Crystal Structure Evolution, Microstructure Formation, and Properties of Mechanically Alloyed Ultrafine-Grained Ti-Zr-Nb Alloys at 36≤Ti≤70 (at. %)



Abstract

1. Introduction
2. Materials and Methods
2.1. Chemicals and materials
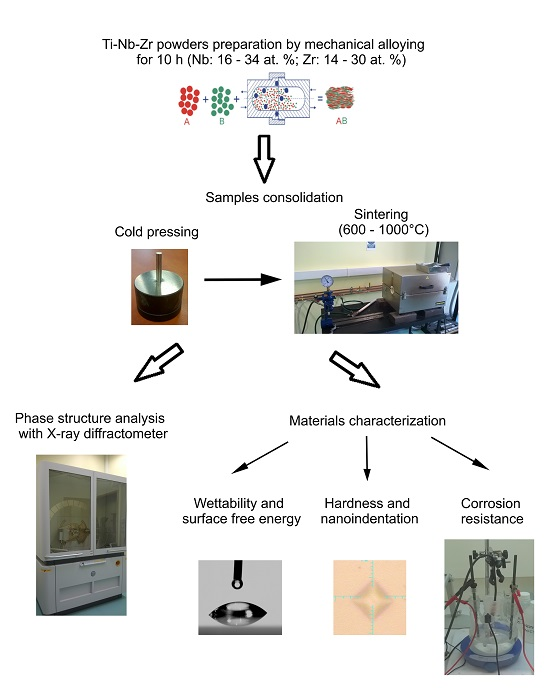
2.2. Specimen Preparation
2.3. Materials Characterization
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Kuroda, D.; Niinomi, M.; Morinaga, M.; Kato, Y.; Yashiro, T. Design and mechanical properties of new β type titanium alloys for implant materials. Mater. Sci. Eng. A 1998, 243, 244–249. [Google Scholar] [CrossRef]
- Rack, H.J.; Qazi, J.I. Titanium alloys for biomedical applications. Mater. Sci. Eng. C 2006, 26, 1269–1277. [Google Scholar] [CrossRef]
- Geetha, M.; Singh, A.K.; Asokamani, R.; Gogia, A.K. Ti based biomaterials, the ultimate choice for orthopaedic implants—A review. Prog. Mater. Sci. 2009, 54, 397–425. [Google Scholar] [CrossRef]
- Sidambe, A.T. Biocompatibility of advanced manufactured titanium implants—A review. Materials 2014, 7, 8168–8188. [Google Scholar] [CrossRef]
- Rhoads, L.S.; Silkworth, W.T.; Roppolo, M.L.; Whittingham, M.S. Cytotoxicity of nanostructured vanadium oxide on human cells in vitro. Toxicol. Vitr. 2010, 24, 292–296. [Google Scholar] [CrossRef] [PubMed]
- Dragan-Raileanu, L.A.; Cotrutz, C.E.; Munteanu, C.; Strugaru, S.; Avram, P.; Istrate, B.; Petreus, T. In vitro study regarding the cytotoxicity of some TiNbZr alloys. Ann. Rom. Soc. Cell Biol. 2013, 18, 186–191. [Google Scholar]
- Gomes, C.C.; Moreira, L.M.; Santos, V.J.S.V.; Ramos, A.S.; Lyon, J.P.; Soares, C.P.; Santos, F.V. Assessment of the genetic risks of a metallic alloy used in medical implants. Genet. Mol. Biol. 2011, 34, 116–121. [Google Scholar] [CrossRef] [PubMed]
- Costa, B.C.; Tokuhara, C.K.; Rocha, L.A.; Oliveira, R.C.; Lisboa-Filho, P.N.; Costa Pessoa, J. Vanadium ionic species from degradation of Ti-6Al-4V metallic implants: In vitro cytotoxicity and speciation evaluation. Mater. Sci. Eng. C 2019, 96, 730–739. [Google Scholar] [CrossRef] [PubMed]
- Mohammed, M.T.; Khan, Z.A.; Siddiquee, A.N. Beta Titanium Alloys: The Lowest Elastic Modulus for Biomedical Applications: A Review Surface Modifications through FSP View project MACHINING View project. Int. J. Chem. Nucl. Metall. Mater. Eng. 2014, 8, 726–731. [Google Scholar]
- Eisenbarth, E.; Velten, D.; Müller, M.; Thull, R.; Breme, J. Biocompatibility of β-stabilizing elements of titanium alloys. Biomaterials 2004, 25, 5705–5713. [Google Scholar] [CrossRef]
- Thibon, I.; Ansel, D.; Gloriant, T. Interdiffusion in β-Ti-Zr binary alloys. J. Alloys Compd. 2009, 470, 127–133. [Google Scholar] [CrossRef]
