Influence of Plastic Strain Accumulation in Continuous Ingots during ECAP on Structure and Recrystallization Temperature of AlCu4MgSi Alloy




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
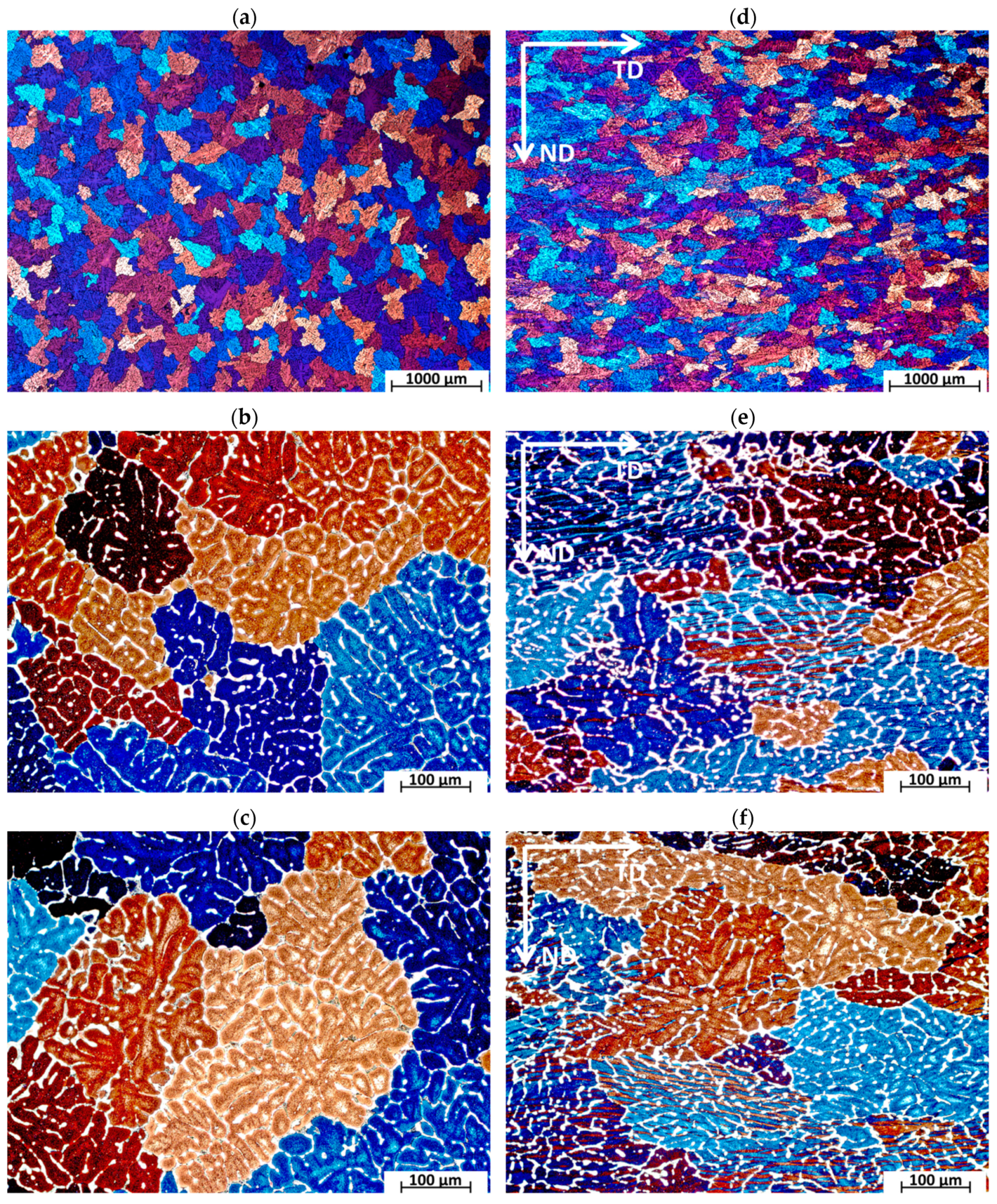
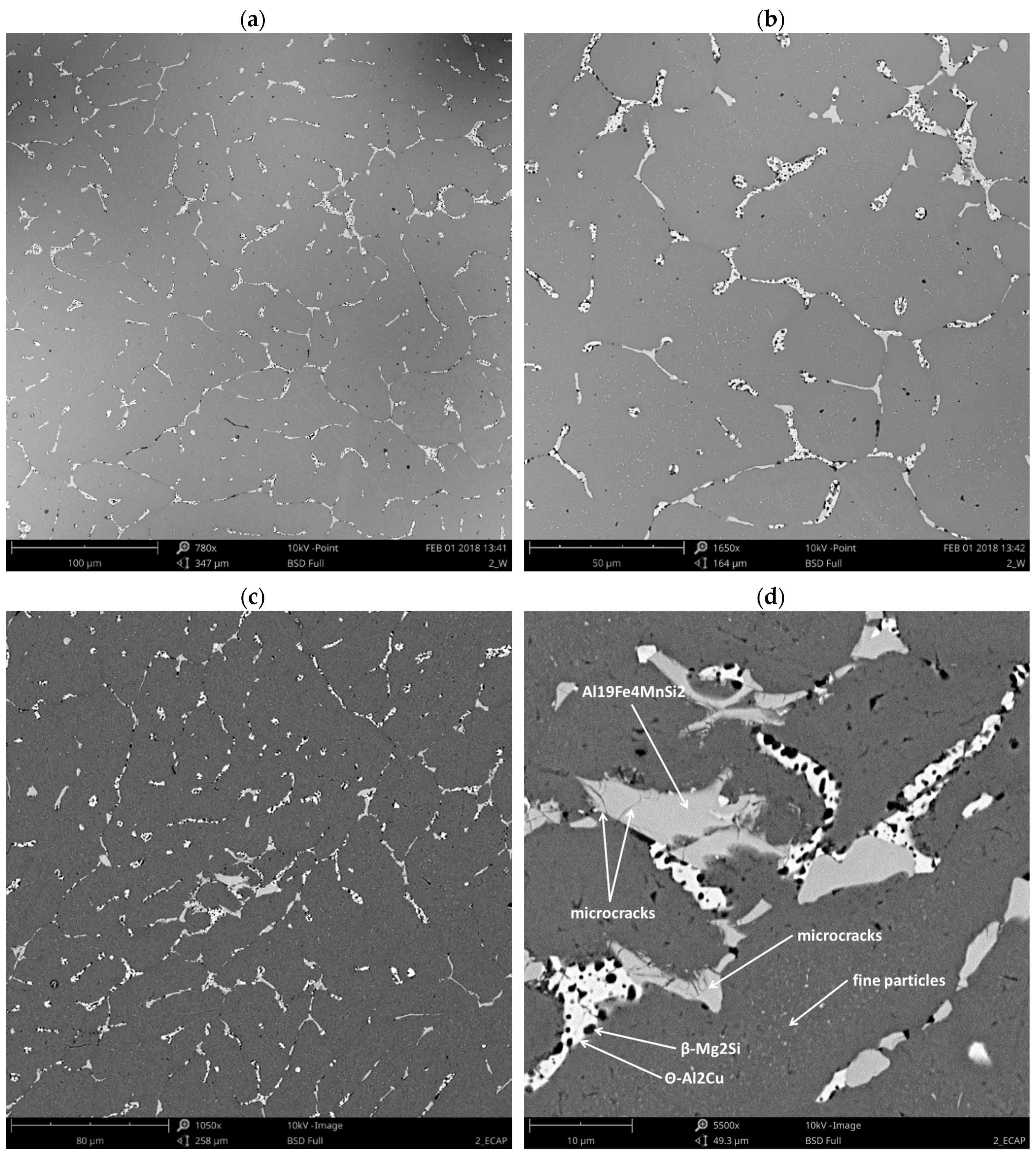
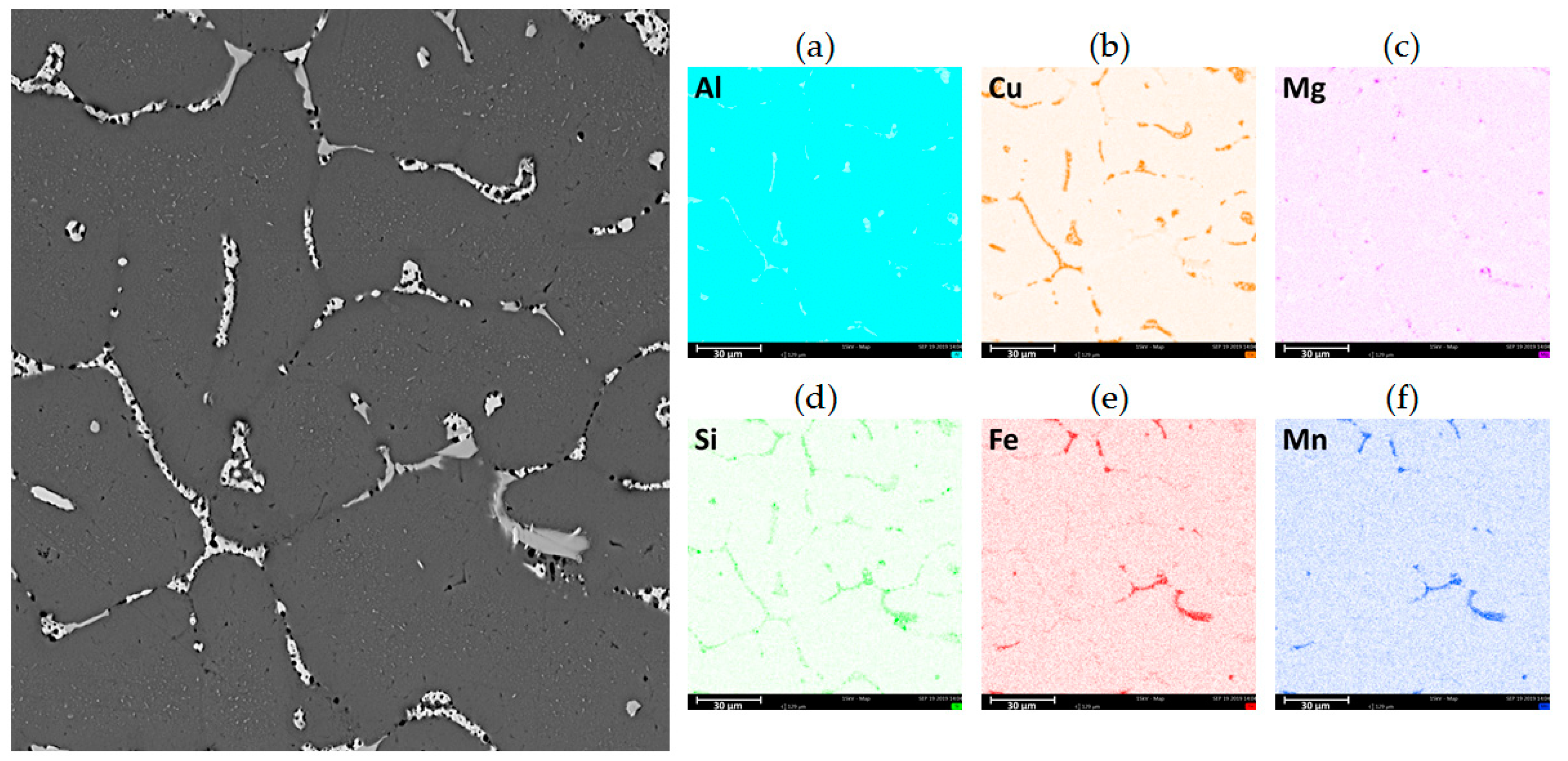
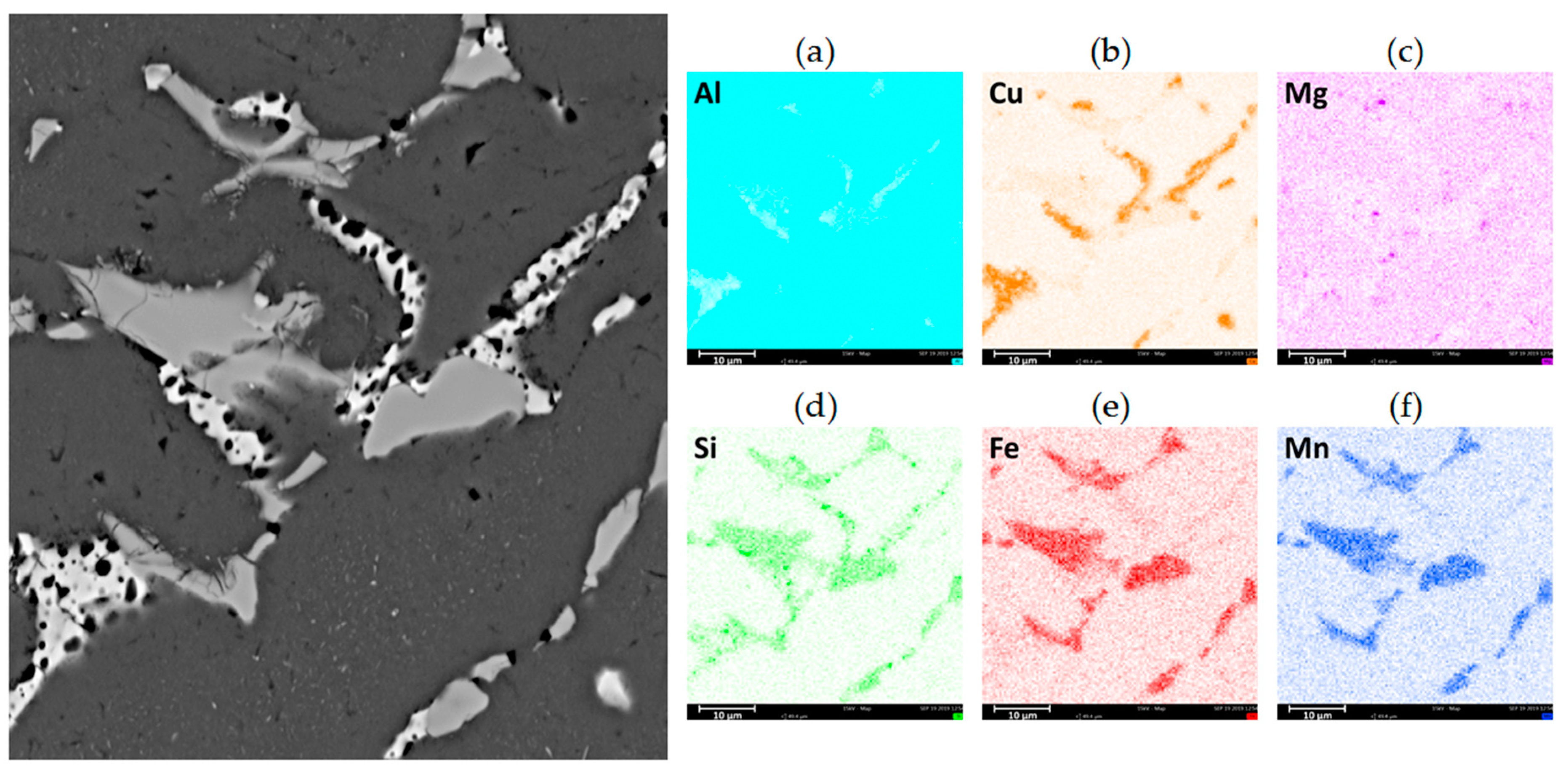
3.1. Metallographic Microscopic Studies
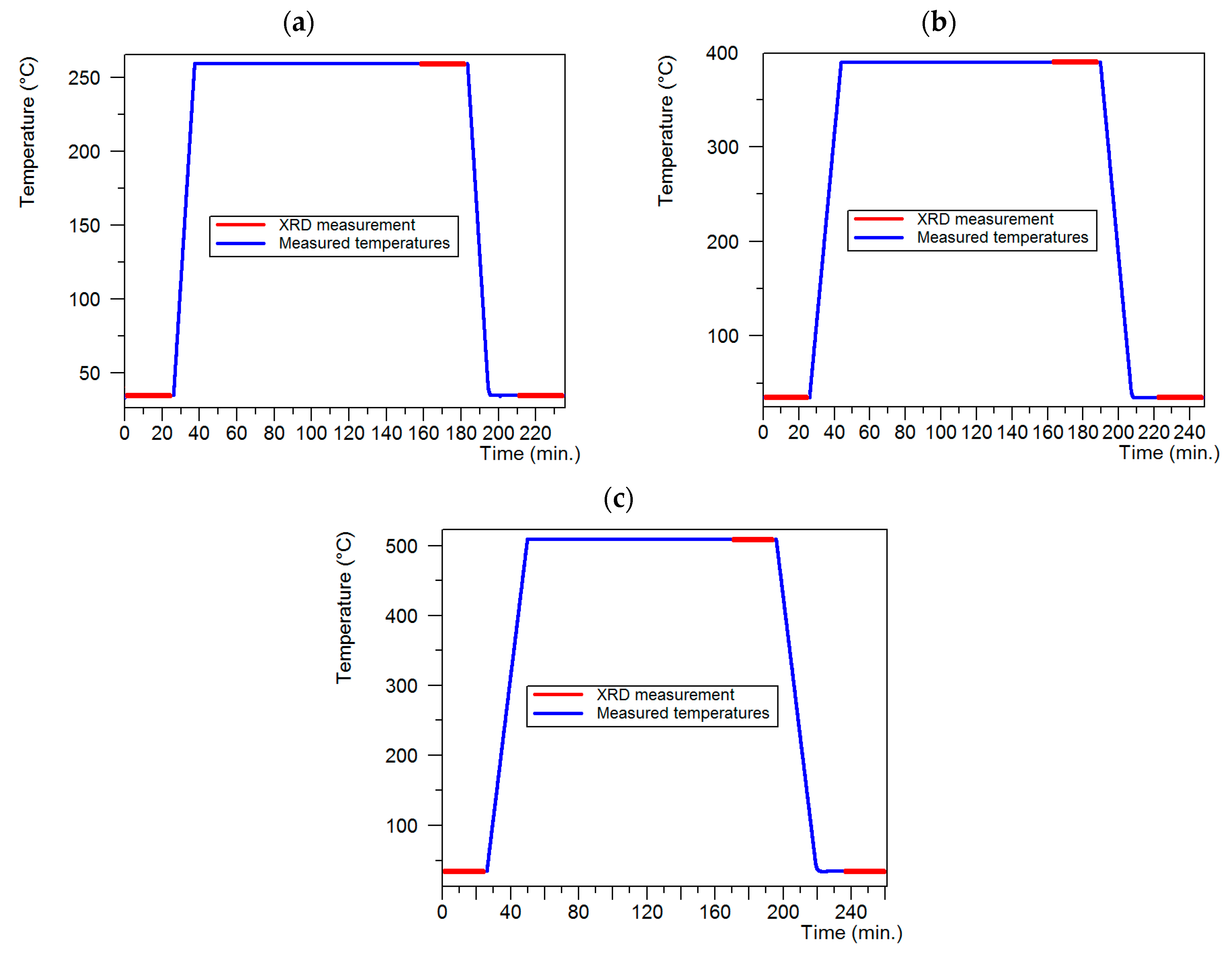
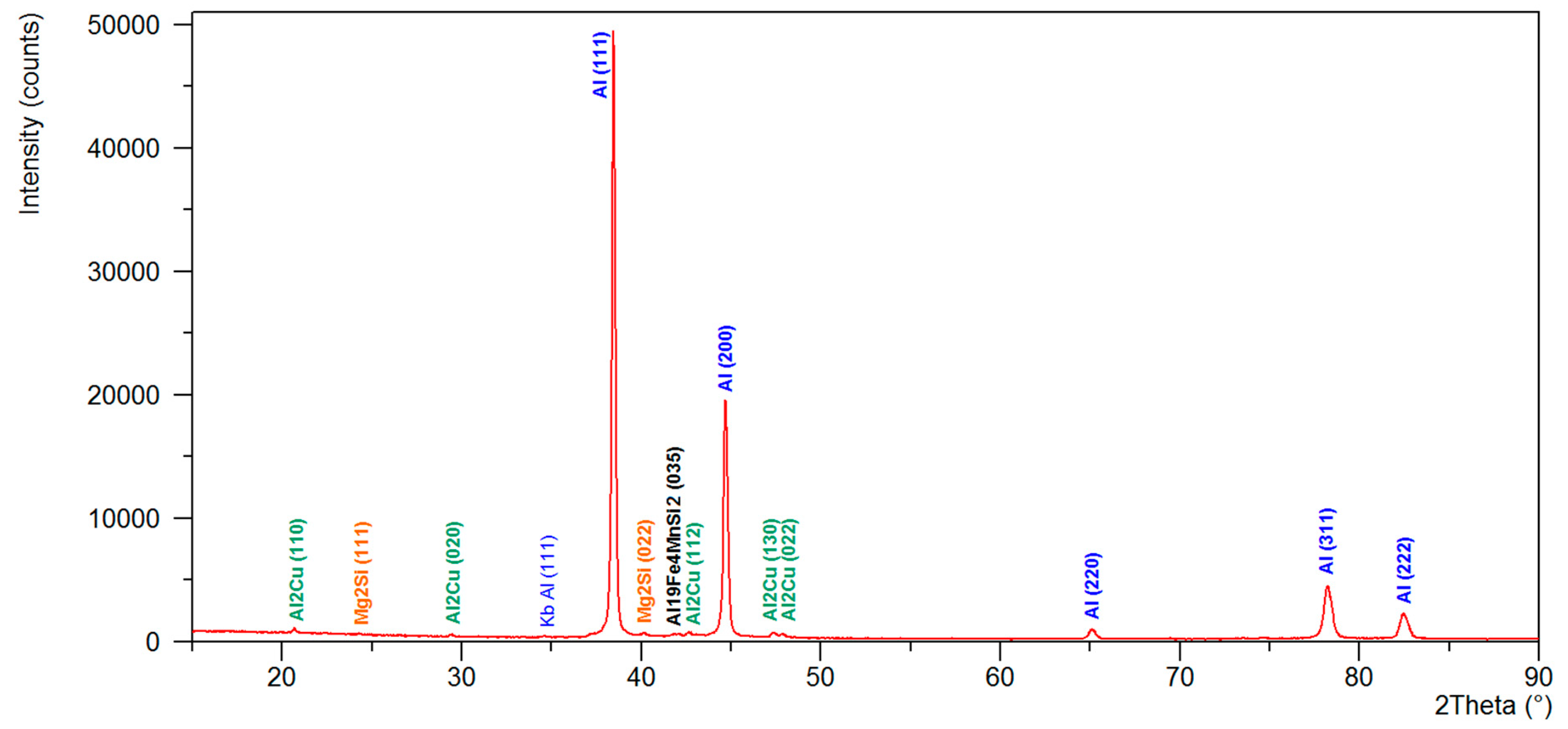
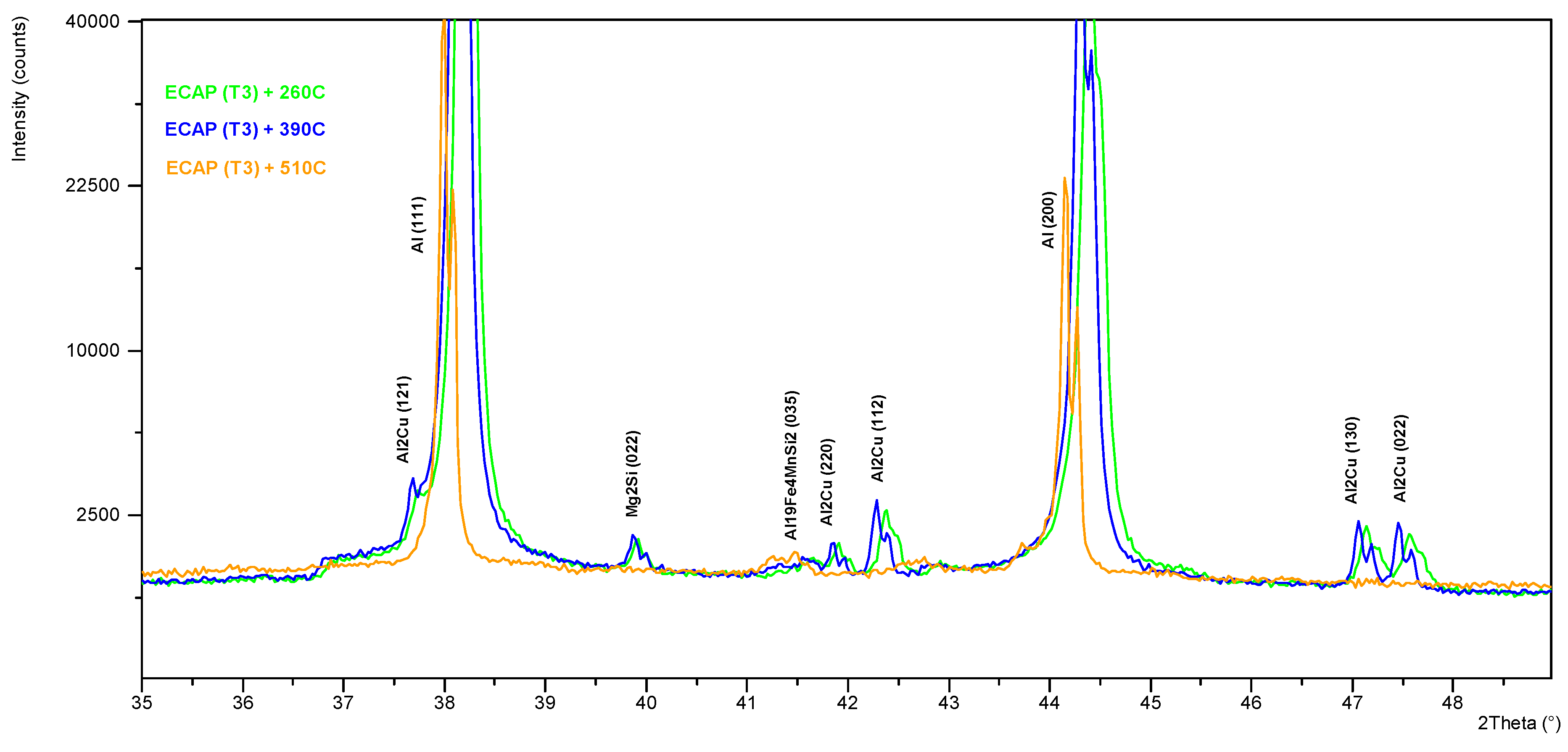
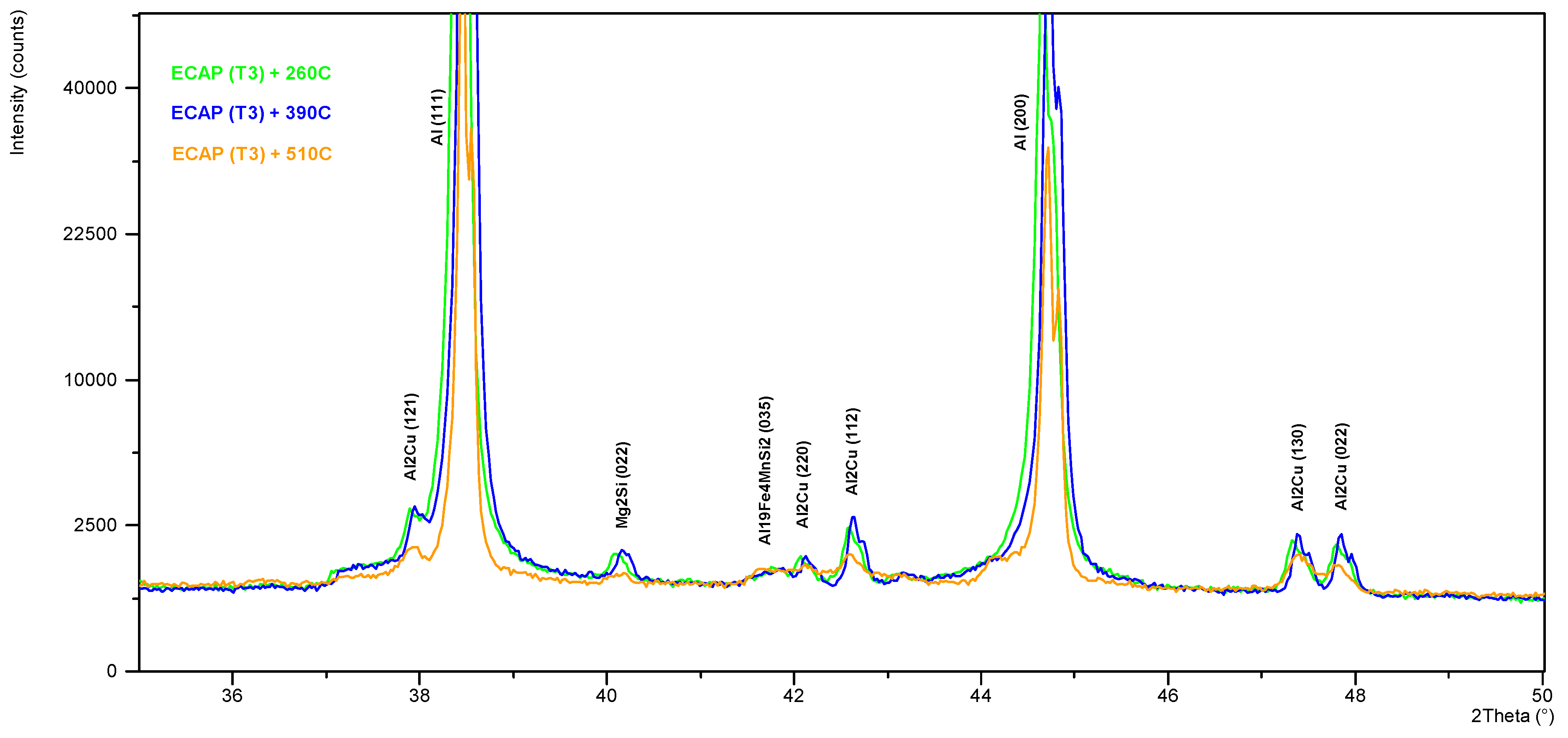
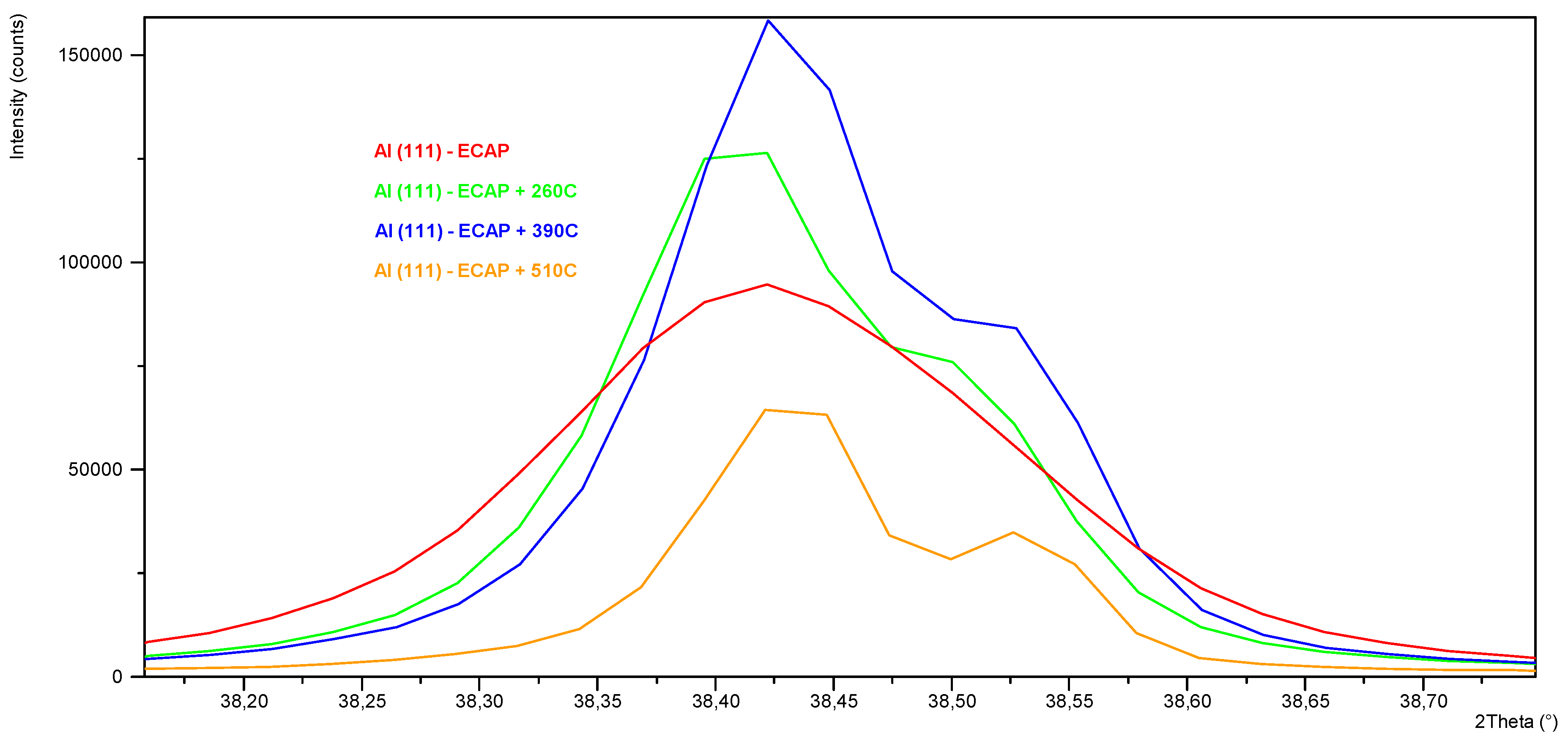
3.2. High Temperature X-ray Diffraction Studies
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Støren, S.; Moe, P.T. Extrusion. In Handbook of Aluminum Volume 1 Physical Metallurgy and Processes, 1st ed.; Totten, G.E., MacKenzie, D.S., Eds.; Marcel Dekker Inc.: New York, NY, USA, 2003; pp. 385–480. ISBN 0-8247-0494-0. [Google Scholar]
- Polmear, I.; St. John, D.; Nie, J.-F.; Qian, M. Light Alloys, Metallurgy of the Light Metals, 5th ed.; Elsevier Ltd.: Cambridge, UK, 2017; ISBN 978-0-08-099431-4. [Google Scholar]
- Sanders, R.E., Jr. Technology Innovation in Aluminum Products. JOM 2001, 53, 21–25. [Google Scholar] [CrossRef]
