Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel



Abstract
1. Introduction
2. Material and Experiments
3. Results and Discussion
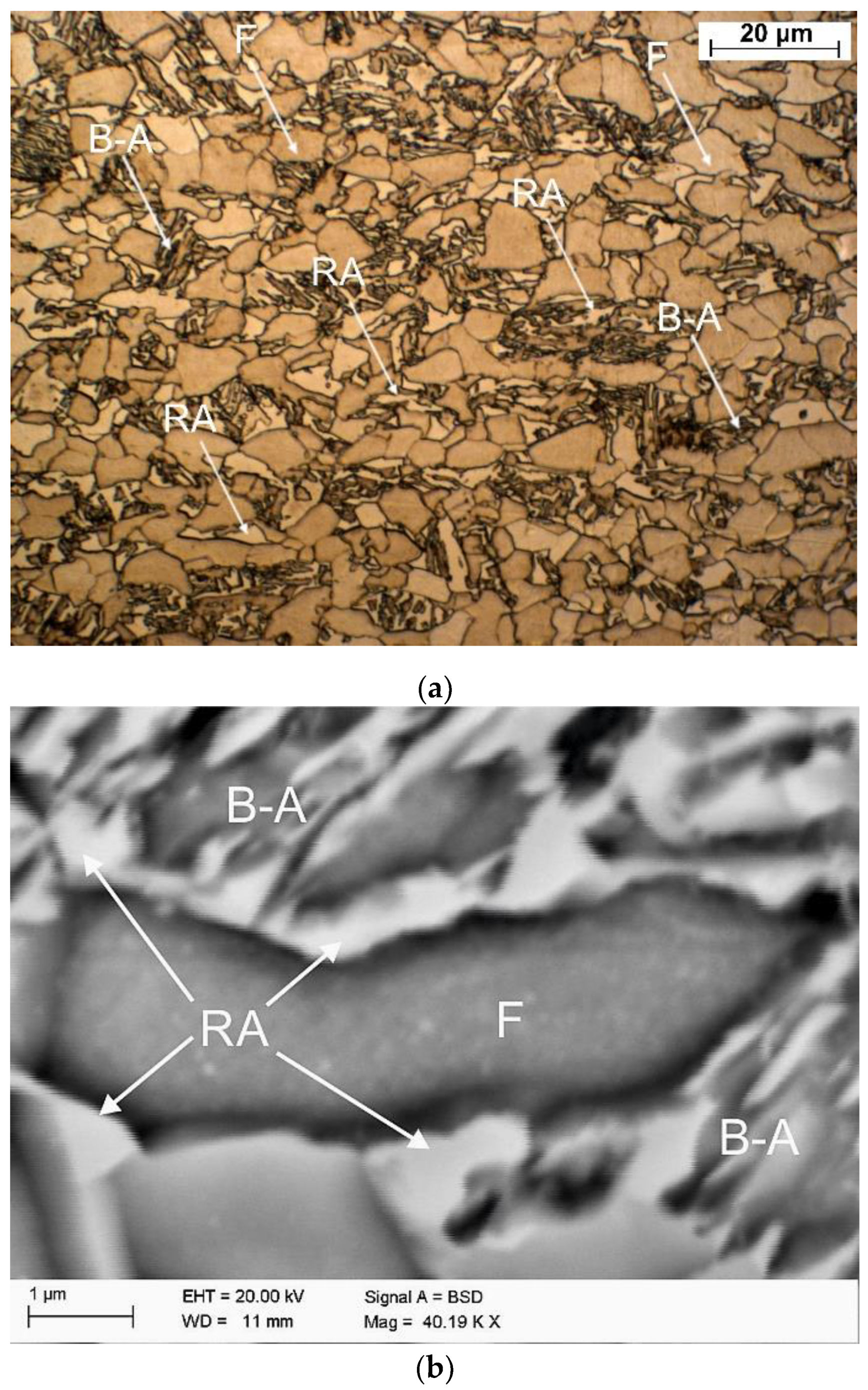
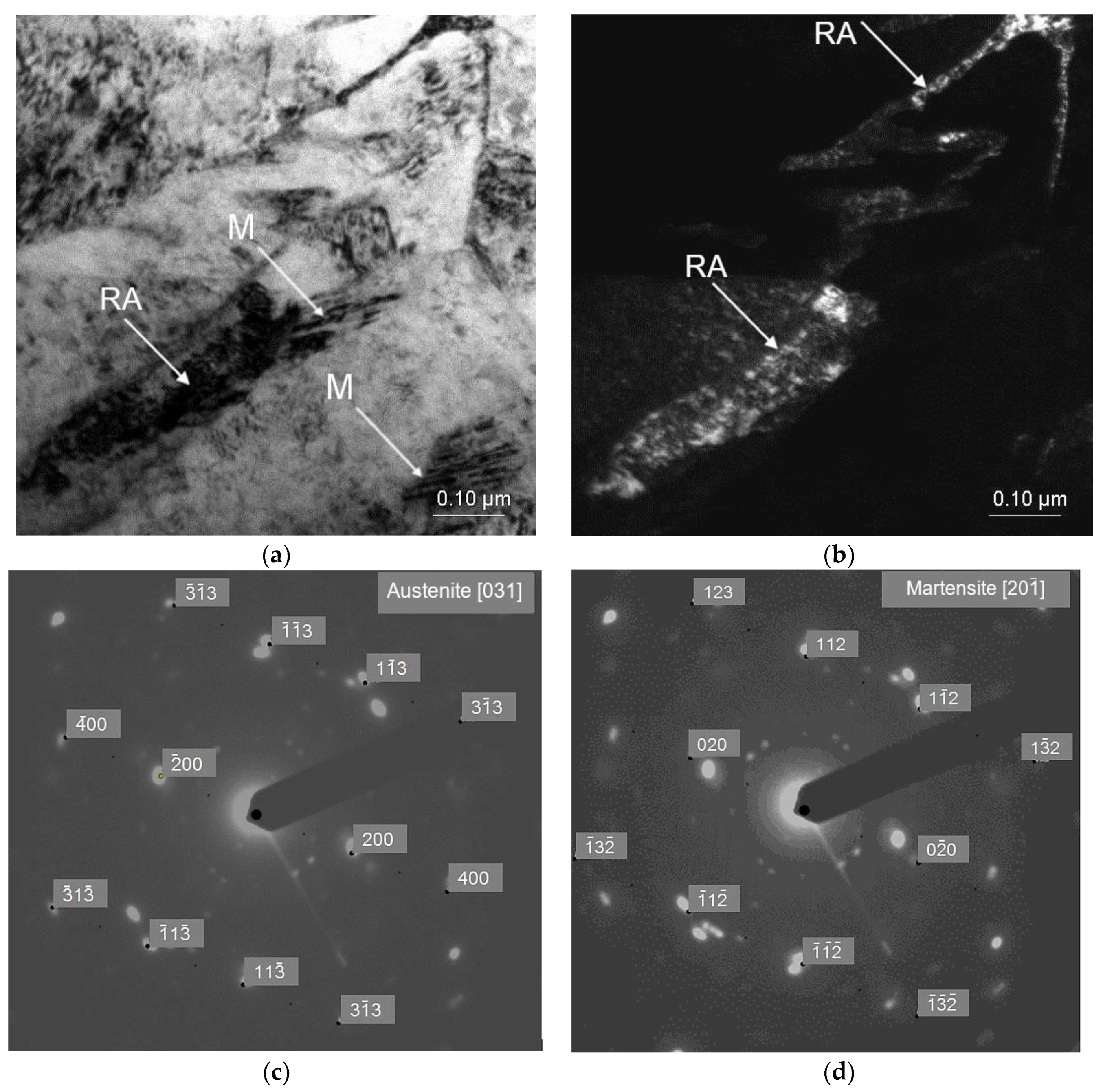
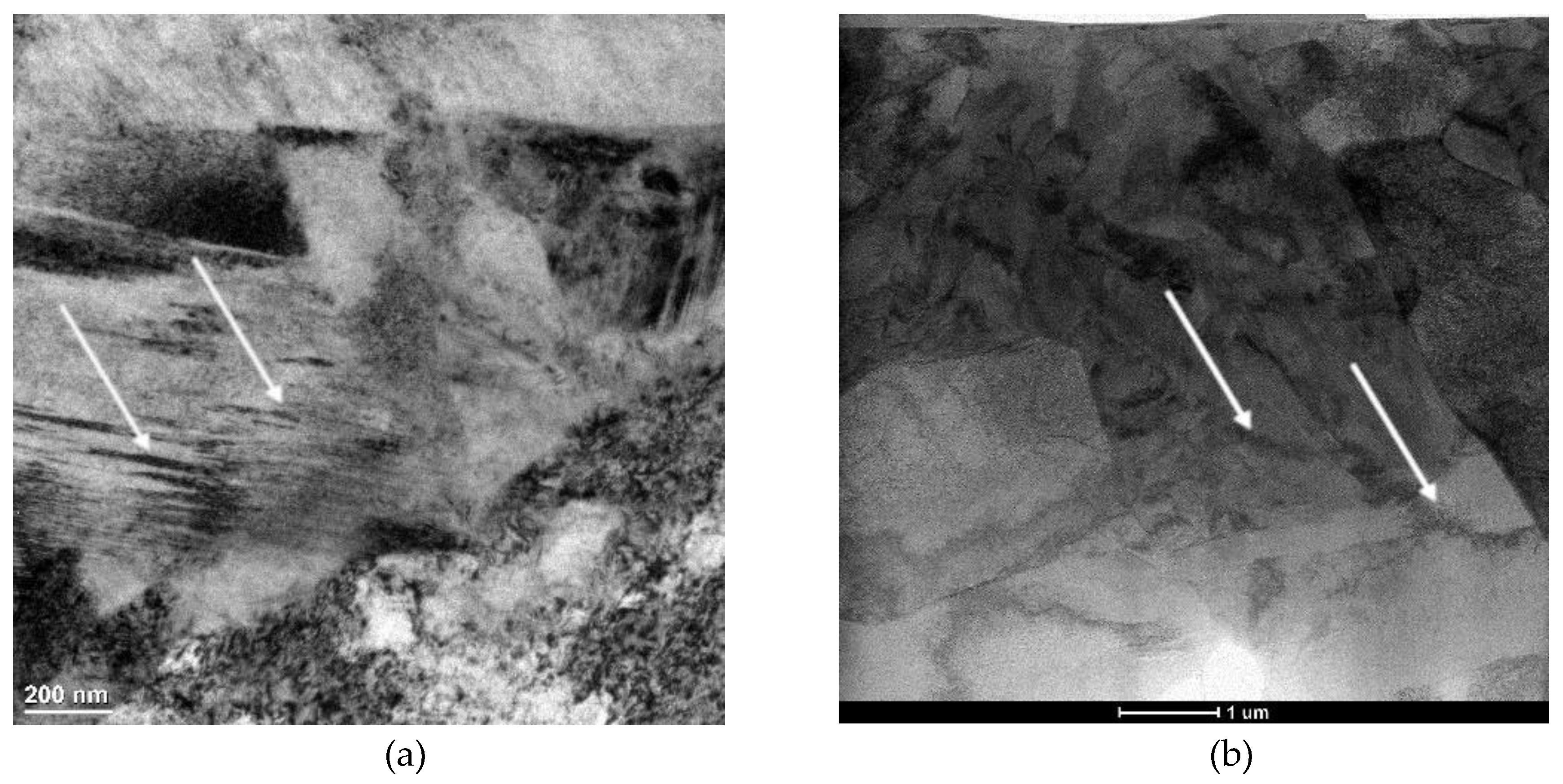
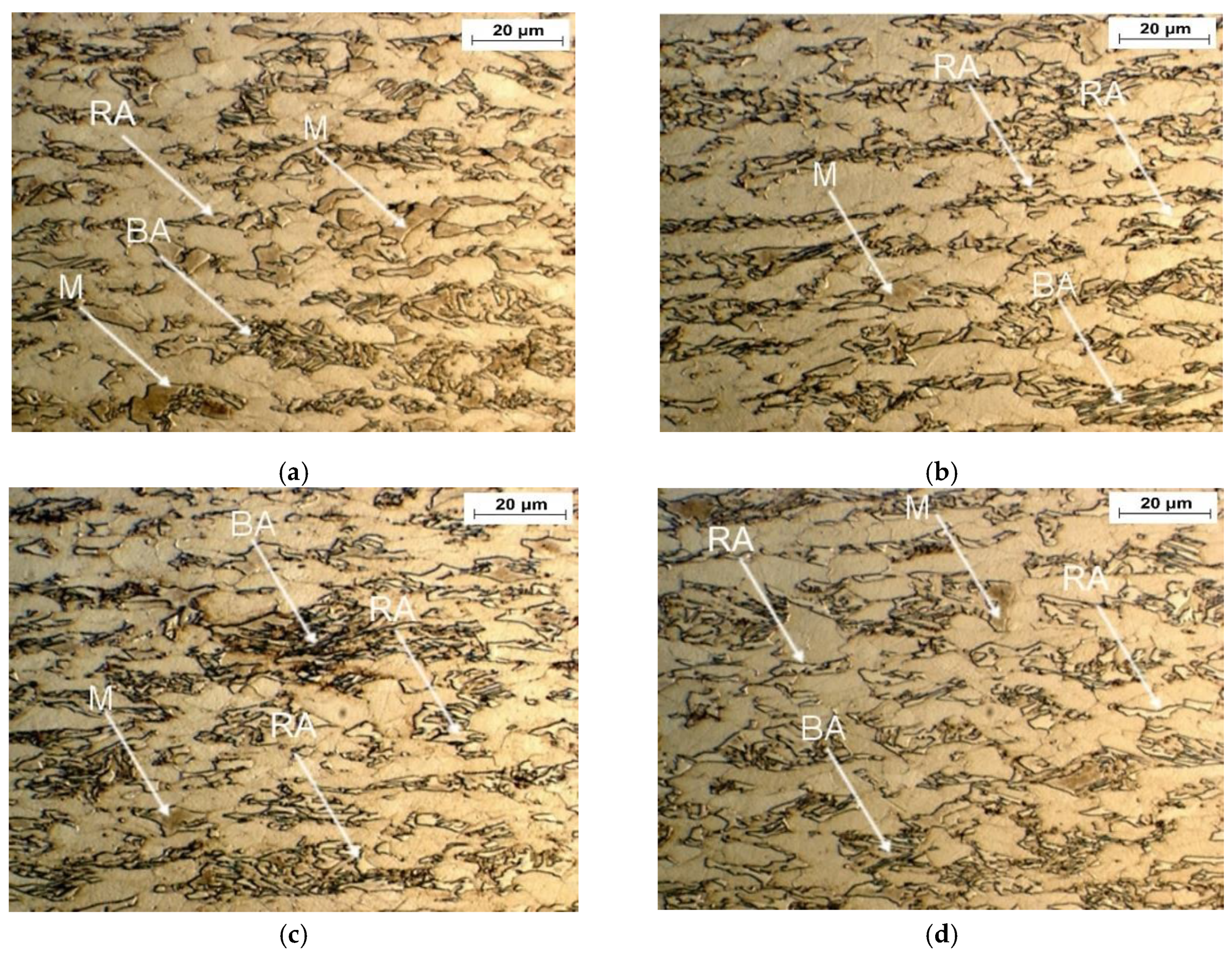
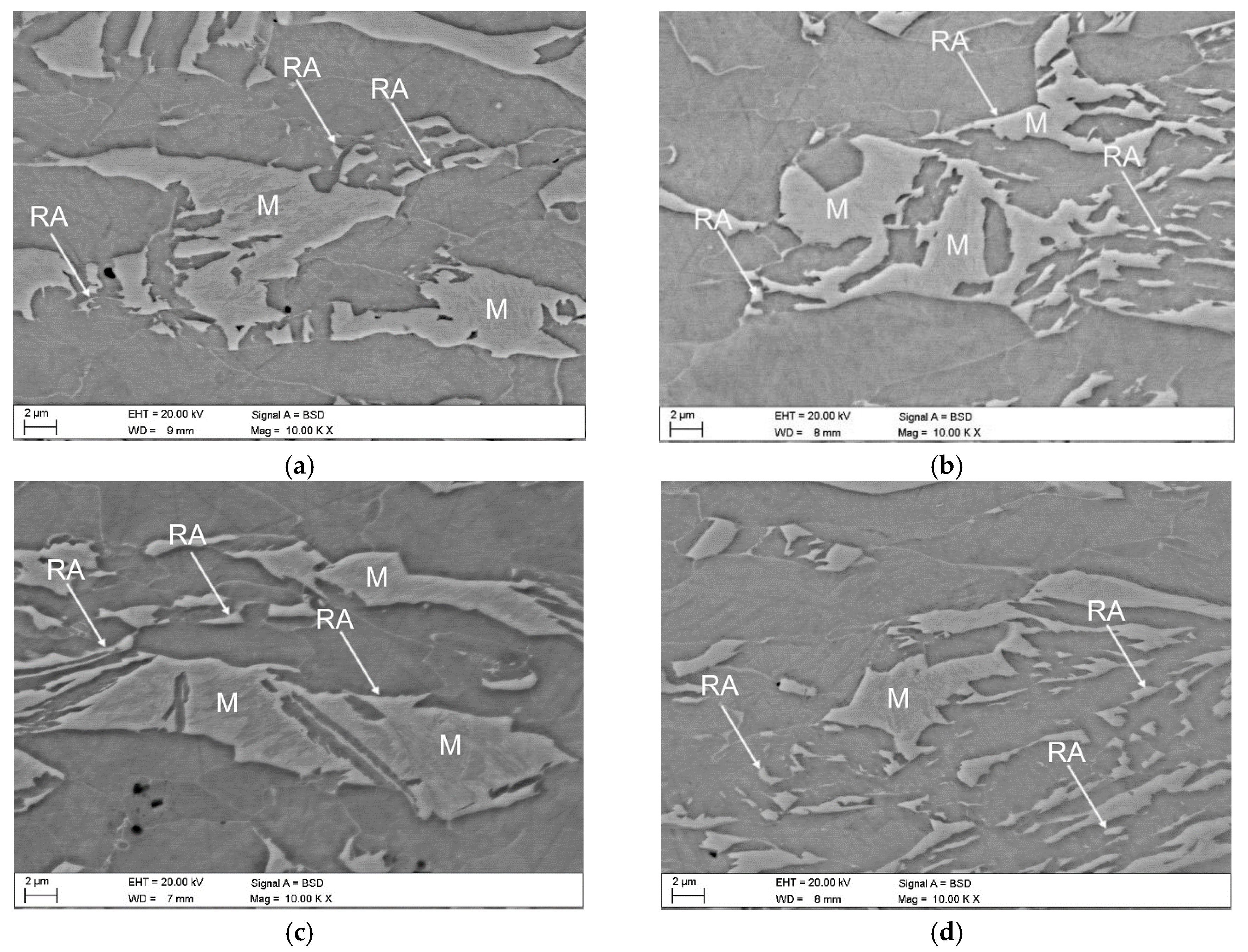
3.1. Microstructural Characterization
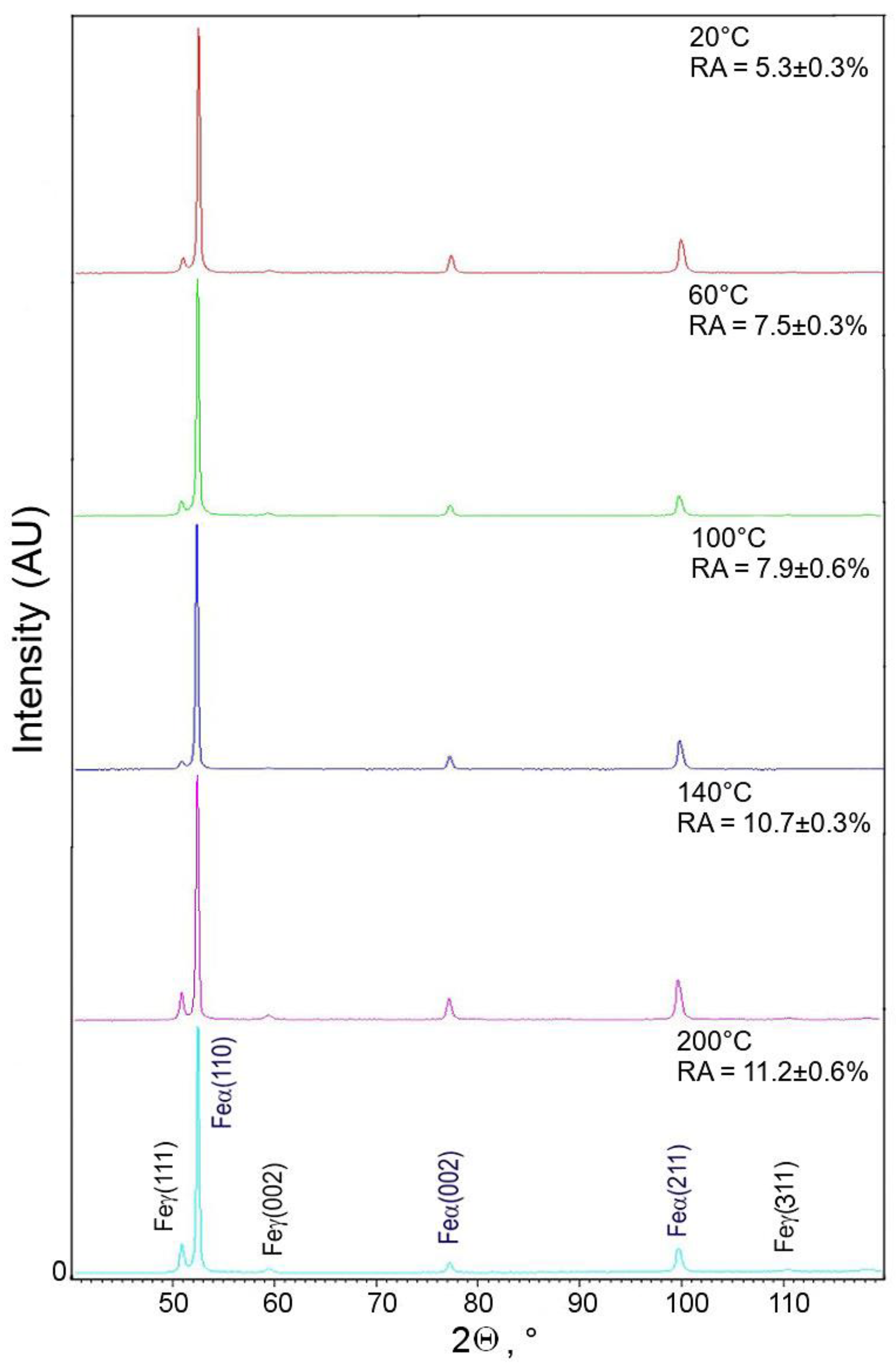
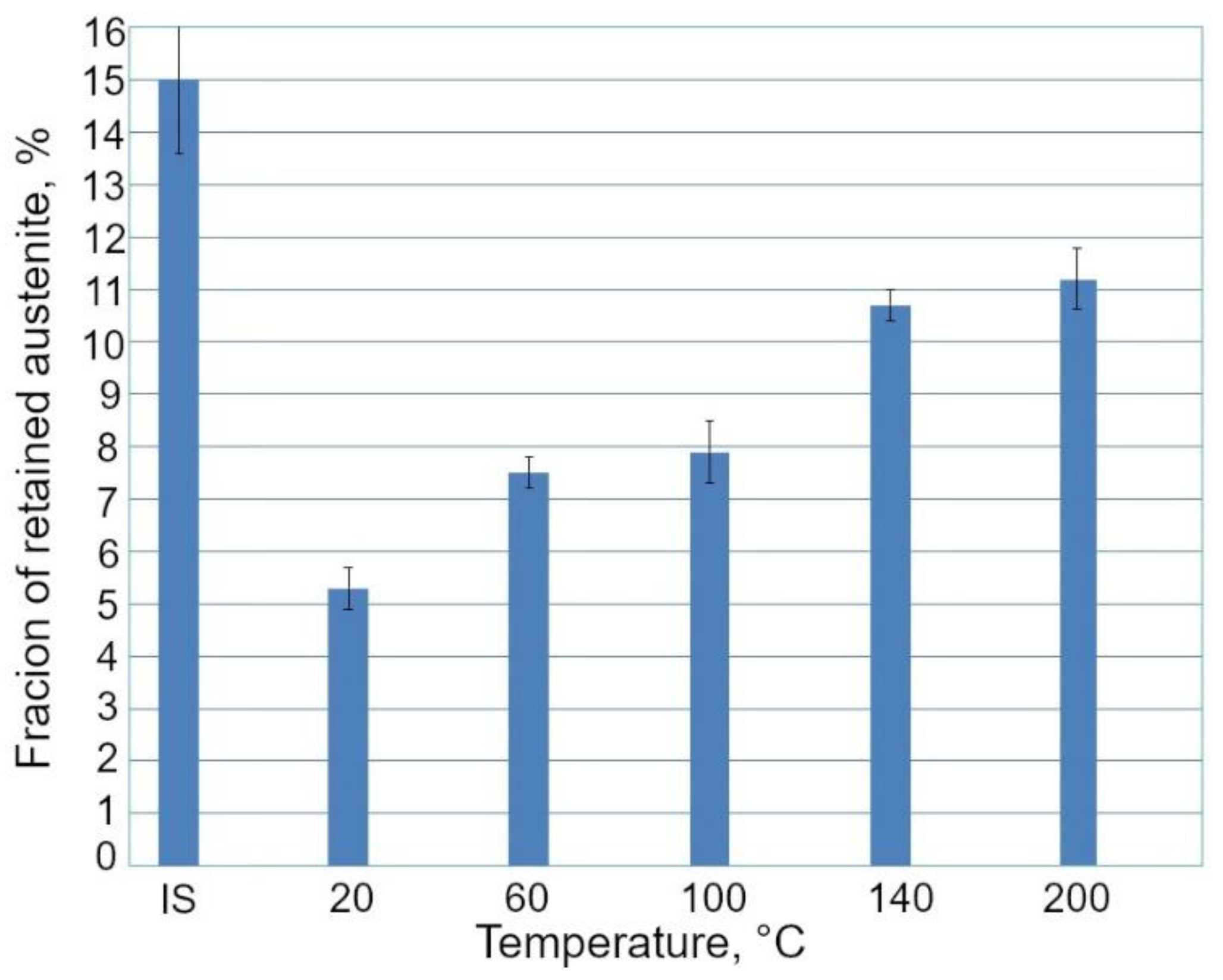
3.2. Retained Austenite Amount
3.3. Mechanical Properties
4. Conclusions
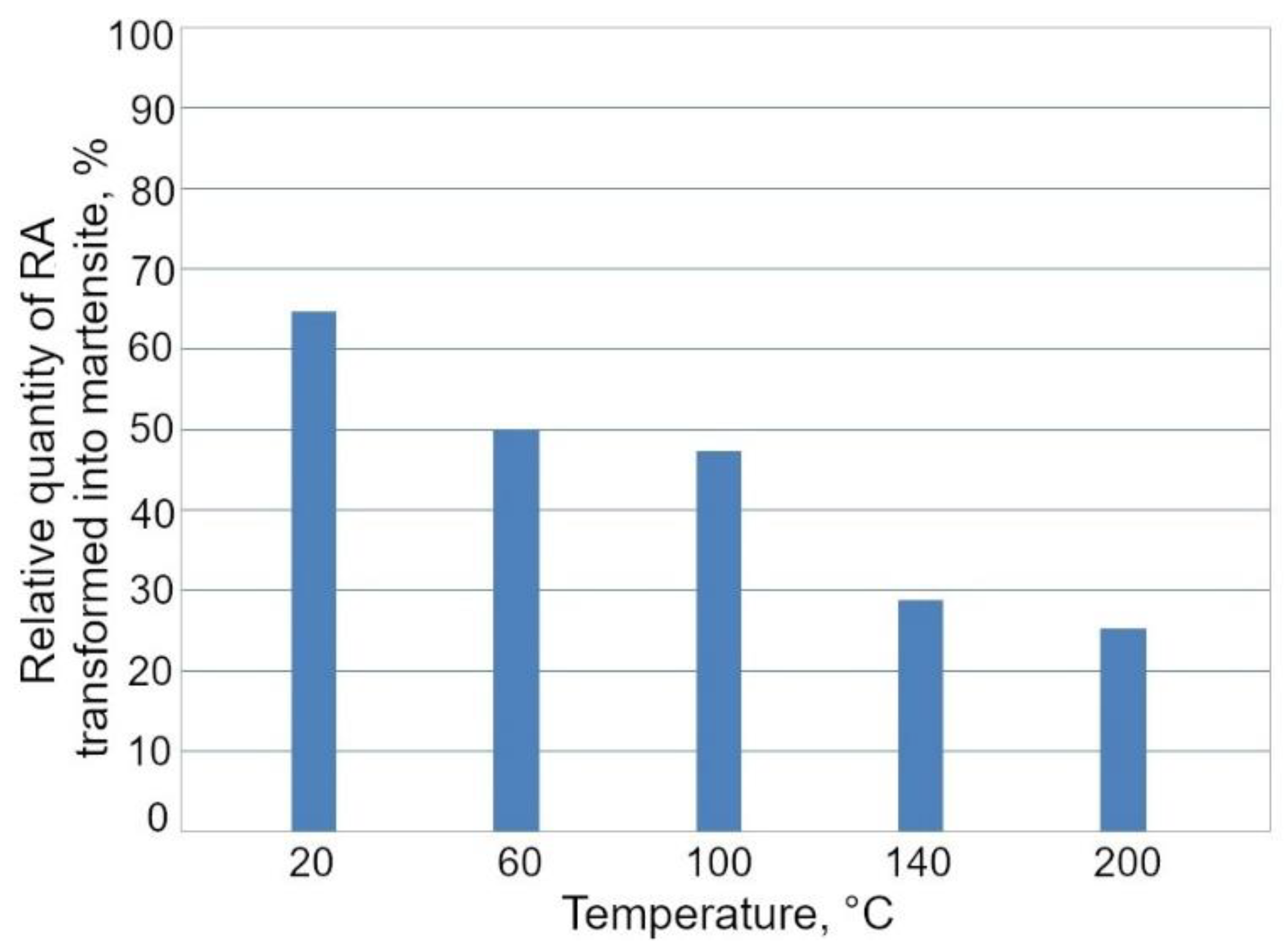
- An increase in the deformation temperature resulted in the reduced SIMT due to the increasing stability of the γ phase. The percentage amount of RA transformed into martensite at 20 °C was 65%, whereas only 25% of the phase was subjected to the transformation at 200 °C;
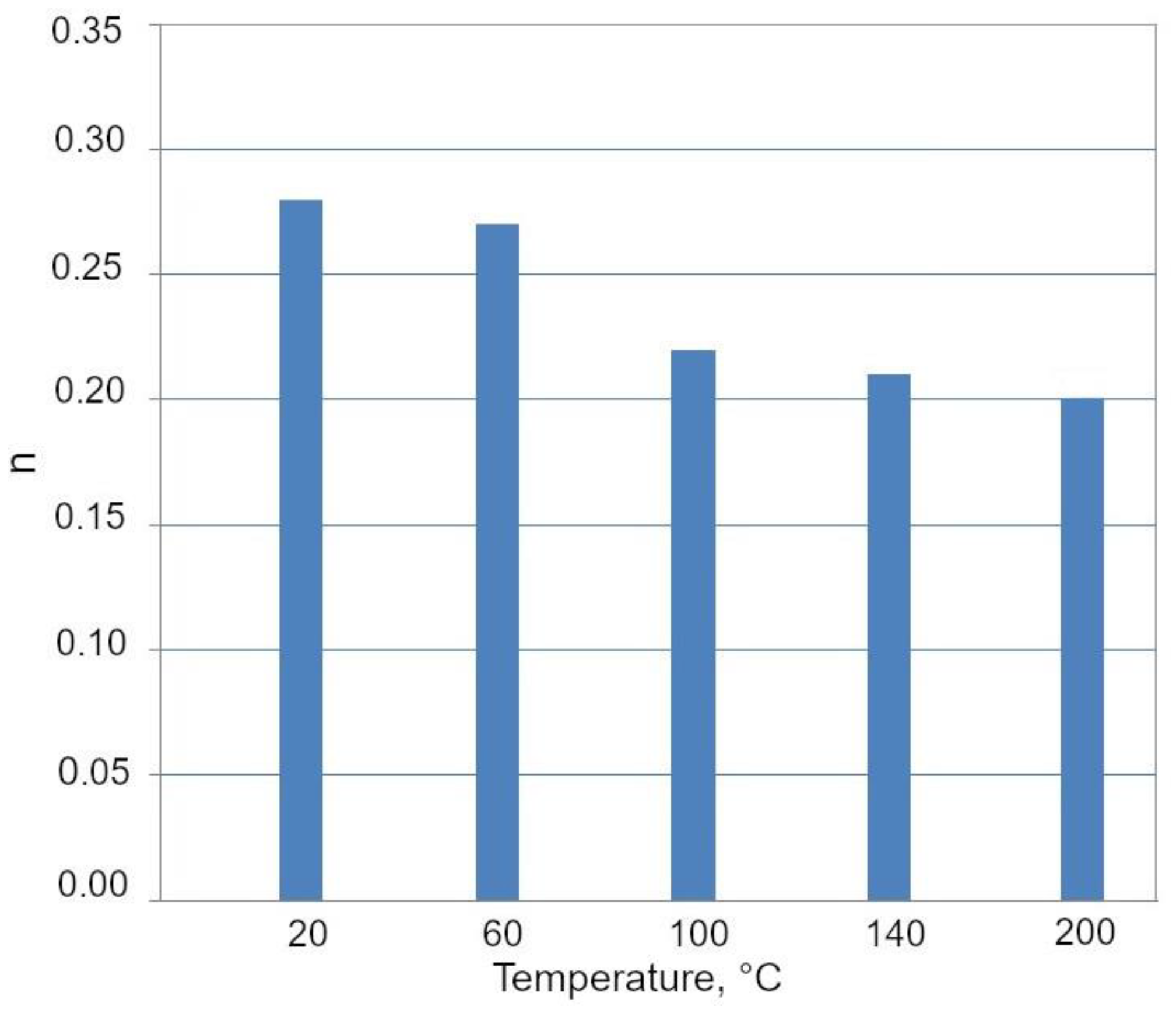
- The TRIP effect played an important role in improving the mechanical behavior of the investigated steel. The SIMT operated in the whole temperature range but its intensity was much less at 140 and 200 °C. The interlath retained austenite maintained stability in this temperature range;
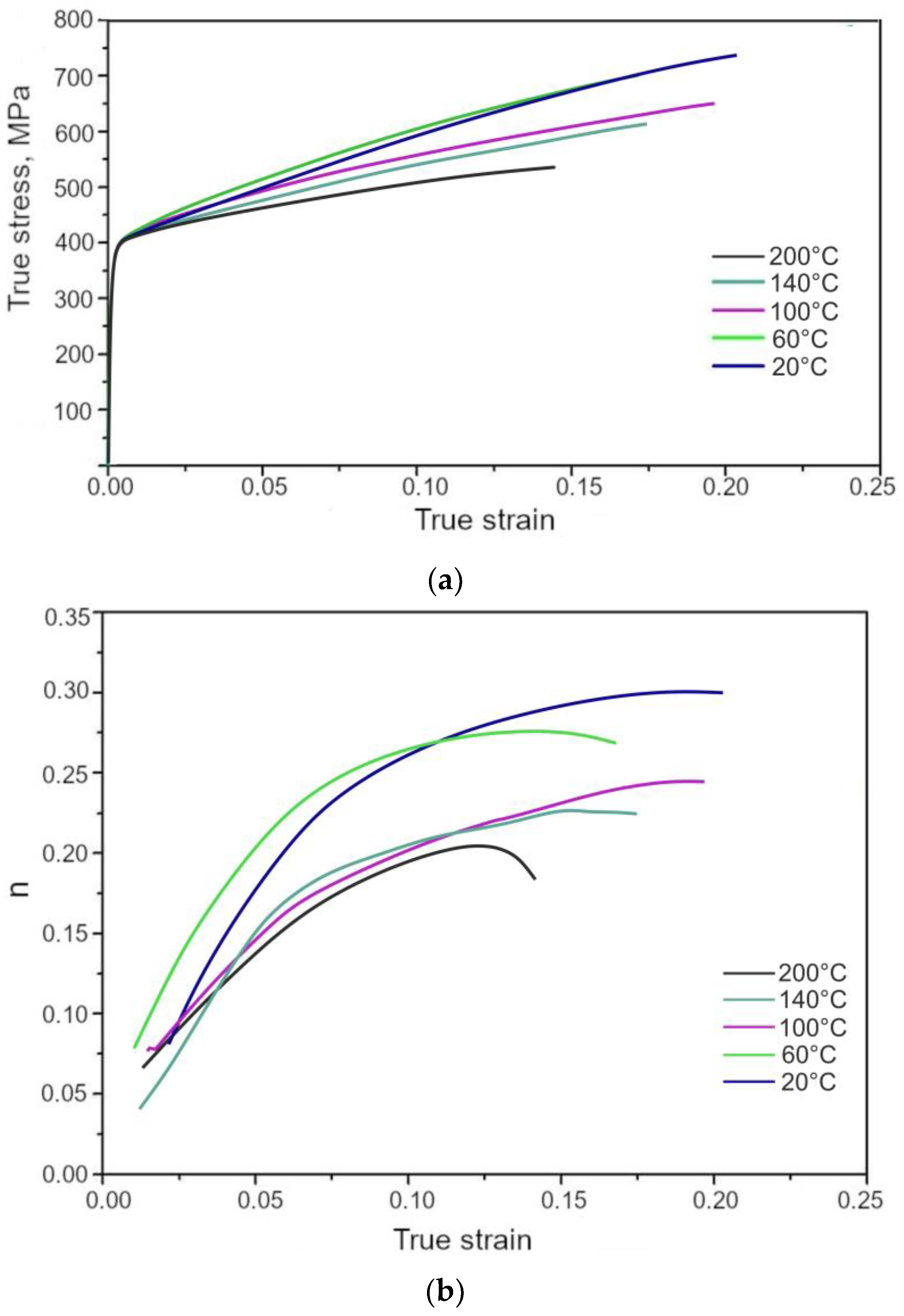
