On the Determination of Forming Limits in Polycarbonate Sheets


 ,
,  , , and
, , and 
Abstract
1. Introduction
2. Experimentation
3. Methodology
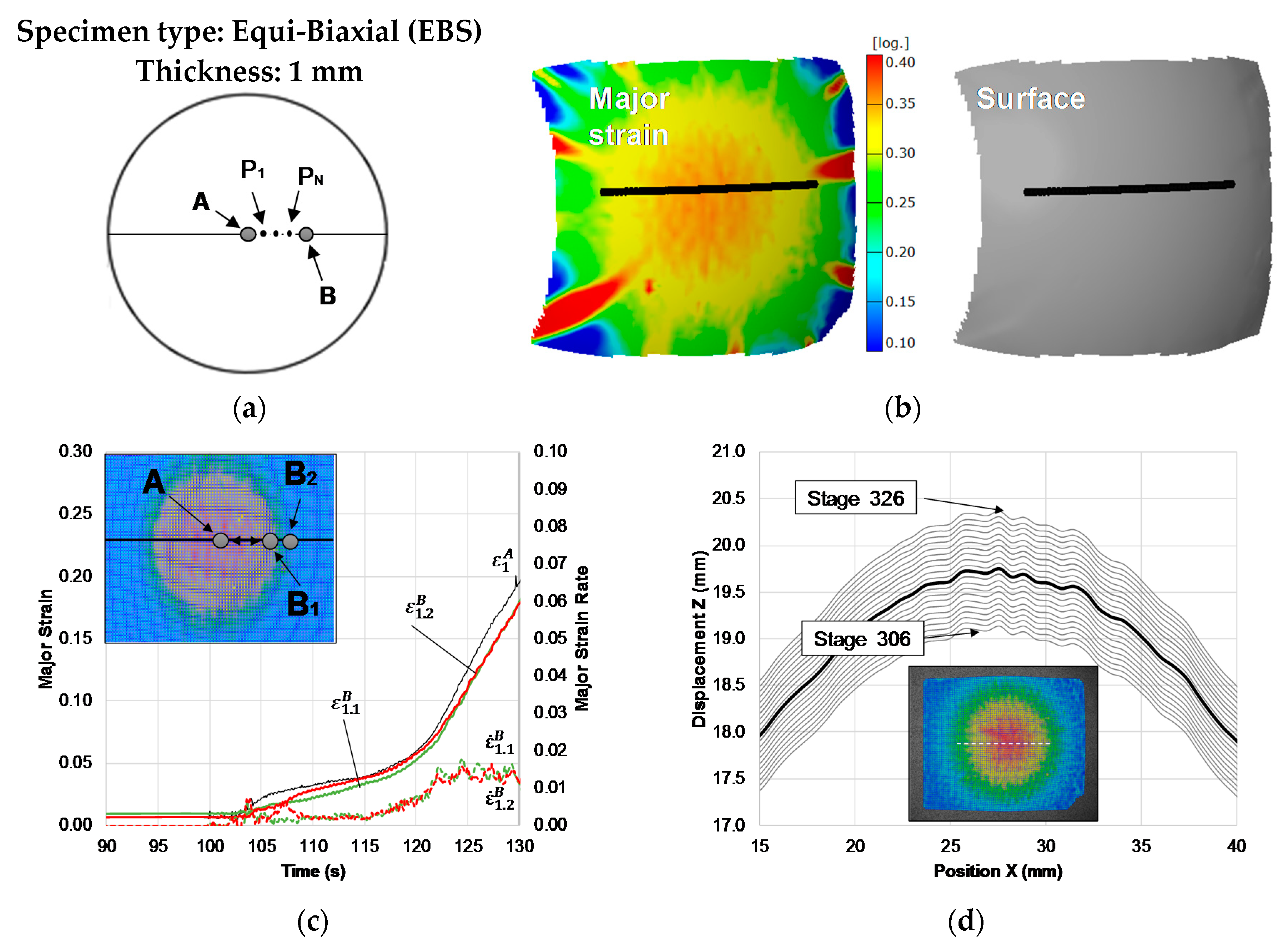
3.1. Forming Limit by Necking
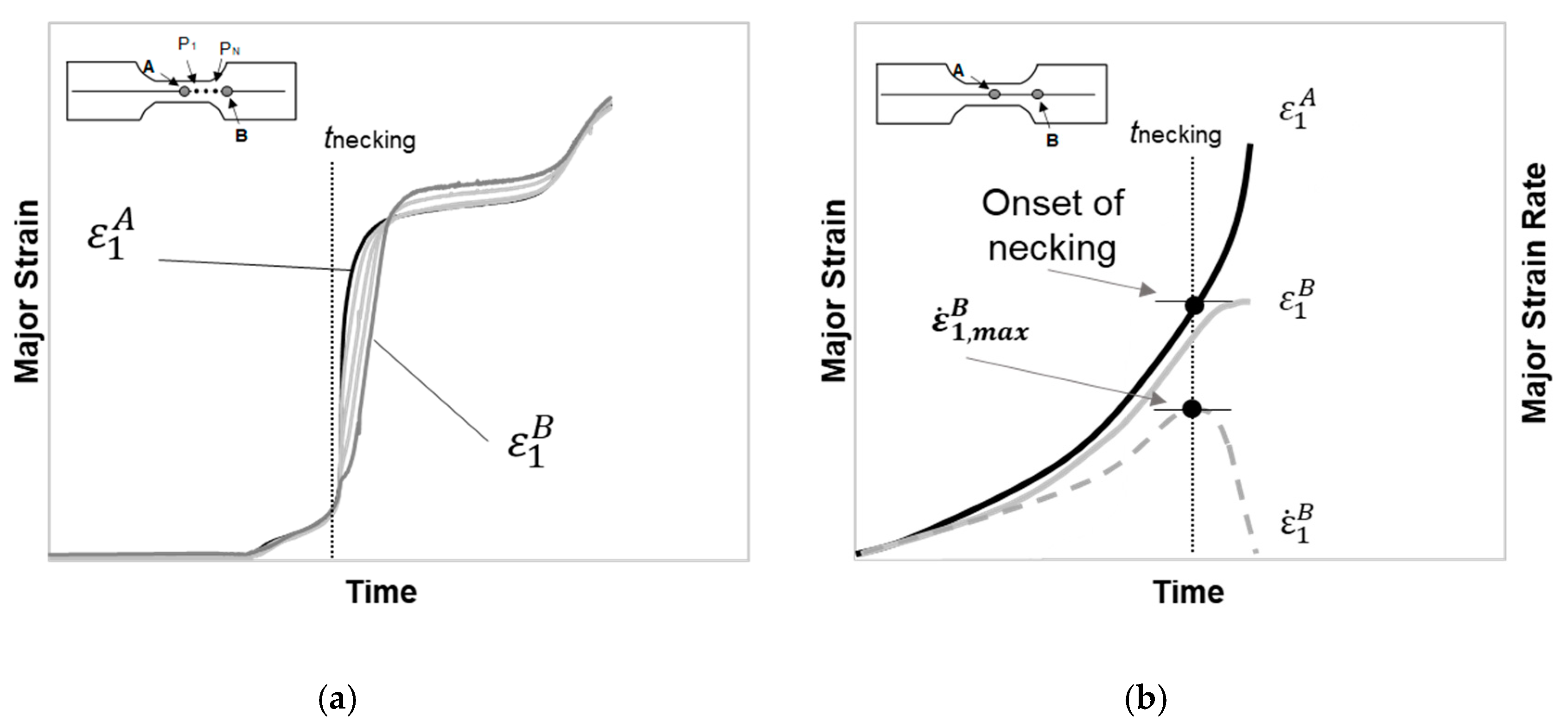
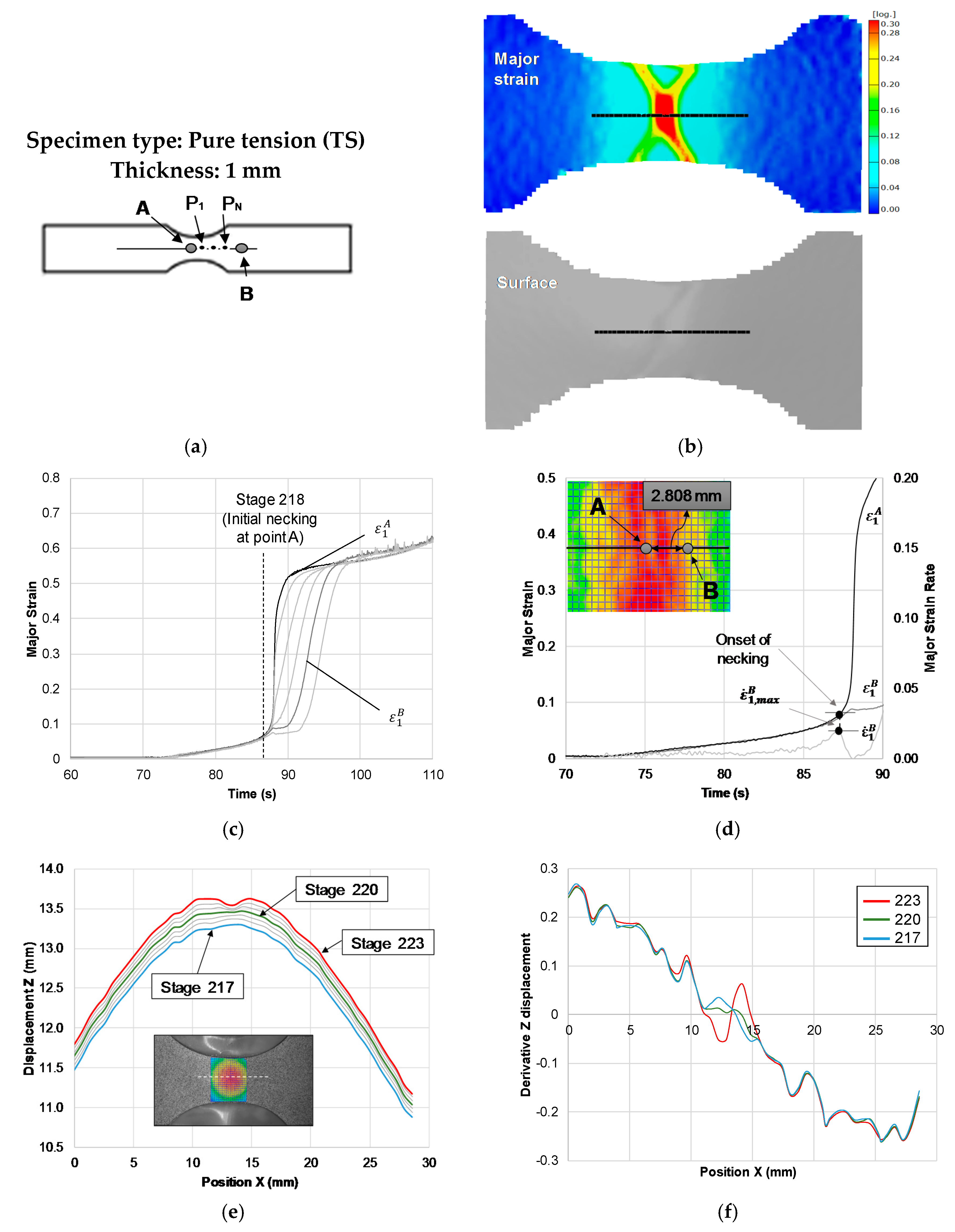
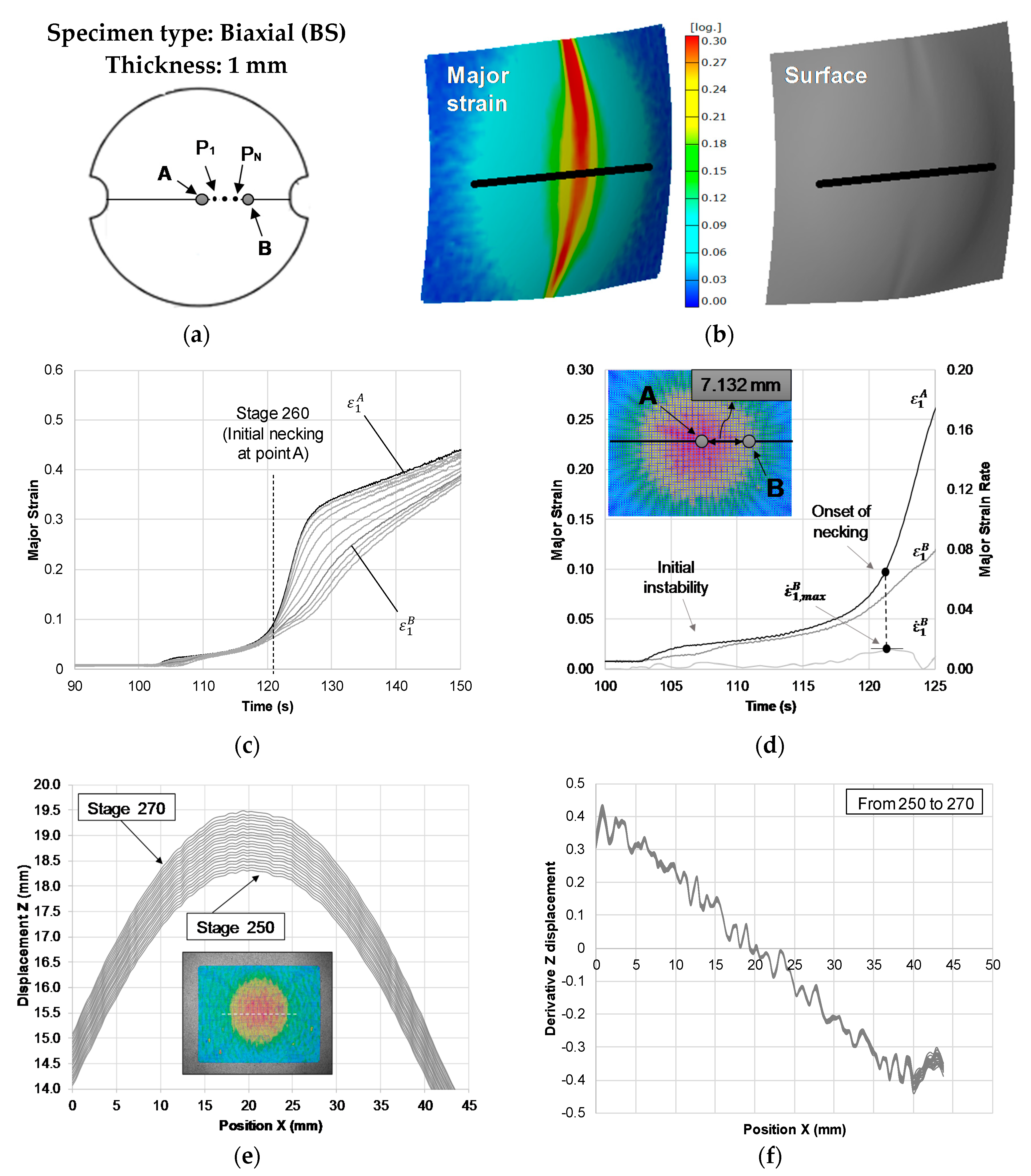
3.1.1. Time-Dependent Methodology
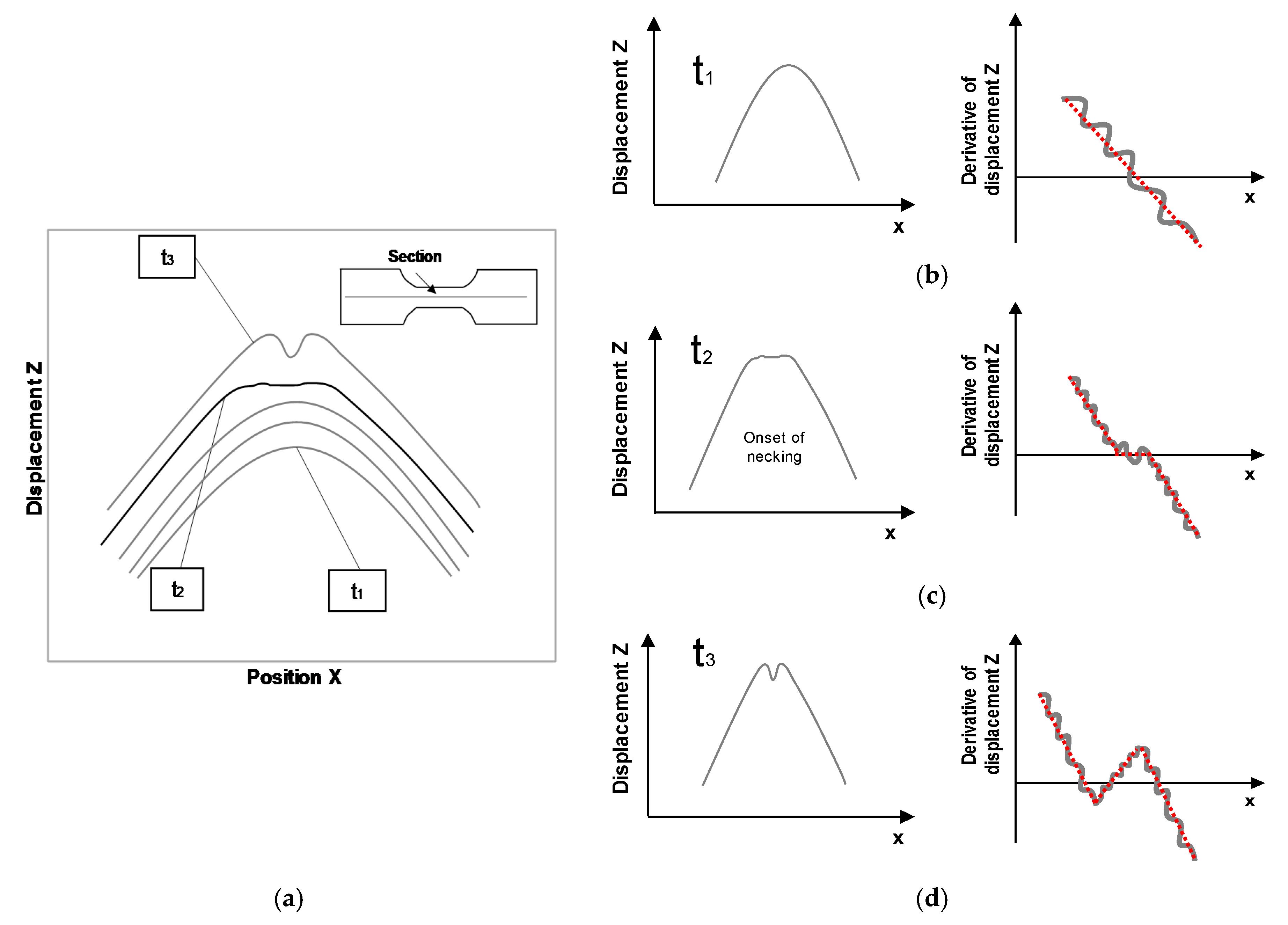
3.1.2. Flat-Valley Approach
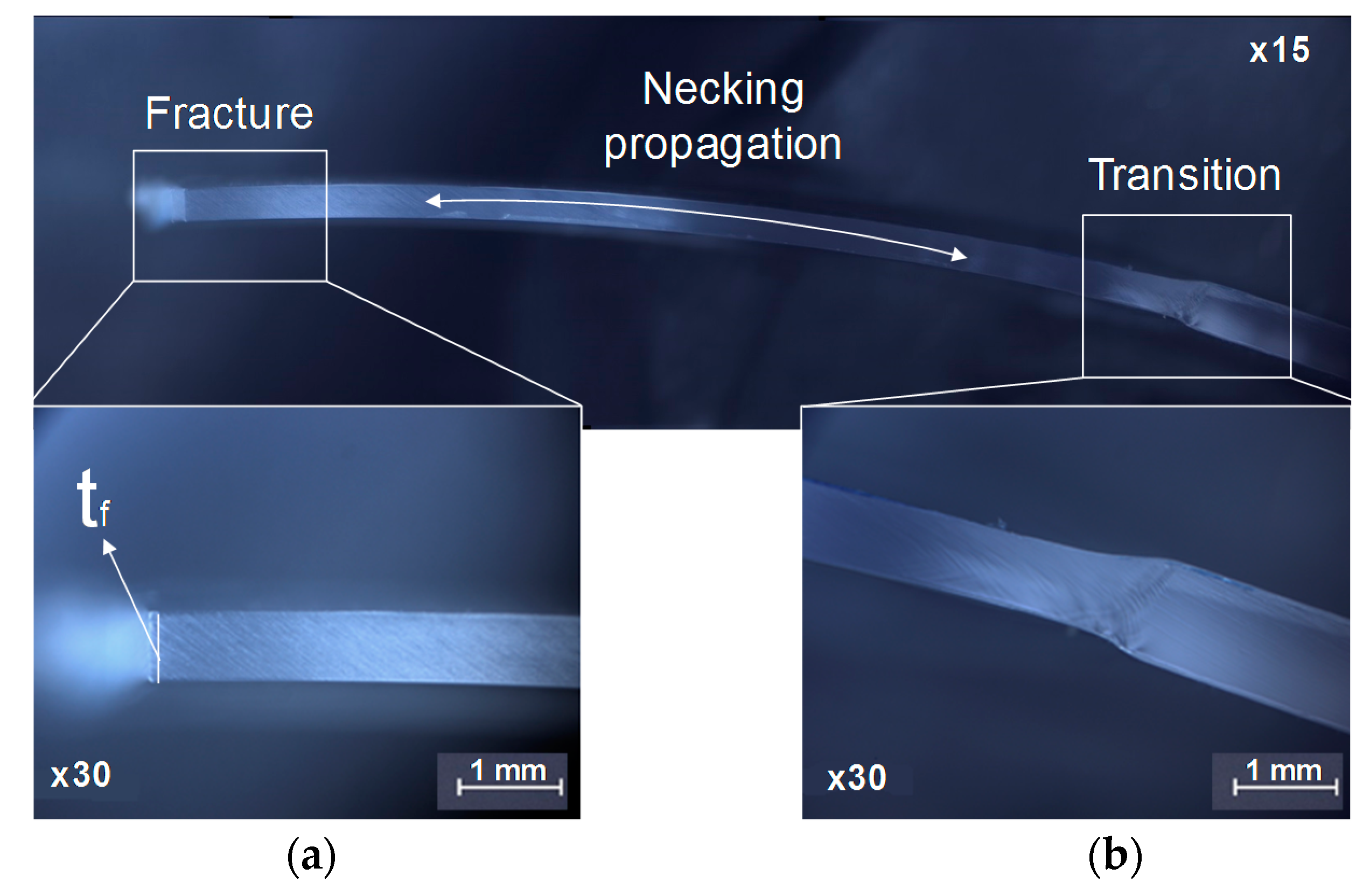
3.2. Forming Limit by Fracture
4. Results and Discussion
4.1. Formability Limit by Necking
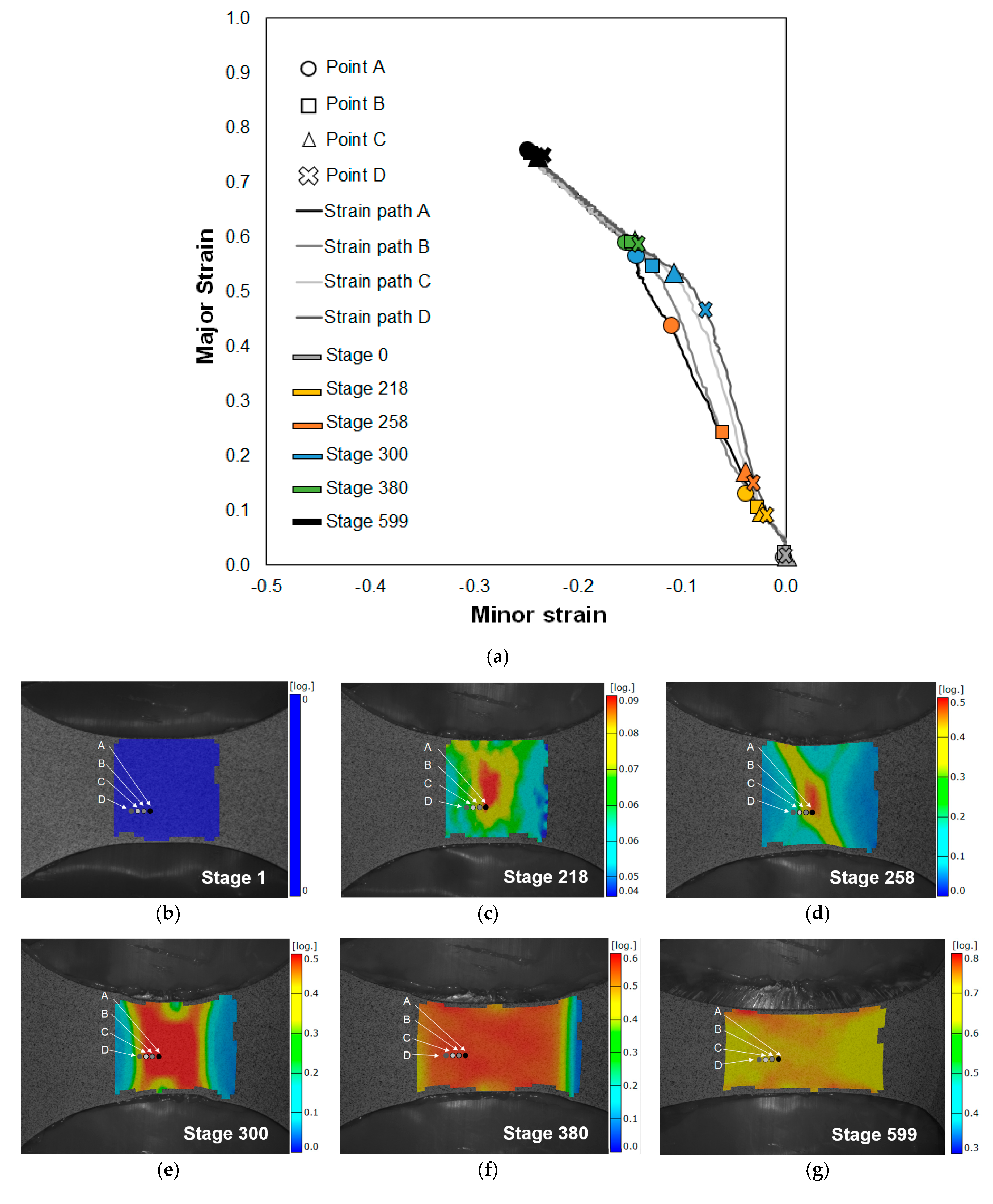
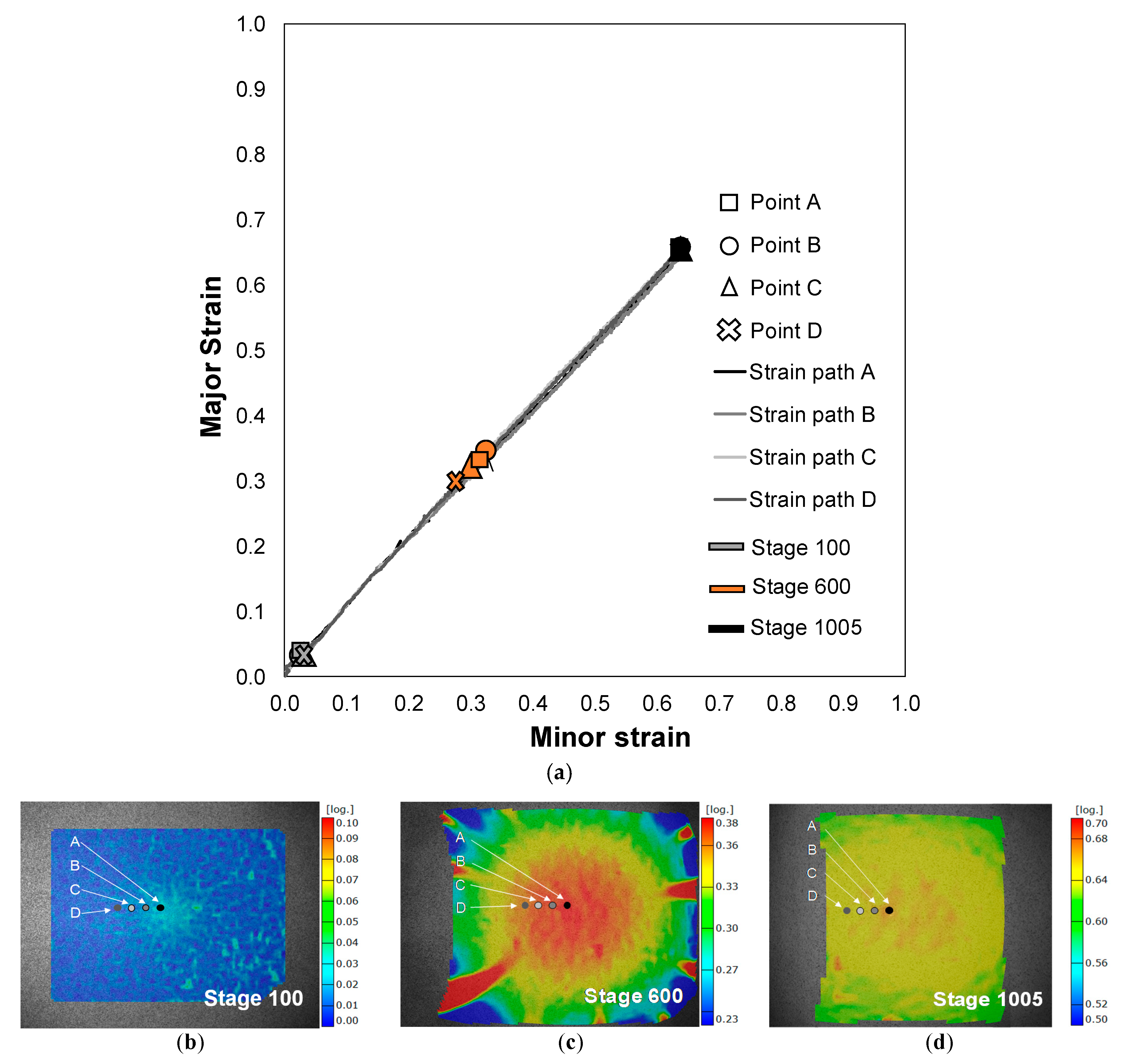
4.2. Strain Paths Evolution Analysis
4.3. Formability Limit by Fracture
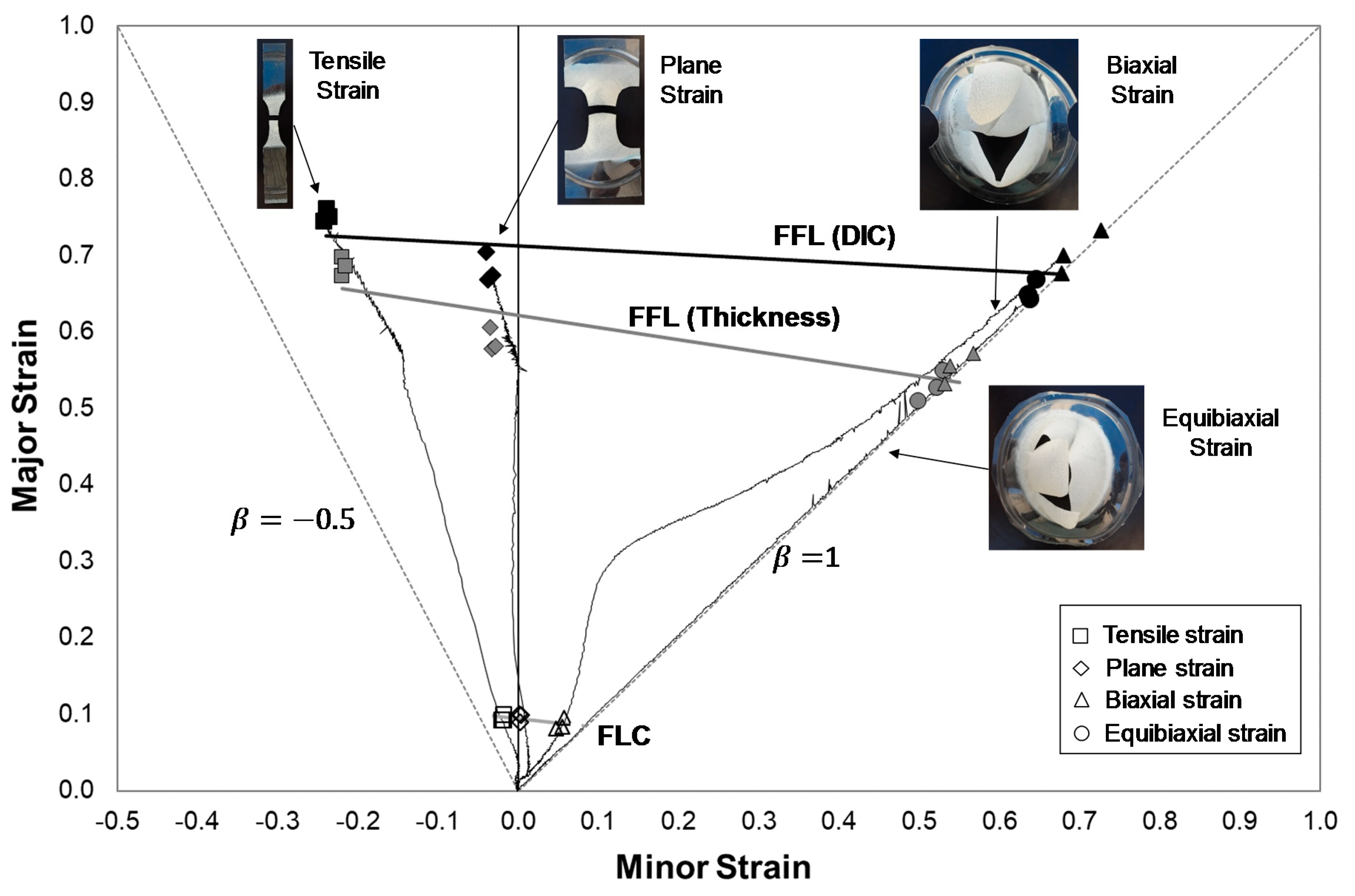
4.4. Formability Limits in Principal Strain Space
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Strong, A.B. Plastics: Materials and Processing, 3rd ed.; Pearson Prentice Hall: Upper Saddle River, NJ, USA, 2005. [Google Scholar]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Valino, A.D.; Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Messman, J.; Advincula, R.C. Advances in 3D Printing of Thermoplastic Polymer Composites and Nanocomposites. Prog. Polym. Sci. 2019, 98, 101162. [Google Scholar] [CrossRef]
