Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins

 , and
, and
Abstract
1. Introduction
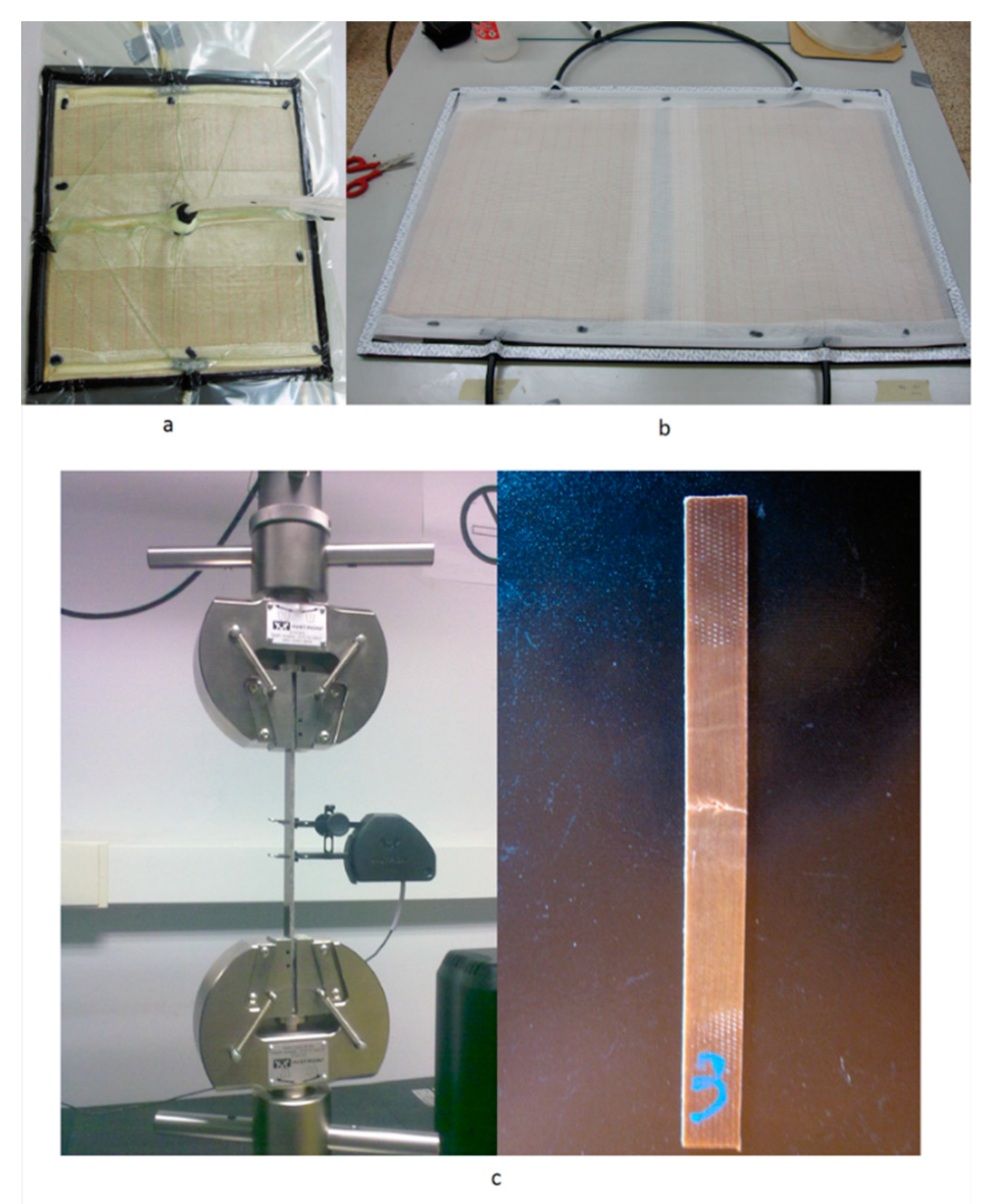
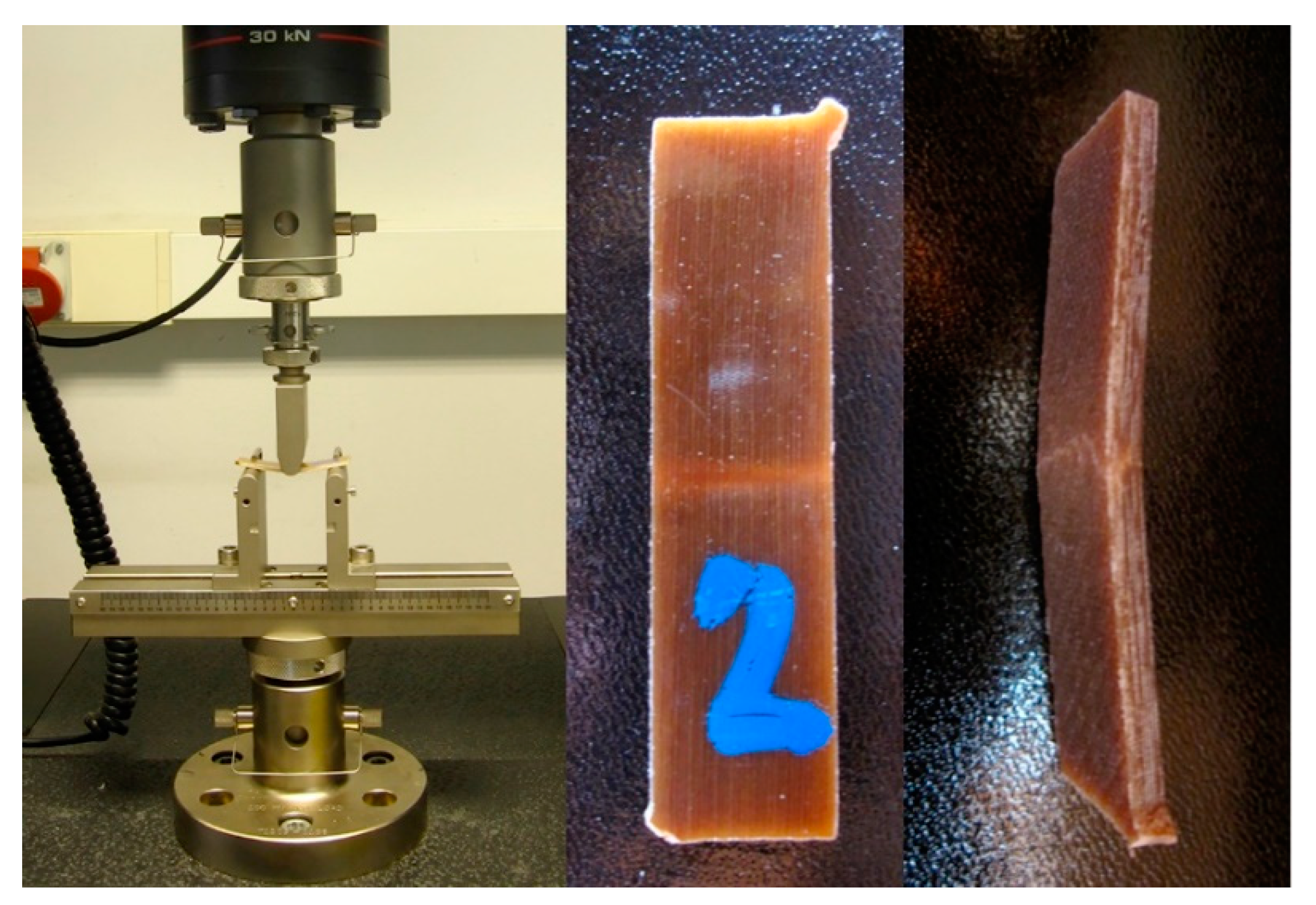
2. Materials and Methods
| Tensile Strength (Mpa) | Density (g/cm3) | Specific Strength (MNm/kg) | E-Modulus (GPa) | Strain (%) |
| 550–900 | 1.5 | 0.6 | 70 | 1.6 |
- -
- Testing time (t) (s);
- -
- Tensile force (Ft) carried by the test specimen (N);
- -
- Displacement (δ) measured with the extensometer (mm);
- -
- Tensile modulus of elasticity (E) in the test direction (MPa).
