1. Introduction
Ceramic cutting tools are often applied in the machining of difficult-to-cut materials like hardened steels [
1], nickel alloys [
2], Inconel [
3], or titanium alloys [
4]. Ceramics based on alumina are important materials for this application because of their properties such as hardness retention, compressive strength, and chemical inertness at elevated temperatures, which are better than those of tungsten-cemented carbides [
5]. Ruys [
6] stated that these materials have an “unbeatable combination of low cost, high wear resistance, and high corrosion resistance.” Despite the advantages of Al
2O
3-based ceramics, they have been shown to have a lower toughness, higher probability of transverse rupture, and lower thermal conductivity when compared to other commonly used materials. These material properties contribute to a lower resistivity to mechanical and thermal shocks, which therefore limits their application in cutting tools [
7]. It was found that the addition of non-oxide particles like TiC and TiN in the alumina matrix caused an increase in the thermal conductivity, the thermal shock resistance, and the hardness of the ceramics [
8]. There are numerous studies on the improvement in cutting tool performance using zirconia toughened alumina (ZTA) [
9,
10] as well as ones with chromia addition [
11], alumina reinforced with TiCN powder that contains a TiC:TiN ratio of 70:30 and an average particle size of 0.82 µm [
12], or producing alumina–silver composites with Ag
2O content from 5 to 15 wt.% and a monolithic alumina doped with MgO [
13]. Other reinforcing additions such as TaC, NbC, Mo
2C, Cr
3C
2 are also used [
14].
Silicon carbide is widely used for the reinforcement of alumina ceramic cutting tools to improve its strength, hardness, and wear resistance [
15]. Shi et al. [
16] reported enhanced mechanical properties of hot-pressed Al
2O
3–SiC composites, and Hong et al. [
17] investigated the effects of ultrasonic vibration and molding pressures on the mechanical properties and microstructures of A
2O
3 and Al
2O
3/SiC ceramic cutting tools. A significant jump in mechanical properties was attained by the inclusion of SiC whiskers, so reinforced oxides have been successfully developed for cutting tools [
18]. However, it was found that ceramic fibers could be carcinogenic, and the production of whisker-reinforced materials stopped in Europe.
Silicon carbide is also added as a component to other ceramic materials for cutting tools. There are reports on Si
3N
4-based ceramic cutting tools with SiC addition [
19,
20] as well as with advanced improvements like the tailoring of phase composition and microstructure [
21]. Cermet compositions based on TiCN–SiC–TiN–Cr
3C
2–Co–B
4C with 15 wt.% of SiC are used for cutting tool purposes [
22], and SiC for the reinforcement of diborides HfB
2, ZrB
2, and TiB
2 ceramic cutting tools [
23].
The present study is dedicated to the effect of SiC on the performance of cutting tools made out of alumina ceramic composites compared to other additions such as TiC, TiN, and ZrO2. In particular, the studies focused on microdispersed alumina with the addition of 15 wt.% SiC nanopowder, sintered with the modified hot-pressing device with activation by directly applied current.
2. Materials and Methods
The initial studies proved that products from the proposed material based on micro powder Al
2O
3 with an additive of nano-powder SiC can be used for the manufacture of heat-stressed parts operating at temperatures up to 2000 °C in conditions that require high strength, hardness, and oxidation resistance as well as in conditions of thermal shock as experienced by the cutting tools [
24]. After thorough investigations on the Al
2O
3–SiC composites of different SiC proportions from 0 up to 50 wt.%, it was found that the materials with 15 wt.% SiC reached their density close to 99% and performed the highest bending strength of 600 MPa [
25]. Aluminum oxide performed unique abrasive properties even in the form of sintered powder after hot-pressing. Thus, for the present study, the material denoted As15-6 was chosen for the tests as a material for the cutting tool designed for precise machining of hardened steels. Its composition consisted of microdispersed alumina produced by Zaporozhsky Abrasivny Combinat (Zaporizha, Ukraine) with the addition of 15 wt.% SiC nanopowder produced by Saint-Gobain (Courbevoie, France).
To fabricate the cutting inserts, a powder metallurgy method was chosen [
26]. The sintering process was performed using the modified hot-pressing device with activation by directly applied current [
27] at temperature
Tsint = 1600 °C under the axial pressure
P = 35 MPa during the sintering time
τsint = 3 min. These parameters ensured that the bulk material obtained a fine structure and high density.