- Franzen, V.; Kwiatkowski, L.; Martins, P.A.F.; Tekkaya, A.E. Single point incremental forming of PVC. J. Mater. Process. Technol. 2009, 209, 462–469. [Google Scholar] [CrossRef]
- Shaw, M.T. Cold Forming of polymeric materials. Annu. Rev. Mater. Sci. 1980, 10, 19–42. [Google Scholar] [CrossRef]
- Caddell, R.M.; Raghava, R.S.; Atkins, A.G. Pressure dependent yield criteria for polymers. Mater. Sci. Eng. 1974, 13, 113–120. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric single point incremental forming of sheet metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Silva, M.B.; Alves, L.M.; Martins, P.A.F. Single point incremental forming of PVC: Experimental findings and theoretical interpretation. Eur. J. Mech. A Solids. 2010, 29, 557–566. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Silva, M.B.; Martins, P.A.F.; Tekkaya, A.E. Plastic flow and failure in single point incremental forming of PVC sheets. Express Polym. Lett. 2014, 8, 301–311. [Google Scholar] [CrossRef]
- Bagudanch, I.; Centeno, G.; Vallellano, C.; Garcia-Romeu, M.L. Revisiting formability and failure of polymeric sheets deformed by single point incremental forming. Polym. Degrad. Stab. 2017, 144, 366–377. [Google Scholar] [CrossRef]