- The gradual SIMT of the retained austenite provided the beneficial balance of strength and ductility. The highest effectiveness of the TRIP effect was evidenced at 20 °C; thus, the best mechanical properties were noted at this temperature: the YS, UTS, TEl, and UEl values were: 437 MPa, 677 MPa, 26.3%, and 23.5%, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Raabe, D.; Sun, B.; Kwiatkowski Da Silva, A.; Gault, B.; Yen, H.W.; Sedighiani, K.; Sukumar, P.H.; Souza Filho, I.R.; Katnagallu, S.; Jagle, E.; et al. Current challenges and opportunities in microstructure-related properties of Advanced High-Strength Steels. Metall. Mater. Trans. A 2020, 51, 5517–5586. [Google Scholar] [CrossRef]
- Soleimani, M.; Kalhor, A.; Mirzadeh, H. Transformation-induced plasticity (TRIP) in advanced steels: A review. Mater. Sci. Eng. A 2020, 795, 140023. [Google Scholar] [CrossRef]
- Chiang, J.; Lawrence, B.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and work hardening of TRIP steels. Mater. Sci. Eng. A 2011, 528, 4516–4521. [Google Scholar] [CrossRef]
- Garcia-Mateo, C.; Caballero, F.G.; Chao, J.; Capdevila, C.; Garcia de Andres, C. Mechanical stability of retained austenite during plastic deformation of super high strength carbide free bainitic steels. J. Mater. Sci. 2009, 44, 4617–4624. [Google Scholar] [CrossRef]
- Samek, L.; Dykas, J.; De Moor, E.; Grajcar, A. Strain-ageing of low-alloyed multiphase high-strength steels. Metals 2020, 10, 439. [Google Scholar] [CrossRef]