- Predel, B. Ti-Zr (Titanium-Zirconium). In Pu-Re – Zn-Zr. Landolt-Börnstein—Group IV Physical Chemistry 5J; Madelung, O., Ed.; SpringerMaterials: Berlin/Heidelberg, Germany, 1998. [Google Scholar]
- Takahashi, M.; Kikuchi, M.; Okuno, O. Grindability of dental cast Ti-Zr alloys. Mater. Trans. 2009, 50, 859–863. [Google Scholar] [CrossRef]
- Ikarashi, Y.; Toyoda, K.; Kobayashi, E.; Doi, H.; Yoneyama, T.; Hamanaka, H.; Tsuchiya, T. Improved biocompatibility of titanium-zirconium (Ti-Zr) alloy: Tissue reaction and sensitization to Ti-Zr alloy compared with pure Ti and Zr in rat implantation study. Nippon Kinzoku Gakkaishi/J. Japan Inst. Met. 2007, 71, 395–401. [Google Scholar] [CrossRef]
- Nagase, T.; Kinoshita, K.; Nakano, T.; Umakoshi, Y. Fabrication of Ti-Zr binary metallic wire by arc-melt-type melt-extraction method. Mater. Trans. 2009, 50, 872–878. [Google Scholar] [CrossRef]
- Moffat, D.L.; Kattner, U.R. Stable and metastable Ti-Nb phase diagrams. Metall. Trans. A, Phys. Metall. Mater. Sci. 1988, 19 A, 2389–2397. [Google Scholar] [CrossRef]
- Xu, L.J.; Xiao, S.L.; Tian, J.; Chen, Y.Y.; Huang, Y.D. Microstructure and dry wear properties of Ti-Nb alloys for dental prostheses. Trans. Nonferrous Met. Soc. China (English Ed.) 2009, 19, 639–644. [Google Scholar] [CrossRef]
- Karre, R.; Niranjan, M.K.; Dey, S.R. First principles theoretical investigations of low Young’s modulus beta Ti-Nb and Ti-Nb-Zr alloys compositions for biomedical applications. Mater. Sci. Eng. C 2015, 50, 52–58. [Google Scholar] [CrossRef]
- Chang, L.L.; Wang, Y.D.; Ren, Y. In-situ investigation of stress-induced martensitic transformation in Ti-Nb binary alloys with low Young’s modulus. Mater. Sci. Eng. A 2016, 651, 442–448. [Google Scholar] [CrossRef]
- Elmay, W.; Patoor, E.; Bolle, B.; Gloriant, T.; Prima, F.; Eberhardt, A.; Laheurte, P. Optimisation of mechanical properties of Ti-Nb binary alloys for biomedical applications. Comput. Methods Biomech. Biomed. Engin. 2011, 14, 119–120. [Google Scholar] [CrossRef]
- Predel, B. Nb-Ti (Niobium-Titanium). In Li-Mg – Nd-Zr. Landolt-Börnstein—Group IV Physical Chemistry 5H; Madelung, O., Ed.; SpringerMaterials: Berlin/Heidelberg, Germany, 1997. [Google Scholar]
- Kim, S.E.; Jeong, H.W.; Hyun, Y.T.; Lee, Y.T.; Jung, C.H.; Kim, S.K.; Song, J.S.; Lee, J.H. Elastic modulus and in vitro biocompatibility of Ti-xNb and Ti-xTa alloys. Met. Mater. Int. 2007, 13, 145–149. [Google Scholar] [CrossRef]
- Meng, Q.; Zhang, J.; Huo, Y.; Sui, Y.; Zhang, J.; Guo, S.; Zhao, X. Design of low modulus β-type titanium alloys by tuning shear modulus C44. J. Alloys Compd. 2018, 745, 579–585. [Google Scholar] [CrossRef]