- Marques, T.A.; Silva, M.B.; Martins, P.A.F. On the potential of single point incremental forming of sheet polymer parts. Int. J. Adv. Manuf. Technol. 2012, 60, 75–86. [Google Scholar] [CrossRef]
- Centeno, G.; Martínez-Donaire, A.J.; Morales-Palma, D.; Vallellano, C.; Silva, M.B.; Martins, P.A.F. Novel experimental techniques for the determination of the forming limits at necking and fracture. In Materials Forming and Machining, Research and Development; Davim, J.P., Ed.; Woodhead Publishing: Cambridge, UK, 2015; pp. 1–24. [Google Scholar]
- Carothers, W.H.; Hill, J.W. Studied of Polymerization and ring formation. XV. Artificial fibers from synthetic linear condensation superpolymers. J. Am. Chem. Soc. 1932, 54, 1579–1587. [Google Scholar] [CrossRef]
- Le, V.S.; Ghiotti, A.; Lucchetta, G. Preliminary studies on single point incremental forming for thermoplastic materials. Int. J. Mater. Form. 2008, 1, 1179–1182. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Centeno, G.; Elías-Zúñiga, A.; Ciurana, J. Forming force and temperature effects on single point incremental forming of polyvinylchloride. J. Mater. Process. Technol. 2015, 219, 221–229. [Google Scholar] [CrossRef]