- Lewandowska, M.; Pachla, W.; Kurzydłowski, K.J. Fabrication of high strength nanostructured aluminium alloys by hydrostatic extrusion. Int. J. Mater. Res. 2007, 98, 172–177. [Google Scholar] [CrossRef]
- Leśniak, D.; Woźniacki, A. Extrusion of AlCuMg Alloys with Simultaneous Solution Heat Treatment. Arch. Metall. Mater. 2012, 57, 19–31. [Google Scholar] [CrossRef]
- Asnafia, N.; Nilsson, T.; Lassl, G. Tubular hydroforming of automotive side members with extruded aluminium profiles. J. Mater. Process. Tech. 2003, 142, 93–101. [Google Scholar] [CrossRef]
- Schikorra, M.; Donate, L.; Iomesani, L.; Tekkaya, A.E. Microstructure analysis of aluminum extrusion: Grain size distribution in AA6060, AA6082 and AA7075 alloys. J. Mech. Sci. Technol. 2007, 21, 1445–1451. [Google Scholar] [CrossRef]
- Bassani, P.; Tasca, L.; Vedani, M. Effects of ECAP Processing on Mechanical and Aging Behaviour of an AA6082 Alloy. Nanomaterials by Severe Plastic Deformation. In Proceedings of the Conference “Nanomaterials by Severe Plastic Deformation—NANOSPD2, Vienna, Austria, 9–13 December 2002; Zehetbauer, M., Valiev, R.Z., Eds.; Wiley-VCH Verlag: Weinheim, Germany, 2004; p. 145. [Google Scholar]