- Wang, P.; Wu, L.; Feng, Y.; Bai, J.; Zhang, B.; Song, J.; Guan, S. Microstructure and mechanical properties of a newly developed low Young’s modulus Ti–15Zr–5Cr–2Al biomedical alloy. Mater. Sci. Eng. C 2017, 72, 536–542. [Google Scholar] [CrossRef] [PubMed]
- Frutos, E.; Karlík, M.; Jiménez, J.A.; Langhansová, H.; Lieskovská, J.; Polcar, T. Development of new β/α″-Ti-Nb-Zr biocompatible coating with low Young’s modulus and high toughness for medical applications. Mater. Des. 2018, 142, 44–55. [Google Scholar] [CrossRef]
- Suryanarayana, C. Mechanical alloying and milling. Prog. Mater. Sci. 2001, 46, 1–184. [Google Scholar] [CrossRef]
- Zeng, L.; Xu, G.; Liu, L.; Bai, W.; Zhang, L. Experimental investigation of phase equilibria in the Ti-Fe-Zr system. Calphad Comput. Coupling Phase Diagrams Thermochem. 2018, 61, 20–32. [Google Scholar] [CrossRef]
- Marczewski, M.; Miklaszewski, A.; Jurczyk, M. Structure evolution analysis in ultrafine-grained Zr and Nb-based beta titanium alloys. J. Alloys Compd. 2018, 765, 459–469. [Google Scholar] [CrossRef]
- Chen, W.; Chen, C.; Zi, X.; Cheng, X.; Zhang, X.; Lin, Y.C.; Zhou, K. Controlling the microstructure and mechanical properties of a metastable β titanium alloy by selective laser melting. Mater. Sci. Eng. A 2018, 726, 240–250. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Prokoshkin, S. New biocompatible near-beta Ti-Zr-Nb alloy processed by laser powder bed fusion: Process optimization. J. Mater. Process. Technol. 2018, 252, 821–829. [Google Scholar] [CrossRef]
- Bahl, S.; Das, S.; Suwas, S.; Chatterjee, K. Engineering the next-generation tin containing β titanium alloys with high strength and low modulus for orthopedic applications. J. Mech. Behav. Biomed. Mater. 2018, 78, 124–133. [Google Scholar] [CrossRef]
- Sochacka, P.; Miklaszewski, A.; Jurczyk, M. The influence of mo content on phase transformation in Ti-Mo alloys. Arch. Metall. Mater. 2017, 62, 2051–2056. [Google Scholar] [CrossRef]
- Guo, S.; Zhang, J.; Shang, Y.; Zhang, J.; Meng, Q.; Cheng, X.; Zhao, X. A novel metastable β-type Zr-12Nb-4Sn alloy with low Young’s modulus and low magnetic susceptibility. J. Alloys Compd. 2018, 745, 234–239. [Google Scholar] [CrossRef]
- Lee, D.G.; Lee, Y.T.; Mi, X.; Ye, W.; Hui, S. Beta-Based Titanium Alloy with Low Elastic Modulus. U.S. Patent 20110070121A1, 24 March 2011. [Google Scholar]
- Lee, D.G.; Lee, Y.T.; Mi, X.; Ye, W.; Hui, S. Beta-Based Titanium Alloy with Low Elastic Modulus. U.S. Patent 20140112820A1, 24 April 2014. [Google Scholar]
- Tulinski, M.; Jurczyk, M. Nanomaterials Synthesis Methods. In Metrology and Standardization of Nanotechnology; Mansfield, E., Kaiser, D., Fujita, D., Eds.; Wiley-VCH: Weinheim, Germany, 2017; pp. 75–98. [Google Scholar]
