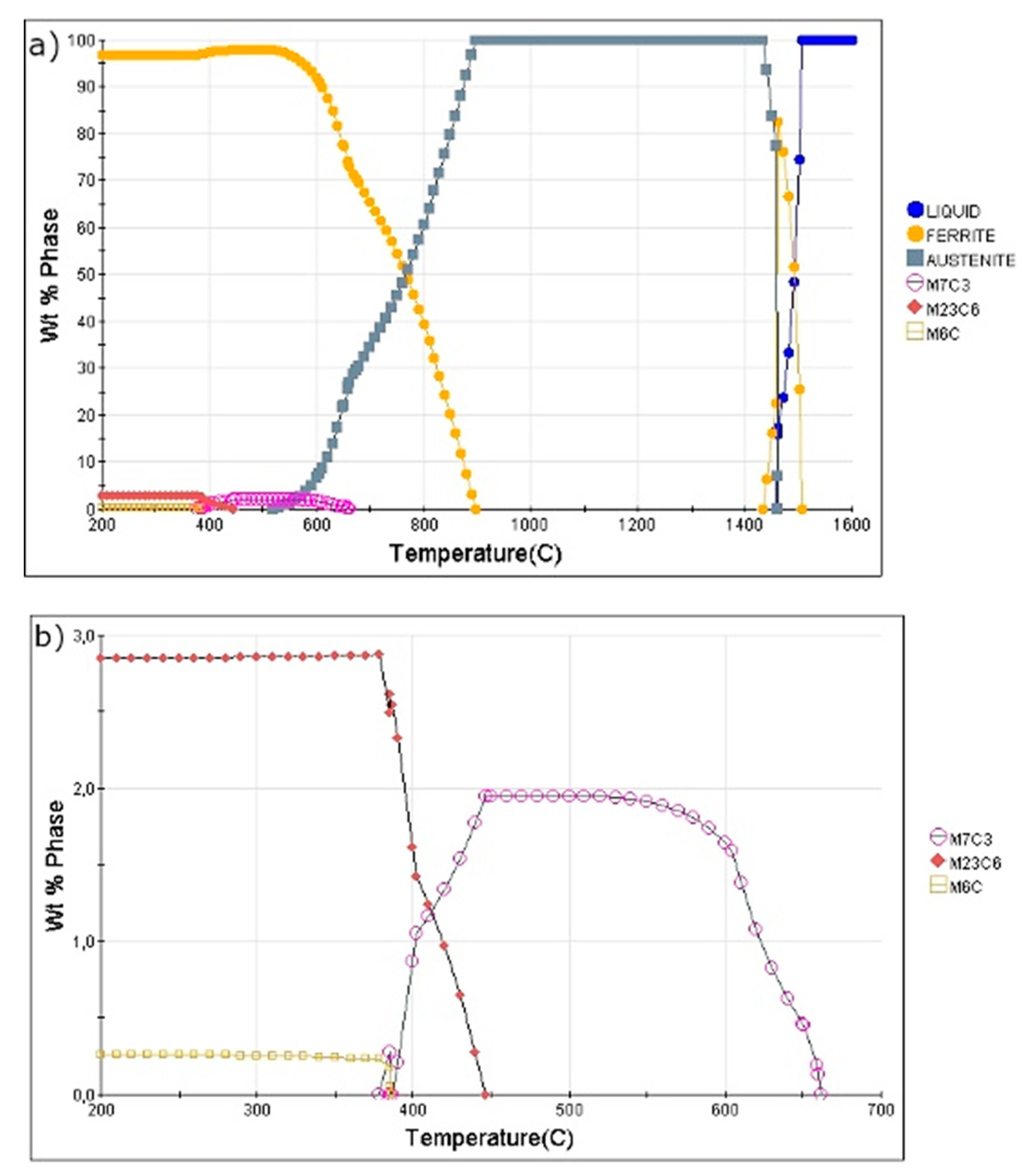
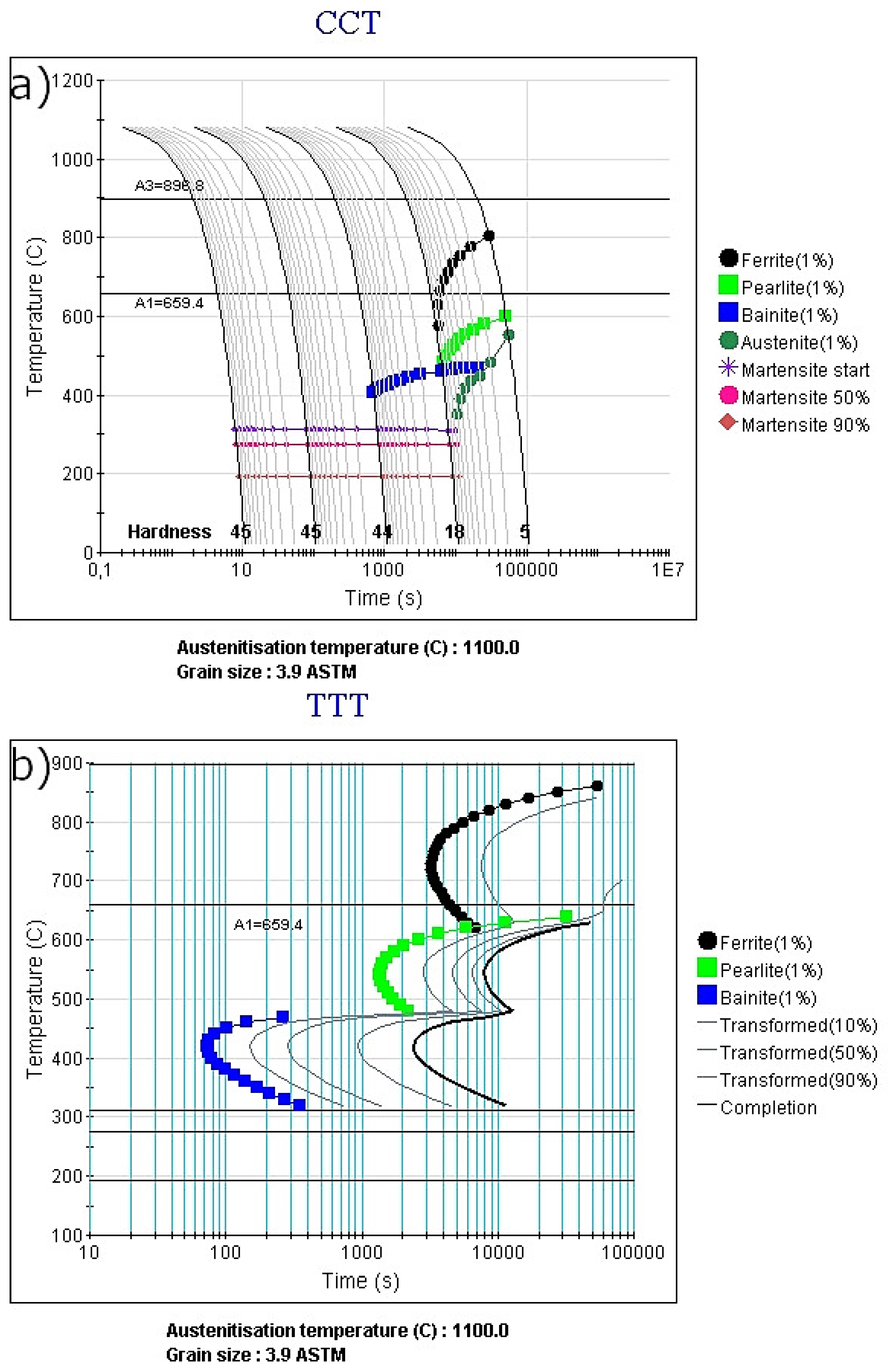
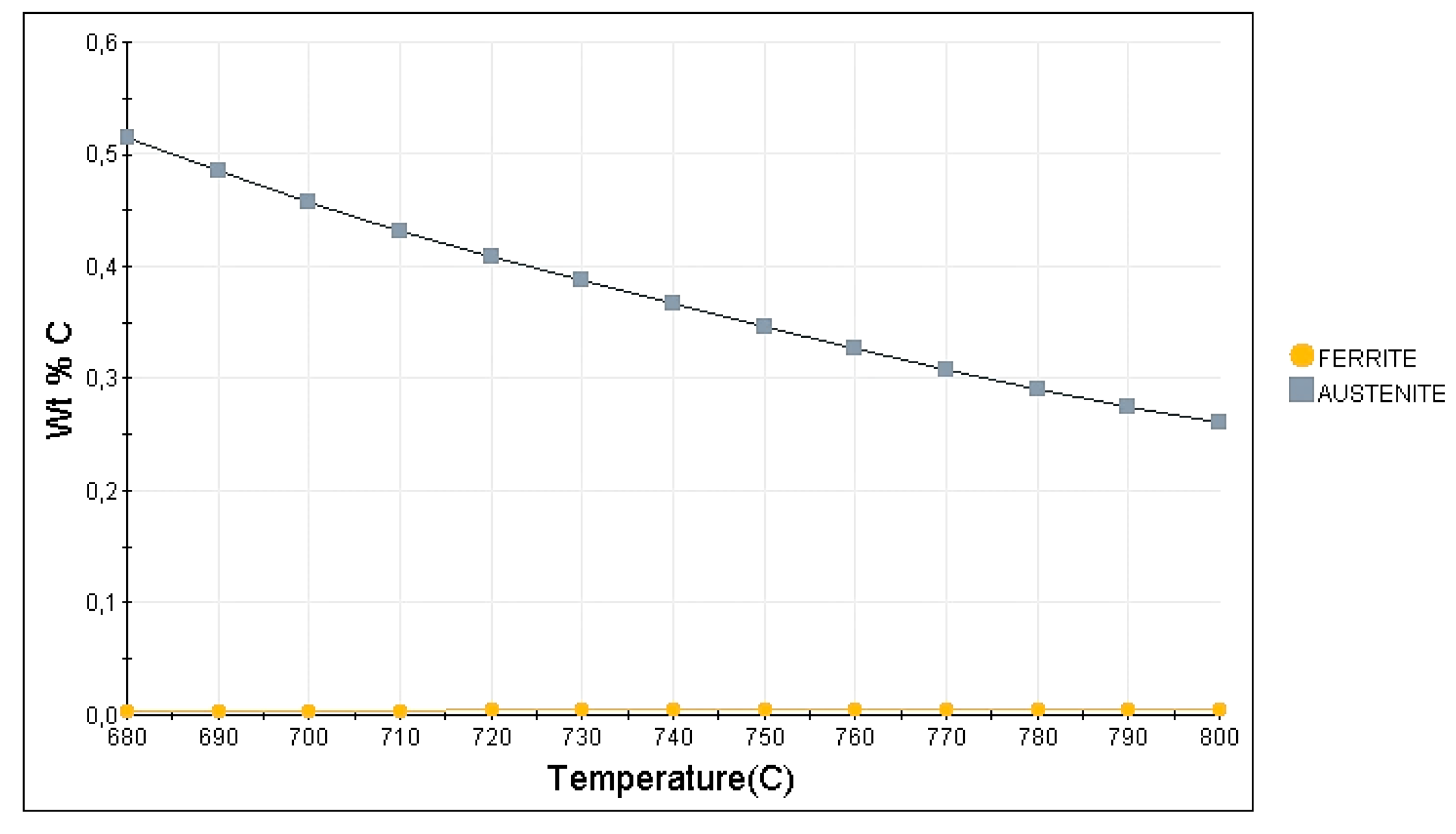
3.1. Theoretical Calculations
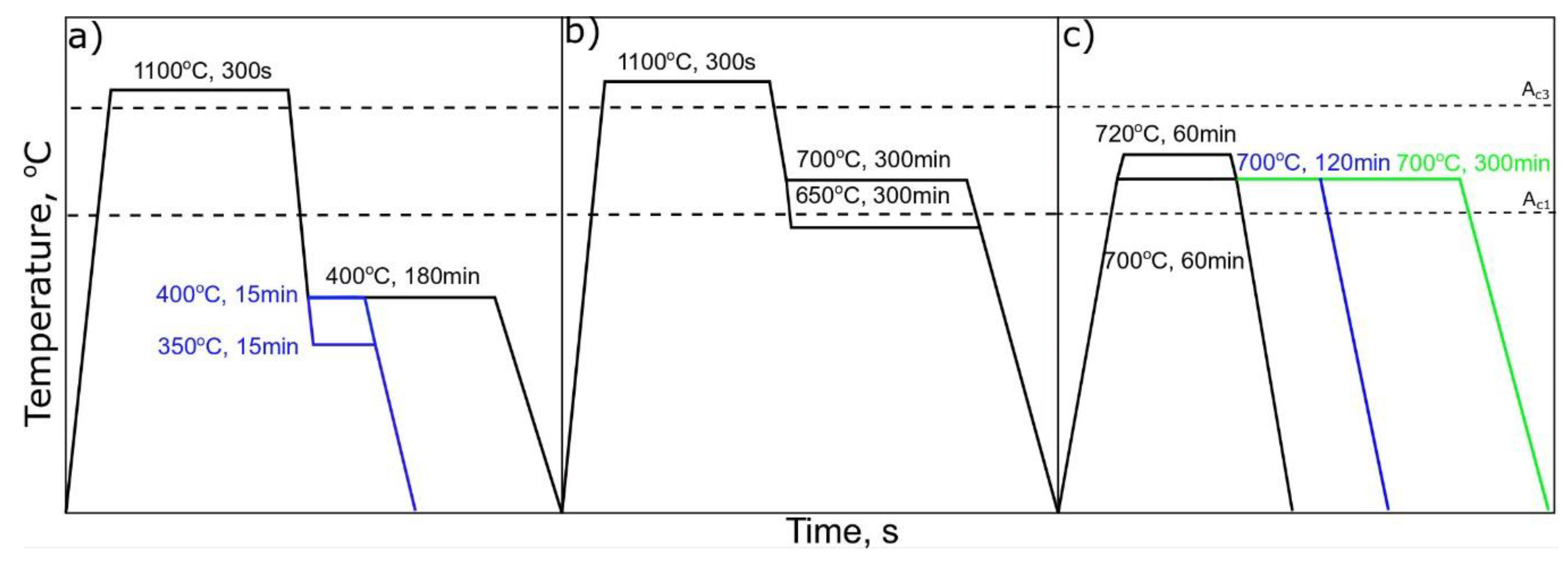
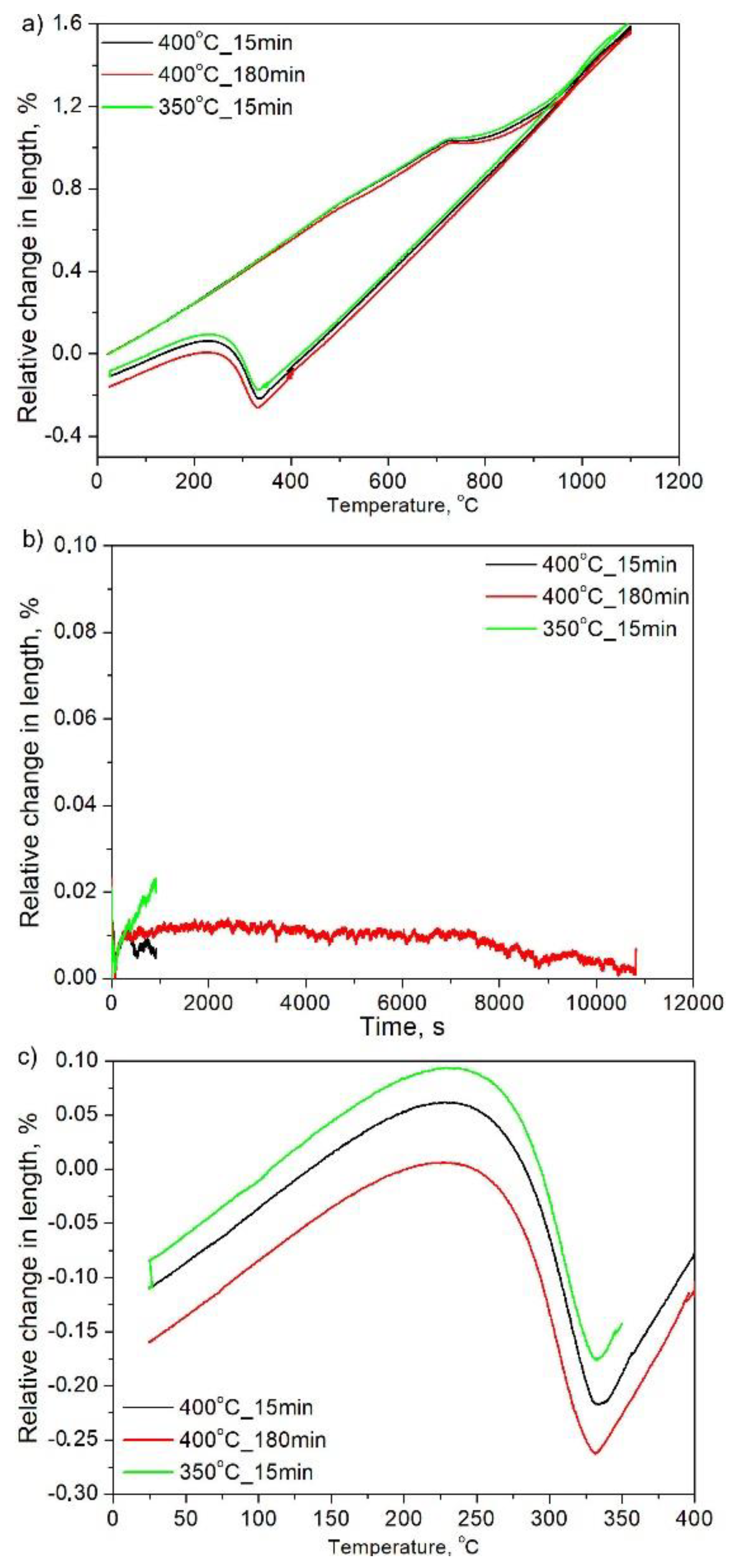
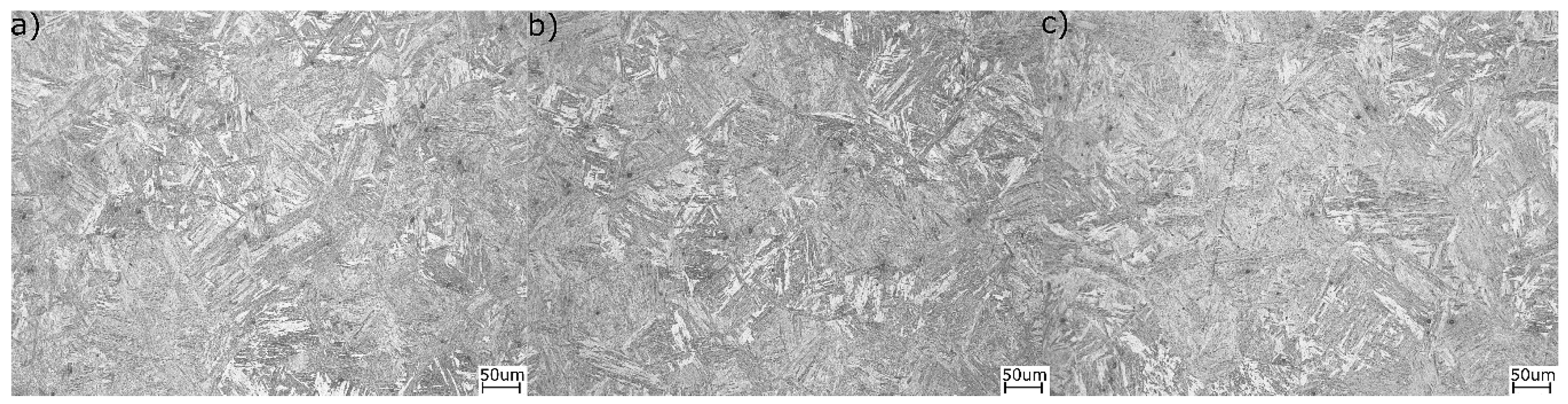
3.2. Heat Treatment in Bainitic Region
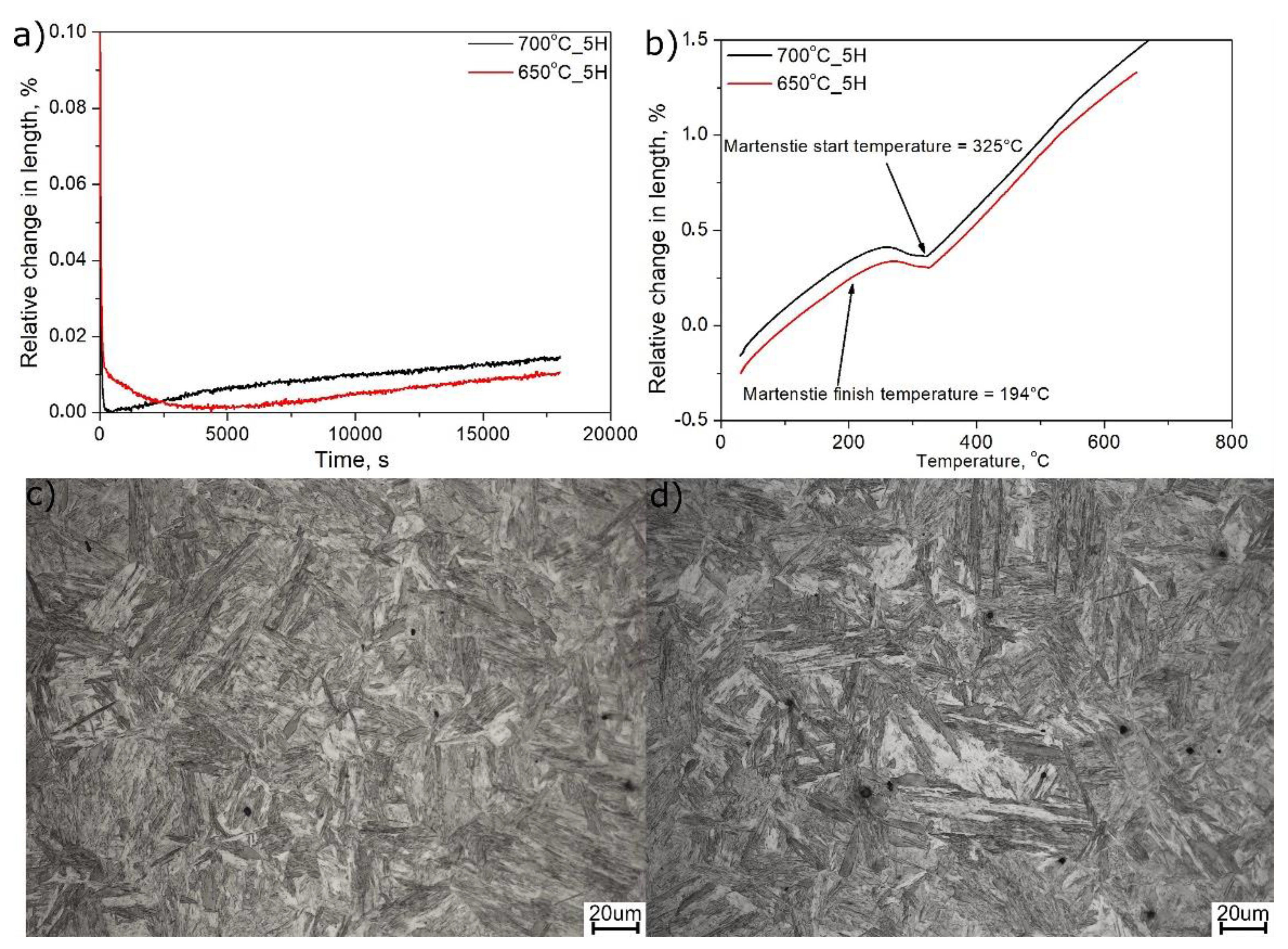
3.3. Coiling Simulation Approach
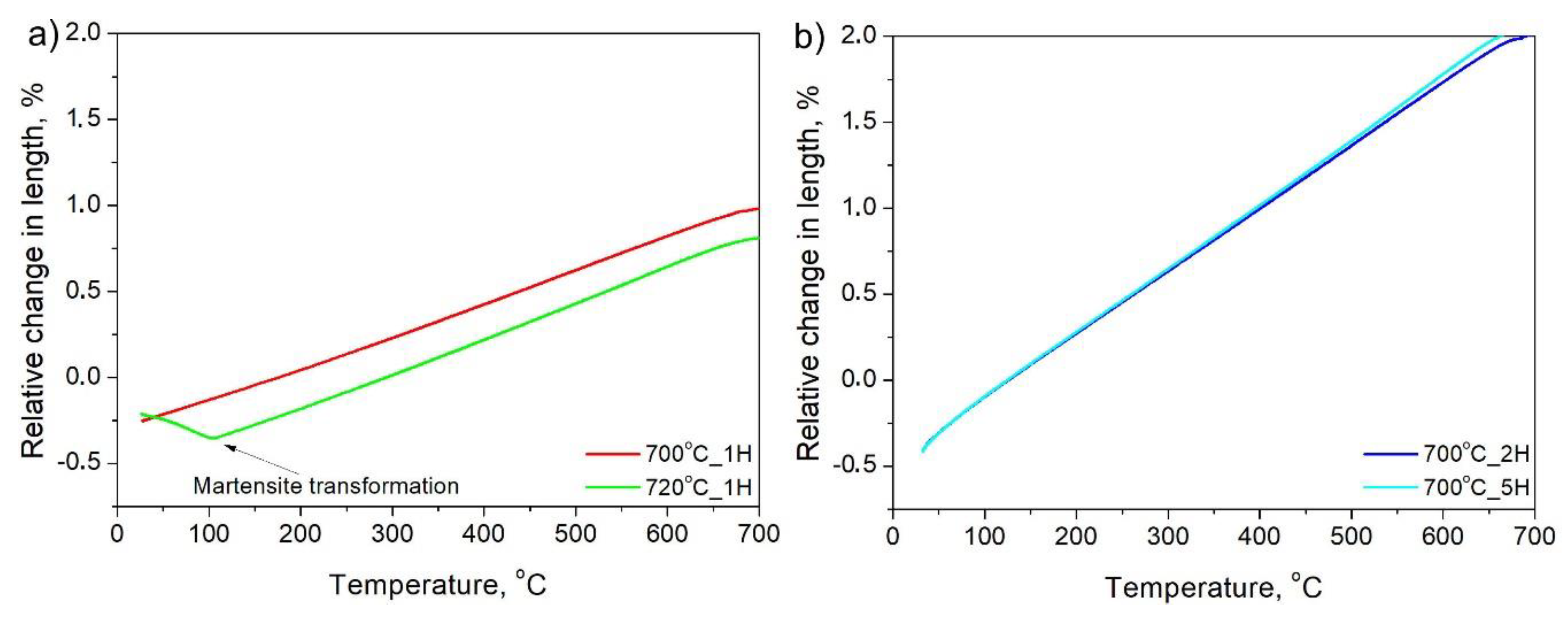
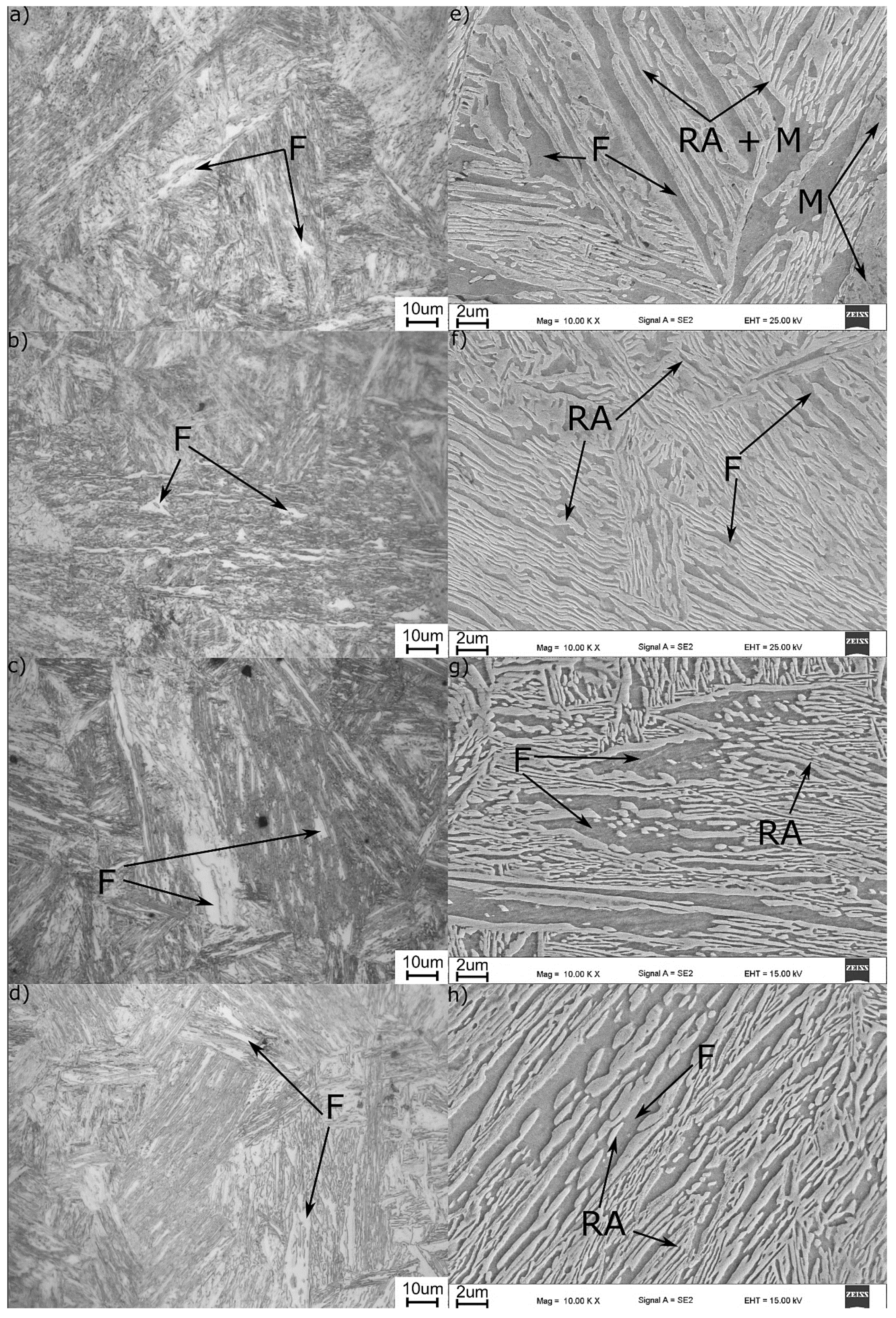