- Valiev, R.Z.; Langdon, T.G. Principles of equal-channel angular pressing as a processing tool for grain refinement. Prog. Mater. Sci. 2006, 51, 881–981. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, M.; Chen, X.; Cao, Y.; Roven, H.J.; Murashkin, M.; Valiev, R.Z.; Zhou, H. Effect of Mg on microstructure and mechanical properties of Al–Mg alloys produced by high pressure torsion. Scr. Mater. 2019, 159, 137–141. [Google Scholar] [CrossRef]
- Azushima, A.; Kopp, R.; Korhonen, A.; Yang, D.Y.; Micari, F.; Lahoti, G.D.; Groche, P.; Yanagimoto, J.; Tsuji, N.; Rosochowski, A.; et al. Severe plastic deformation (SPD) processes for metals. CIRP Ann. 2008, 57, 716–735. [Google Scholar] [CrossRef]
- Rusz, S.; Cizek, L.; Michenka, V.; Dutkiewicz, J.; Salajka, M.; Hilser, O.; Tylsar, S.; Kedron, J.; Klos, M. New Type of Device for Achievement of Grain Refinement in Metal Strip. Adv. Mater. Res. 2015, 1127, 91–97. [Google Scholar] [CrossRef]
- Lechner, W.; Puff, W.; Mingler, B.; Zehetbauer, M.J.; Würschum, R. Microstructure and vacancy-type defects in high-pressure torsion deformed Al-Cu-Mg-Mn alloy. Scripta Mater. 2009, 61, 383–386. [Google Scholar] [CrossRef]