- -
- Testing time (t) (s);
- -
- Bending force (Fb) carried by the test specimen (N)—bending deformation (s) (mm);
- -
- Bending modulus of elasticity (Eb) (MPa).
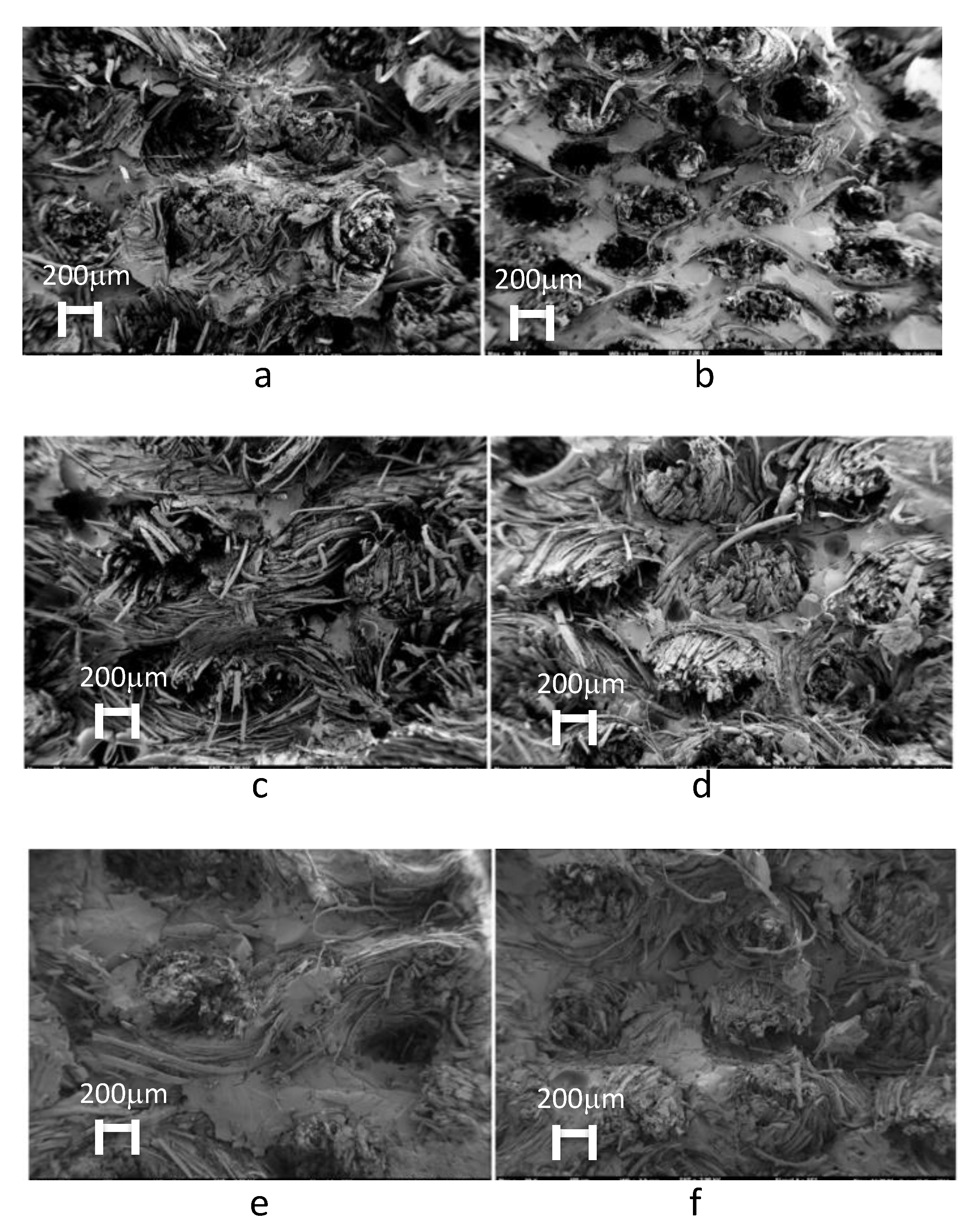
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Mohanty, A.K.; Misra, M.A.; Hinrichsen, G.I. Hinrichsen, Biofibres. Biodegradable polymers and biocomposites: An overview. Macromol. Mater. Eng. 2000, 276, 1–24. [Google Scholar] [CrossRef]
- La Mantia, F.; Morreale, M. Green composites: A brief review. Compos. Part A: Appl. Sci. Manuf. 2011, 42, 579–588. [Google Scholar] [CrossRef]
- Hansen, O.; Habermann, C.; Endres, H.J. Bio-based materials for exterior applications—Project biohybridcar. In Technologies for Economical and Functional Lightweight Design. Zukunftstechnologien für den Multifunktionalen Leichtbau; Dröder, K., Vietor, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2019. [Google Scholar] [CrossRef]
- Gholampour, A.; Ozbakkaloglu, T. A review of natural fibre composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar] [CrossRef]
- Patil, N.V.; Rahman, M.M.; Netravali, A.N. Green composites using bioresins from agro-wastes and modified sisal fibres. Polym. Compos. 2019, 40, 99–108. [Google Scholar] [CrossRef]
- Verma, D.; Senal, I. Natural fibre-reinforced polymer composites: Feasibiliy study for sustainable automotive industries. Biomass Biopolym. Based Mater. Bioenergy. 2019, 103–122. [Google Scholar] [CrossRef]