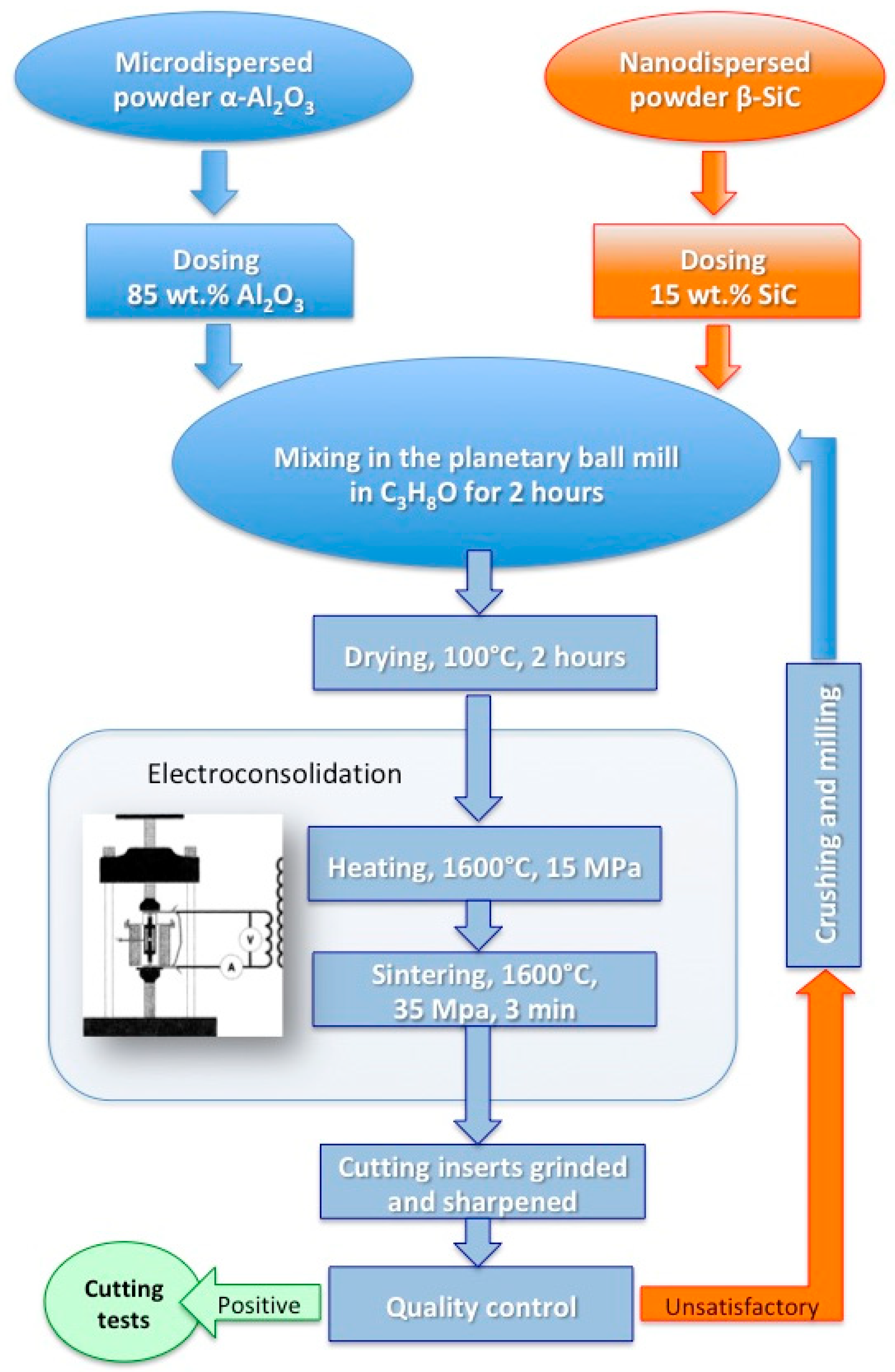
Initial powders of aluminum oxide and silicon carbide were mixed in ceramic drums in an isopropyl alcohol environment using planetary ball mill for 2 h. Next, the powders were dried in a vacuum drying camera and then forced through a sieve. The mixture at certain doses was placed in the graphite mold and underwent electrically activated hot pressing. The entire procedure is presented in the block diagram in
Figure 1.
Hot pressing in vacuum enabled us to obtain a composite with finely dispersed structures and high purity of the grain boundaries, which resulted in enhanced mechanical properties of the bulk material. A short sintering time prevented excessive grain growth. The structure of the obtained cutting inserts consisted of the aluminum oxide matrix with randomly scattered grains of SiC. The latter had dimensions up to 10 times larger than that of the SiC initial powder, which meant an agglomeration process between its nanoparticles throughout the preparation and sintering procedures.