3.4. Intercritical Annealing
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Grajcar, A.; Kwasny, W.; Zalecki, W. Microstructure-property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- Grajcar, A.; Radwanski, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Technol. 2014, 48, 679–683. [Google Scholar]
- Smiglewicz, A.; Jablonska, M.B. The effect of strain rate on the impact strength of the high-Mn steel. Metalurgija 2015, 54, 631–634. [Google Scholar]
- Grajcar, A.; Skrzypczyk, P.; Wozniak, D. Thermomechanically rolled medium-Mn steels containing retained austenite. Arch. Metall. Mater. 2014, 59, 1691–1697. [Google Scholar] [CrossRef]
- Xie, Z.J.; Han, G.; Yu, Y.S.; Shang, C.J.; Misra, R.D.K. The determining role of intercritical annealing condition on retained austenite and mechanical properties of a low carbon steel: Experimental and theoretical analysis. Mater. Charact. 2019, 153, 208–214. [Google Scholar] [CrossRef]
- Zhu, J.; Ding, R.; He, J.; Yang, Z.; Zhang, C.; Chen, H. A cyclic austenite reversion treatment for stabilizing austenite in the medium manganese steels. Scr. Mater. 2017, 136, 6–10. [Google Scholar] [CrossRef]
- Chandan, A.K.; Bansal, G.K.; Kundu, J. Effect of prior austenite grain size on the evolution of microstructure and mechanical properties of an intercritically annealed medium manganese steel. Mater. Sci. Eng. A 2019, 768, 1–10. [Google Scholar] [CrossRef]