- Hussein, M.A.; Suryanarayana, C.; Al-Aqeeli, N. Fabrication of nano-grained Ti-Nb-Zr biomaterials using spark plasma sintering. Mater. Des. 2015, 87, 693–700. [Google Scholar] [CrossRef]
- He, Y.; Zhang, Y.; Meng, Z.; Jiang, Y.; Zhou, R. Microstructure evolution, mechanical properties and enhanced bioactivity of Ti-Nb-Zr based biocomposite by bioactive calcium pyrophosphate. J. Alloys Compd. 2017, 720, 567–581. [Google Scholar] [CrossRef]
- Bai, W.; Tian, Y.; Xu, G.; Yang, Z.; Liu, L.; Masset, P.J.; Zhang, L. Diffusivities and atomic mobilities in bcc Ti-Zr-Nb alloys. Calphad Comput. Coupling Phase Diagrams Thermochem. 2019, 64, 160–174. [Google Scholar] [CrossRef]
- Yang, J.; Baatarsukh, M.; Bae, J.; Huh, S.; Jeong, H.; Choi, B.; Nam, T.; Noh, J. Phase stability and properties of Ti-Nb-Zr thin films and their dependence on Zr addition. Materials 2018, 11, 1361. [Google Scholar] [CrossRef]
- Mote, V.; Purushotham, Y.; Dole, B. Williamson-Hall analysis in estimation of lattice strain in nanometer-sized ZnO particles. J. Theor. Appl. Phys. 2012, 6. [Google Scholar] [CrossRef]
- Mccusker, L.B.; Von Dreele, R.B.; Cox, D.E.; Louër, D.; Scardi, P. Rietveld refinement guidelines. J. Appl. Crystallogr. 1999, 32, 36–50. [Google Scholar] [CrossRef]
- Marquardt, D.W. An Algorithm for Least-Squares Estimation of Nonlinear Parameters. J. Soc. Ind. Appl. Math. 1963, 11, 431–441. [Google Scholar] [CrossRef]
- Fitzgibbon, A.; Pilu, M.; Fisher, R.B. Direct least square fitting of ellipses. IEEE Trans. Pattern Anal. Mach. Intell. 1999, 21, 476–480. [Google Scholar] [CrossRef]
- Adamek, G.; Jakubowicz, J. Microstructure of the mechanically alloyed and electrochemically etched Ti-6Al-4V and Ti-15Zr-4Nb nanocrystalline alloys. Mater. Chem. Phys. 2010, 124, 1198–1204. [Google Scholar] [CrossRef]
- O’Brien, B.; Stinson, J.; Carroll, W. Development of a new niobium-based alloy for vascular stent applications. J. Mech. Behav. Biomed. Mater. 2008, 1, 303–312. [Google Scholar] [CrossRef] [PubMed]
- Henriques, V.A.R.; Galvani, E.T.; Petroni, S.L.G.; Paula, M.S.M.; Lemos, T.G. Production of Ti-13Nb-13Zr alloy for surgical implants by powder metallurgy. J. Mater. Sci. 2010, 45, 5844–5850. [Google Scholar] [CrossRef]
- Elias, L.M.; Schneider, S.G.; Schneider, S.; Silva, H.M.; Malvisi, F. Microstructural and mechanical characterization of biomedical Ti-Nb-Zr(-Ta) alloys. Mater. Sci. Eng. A 2006, 432, 108–112. [Google Scholar] [CrossRef]
- Wang, L.; Yang, G.; Yang, H.; Cao, J.; Lü, W.; Zhang, D. Characterization of microstructure and mechanical properties of TiNbZr alloy during heat treatment. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2009, 38, 1136–1140. [Google Scholar]