- Chen, J.; Zhang, W.N.; Liu, Z.Y.; Wang, G.D. The role of retained austenite on the mechanical properties of a low carbon 3Mn-1.5Ni steel. Metall. Mater. Trans. A 2017, 48, 5849–5859. [Google Scholar] [CrossRef]
- Haidemenopoulos, G.N.; Aravas, N.; Bellas, I. Kinetics of strain-induced transformation of dispersed austenite in low-alloy TRIP steels. Mater. Sci. Eng. A 2014, 615, 416–423. [Google Scholar] [CrossRef]
- Li, J.; Zhang, J.; Li, Q.; Guo, D.; Liu, Y.; Meng, Q. The effect of an austenitizing pretreatment on the morphology and distribution of the retained austenite and mechanical properties of TRIP590 steel. J. Mater. Sci. 2018, 53, 15667–15678. [Google Scholar] [CrossRef]
- Qiu, J.; Zhang, M.; Liu, X.; Zhang, X.; Tan, Z. Characterization of retained austenite in a low carbon high strength Mn–Si–Cr steel. Mater. Sci. Eng. A 2020, 797, 139985. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; Van Dijk, N.; Zhao, L.; Sietsma, J.; Offerman, S. Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Scr. Mater. 2007, 55, 6713–6723. [Google Scholar] [CrossRef]
- Celada-Casero, C.; Kwakernaak, C.; Sietsma, S.; Santofimia, M.J. The influence of the austenite grain size on the microstructural development during quenching and partitioning processing of a low-carbon steel. Mater. Des. 2019, 178, 107847. [Google Scholar] [CrossRef]