After sintering, the ready cutting tool inserts were ground with diamond grinding discs 6A2-100/80 of grit size 100/80, produced by the Institute of Superhard Materials (Kharkov, Ukraine), with the application of an organic binding agent. The cutting velocity of grinding was v = 25–30 m/s and the cross feed was Sc = 0.02 mm per double pass.
The cutting tests were performed with a universal lathe 16K20 produced by Moscow Machine Tools Factory (Moscow, Russia) using a Sandvik-TL-120406 Tool Holder (Sandvik Coromant, Fair Lawn, NJ, USA). The machined materials were hardened steels and ductile cast iron as specified in the
Table 1. In the tests, the cast iron BЧ80 (Russian nomenclature) was machined, which has its closest analogue in UE nomenclature EN-GJS-800-2 or EN-JS1080. These materials usually produce long, stringy swarf, making conditions of machining more difficult. In particular, the temperature in the cutting zone increases, and adhesive and abrasive wear processes are intensified, especially at higher cutting speeds.
Comparative cutting tests (turning) were conducted in similar conditions for each material: velocity vc = 100–300 m/min, feed rate f = 0.085–0.3 mm/rev, and cutting depth ap = 0.1–0.5 mm.
In the tests, commercially available cutting inserts were used, as described in
Table 2. Based on our own experience, it was assumed that the above-mentioned materials were commonly machined with the cutting inserts BO-13, BOK-60, BOK-71, and OHT-20 used in the experiments. The turning operation was continued until the surface of the cutting insert became worn. The critical wear criterion was worn flank width
h = 0.4 mm.
Characteristics of the insert material were measured with the following methods. The fracture toughness was measured along the microhardness
HV test on the basis of the size of the indentation diagonals and length of cracks left by the indenter in the form of a square-based pyramid with an angle α = 136°. The tests were performed using the DM8 device produced by Affri (Induno Olona, Italy). Microhardness was then calculated from the following Equation:
where
k is a coefficient dependent on indenter shape, here
k = 1.854;
P is the load in kg; and
a is the mean value of two measured diagonals in μm. Then, the fracture toughness
KIc was calculated to assess the crack resistance of the material, as follows:
where
E is elasticity modulus [GPa];
HV is microhardness [GPa]; Φ is a constant, here Φ = 3; and
l is the crack length from the indentation angle. The elasticity modulus was determined using the standard methodology described in ISO 3312-75 with the measurement error no larger than ±0.2%.
In the study, a series of cutting inserts were prepared out of the As15-6 powder mixture, as described above. Next, the cutting tests were performed using these inserts and the ones chosen for comparative analysis. Finally, the structure and properties of the As15-6 material were examined to find out the effect of the SiC addition.
3. Results and Discussion
From the perspective of the cutting tool application, it is crucial to obtain a strong material with high wear resistance. In the case of the As15-6 composite, its fracture toughness was
KIc = 6.5 ± 0.2 MPa·m
½, the flexural strength was
σf = 600 ± 10 Mpa, and the hardness
HV(15) = 20.3 ± 0.2 GPa. The characteristics were close to the ones obtained for the widely applied commercial material BOK-71, which consists of the Al
2O
3–TiC composite with the addition of ZrO
2. However, our material As15-6 had outstanding thermal conductivity (
κ = 35 W/m·K), 1.5 times better than that of the other materials presented in
Table 2. This characteristic is of high importance for cutting tools.