- Alaneme, K.K.; Okotete, E.A. Recrystallization mechanisms and microstructure development in emerging metallic materials: A review. J. Sci. Adv. Mater. Devices 2019, 4, 19–33. [Google Scholar] [CrossRef]
- Bobbili, R.; Madhu, V. Dynamic recrystallization behavior of a biomedical Ti-13Nb-13Zr alloy. J. Mech. Behav. Biomed. Mater. 2016, 59, 146–155. [Google Scholar] [CrossRef]
- Apostu, D.; Lucaciu, O.; Berce, C.; Lucaciu, D.; Cosma, D. Current methods of preventing aseptic loosening and improving osseointegration of titanium implants in cementless total hip arthroplasty: A review. J. Int. Med. Res. 2018, 46, 2104–2119. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Ti | Zr | Nb |
|---|---|---|---|
| wt % | wt % | wt % | |
| Ti14Zr16Nb (at. %) | 66 | 17 | 17 |
| Ti23Zr16Nb (at. %) | 57 | 26 | 17 |
| Ti30Zr17Nb (at. %) | 50 | 33 | 17 |
| Ti14Zr25Nb (at. %) | 57 | 17 | 26 |
| Ti23Zr25Nb (at. %) | 48 | 26 | 26 |
| Ti30Zr26Nb (at. %) | 41 | 33 | 26 |
| Ti13Zr33Nb (at. %) | 50 | 17 | 33 |
| Ti22Zr34Nb (at. %) | 41 | 26 | 33 |
| Ti30Zr34Nb (at. %) | 34 | 33 | 33 |
| Specimen | PT [°C] | Ti(α) | Ti(β) | Additional Phase | Rwp [%] | Rexp [%] | S | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Nb0.81Zr0.19 | ||||||||||||||
| a [Å] | c [Å] | V [Å3] | PA [%] | a [Å] | V [Å3] | PA [%] | a [Å] | V [Å3] | PA[%] | |||||
| Ti14Zr16Nb | 600 | 2.9862(4) | 4.7566(14) | 36.73(2) | 44.83 | 3.3218(3) | 36.65(1) | 55.17 | - | - | - | 4.86 | 3.35 | 1.45 |
| 750 | 2.9853(4) | 4.7761(15) | 36.86(3) | 26.54 | 3.3255(3) | 36.78(1) | 73.46 | - | - | - | 5.67 | 3.20 | 1.77 | |
| 800 | 2.9908(5) | 4.7843(19) | 37.06(3) | 26.20 | 3.3313(3) | 36.97(1) | 73.80 | - | - | - | 6.28 | 3.65 | 1.72 | |
| 850 | 2.9903(11) | 4.7817(41) | 37.03(6) | 9.94 | 3.3327(2) | 37.02(1) | 88.64 | 4.3477(25) | 82.18(14) | 1.42 | 7.35 | 3.39 | 2.17 | |
| 1000 | 2.9972(16) | 4.7798(63) | 37.18(9) | 2.69 | 3.3357(2) | 37.12(1) | 96.02 | 4.3214(14) | 80.70(8) | 1.29 | 6.58 | 3.04 | 2.17 | |
| Zr | ||||||||||||||
| Ti23Zr16Nb | 600 | 2.9966(8) | 4.7892(33) | 37.24(5) | 24.90 | 3.3494(2) | 37.57(1) | 75.10 | - | - | - | 5.47 | 2.99 | 1.83 |
| 750 | 2.9982(34) | 4.8054(156) | 37.41(21) | 7.87 | 3.3510(2) | 37.63(1) | 92.13 | - | - | - | 6.58 | 3.03 | 2.17 | |
| 800 | 3.0246(41) | 4.7830(196) | 37.89(26) | 9.65 | 3.3527(2) | 37.68(1) | 90.35 | - | - | - | 6.42 | 2.91 | 2.21 | |
| 850 | - | - | - | - | 3.3509(2) | 37.63(1) | 99.19 | 4.6102(17) | 97.98(11) | 0.81 | 5.01 | 2.95 | 1.70 | |
| 1000 | - | - | - | - | 3.3532(2) | 37.70(1) | 98.98 | 4.6051(14) | 97.66(9) | 1.02 | 6.33 | 2.89 | 2.19 | |
| Zr | ||||||||||||||
| Ti30Zr17Nb | 600 | - | - | - | - | 3.3610(2) | 37.97(1) | 100 | - | - | - | 6.74 | 2.72 | 2.48 |