- Kucerova, L.; Opatova, K.; Kana, J. High versatility of niobium alloyed AHSS. Arch. Metall. Mater. 2017, 62, 1485–1491. [Google Scholar] [CrossRef]
- Radwanski, K.; Kuziak, R.; Rozmus, R. Structure and mechanical properties of dual-phase steel following heat treatment simulations reproducing a continuous annealing line. Arch. Civ. Mech. 2019, 19, 453–468. [Google Scholar] [CrossRef]
- Gorka, J.; Opiela, M. Structure and properties of high-strength low-alloy steel melted by the laser beam. Mater. Perform. Charact. 2019, 8, 1–10. [Google Scholar] [CrossRef]
- Yang, J.R.; Huang, C.Y.; Hsieh, W.H.; Chiou, C.S. Mechanical stabilization of austenite against bainitic reaction in Fe-Mn-Si-C bainitic steel. Mater. Trans. 1996, 37, 579–585. [Google Scholar] [CrossRef]
- Guo, H.; Zhou, P.; Zhao, A.; Zhi, C.; Ding, R.; Wang, J. Effects of Mn and Cr on microstructure and mechanical properties of low temperature bainitic steel. J. Iron Steel Res. Int. 2017, 24, 290–295. [Google Scholar] [CrossRef]
- Tian, J.; Xu, G.; Zhou, M.; Hu, H.; Wan, X. The effects of Cr and Al addition on transformation and properties in low-carbon bainitic steels. Metals 2017, 7, 40. [Google Scholar] [CrossRef]
- Sente Software Ltd. A Collection of Free Downloadable Papers on the Development and Application of JmatPro. 2005. Available online: http://www.sentesoftware.co.uk/biblio.html (accessed on 17 January 2020).