- Chiang, J.; Boyd, J.D.; Pilkey, A.K. Effect of microstructure on retained austenite stability and tensile behaviour in an aluminum-alloyed TRIP steel. Mater. Sci. Eng. A 2015, 638, 132–142. [Google Scholar] [CrossRef]
- Shen, Y.F.; Qiu, L.N.; Sun, X.; Zuo, L.; Liaw, P.K.; Raabe, D. Effects of retained austenite volume fraction, morphology, and carbon content on strength and ductility of nanostructured TRIP-assisted steels. Mater. Sci. Eng. A 2015, 636, 551–564. [Google Scholar] [CrossRef]
- Sugimoto, K.; Misu, M.; Kobayashi, M.; Shirasawa, H. Effects of second phase morphology on retained austenite morphology and tensile properties in a TRIP-aided dual phase steel sheet. ISIJ Int. 1993, 33, 775–782. [Google Scholar] [CrossRef]
- Hidalgo, J.; Findley, K.O.; Santofimia, M.J. Thermal and mechanical stability of retained austenite surrounded by martensite with different degrees of tempering. Mater. Sci. Eng. A 2017, 690, 337–347. [Google Scholar] [CrossRef]
- Polatidis, E.; Haidemenopoulos, G.N.; Krizan, D.; Aravas, N.; Panzner, T.; Smid, M.; Papadioti, I.; Casati, N.; Van Petegem, S.; Van Swygenhoven, H. The effect of stress triaxiality on the phase transformation in transformation induced plasticity steels: Experimental investigation and modelling the transformation kinetics. Mater. Sci. Eng. A 2021, 800, 140321. [Google Scholar] [CrossRef]
