Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll




Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
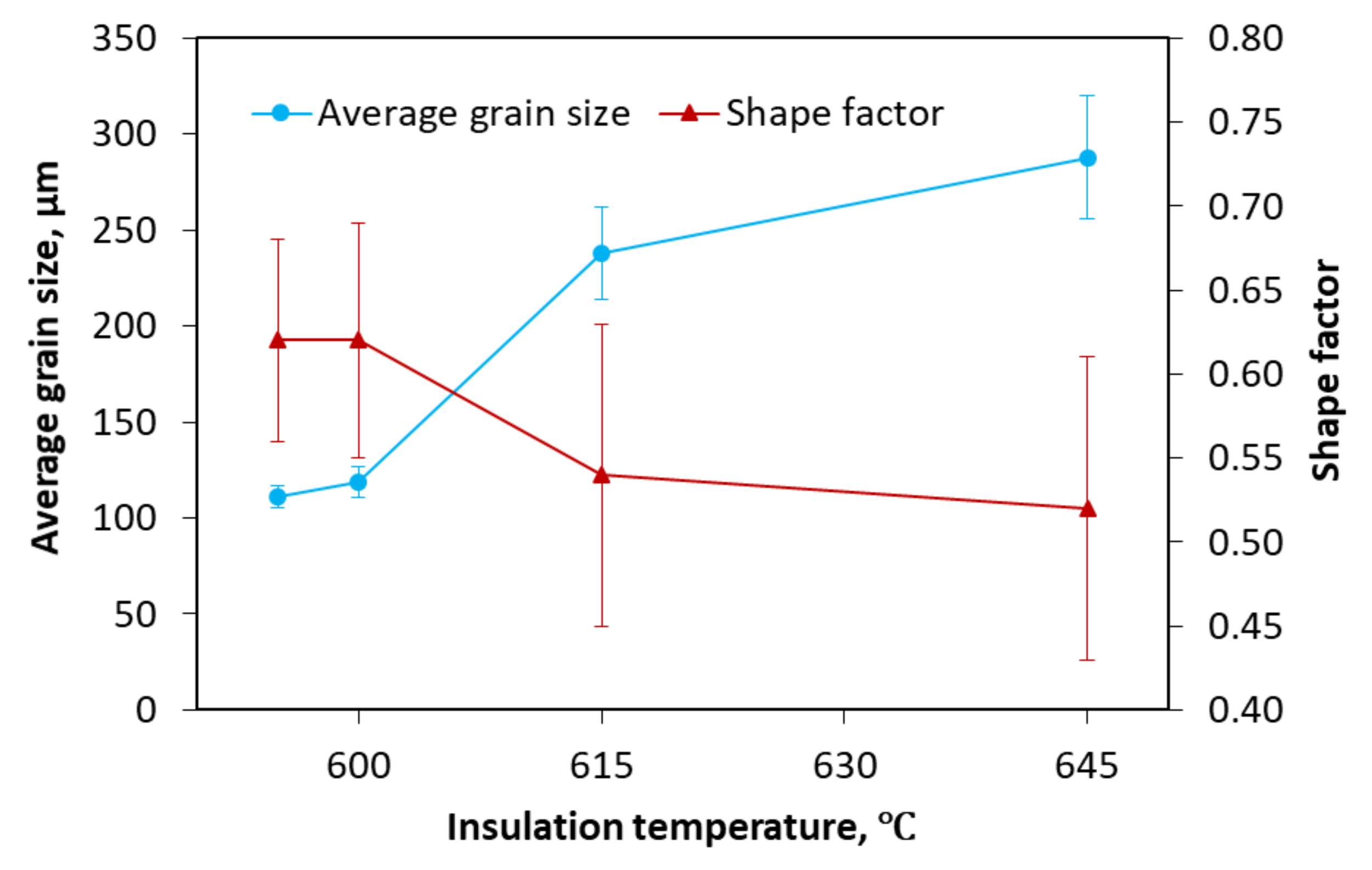
3.1. Effects of Insulation Temperature on the Microstructures and Mechanical Properties
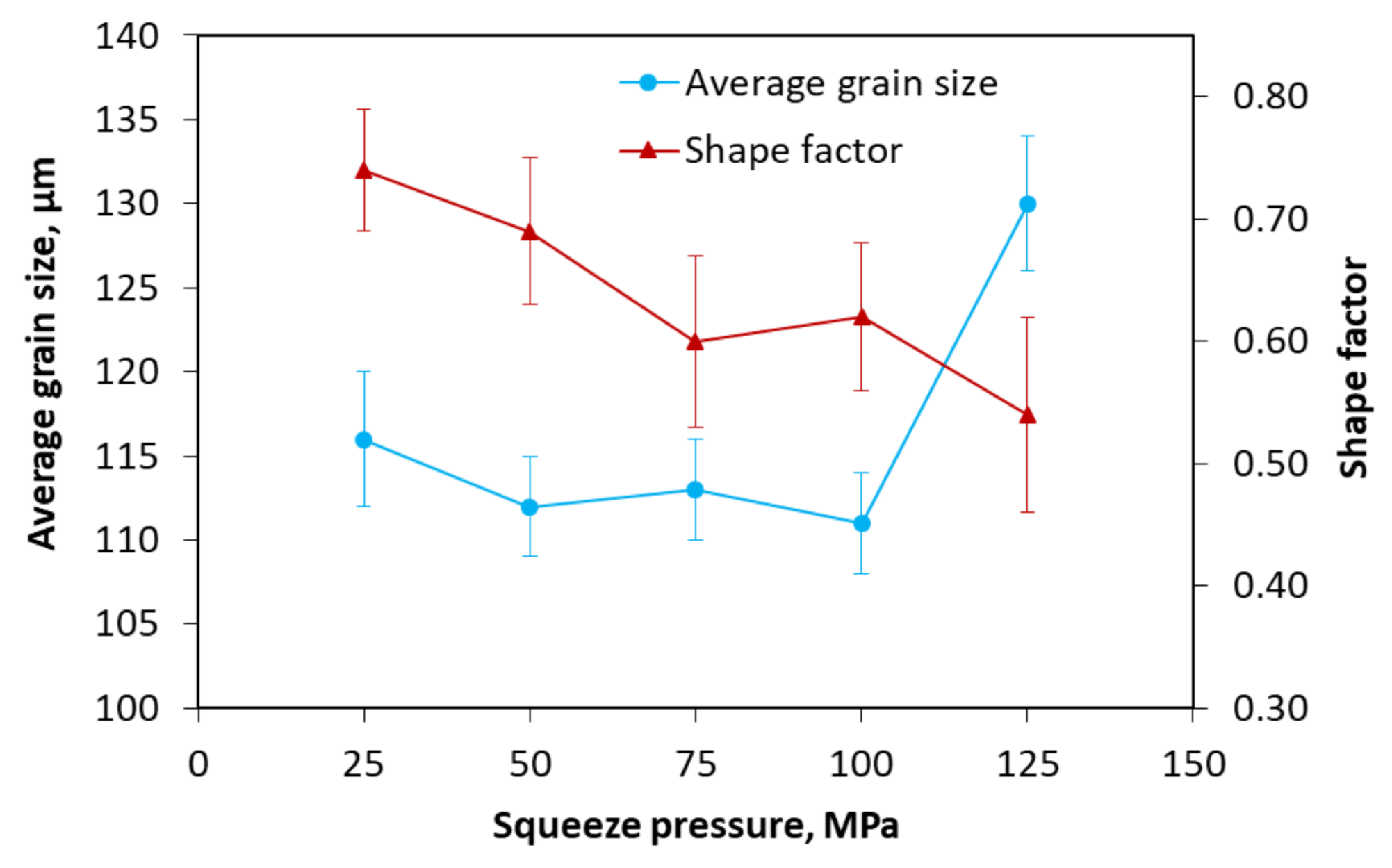
3.2. Effects of Squeeze Pressure on the Microstructures and Mechanical Properties
3.3. Effects of Heat Treatment on the Microstructures and Mechanical Properties
3.4. Macromorphology and Microstructures of the Scroll under the Optimal Process Parameters
4. Conclusions
- (1)
- The microstructures of the scroll at the liquid, near-liquid, and semisolid insulation temperature are composed of coarse dendrites, rose-like crystal grains, and near-spherical crystal grains, respectively. Reducing the insulation temperature can significantly reduce the grain size, improve the grain morphology, and enhance the mechanical properties.