| 750 | - | - | - | - | 3.3699(2) | 38.27(1) | 99.66 | 4.6157(29) | 98.33(18) | 0.34 | 6.73 | 2.84 | 2.37 | |
| 800 | - | - | - | - | 3.3688(2) | 38.23(1) | 98.71 | 4.6050(23) | 97.66(15) | 1.29 | 6.89 | 2.89 | 2.39 | |
| 850 | - | - | - | - | 3.3628(2) | 38.03(1) | 99.53 | 4.6054(22) | 97.68(14) | 0.47 | 6.62 | 2.77 | 2.39 | |
| 1000 | - | - | - | - | 3.3671(2) | 38.17(1) | 99.27 | 4.6092(13) | 97.92(9) | 0.73 | 7.79 | 2.65 | 2.94 | |
| Zr | ||||||||||||||
| Ti14Zr25Nb | 600 | 2.9826(7) | 4.7679(27) | 36.73(4) | 14.05 | 3.3232(2) | 36.70(1) | 85.95 | - | - | - | 5.50 | 2.99 | 1.84 |
| 750 | 2.9949(13) | 4.7679(55) | 37.04(8) | 6.98 | 3.3261(2) | 36.79(1) | 93.02 | - | - | - | 6.55 | 2.82 | 2.32 | |
| 800 | 2.9993(15) | 4.7671(65) | 37.14(9) | 7.24 | 3.3280(2) | 36.86(1) | 92.76 | - | - | - | 6.35 | 2.97 | 2.14 | |
| 850 | 2.9992(22) | 4.7653(87) | 37.12(12) | 4.68 | 3.3278(2) | 36.85(1) | 95.32 | - | - | - | 7.35 | 2.95 | 2.49 | |
| 1000 | 3.0091(43) | 4.7939(183) | 37.59(25) | 3.23 | 3.3359(2) | 37.12(1) | 96.77 | - | - | - | 6.21 | 3.05 | 2.03 | |
| Zr | ||||||||||||||
| Ti23Zr25Nb | 600 | - | - | - | - | 3.3440(1) | 37.39(1) | 100 | - | - | - | 4.86 | 2.67 | 1.82 |
| 750 | - | - | - | - | 3.3495(2) | 37.58(1) | 100 | - | - | - | 5.19 | 2.60 | 2.00 | |
| 800 | - | - | - | - | 3.3524(2) | 37.68(1) | 100 | - | - | - | 5.05 | 3.08 | 1.64 | |
| 850 | - | - | - | - | 3.3500(2) | 37.60(1) | 99.50 | 4.6035(30) | 97.56(19) | 0.50 | 5.46 | 2.97 | 1.84 | |
| 1000 | - | - | - | - | 3.3500(2) | 37.60(1) | 99.07 | 4.6077(25) | 97.83(16) | 0.93 | 6.76 | 2.74 | 2.46 | |
| Zr | ||||||||||||||
| Ti30Zr26Nb | 600 | - | - | - | - | 3.3694(2) | 38.25(1) | 100 | - | - | - | 5.61 | 3.23 | 1.74 |
| 750 | - | - | - | - | 3.3720(2) | 38.34(1) | 100 | - | - | - | 5.36 | 3.02 | 1.77 | |
| 800 | - | - | - | - | 3.3753(2) | 38.45(1) | 100 | - | - | - | 6.20 | 2.62 | 2.37 | |
| 850 | - | - | - | - | 3.3720(2) | 38.34(1) | 99.35 | 4.6199(16) | 98.60(10) | 0.65 | 5.82 | 2.93 | 1.99 | |
| 1000 | - | - | - | - | 3.3770(2) | 38.51(1) | 98.66 | 4.6188(12) | 98.53(8) | 1.34 | 6.53 | 2.64 | 2.48 | |
| Nb0.81Zr0.19 | ||||||||||||||
| Ti13Zr33Nb | 600 | 2.9880(15) | 4.7643(68) | 36.84(9) | 6.88 | 3.3242(2) | 36.73(1) | 93.12 | - | - | - | 5.09 | 3.04 | 1.67 |
| 750 | 3.0022(14) | 4.7679(56) | 37.22(8) | 5.60 | 3.3314(2) | 36.97(1) | 94.40 | - | - | - | 5.38 | 2.95 | 1.82 | |
| 800 | 3.0033(22) | 4.7591(98) | 37.18(13) | 4.82 | 3.3271(2) | 36.83(1) | 95.18 | - | - | - | 5.82 | 2.76 | 2.11 | |
| 850 | 3.0103(16) | 4.7667(73) | 37.41(10) | 6.94 | 3.3318(2) | 36.99(1) | 93.06 | - | - | - | 6.18 | 2.79 | 2.22 | |
| 1000 | - | - | - | - | 3.3327(2) | 37.02(1) | 99.44 | 4.3283(48) | 81.09(27) | 0.56 | 7.18 | 2.97 | 2.41 | |