- Blondé, R.; Jimenez-Melero, E.; Zhao, L.; Schell, N.; Brück, E.; van der Zwaag, S.; van Dijk, N.H. The mechanical stability of retained austenite in low-alloyed TRIP steel under shear loading. Mater. Sci. Eng. A 2014, 594, 125–134. [Google Scholar] [CrossRef]
- Jo, M.C.; Kim, S.; Suh, D.W.; Hong, S.S.; Kim, H.K.; Sohn, S.S.; Lee, S. Role of retained austenite on adiabatic shear band formation during high strain rate loading in high-strength bainitic steels. Mater. Sci. Eng. A 2020, 778, 139118. [Google Scholar] [CrossRef]
- Wang, M.; Huang, M.X. Abnormal TRIP effect on the work hardening behavior of a quenching and partitioning steel at high strain rate. Acta Mater. 2020, 188, 551–559. [Google Scholar] [CrossRef]
- Vercruysse, F.; Castro Cerda, F.M.; Verleysen, P.; Petrov, R.H. Behavior of ultrafast annealed advanced high strength steels under static and dynamic conditions. Mater. Sci. Eng. A 2020, 780, 139168. [Google Scholar] [CrossRef]
- Gronostajski, Z.; Niechajowicz, A.; Kuziak, R.; Krawczyk, J.; Polak, S. The effect of the strain rate on the stress- strain curve andmicrostructure of AHSS. J. Mater. Process. Technol. 2017, 242, 246–259. [Google Scholar] [CrossRef]