- Adekomaya, O. Adaption of green composite in automotive part replacements: Discussions on material modification and future patronage. Environ. Sci. Pollut. Res. 2020, 27, 8807–8813. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.K.; Chalivendra, V. Natural fibre composites (NFCs) for construction and automotive industries. In Handbook of Natural Fibres; Elsevier Ltd.: Amsterdam, The Netherlands, 2020; Volume 2, pp. 469–498. [Google Scholar] [CrossRef]
- Potluria, R.; Krishnab, N.C. Potential and Applications of Green Composites in Industrial Space. Mater. Today. Proc. 2020, 22, 2041–2048. [Google Scholar] [CrossRef]
- Singh, G.; Pal, L.; Kumar, P. Green composites: A review of processing technologies and recent applications. J. Thermoplast. Compos. Mater. 2018, 27, 1145–1171. [Google Scholar] [CrossRef]
- ISO 14125: 1998. Fibre-Reinforced Plastics Composites-Determination of Flexural Properties; ISO: Genève, Switzerland, 1998; Available online: https://www.iso.org/standard/23637.html (accessed on 15 December 2020).
- ASTM D3039/D3039M-17. Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA. 2017. Available online: https://www.astm.org/Standards/D3039 (accessed on 15 December 2020).
- Gurit, Technical Data Sheet, SP 110 Epoxy Laminating System (v7); Gurit: Diepoldsau, Switzerland, 2013; Available online: https://www.gurit.com/-/media/Gurit/Datasheets/sp-115.ashx (accessed on 15 December 2020).
- E. R. Inc. Technical Data Sheet, Super Sap 100 Epoxy Resin/Super Sap 1000 Hardener. 2010. Available online: https://www.pecepoxy.co.uk/data-sheets/TDS_100_1000_v4.pdf (accessed on 15 December 2020).
- S. Epoxy Systems, Technical Data Sheet, Greenpoxy 55. 2009. Available online: http://www.matrix-composites.co.uk/prod-data-sheet/old/greenpoxy-55-ft-uk.pdf (accessed on 15 December 2020).