- (2)
- Reducing the insulation temperature to the semisolid range can decrease the grain size, increase the shape factor, and improve the mechanical properties. The minimum grain size was found as 111 ± 3 μm at the insulation temperature of 595 °C.
- (3)
- Increasing the squeeze pressure is beneficial to reduce the microscopic pores of the microstructure, increase the compactness of the crystal grains, and improve the mechanical properties. However, the improvement in the mechanical properties is not obvious when the squeeze pressure exceeds 100 MPa. The maximum tensile strength, yield strength, and hardness were observed as 386 ± 8 MPa, 228 ± 5 MPa, and 117 ± 5 HV, respectively, at the squeeze pressure of 100 MPa.
- (4)
- Although the tensile strength and hardness of the scroll can be improved by the T6 heat treatment, the elongation was reduced after the T6 heat treatment. The morphology of the grains is relatively round, and no obvious deformation was observed at the bottom part of the scroll casting due to the attenuation of the squeeze pressure.
- (5)
- Based on the experimental results, the optimal process parameters are recommended as an insulation temperature of 595–600 °C and a squeeze pressure of 100 MPa.
- (6)
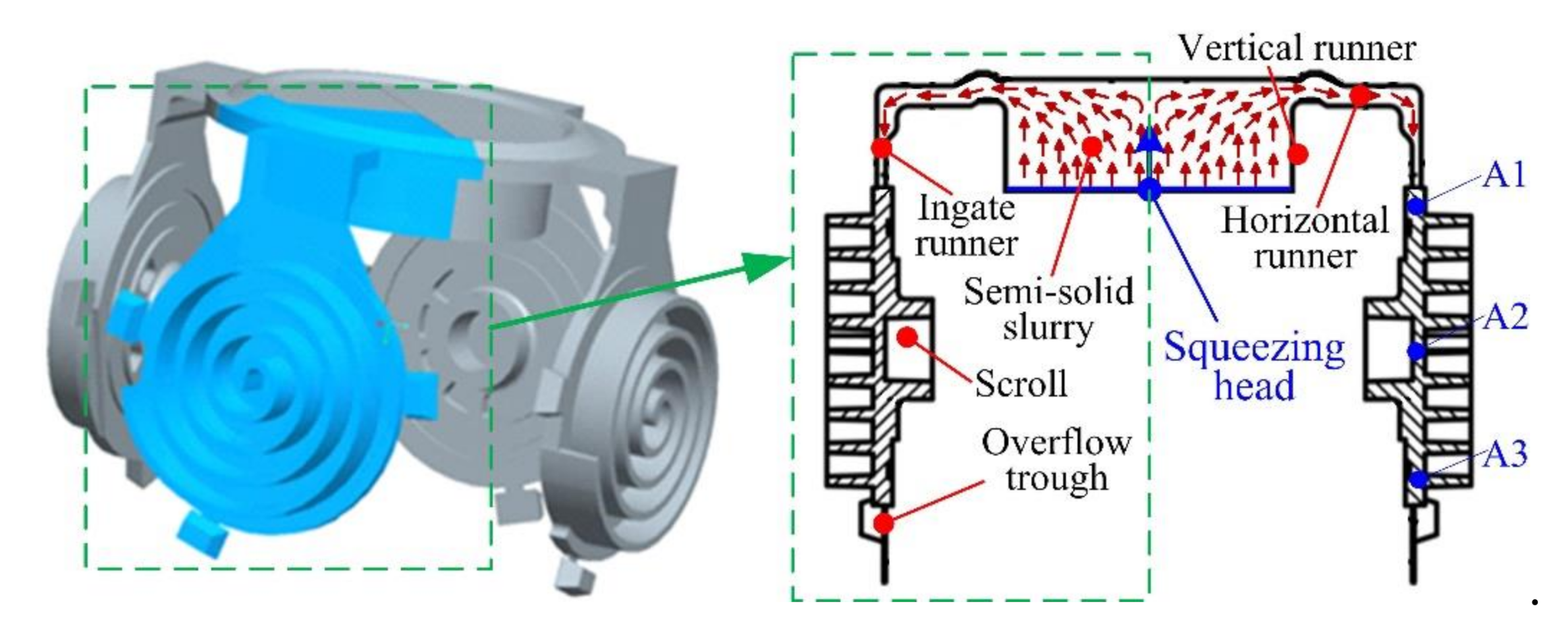
- Under the optimal process parameters, the scroll casting is completely filled, and there is no obvious shrinkage defect observed inside. Its microstructure is composed of fine and spherical grains. Some of the grains in the central region of the scroll are deformed by contact showing obvious flow direction. A large number of grains at the top region of the scroll casting are elongated or flattened and formed a cluster of crystal grains with strong orientation under the direct action of the squeeze pressure.