- Jiménez, J.A.; Carsí, M.; Ruano, O.A.; Frommeyer, G. Effect of testing temperature and strain rate on the transformation behaviour of retained austenite in low-alloyed multiphase steel. Mater. Sci. Eng. A 2009, 508, 195–199. [Google Scholar] [CrossRef]
- Min, J.; Hector, L.G., Jr.; Zhang, L.; Lin, J.; Carsley, J.E.; Sun, L. Elevated-temperature mechanical stability and transformation behavior of retained austenite in a quenching and partitioning steel. Mater. Sci. Eng. A 2016, 673, 423–429. [Google Scholar] [CrossRef]
- Sun, W.W.; Wu, X.Y.; Yang, S.C.; Hutchinson, C.R. Advanced high strength steel (AHSS) development through chemical patterning of austenite. Scr. Mater. 2018, 146, 60–63. [Google Scholar] [CrossRef]
- Yamashita, T.; Morooka, S.; Harjo, S.; Kawasaki, T.; Koga, N.; Umezawa, O. Role of retained austenite in low alloy steel at low temperature monitored by neutron diffraction. Scr. Mater. 2020, 177, 6–10. [Google Scholar] [CrossRef]
- Zhou, S.; Zhang, K.; Wang, Y.; Gu, J.F.; Rong, Y.H. The Mechanism of high strength-ductility steel produced by a novel Quenching-Partitioning-Tempering process and the mechanical stability of retained austenite at elevated temperatures. Metall. Mater. Trans. A 2012, 43, 1026–1034. [Google Scholar] [CrossRef]
- Pereira, M.P.; Rolfe, B.F. Temperature conditions during ‘cold’ sheet metal stamping. J. Mater. Process. Technol. 2014, 214, 1749–1758. [Google Scholar] [CrossRef]