- Bhadeshia, H.K.D.H. A thermodynamic analysis of isothermal transformation diagrams. Metal Sci. 1982, 16, 159–165. [Google Scholar] [CrossRef]
- ASTM A1033-04. Standard Practice for Quantitative Measurement and Reporting of Hypoeutectoid Carbon and Low-Alloy Steel Phase Transformations; ASTM International: West Conshohocken, PA, USA, 2004; Available online: www.astm.org (accessed on 17 January 2020).
- Klueh, R.L.; Maziasz, P.J.; Lee, E.H. Manganese as an austenite stabilizer in Fe-Cr-Mn-C steels. Mater. Sci. Eng. A 1988, 102, 115–124. [Google Scholar] [CrossRef]
- Navarro-Lopez, A.; Sietsma, J.; Santofimia, M.J. Effect of prior a thermal martensite on the isothermal transformation kinetic below Ms in a low-C high-Si steel. Metall. Mater. Trans. A 2016, 47, 1028–1039. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.C.; Bhadeshia, H.K.D.H. Acceleration of low-temperature bainite. ISIJ Int. 2003, 43, 1821–1825. [Google Scholar] [CrossRef]
- Farahani, H.; Xu, W.; Zwaag, S. Predicting the cooperative effect of Mn-Si and Mn-Mo on the incomplete bainite formation in quaternary Fe-C alloys. Philos. Mag. Lett. 2018, 98, 161–171. [Google Scholar] [CrossRef]
- Shah, M.; Das, S.K.; Chowdhury, S.G. Effect of alloying elements on microstructure and mechanical properties of air-cooled bainitic steel. Metall. Mater. Trans. A 2019, 50, 2092–2102. [Google Scholar] [CrossRef]
- Nakada, N.; Mizutani, K.; Tsuchiyama, T.; Takaki, S. Difference in transformation behavior between ferrite and austenite formation in medium manganese steel. Acta Mater. 2014, 65, 251–258. [Google Scholar] [CrossRef]
- Yunbo, X.; Zou, Y.; Hu, Z.; Han, D.; Chen, S.; Misra, R. Correlation between deformation behavior and austenite characteristics in a Mn-Al type TRIP steel. Mater. Sci. Eng. A 2017, 698, 126–135. [Google Scholar] [CrossRef]
- Shu, Y.; Liu, X.; Liang, T.; Zhao, Y. The effects of the initial microstructure on microstructural evolution, mechanical properties and reversed austenite stability of intercritically annealed Fe-6.1Mn-1.5Si-0.12C steel. Mater. Sci. Eng. A 2018, 712, 332–340. [Google Scholar] [CrossRef]
- Xiong, X.C.; Chen, B.; Huang, M.X.; Wang, J.F.; Wang, L. The effect of morphology on the stability of retained austenite in quenched and partitioned steel. Scripta Mater. 2013, 68, 321–324. [Google Scholar] [CrossRef]
- Steineder, K.; Schneider, R.; Krizan, D.; Beal, C.; Sommitsch, C. Comparative investigation of phase transformation behavior as a function of annealing temperature and cooling rate of two medium-Mn steels. Steel Res. Int. 2015, 86, 1179–1186. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Al | Mo |
|---|---|---|---|---|
| 0.16 | 4.7 | 0.2 | 1.6 | 0.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Morawiec, M.; Grajcar, A.; Zalecki, W.; Garcia-Mateo, C.; Opiela, M. Dilatometric Study of Phase Transformations in 5 Mn Steel Subjected to Different Heat Treatments. Materials 2020, 13, 958. https://doi.org/10.3390/ma13040958
Morawiec M, Grajcar A, Zalecki W, Garcia-Mateo C, Opiela M. Dilatometric Study of Phase Transformations in 5 Mn Steel Subjected to Different Heat Treatments. Materials. 2020; 13(4):958. https://doi.org/10.3390/ma13040958
Chicago/Turabian StyleMorawiec, Mateusz, Adam Grajcar, Władysław Zalecki, Carlos Garcia-Mateo, and Marek Opiela. 2020. "Dilatometric Study of Phase Transformations in 5 Mn Steel Subjected to Different Heat Treatments" Materials 13, no. 4: 958. https://doi.org/10.3390/ma13040958
APA StyleMorawiec, M., Grajcar, A., Zalecki, W., Garcia-Mateo, C., & Opiela, M. (2020). Dilatometric Study of Phase Transformations in 5 Mn Steel Subjected to Different Heat Treatments. Materials, 13(4), 958. https://doi.org/10.3390/ma13040958