- Murayama, M.; Horita, Z.; Hono, K. Microstructure of Two-Phase Al-1.7 at% Cu Alloy Deformed by Equal Channel Angular Pressing. Acta Mater. 2001, 49, 21–29. [Google Scholar] [CrossRef]
- Namdar, M.; Jahromi, S.A.J. Influence of ECAP on the fatigue behavior of age-hardenable 2xxx aluminum alloy. Int. J. Miner. Metall. Mater. 2015, 22, 285–291. [Google Scholar] [CrossRef]
- Tański, T.; Snopiński, P.; Prusik, K.; Sroka, M. The effects of room temperature ECAP and subsequent aging on the structure and properties of the Al-3%Mg aluminium alloy. Mater. Charact. 2017, 133, 185–195. [Google Scholar] [CrossRef]
- Nuckowski, P.M.; Wróbel, T. The Influence of Variable Parameters of Horizontal Continuous Casting on the Structure of AlCu4MgSi Alloy Ingots. Arch. Foundry Eng. 2018, 18, 196–202. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. Mater. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Murugesan, S.; Kuppusami, P.; Mohandas, E.; Vijayalakshmi, M. X-ray diffraction Rietveld analysis of cold worked austenitic stainless steel. Mater. Lett. 2012, 67, 173–176. [Google Scholar] [CrossRef]