- Medina-Sanchez, G.; Garcia-Collado, A.; Carou, D.; Dorado-Vicente, R. Force prediction for incremental forming of polymer sheets. Materials 2018, 11, 1597. [Google Scholar] [CrossRef] [PubMed]
- Davarpanah, M.A.; Mirkouei, A.; Yu, X.; Malhotra, R.; Pilla, S. Effects of incremental depth and tool rotation on failure modes and microstructural properties in single point incremental forming of polymers. J. Mater. Process. Technol. 2015, 222, 287–300. [Google Scholar] [CrossRef]
- Durante, M.; Formisano, A.; Lambiase, F. Incremental forming of polycarbonate sheets. J. Mater. Process. Technol. 2018, 253, 57–63. [Google Scholar] [CrossRef]
- Sabater, M.; Garcia-Romeu, M.L.; Vives-Mestres, M.; Ferrer, I.; Bagudanch, I. Process parameter effects on biocompatible thermoplastic sheets produced by incremental forming. Materials 2018, 11, 1377. [Google Scholar] [CrossRef]
- Edwards, W.L.; Grimm, T.J.; Ragai, I.; Roth, J.T. Optimum process parameters for springback reduction of single point incrementally formed polycarbonate. Procedia Manuf. 2017, 10, 329–338. [Google Scholar] [CrossRef]