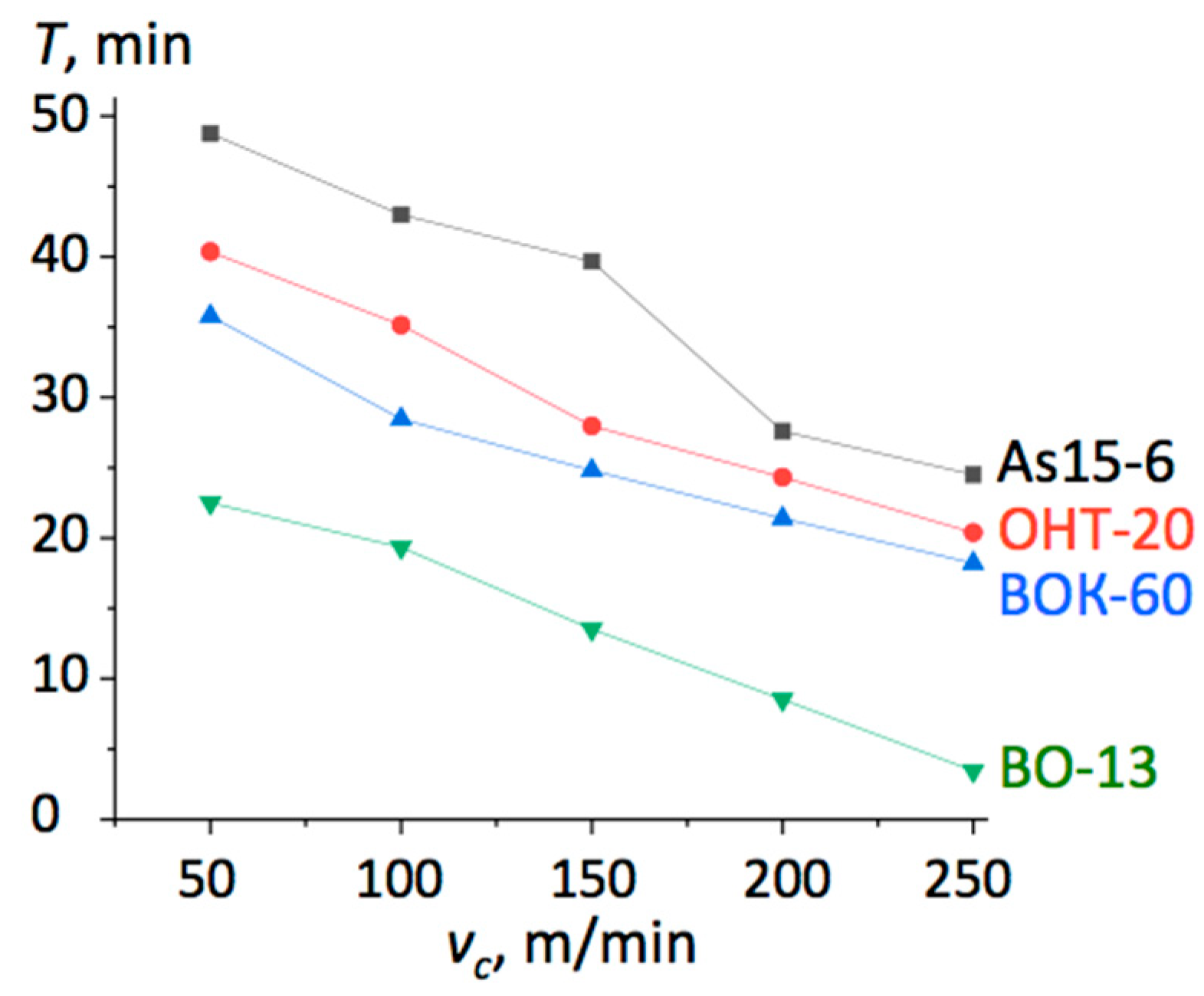
The results of the cutting tests are presented in
Figure 2 in the form of graphs of tool lifetime dependent on the cutting velocity. The lifetime
τl was considered to be the time when the flank wear reached the value
hз = 0.3 mm.
When cutting the hardened steels 59CrV7 and 100Cr6 with vc = 120 m/min, f = 0.1 mm/rev, and ap = 0.2 mm, the lifetime of the tested composite As15-6 was ca. 65 min, comparable to that of the BOK-71 inserts. In both cases, the machined surface roughness was Ra = 0.70. However, with a higher feed of f = 0.25 mm/rev, the lifetime of the As15-6 reduced by 50%, while that of BOK-71 reduced by 75%. Moreover, the BOK-60 inserts chipped off in the first few seconds of cutting. When the cutting velocity was increased up to vc = 200 m/min, the lifetime of As15-6 was τl = 15 min, five times longer than that of BOK-71.
Figure 3 presents the tool wear curves for the three different cutting tool materials.
It can be noted from
Figure 3 that commercially available inserts made out of alumina (BO-13) and alumina with carbide (BOK-71) performed intensified wear after ca. 20 min of cutting, while the As15-6 composite showed the opposite trend, slowing down the wear process. Most likely, this demonstrated that the machining conditions were optimal for this new material, since one of the goals of the research on cutting tool material was to improve its thermal and physical properties, thus enabling an increase in cutting speed. Thermal diffusivity of the new composite As15-6 was
a = 9.4·10
−6 m
2/s, which was at least 50% higher than that of other similar alumina-based ceramics. This contributed to the accelerated heat removal from the cutting area and thus protected the edge from thermal shocks that are highly destructive for ceramics. This may be the main mechanism behind the trend seen in
Figure 3.