- Furukawa, M.; Horita, Z.; Langdon, T.G. Factors influencing the shearing patterns in equal-channel angular pressing. Mat. Sci. Eng. A 2002, 332, 97–109. [Google Scholar] [CrossRef]
- Mrówka-Nowotnik, G.; Sieniawski, J. Influence of heat treatment on the microstructure and mechanical properties of 6005 and 6082 aluminium alloys. J. Mater. Process. Tech. 2005, 162–163, 367–372. [Google Scholar] [CrossRef]
- Balitchev, E.; Jantzen, T.; Hurtado, I.; Neuschütz, D. Thermodynamic assessment of the quaternary system Al-Fe-Mn-Si inthe Al-rich corner. Calphad 2003, 27, 275–278. [Google Scholar] [CrossRef]
- Irizalp, S.G.; Saklakoglu, N. Effect of Fe-rich intermetallics on the microstructure and mechanical properties of thixoformed A380 aluminum alloy. Eng. Sci. Technol. Int. J. 2014, 17, 58–62. [Google Scholar] [CrossRef]
- Hwang, J.Y.; Doty, H.W.; Kaufman, M.J. The effects of Mn additions on the microstructure andmechanical properties of Al–Si–Cu casting alloys. Mat. Sci. Eng. A 2008, 488, 496–504. [Google Scholar] [CrossRef]
- Arzot, E. Size Effects in Materials Due to Microstructural and Dimensional Constraints: A Comparative Review. Acta Mater. 1998, 46, 5611–5626. [Google Scholar] [CrossRef]