- Bagudanch, I.; Garcia-Romeu, M.L.; Sabater, M. Incremental forming of polymers: Process parameters selection from the perspective of electric energy consumption and cost. J. Clean. Prod. 2016, 112, 1013–1024. [Google Scholar] [CrossRef]
- Bagudanch, I.; Lozano-Sánchez, L.M.; Puigpinó, L.; Sabater, M.; Elizalde, L.E.; Elías-Zúñiga, A.; Garcia-Romeu, M.L. Manufacturing of polymeric biocompatible cranial geometry by single point incremental forming. Procedia Eng. 2015, 132, 267–273. [Google Scholar] [CrossRef]
- Centeno, G.; Bagudanch, I.; Morales-Palma, D.; García-Romeu, M.L.; Gonzalez-Perez-Somarriba, B.; Martinez-Donaire, A.J.; Gonzalez-Perez, L.M.; Vallellano, C. Recent approaches for the manufacturing of polymeric cranial prostheses by incremental sheet forming. Procedia Eng. 2017, 183, 180–187. [Google Scholar] [CrossRef]
- Clavijo-Chaparro, S.L.; Iturbe-Ek, J.; Lozano-Sánchez, L.M.; Sustaita, A.O.; Elías-Zúñiga, A. Plasticized and reinforced poly(methyl methacrylate) obtained by a dissolution-dispersion process for single point incremental forming: Enhanced formability towards the fabrication of cranial implants. Polym. Test. 2018, 68, 39–45. [Google Scholar] [CrossRef]