Examples of the lifetime
τl curves plotted for cutting edges from different materials, shown in
Figure 4 and
Figure 5, demonstrated that in most cases, the As15-6 composite performed the best. Especially spectacular was the result for cast iron cutting at lower speed
vc = 150 m/min, where it worked three times longer than the cutting inserts fabricated from other materials. Even though its lifetime was also the longest at higher cutting speeds, the differences above
vc = 300 m/min were small, as seen in
Figure 4. In the case of the C45 steel hardened up to 40-45 HRC, as demonstrated in
Figure 5, the As15-6 cutting insert performed better than others at higher speeds, namely,
vc = 200 m/min and more.
During the wear process of a cutting tool, pits appeared in the rake surface and chamfers in the flank. It was found that the wear process of the As16-5 ceramic could be described in general terms of cutting tool wear [
28] and from the perspective of the dislocation-based model [
29]. After grinding with diamonds, the grains of the oxide, nitride, and carbide phases in ceramics showed a certain dislocation density. As a result of outer friction during machining, the dislocation density in the grains increases. Analysis of the microphotographs of worn areas proved that As15-6 ceramics were subjected to the microdestruction of grains as the dislocation density increased above critical values, and then the grains were cyclically loosened and torn out.
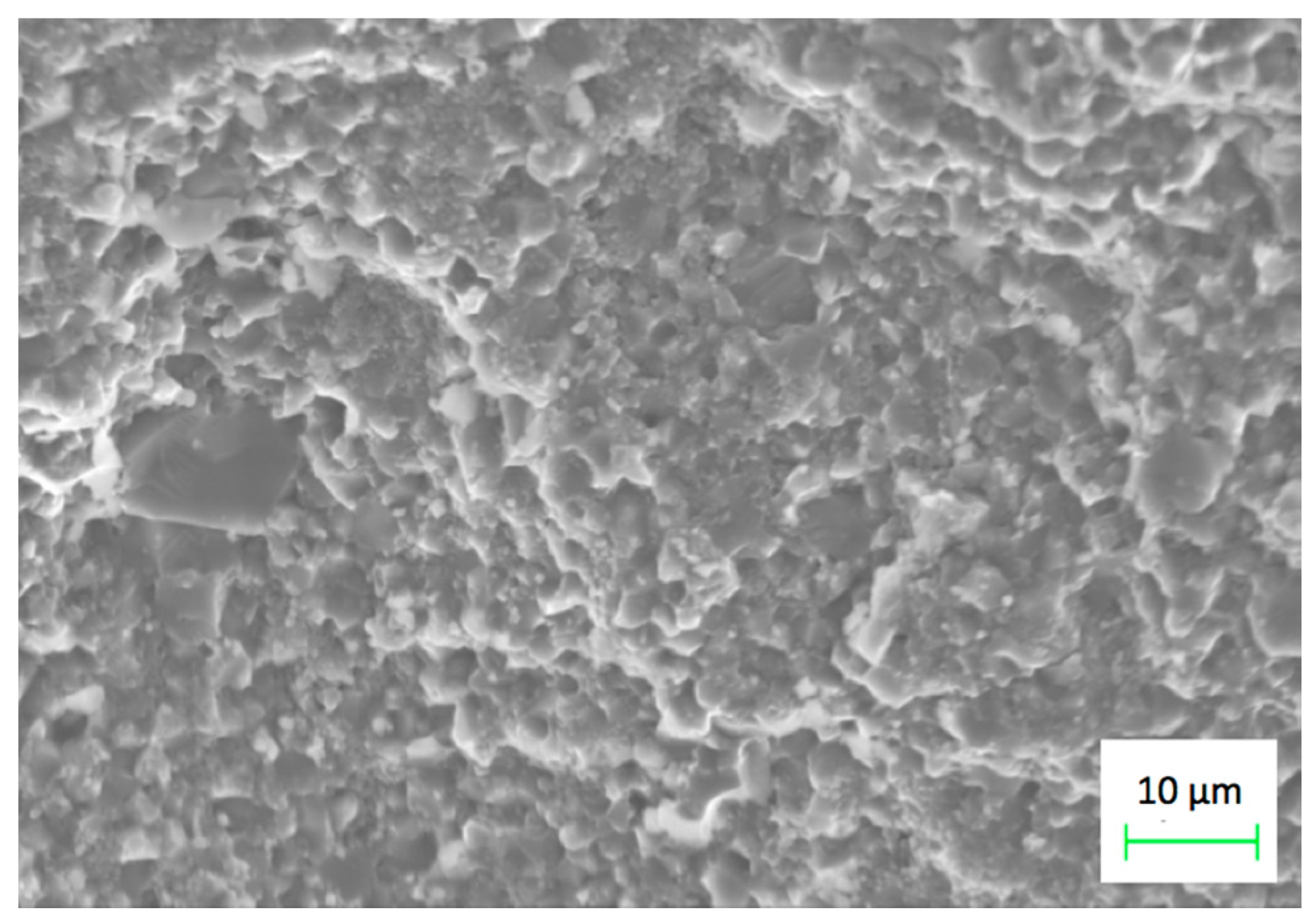
This hypothesis was confirmed by the fractographic analysis. It can be seen in the scanning electron microscopy (SEM) image in
Figure 6 that the intercrystalline destruction mechanism prevailed, while the cleavage of larger grains rather had a transcrystalline nature. Material creep in the outer layers and appearance of pores during the wear process led to the appearance of microcracks between the grains, and subsequent chipping of the cutting edge. In the case of the As15-6 composite, its increased wear resistance could be attributed to its high dispersity and the presence of misfit stresses around SiC inclusions. It is known that crack propagation around the included particle requires more energy, and the misfit stresses usually cause crack arrest and crack deflection [
30].