- Członka, S.; Strąkowska, A.; Kairytė, A. The Impact of Hemp Shives Impregnated with Selected Plant Oils on Mechanical, Thermal, and Insulating Properties of Polyurethane Composite Foams. Materials 2020, 13, 4709. [Google Scholar] [CrossRef] [PubMed]
- Madhu, P.; Sanjay, M.R.; Khan, A.; Al Otaibi, A.; Al-Zahrani, S.A.; Pradeep, S.; Gupta, M.K.; Boonyasopon, P.; Siengchin, S. Experimental investigation on the mechanical and morphological behavior of Prosopis juliflora bark fibres/E-glass/carbon fabrics reinforced hybrid polymeric composites for structural applications. Polym. Compos. 2020. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Composite Plate Number | Fibre Type | Number of Layers (nl) | Composite Density, ρ | Fibre Volume Fraction |
|---|---|---|---|---|
| Super Sap 100 | ||||
| 1 | 470 (+/−90) | 3 | 1231.18 | 36.56 |
| 2 | 320 (+/−90) | 5 | 1250.63 | 37.59 |
| Epoxy SP 110 | ||||
| 9 | 470 (+/−90) | 3 | 1224.86 | 43.35 |
| 10 | 320 (+/−90) | 5 | 1254.85 | 44.23 |
| Greenpoxy 55 | ||||
| 17 | 470 (+/−90) | 3 | 1246.98 | 35.06 |
| 18 | 320 (+/−90) | 5 | 1235.14 | 44.86 |
| Composite Plate | Strength (MPa); σu | Std. Dev. (MPa) Sn−1 | Strain (%): ξu | Modulus (MPa) | Specific Strength (kNm/kg); σs | Specific Modulus (kNm/kg); Es |
|---|---|---|---|---|---|---|
| Super Sap 100 | ||||||
| 1 | 39.82 | 1.45 | 4.14 | 4558 | 32.34 | 3702.14 |
| 2 | 47.9 | 0.91 | 10.6 | 3782 | 38.30 | 3022.48 |
| Epoxy SP 110 | ||||||
| 9 | 49.18 | 0.96 | 2.48 | 6410 | 40.15 | 5233.27 |
| 10 | 53.92 | 0.65 | 3.40 | 6410 | 42.97 | 5108.20 |
| Greenpoxy 55 | ||||||
| 17 | 49.68 | 1.28 | 2.63 | 4570 | 39.84 | 3664.87 |
| 18 | 48.22 | 1.05 | 4.91 | 5860 | 39.04 | 4744.40 |
| Composite Plate | Strength (MPa); σu | Std. Dev. (MPa); Sn−1 | Strain (%): ξu | Modulus (MPa) | Specific Strength (kNm/kg); σs | Specific Modulus (kNm/kg); Es |
|---|---|---|---|---|---|---|
| Super Sap 100 | ||||||
| 1 | 79.60 | 3.34 | 3.98 | 3960.00 | 64.65 | 3216.43 |
| 2 | 79.72 | 1.97 | 6.98 | 3110.00 | 63.74 | 2846.75 |
| Epoxy SP 110 | ||||||
| 9 | 100.82 | 6.06 | 3.18 | 5292.00 | 82.31 | 4320.51 |
| 10 | 113.00 | 1.58 | 3.66 | 5838.00 | 90.05 | 4652.37 |
| Greenpoxy 55 | ||||||
| 17 | 92.72 | 3.02 | 3.5 | 4446.00 | 74.36 | 3565.43 |
| 18 | 100.26 | 3.28 | 4.26 | 4912.00 | 81.17 | 3976.88 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Colomer-Romero, V.; Rogiest, D.; García-Manrique, J.A.; Crespo, J.E. Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins. Materials 2020, 13, 5720. https://doi.org/10.3390/ma13245720
Colomer-Romero V, Rogiest D, García-Manrique JA, Crespo JE. Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins. Materials. 2020; 13(24):5720. https://doi.org/10.3390/ma13245720
Chicago/Turabian StyleColomer-Romero, Vicente, Dante Rogiest, Juan Antonio García-Manrique, and Jose Enrique Crespo. 2020. "Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins" Materials 13, no. 24: 5720. https://doi.org/10.3390/ma13245720
APA StyleColomer-Romero, V., Rogiest, D., García-Manrique, J. A., & Crespo, J. E. (2020). Comparison of Mechanical Properties of Hemp-Fibre Biocomposites Fabricated with Biobased and Regular Epoxy Resins. Materials, 13(24), 5720. https://doi.org/10.3390/ma13245720