- Rana, R.; De Moor, E.; Speer, J.G.; Matlock, D.K. On the importance of adiabatic heating on deformation behavior of medium-manganese sheet steels. JOM 2018, 70, 706–713. [Google Scholar] [CrossRef]
- Feng, W.; Wu, Z.; Wang, L.; Speer, J.G. Effect of testing temperature on retained austenite stability of cold rolled CMnSi steels treated by quenching and partitioning proces. Steel Res. Int. 2013, 84, 246–252. [Google Scholar] [CrossRef]
- Mukherjee, M.; Mohanty, O.N.; Hashimoto, S.; Hojo, T.; Sugimoto, K. Strain-induced transformation behaviour of retained austenite and tensile properties of TRIP-aided steels with different matrix microstructure. ISIJ Int. 2006, 46, 316–324. [Google Scholar] [CrossRef]
- Grajcar, A.; Radwanski, K. Microstructural comparison of the thermomechanically treated and cold deformed Nb-microalloyed TRIP steel. Mater. Tehnol. 2014, 48, 679–683. [Google Scholar]
- Grajcar, A.; Kwaśny, W.; Zalecki, W. Microstructure-property relationships in TRIP aided medium-C bainitic steel with lamellar retained austenite. Mater. Sci. Technol. 2015, 31, 781–794. [Google Scholar] [CrossRef]
- ASTM E975-3: Standard Practice for X-ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation; ASTM International: West Conshohocken, PA, USA, 2013.