4. SiC Effect on the Structure and Properties of the As15-6 Composite
The outer layer of the ceramic composite As15-6 after diamond grinding was analyzed at a depth of 2–5 μm, which was found to be integral, without high inner stresses in the volume. Porosity did not exceed 1%, and the pores had a rather regular round form, as shown in
Figure 7, which additionally contributed to decreased inner stresses in the volume.
Structural SEM analysis of the compared ceramic cutting tool materials BO-13, BOK-60, BOK-71, and OHT-20 demonstrated that the materials of their class could be treated as dispersion-strengthened ceramics [
31]. It is known that the amount of crack deflection and effective strengthening of ceramics depends on the shape of the included particles, and spherical inclusions cause a definite improvement in the mechanical properties [
30]. In the tool materials compared in this study, the alumina matrix was strengthened with the respective dispersed particles TiC, ZrO
2, or TiN, as shown in
Table 2, while in As15-6, the included particles were SiC. In the BO-13 material, Al
2O
3 grains reach size of 2–5 μm. In the oxide-carbide materials BOK-60 and BOK-71, the average grain size was also 2–5 μm, but with TiC inclusions of 0.2–0.7 μm. In the As15-6 composite, the strengthening SiC particle size was much smaller, ca. 50–100 nm. Additionally, the content of strengthening particles was different. For instance, in BOK-60, there was 40 wt.% of TiC, while in As15-6, there was only 15 wt.% of SiC. These features had an effect on the physical and mechanical properties shown in
Table 2. Especially important was the highest hardness of As15-6, which was HRA = 94, similar to BOK-60, the highest bending strength
σbnd = 0.85 GPa, and the highest fracture toughness
KIc = 6.5 MPa·m
1/2.
Dispersion strengthening is largely determined by the morphology and dimensions of the inclusions in the matrix and their proportion as well as by the strength of the interphase boundaries. The latter is dependent on the ratio of the elastic modulus of inclusions to that of the matrix, their thermal expansion coefficients (CTEs, denoted
α), and the solubility of the strengthening phase in the matrix. The elastic modulus of the included particles should be larger than that of the matrix, so that the stress concentration in the boundaries may be higher. Respective values are presented in
Table 3 to demonstrate the differences between the tested cutting tools.
It can be seen from
Table 3 that the silicon carbide generated a higher stress concentration in the phase boundaries than the titanium carbide or nitride. Moreover, SiC grains had a higher dispersity and, thus, they were more coherent with the matrix. These parameters contributed to the strength of the interphase boundaries and can explain the enhanced strength of As15-6 tools when cutting hardened steels.
In order to estimate the possibility of a reaction between the machined material and structural components of the cutting tool ceramics, thermodynamic potential calculations may be applied. The measurements of temperature in the cutting area proved that it could reach the values of the iron phase transition Fe
α → Fe
γ in the thin surface layers. High pressure initiates dissociation of cementite. As a result, the main elements able to diffuse into the surface layers of the ceramic are ionized iron and carbon present in austenite. The reaction can be described as follows:
However, the calculations demonstrated that the thermodynamic potential of Reaction (3) was positive in the wide temperature range, hence, Reaction (3) is energetically disadvantageous [
32].