- Jiang, C.; Ye, C.; Hong, B. X-ray Diffraction Analysis of the Recrystallization Behaviorof SiCw/Al Composite at High Temperature. Mater. Trans. 2005, 46, 2125–2128. [Google Scholar] [CrossRef]
- Bratov, V.; Borodin, E.N. Comparison of dislocation density based approaches for prediction of defect structure evolution in aluminium and copper processed by ECAP. Mat. Sci. Eng. A 2015, 631, 10–17. [Google Scholar] [CrossRef]
- Zdunek, J.; Adamczyk–Cieslak, B.; Koralnik, M.; Kulczyk, M.; Mizera, J. The influence of combined hydrostatic extrusion and rolling on themicrostructure, texture and mechanical properties of Al-Li alloys. J. Manuf. Process. 2019, 47, 254–262. [Google Scholar] [CrossRef]
- Wang, Q.; Mu, Y.; Lin, J.; Zhang, L.; Roven, H.J. Strengthening and toughening mechanisms of an ultrafinegrained Mg-Gd-Y-Zr alloy processed by cyclic extrusion and compression. Mater. Sci. Eng. A 2017, 699, 26–30. [Google Scholar] [CrossRef]
- Hirth, J.P.; Lothe, J. Theory of Dislocations; Wiley & Sons: New York, NY, USA, 1982; ISBN 0471091251 9780471091257. [Google Scholar]