Author Contributions
Funding
Conflicts of Interest
References
- Tello-Oquendo, F.M.; Navarro-Peris, E.; Barceló-Ruescas, F.; Gonzálvez-Maciá, J. Semi-empirical model of scroll compressors and its extension to describe vapor-injection compressors. Model description and experimental validation. Int. J. Refrig. 2019, 106, 308–326. [Google Scholar] [CrossRef]
- Ma, X.; Zhang, C.; Li, K. Hybrid modeling and efficiency analysis of the scroll compressor used in micro compressed air energy storage system. Appl. Therm. Eng. 2019, 161, 114139. [Google Scholar] [CrossRef]
- Zhang, Q.; Feng, J.; Wen, J.; Peng, X. 3D transient CFD modelling of a scroll-type hydrogen pump used in FCVs. Int. J. Hydrogen Energy 2018, 43, 19231–19241. [Google Scholar] [CrossRef]
- Iglesias, A.; Favrat, D. Innovative isothermal oil-free co-rotating scroll compressor–expander for energy storage with first expander tests. Energy Convers. Manag. 2014, 85, 565–572. [Google Scholar] [CrossRef]
- Wang, Y.-F.; Zhao, S.-D.; Guo, Y.; Yang, J.-L. Effects of process parameters on semi-solid squeeze casting performance of aluminum alloy scrolls for scroll compressors. China Foundry 2020, 17, 347–356. [Google Scholar] [CrossRef]
- Jiang, Z.; Harrison, D.K.; Cheng, K. Computer-aided design and manufacturing of scroll compressors. J. Mater. Process. Technol. 2003, 138, 145–151. [Google Scholar] [CrossRef]
- Yoshimura, H.; Tanaka, K. Precision forging of aluminum and steel. J. Mater. Process. Technol. 2000, 98, 196–204. [Google Scholar] [CrossRef]
- Shan, D.B.; Xu, W.C.; Lu, Y. Study on precision forging technology for a complex-shaped light alloy forging. J. Mater. Process. Technol. 2004, 151, 289–293. [Google Scholar] [CrossRef]
- Bayramoglu, M.; Polat, H.; Geren, N. Cost and performance evaluation of different surface treated dies for hot forging process. J. Mater. Process. Technol. 2008, 205, 394–403. [Google Scholar] [CrossRef]
- Li, X.; Xiong, S.M.; Guo, Z. Correlation between Porosity and Fracture Mechanism in High Pressure Die Casting of AM60B Alloy. J. Mater. Sci. Technol. 2016, 32, 54–61. [Google Scholar] [CrossRef]
- Zhang, P.; Li, Z.; Liu, B.; Ding, W.; Peng, L. Improved tensile properties of a new aluminum alloy for high pressure die casting. Mater. Sci. Eng. A 2016, 651, 376–390. [Google Scholar] [CrossRef]
- Christy, J.V.; Arunachalam, R.; Mourad, A.-H.I.; Krishnan, P.K.; Piya, S.; Al-Maharbi, M. Processing, Properties, and Microstructure of Recycled Aluminum Alloy Composites Produced Through an Optimized Stir and Squeeze Casting Processes. J. Manuf. Process. 2020, 59, 287–301. [Google Scholar] [CrossRef]
- Shalaby, E.A.M.; Churyumov, A.Y.; Besisa, D.H.A.; Daoud, A.; Abou El-khair, M.T. A Comparative Study of Thermal Conductivity and Tribological Behavior of Squeeze Cast A359/AlN and A359/SiC Composites. J. Mater. Eng. Perform. 2017, 26, 3079–3089. [Google Scholar] [CrossRef]
- Maj, J.; Basista, M.; Węglewski, W.; Bochenek, K.; Strojny-Nędza, A.; Naplocha, K.; Panzner, T.; Tatarková, M.; Fiori, F. Effect of microstructure on mechanical properties and residual stresses in interpenetrating aluminum-alumina composites fabricated by squeeze casting. Mater. Sci. Eng. A 2018, 715, 154–162. [Google Scholar] [CrossRef]