On the other hand, reactions with carbon are possible only at the temperatures above 1800 °C:
Such temperatures are far beyond the ones that may appear in the cutting area [
33]. The actual working temperature of 1100–1300 °C makes possible the reactions with silicon, manganese, and calcium present in the steel as well as with their oxides. X-ray spectral analysis, however, did not reveal carbides and pure Fe and Al either in the chips or in the machined material, which should have been expected as a result of the restoration of oxides. Nevertheless, in the layers of machined material adhered to the tool surfaces, there were oxides of FeO and Fe
2O
3.
Thus, a comparative analysis of different ceramic cutting tool materials led to the conclusion that the enhanced wear resistance of the oxide–carbide ceramic cutting tools, especially of the new composite As15-6, was mainly due to the fine grain structure. Additionally, substructural and dispersal strengthening mechanisms were achieved. In the pure Al2O3 ceramics, there were no dislocations in the grains, so the grains were unable to store the deformation energy. As a result, microscale cleavage of the surface layer grains took place. Hence, fragile destruction may be prevented by a decrease in the matrix grains. This effect can be reached due to the addition of carbides TiC or SiC, which was demonstrated in our paper.
5. Conclusions
Theoretical expectations on the dispersion strengthening of alumina ceramic cutting tools were experimentally confirmed. This was achieved with the addition of nanodispersed silicon carbide to microdispersed Al2O3. Even though SiC formed agglomerates much larger than the initial particles, their dimensions remained below 100 nm and the dominant shape was spherical. These features contributed to the increased wear resistance and prolonged lifetime of the cutting tools.
The cutting tests with hardened steels demonstrated that the proposed material enabled an increase in cutting speed. Both the precise and semi-precise machining cutting speed could be two times higher than that of the cutting inserts of commercially available ceramics with TiC additions. Moreover, the As15-6 tool wear curve for the machining of C45 steel showed a decreasing trend of wear with time, unlike other materials. The lifetime of the As15-6 cutting tools was longer than that of the other ceramics, and in the case of cast iron machining, it was three times longer than the others.
Further improvement in the performance of As15-6 cutting tools can be reached through the following operations: optimization of the diamond grinding process and its parameters, polishing, spraying the defective surface layer, or damping of the cutting tool in the normal direction, where the latter can be attained with thicker inserts. After machining of the hardened steel with the test inserts, the obtained surface quality was enhanced and sometimes similar to the one after grinding. Possible elimination of subsequent grinding operations after turning indicate additional possible savings from the industrial application of the new ceramic material with 15 wt.% SiC addition.
6. Patents
Gevorkyan E.S., Azarenkov M.O., Litovchenko S.V., Chishkala V.O., Timofeeva L.A., Melnyk O.M., Gutsalenko Yu.G. Device for hot-pressing of powders by direct transmission of electric current. Patent No. 72841, Ukraine (in Ukrainian).
Vovk R.V., Gevorkyan E.S., Timofeeva L.A., Panchenko S.V., Chishkala V.O., Litovchenko S.V., Kislitsa M.V. Composite material of high mechanical and thermal characteristics with silicon carbide addition. Patent No. 18903, Ukraine (in Ukrainian).
Author Contributions
Conceptualization, E.G.; Methodology, E.G., T.M. and D.S.; Software, M.R. and L.C.; Validation, M.R., E.G. and S.P.; Formal analysis, D.S., L.C. and T.M.; Investigation, D.S. and T.M.; Resources, E.G. and L.C.; Data curation, M.R., E.G. and S.P.; Writing—original draft preparation, M.R.; Writing—review and editing, E.G., S.P. and L.C.; Visualization, D.S. and T.M.; Supervision, M.R. and S.P.; Funding acquisition, L.C. All authors have read and agreed to the published version of the manuscript.