- Kamminga, J.D.; Seijbel, L.J. Diffraction Line Broadening Analysis if Broadening Is Caused by Both Dislocations and Limited Crystallite Size. J. Res. Natl. Inst. Stand. Technol. 2004, 109, 65–74. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Designation | Elements Concentration [% wt.] | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ISO: | EN: | Element | Si | Fe | Cu | Mn | Mg | Cr | Zn | other | Zr+Ti | Al |
| AlCu4MgSi | AW-2017A | min. | 0.2 | ≤0.7 | 3.5 | 0.4 | 0.4 | ≤0.1 | ≤0.25 | ≤0.15 | ≤0.25 | balance |
| max. | 0.8 | - | 4.5 | 1.0 | 1.0 | - | - | - | - | - | ||
| Studied ingot (GD OES) | 0.52 | 0.28 | 4.45 | 0.82 | 1.00 | 0.05 | 0.22 | 0.03 | 0.01 | balance | ||
| Element Symbol | Atomic Concentration [%] | Weight Concentration [%] |
|---|---|---|
| Al | 96.12 | 93.73 |
| Cu | 1.64 | 3.76 |
| Mg | 1.31 | 1.15 |
| Si | 0.50 | 0.51 |
| Fe | 0.11 | 0.23 |
| Mn | 0.31 | 0.62 |
| Element Symbol | Atomic Concentration [%] | Weight Concentration [%] |
|---|---|---|
| Al | 95.93 | 91.60 |
| Cu | 2.44 | 5.50 |
| Mg | 0.16 | 0.14 |
| Si | 0.11 | 0.11 |
| Fe | 0.69 | 1.35 |
| Mn | 0.67 | 1.31 |
| Condition | Dv (nm) | ρD (m−2) | ρS (m−2) | ρ (m−2) |
|---|---|---|---|---|
| ECAP (T3) | 35 | 2.36 × 1015 | 1.19 × 1013 | 5.30 × 1014 |
| ECAP (T3) + 260 °C | 67 | 6.57 × 1014 | 5.00 × 1012 | 5.74 × 1013 |