- Ambrogio, G.; Conte, R.; Gagliardi, F.; De Napoli, L.; Filice, L.; Russo, P. A new approach for forming polymeric composite structures. Compos. Struct. 2018, 204, 445–453. [Google Scholar] [CrossRef]
- Al-Obaidi, A.; Kunke, A.; Kräusel, V. Hot single-point incremental forming of glass-fiber-reinforced polymer (PA6GF47) supported by hot air. J. Manuf. Process. 2019, 43, 17–25. [Google Scholar] [CrossRef]
- Alkas Yonan, S.; Haupt, P.; Kwiatkowski, L.; Franzen, V.; Brosius, A.; Tekkaya, A.E. A Viscoplastic Material Model Based on Overstress for the Simulation of Incremental Sheet Forming of Thermoplastics. AIP Conf. Proc. 2011, 1353, 803. [Google Scholar]
- Bagudanch, I.; Martínez-Romero, O.; Elías-Zúñiga, A.; García-Romeu, M.L. Identifying polymeric constitutive equations for incremental sheet forming modelling. Procedia Eng. 2014, 81, 2292–2297. [Google Scholar] [CrossRef]
- Ye, J.; Andre, S.; Farge, L. Kinematic study of necking in a semi-crystalline polymer through 3D Digital Image Correlation. Int. J. Solids Struct. 2015, 59, 58–72. [Google Scholar] [CrossRef]
- ISO 12004-2:2008. Metallic Materials—Sheet and Strip—Determination of Forming-Limit Curves—Part 2: Determination of Forming-Limit Curves in the Laboratory; ISO: Geneva, Switzerland, 2008. [Google Scholar]