- Ghomashchi, M.R.; Vikhrov, A. Squeeze casting: An overview. J. Mater. Process. Technol. 2000, 101, 1–9. [Google Scholar] [CrossRef]
- Zhang, Y.; Wu, G.; Liu, W.; Zhang, L.; Pang, S.; Ding, W. Microstructure and mechanical properties of rheo-squeeze casting AZ91-Ca magnesium alloy prepared by gas bubbling process. Mater. Des. 2015, 67, 1–8. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhao, X.; Zhao, Y. Microstructural coarsening of 6061 aluminum alloy semi-solid billets prepared via recrystallization and partial melting. J. Mech. Sci. Technol. 2017, 31, 3917–3923. [Google Scholar] [CrossRef]
- Xu, Y.; Chen, C.; Jia, J.; Zhang, X.; Dai, H.; Yang, Y. Constitutive behavior of a SIMA processed magnesium alloy by employing repetitive upsetting-extrusion (RUE). J. Alloys Compd. 2018, 748, 694–705. [Google Scholar] [CrossRef]
- Fu, J.L.; Jiang, H.J.; Wang, K.K. Influence of Processing Parameters on Microstructural Evolution and Tensile Properties for 7075 Al Alloy Prepared by an ECAPBased SIMA Process. Acta. Metall. Sin. 2018, 31, 337–350. [Google Scholar] [CrossRef]
- Dao, V.; Zhao, S.; Lin, W.; Zhang, C. Effect of process parameters on microstructure and mechanical properties in AlSi9Mg connecting-rod fabricated by semi-solid squeeze casting. Mater. Sci. Eng. A 2012, 558, 95–102. [Google Scholar] [CrossRef]
- Lü, S.; Wu, S.; Yang, X.; Hao, L.; Guo, W.; Fang, X. Microstructure and mechanical properties of Mg97Zn1Y2 alloy reinforced with LPSO structure produced by semisolid squeeze casting. Mater. Sci. Eng. A 2018, 732, 359–367. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhang, C. Microstructures and mechanical properties of semi-solid squeeze casting ZL104 connecting rod. Trans. Nonferrous Met. Soc. 2018, 28, 235–243. [Google Scholar] [CrossRef]
- Zhai, Y.; Liu, C.; Han, Z.; Wang, K. Semi-solid squeeze casting process of a ZL109 alloy. Rare Met. 2008, 27, 329–334. [Google Scholar] [CrossRef]
- Masoumi, M.; Hu, H. Influence of applied pressure on microstructure and tensile properties of squeeze cast magnesium Mg–Al–Ca alloy. Mater. Sci. Eng. A 2011, 528, 3589–3593. [Google Scholar] [CrossRef]
- Du, Y.; Lu, Y.; Wang, T.; Li, T.; Zhang, G. Effect of electromagnetic stirring on microstructure and properties of Al0.5CoCrCuFeNi alloy. Procedia Eng. 2012, 27, 1129–1134. [Google Scholar] [CrossRef]
- Agrawal, S.; Ghose, A.K.; Chakrabarty, I. Effect of rotary electromagnetic stirring during solidification of In-situ Al-TiB2 composites. Mater. Des. 2017, 113, 195–206. [Google Scholar] [CrossRef]
- Li, M.; Tamura, T.; Omura, N.; Murakami, Y.; Tada, S. Grain refinement of AZCa912 alloys solidified by an optimized electromagnetic stirring technique. J. Mater. Process. Technol. 2016, 235, 114–120. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Liu, W.; Wu, G.; Ding, W. Preparation of Mg–Nd–Zn–(Zr) alloys semisolid slurry by electromagnetic stirring. Mater. Des. 2016, 95, 398–409. [Google Scholar] [CrossRef]