| NbZr | ||||||||||||||
| Ti22Zr34Nb | 600 | - | - | - | - | 3.3490(2) | 37.56(1) | 97.14 | 3.4573(18) | 41.33(7) | 2.86 | 4.66 | 2.73 | 1.71 |
| Zr | ||||||||||||||
| 750 | - | - | - | - | 3.3512(1) | 37.63(1) | 100 | - | - | - | 4.93 | 2.98 | 1.65 | |
| 800 | - | - | - | - | 3.3515(1) | 37.65(1) | 100 | - | - | - | 6.13 | 2.64 | 2.32 | |
| 850 | - | - | - | - | 3.3527(2) | 37.69(1) | 99.78 | 4.5920(31) | 96.83(20) | 0.22 | 6.33 | 2.68 | 2.36 | |
| 1000 | - | - | - | - | 3.3537(2) | 37.72(1) | 99.63 | 4.5992(23) | 97.29(15) | 0.37 | 6.99 | 3.07 | 2.28 | |
| Zr | ||||||||||||||
| Ti30Zr34Nb | 600 | - | - | - | - | 3.3528(2) | 37.69(1) | 100 | - | - | - | 5.03 | 2.44 | 2.06 |
| 750 | - | - | - | - | 3.3677(2) | 38.20(1) | 100 | - | - | - | 4.6 | 2.56 | 1.80 | |
| 800 | - | - | - | - | 3.3698(1) | 38.27(1) | 99.15 | 4.6383(29) | 99.79(19) | 0.85 | 4.46 | 2.94 | 1.52 | |
| 850 | - | - | - | - | 3.3706(1) | 38.29(1) | 99.04 | 4.6236(14) | 98.84(9) | 0.96 | 4.33 | 2.71 | 1.60 | |
| 1000 | - | - | - | - | 3.3742(2) | 38.42(1) | 98.86 | 4.6288(8) | 99.18(6) | 1.14 | 4.37 | 3.21 | 1.36 | |
| Specimen | HV0.3 | CA[M] Diiodomethane [°] | CA[M] Glycerol [°] | SFE [mN/m] |
|---|---|---|---|---|
| Ti14Zr16Nb | 409 ± 17 | 53.4 ± 2.0 | 69.2 ± 2.2 | 35.0 ± 2.0 |
| Ti30Zr17Nb | 387 ± 14 | 59.8 ± 1.6 | 93.3 ± 3.3 | 29.1 ± 1.2 |
| Ti23Zr25Nb | 384 ± 13 | 54.0 ± 7.8 | 74.2 ± 6.8 | 34.4 ± 6.6 |
| Ti30Zr26Nb | 386 ± 15 | 65.1 ± 3.7 | 70.6 ± 2.5 | 30.8 ± 4.1 |
| Ti30Zr34Nb | 412 ± 17 | 48.0 ± 1.8 | 61.5 ± 6.2 | 40.0 ± 3.6 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marczewski, M.; Miklaszewski, A.; Maeder, X.; Jurczyk, M. Crystal Structure Evolution, Microstructure Formation, and Properties of Mechanically Alloyed Ultrafine-Grained Ti-Zr-Nb Alloys at 36≤Ti≤70 (at. %). Materials 2020, 13, 587. https://doi.org/10.3390/ma13030587
Marczewski M, Miklaszewski A, Maeder X, Jurczyk M. Crystal Structure Evolution, Microstructure Formation, and Properties of Mechanically Alloyed Ultrafine-Grained Ti-Zr-Nb Alloys at 36≤Ti≤70 (at. %). Materials. 2020; 13(3):587. https://doi.org/10.3390/ma13030587
Chicago/Turabian StyleMarczewski, Mateusz, Andrzej Miklaszewski, Xavier Maeder, and Mieczyslaw Jurczyk. 2020. "Crystal Structure Evolution, Microstructure Formation, and Properties of Mechanically Alloyed Ultrafine-Grained Ti-Zr-Nb Alloys at 36≤Ti≤70 (at. %)" Materials 13, no. 3: 587. https://doi.org/10.3390/ma13030587
APA StyleMarczewski, M., Miklaszewski, A., Maeder, X., & Jurczyk, M. (2020). Crystal Structure Evolution, Microstructure Formation, and Properties of Mechanically Alloyed Ultrafine-Grained Ti-Zr-Nb Alloys at 36≤Ti≤70 (at. %). Materials, 13(3), 587. https://doi.org/10.3390/ma13030587