- Martínez-Donaire, A.J.; García-Lomas, F.J.; Vallellano, C. New approaches to detect the onset of localised necking in sheets under through-thickness strain gradients. Mater. Des. 2014, 57, 135–145. [Google Scholar] [CrossRef]
- Barenblatt, G.I. Neck propagation in polymers. Rheol. Acta. 1974, 13, 924–933. [Google Scholar] [CrossRef]
- Embury, J.D.; Duncan, J.L. Formability maps. Annu. Rev. Mater. Sci. 1981, 11, 505–521. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Geometry | Specimen | Operating Conditions | ||
|---|---|---|---|---|
| Geometry | Dimensions (mm) | Blank Holder Force (kN) | Velocity (mm/min) | |
| TS |  | 30 | 60 | |
| PS |  | 40 | ||
| BS |  | D = 182 | 60 | |
| EBS |  | D = 182 | 60 | |
| Test Geometry | Specimen | Necking Determination Approaches | |||||
|---|---|---|---|---|---|---|---|
| Time-Dependent | Flat-Valley | ||||||
| Stage | Stage | ||||||
| TS | I | 251 | 0.100 | −0.019 | 252 | 0.106 | −0.020 |
| II | 218 | 0.093 | −0.019 | 220 | 0.104 | −0.024 | |
| III | 208 | 0.093 | −0.022 | 210 | 0.105 | −0.026 | |
| PS | I | 247 | 0.099 | 0.003 | 249 | 0.109 | 0.002 |
| II | 274 | 0.090 | 0.003 | 271 | 0.081 | 0.002 | |
| III | 243 | 0.010 | 0.001 | 244 | 0.105 | 0.000 | |