| ECAP (T3) + 390 °C | 80 | 4.66 × 1014 | 7.04 × 1011 | 1.81 × 1013 |
| ECAP (T3) + 510 °C | 94 | 3.37 × 1014 | 9.58 × 1011 | 1.80 × 1013 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nuckowski, P.M.; Snopiński, P.; Wróbel, T. Influence of Plastic Strain Accumulation in Continuous Ingots during ECAP on Structure and Recrystallization Temperature of AlCu4MgSi Alloy. Materials 2020, 13, 576. https://doi.org/10.3390/ma13030576
Nuckowski PM, Snopiński P, Wróbel T. Influence of Plastic Strain Accumulation in Continuous Ingots during ECAP on Structure and Recrystallization Temperature of AlCu4MgSi Alloy. Materials. 2020; 13(3):576. https://doi.org/10.3390/ma13030576
Chicago/Turabian StyleNuckowski, Paweł M., Przemysław Snopiński, and Tomasz Wróbel. 2020. "Influence of Plastic Strain Accumulation in Continuous Ingots during ECAP on Structure and Recrystallization Temperature of AlCu4MgSi Alloy" Materials 13, no. 3: 576. https://doi.org/10.3390/ma13030576
APA StyleNuckowski, P. M., Snopiński, P., & Wróbel, T. (2020). Influence of Plastic Strain Accumulation in Continuous Ingots during ECAP on Structure and Recrystallization Temperature of AlCu4MgSi Alloy. Materials, 13(3), 576. https://doi.org/10.3390/ma13030576