- Gnaupel-Herolda, T.; Creuziger, A. Diffraction study of the retained austenite content in TRIP steels. Mater. Sci. Eng. A 2011, 528, 3594–3600. [Google Scholar] [CrossRef]
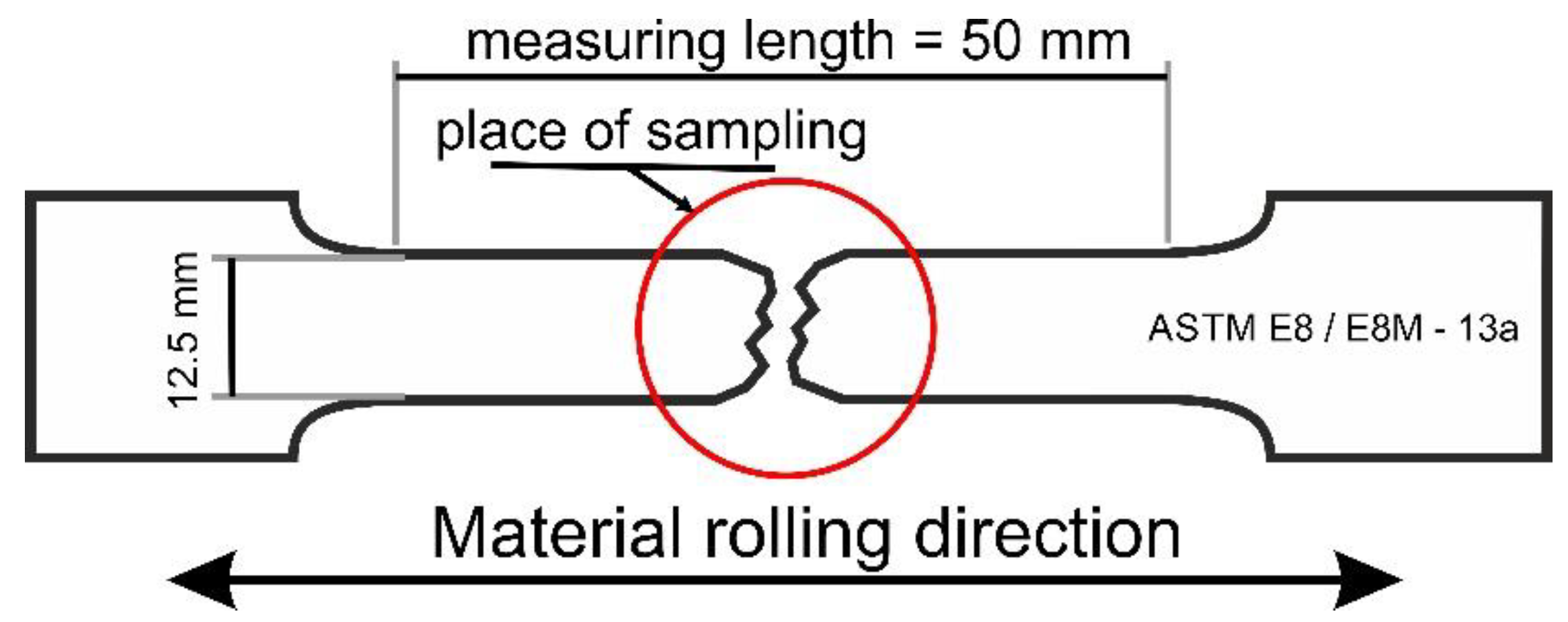
- ASTM E8/E8M–13a: Standard Test Methods for Tension Testing of Metallic Materials; ASTM International: West Conshohocken, PA, USA, 2013.
- Grajcar, A.; Kozłowska, A.; Radwański, K.; Skowronek, A. Quantitative analysis of microstructure evolution in hot-rolled multiphase steel subjected to interrupted tensile test. Metals 2019, 9, 1304. [Google Scholar] [CrossRef]
- Jimenez-Melero, E.; van Dijk, N.H.; Zhao, L.; Sietsma, J.; Offerman, S.E.; Wright, J.P.; van der Zwaag, S. Martensitic transformation of individual grains in low-alloyed TRIP steels. Scr. Mater. 2007, 56, 421–424. [Google Scholar] [CrossRef]
- Luo, L.; Li, W.; Wang, L.; Zhou, S.; Jin, X. Tensile behaviors and deformation mechanism of a medium Mn-TRIP steel at different temperatures. Mater. Sci. Eng. A 2017, 682, 698–703. [Google Scholar] [CrossRef]
- Xu, Y.; Hu, Z.; Zou, Y.; Tan, X.; Han, D.; Chen, S.; Ma, D.; Misra, R.D.K. Effect of two-step intercritical annealing on microstructure and mechanical properties of hot-rolled medium manganese TRIP steel containing δ-ferrite. Mater. Sci. Eng. A 2017, 688, 40–55. [Google Scholar] [CrossRef]
- Pereloma, E.V.; Gazder, A.A.; Timokhina, I. Retained austenite: Transformation-Induced Plasticity. In Encyclopedia of Iron, Steel, and Their Alloys, 1st ed.; Taylor and Francis: New York, NY, USA, 2016; pp. 3088–3103. ISBN 9781351254502. [Google Scholar]
- Chmelko, V.; Garan, M.; Berta, I. Calculation of burst pressure of pipeline with local defect. Procedia Struct. Integr. 2020, 26, 417–421. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Al | P | S | Nb | Ti | N |
|---|---|---|---|---|---|---|---|---|
| 0.24 | 1.50 | 0.87 | 0.40 | 0.010 | 0.004 | 0.034 | 0.023 | 0.0028 |
| Deformation Temperature, °C | YS, MPa | UTS, MPa | TEl, % | UEl, % | YS/UTS | UTS × TEl, MPa% |
|---|---|---|---|---|---|---|
| 20 | 437 | 677 | 26.3 | 23.5 | 0.65 | 17,805 |
| 60 | 431 | 644 | 23.9 | 18.2 | 0.67 | 15,391 |
| 100 | 428 | 583 | 24.3 | 21.0 | 0.73 | 14,166 |
| 140 | 426 | 563 | 23.3 | 19.1 | 0.76 | 13,117 |
| 200 | 411 | 532 | 16.9 | 15.3 | 0.77 | 8990 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kozłowska, A.; Grajcar, A. Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel. Materials 2020, 13, 5284. https://doi.org/10.3390/ma13225284
Kozłowska A, Grajcar A. Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel. Materials. 2020; 13(22):5284. https://doi.org/10.3390/ma13225284
Chicago/Turabian StyleKozłowska, Aleksandra, and Adam Grajcar. 2020. "Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel" Materials 13, no. 22: 5284. https://doi.org/10.3390/ma13225284
APA StyleKozłowska, A., & Grajcar, A. (2020). Effect of Elevated Deformation Temperatures on Microstructural and Tensile Behavior of Si-Al Alloyed TRIP-Aided Steel. Materials, 13(22), 5284. https://doi.org/10.3390/ma13225284