| BS | I | 260 | 0.095 | 0.057 | 250–270 | – | – |
| II | 217 | 0.084 | 0.055 | 207–227 | – | – | |
| III | 218 | 0.081 | 0.047 | 208–228 | – | – | |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rosa-Sainz, A.; Centeno, G.; Silva, M.B.; López-Fernández, J.A.; Martínez-Donaire, A.J.; Vallellano, C. On the Determination of Forming Limits in Polycarbonate Sheets. Materials 2020, 13, 928. https://doi.org/10.3390/ma13040928
Rosa-Sainz A, Centeno G, Silva MB, López-Fernández JA, Martínez-Donaire AJ, Vallellano C. On the Determination of Forming Limits in Polycarbonate Sheets. Materials. 2020; 13(4):928. https://doi.org/10.3390/ma13040928
Chicago/Turabian StyleRosa-Sainz, Ana, Gabriel Centeno, Maria Beatriz Silva, Jose Andrés López-Fernández, Andrés Jesus Martínez-Donaire, and Carpoforo Vallellano. 2020. "On the Determination of Forming Limits in Polycarbonate Sheets" Materials 13, no. 4: 928. https://doi.org/10.3390/ma13040928
APA StyleRosa-Sainz, A., Centeno, G., Silva, M. B., López-Fernández, J. A., Martínez-Donaire, A. J., & Vallellano, C. (2020). On the Determination of Forming Limits in Polycarbonate Sheets. Materials, 13(4), 928. https://doi.org/10.3390/ma13040928