- Ning, L.; Hong, Y.; Zhi-Wei, W. Effects of Heat Treatment on the Tribological Properties of Sicp/Al-5Si-1Cu-0.5Mg Composite Processed by Electromagnetic Stirring Method. Appl. Ences 2018, 8, 372. [Google Scholar]
- Yu, H.Q.; Zhu, M.Y. Influence of electromagnetic stirring on transport phenomena in round billet continuous casting mould and macrostructure of high carbon steel billet. Ironmak. Steelmak. 2012, 39, 574–584. [Google Scholar] [CrossRef]
- Wang, J.; Li, P.; Mi, G.; Zhong, Y. Microstructural evolution caused by electromagnetic stirring in superheated AlSi7Mg alloys. J. Mater. Process. Technol. 2010, 210, 1652–1659. [Google Scholar] [CrossRef]
- Wang, Y.; Zhao, S.; Zhang, C. Grain Refinement of Aluminum Alloy Bar by a Modified RAP Process for Semi-Solid Forming. Mater. Trans. 2017, 58, 176–181. [Google Scholar] [CrossRef]
- Schneider, M.; Werner, F.; Langenkämper, D.; Reinhart, C.; Laplanche, G. Effect of Temperature and Texture on Hall–Petch Strengthening by Grain and Annealing Twin Boundaries in the MnFeNi Medium-Entropy Alloy. Metals 2019, 9, 84. [Google Scholar] [CrossRef]
- Hug, E.; Keller, C. Size effects and magnetoelastic couplings: A link between Hall–Petch behaviour and coercive field in soft ferromagnetic metals. Philos. Mag. 2019, 99, 1297–1326. [Google Scholar] [CrossRef]
- Venkatesan, S.; Xavior, M.A. Analysis of Mechanical Properties of Aluminum Alloy Metal Matrix Composite by Squeeze Casting—A Review. Mater. Today Proc. 2018, 5, 11175–11184. [Google Scholar] [CrossRef]
- Vijian, P.; Arunachalam, V.P. Optimization of squeeze cast parameters of LM6 aluminium alloy for surface roughness using Taguchi method. J. Mater. Process. Technol. 2006, 180, 161–166. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cu | Si | Mg | Mn | Zn | Ti | Ni | Fe | Al |
|---|---|---|---|---|---|---|---|---|
| 2.43 | 0.82 | 0.68 | 0.53 | 0.12 | 0.06 | 0.05 | 0.01 | Surplus |
| Experimental Number | Insulation Temperature (°C) | Squeeze Pressure (Mpa) | Heat Treatment |
|---|---|---|---|
| 1 | 645 | 100 | T6 |
| 2 | 615 | 100 | T6 |
| 3 | 600 | 100 | T6 |
| 4 | 595 | 100 | T6 |
| 5 | 595 | 25 | T6 |
| 6 | 595 | 50 | T6 |
| 7 | 595 | 75 | T6 |
| 8 | 595 | 125 | T6 |
| Heat Treatment | Hardness (HV) | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) |
|---|---|---|---|---|
| Before the T6 heat treatment | 73 ± 4 | 286 ± 7 | 124 ± 6 | 12.3 ± 0.4 |
| After the T6 heat treatment | 117 ± 5 | 386 ± 8 | 228 ± 5 | 7.6 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, Y.; Wang, Y.; Zhao, S. Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll. Materials 2020, 13, 5278. https://doi.org/10.3390/ma13225278
Guo Y, Wang Y, Zhao S. Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll. Materials. 2020; 13(22):5278. https://doi.org/10.3390/ma13225278
Chicago/Turabian StyleGuo, Yi, Yongfei Wang, and Shengdun Zhao. 2020. "Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll" Materials 13, no. 22: 5278. https://doi.org/10.3390/ma13225278
APA StyleGuo, Y., Wang, Y., & Zhao, S. (2020). Experimental Investigation and Optimization of the Semisolid Multicavity Squeeze Casting Process for Wrought Aluminum Alloy Scroll. Materials, 13(22), 5278. https://doi.org/10.3390/ma13225278