Funding
The study was conducted with the financial support of the Polish Ministry of Science and Higher Education for UTH Radom, project no. 3257/22/P.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Sales, W.F.; Schoop, J.; Da Silva, L.R.R.; Machado, Á.R.; Jawahir, I. A review of surface integrity in machining of hardened steels. J. Manuf. Process. 2020, 58, 136–162. [Google Scholar] [CrossRef]
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability performance of nickel alloy X-750 with SiAlON ceramic cutting tool under dry, MQL and hBN mixed nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Kruk, A.; Wusatowska-Sarnek, A.M.; Ziętara, M.; Jemielniak, K.; Siemiątkowski, Z.; Czyrska-Filemonowicz, A. Characterization on White Etching Layer Formed During Ceramic Milling of Inconel 718. Met. Mater. Int. 2018, 24, 1036–1045. [Google Scholar] [CrossRef]
- Wagner, V.; Harzallah, M.; Baili, M.; Dessein, G.; Lallement, D. Experimental and numerical investigations of the heating influence on the Ti5553 titanium alloy machinability. J. Manuf. Process. 2020, 58, 606–614. [Google Scholar] [CrossRef]
- Trent, E.M.; Wright, P.K. Metal Cutting, 4th ed.; Butterworth Heinemann: Boston, MA, USA, 2000. [Google Scholar]
- Ruys, A. Alumina Ceramics; Woodhead Publishing: Duxford, UK, 2019. [Google Scholar]
- Bertolete, M.; Barbosa, P.; De Rossi, W.; Fredericci, C.; Machado, I. Mechanical characterisation and machining evaluation of ceramic cutting tools functionally graded with six layers. Ceram. Int. 2020, 46, 15137–15145. [Google Scholar] [CrossRef]
- Kumar, A.S.; Durai, A.R.; Sornakumar, T. Machinability of hardened steel using alumina based ceramic cutting tools. Int. J. Refract. Met. Hard Mater. 2003, 21, 109–117. [Google Scholar] [CrossRef]
- Banik, S.; Iqbal, I.; Nath, R.; Bora, L.; Singh, B.; Mandal, N.; Sankar, M. State of the art on Zirconia Toughened Alumina Cutting Tools. Mater. Today Proc. 2019, 18, 2632–2641. [Google Scholar] [CrossRef]
- Basha, M.; Singh, B.; Mandal, N.; Sankar, M. A review on synthesis of zirconia toughened alumina (ZTA) for cutting tool applications. Mater. Today Proc. 2020, 26, 534–541. [Google Scholar] [CrossRef]
- Norfauzi, T.; Hadzley, A.B.M.; Azlan, U.; Afuza, A.; Faiz, M.; Naim, M. Fabrication and machining performance of ceramic cutting tool based on the Al2O3-ZrO2-Cr2O3 compositions. J. Mater. Res. Technol. 2019, 8, 5114–5123. [Google Scholar] [CrossRef]
- Blugan, G.; Strehler, C.; Vetterli, M.; Ehrle, B.; Duttlinger, R.; Blösch, P.; Kuebler, J. Performance of Lightweight Coated Oxide Ceramic Composites for Industrial High Speed Wood Cutting Tools: A Step Closer to Market. Ceram. Int. 2017, 43, 8735–8742. [Google Scholar] [CrossRef]
- Dutta, A.; Chattopadhyaya, A.; Ray, K. Progressive flank wear and machining performance of silver toughened alumina cutting tool inserts. Wear 2006, 261, 885–895. [Google Scholar] [CrossRef]
- Rizzo, A.; Goel, S.; Grilli, M.L.; Iglesias, R.; Jaworska, L.; Lapkovskis, V.; Novák, P.; Postolnyi, B.; Valerini, D. The Critical Raw Materials in Cutting Tools for Machining Applications: A Review. Materials 2020, 13, 1377. [Google Scholar] [CrossRef] [PubMed]
- Samal, P.; Vundavilli, P.R.; Meher, A.; Mahapatra, M.M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131–152. [Google Scholar] [CrossRef]
- Shi, X.; Xu, F.; Zhang, Z.; Dong, Y.; Tan, Y.; Wang, L.; Yang, J. Mechanical properties of hot-pressed Al2O3/SiC composites. Mater. Sci. Eng. A 2010, 527, 4646–4649. [Google Scholar] [CrossRef]
- Hong, D.; Yuan, J.; Yin, Z.; Peng, H.; Zhu, Z. Ultrasonic-assisted preparation of complex-shaped ceramic cutting tools by microwave sintering. Ceram. Int. 2020, 46, 20183–20190. [Google Scholar] [CrossRef]
- Tönshoff, H.; Arendt, C.; Ben Amor, R. Cutting of Hardened Steel. CIRP Ann. 2000, 49, 547–566. [Google Scholar] [CrossRef]
- Šajgalík, P.; Hnatko, M.; Lenčéš, Z. In situ preparation of Si3N4/SiC nanocomposites for cutting tools application. Int. J. Appl. Ceram. Technol. 2006, 3, 41–46. [Google Scholar] [CrossRef]
- Kwon, W.T.; Kim, Y.-W. Cutting performance of Si3N4 based SiC ceramic cutting tools. KSME Int. J. 2004, 18, 388–394. [Google Scholar] [CrossRef]
- Tan, D.-W.; Zhu, L.-L.; Wei, W.-X.; Yu, J.-J.; Zhou, Y.-Z.; Guo, W.-M.; Lin, H.-T. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Sembulingam, S.S.; Soundaraj, P.V.; Shanmugavel, B.P. Enhanced thermal stability and wear resistance of TiCN-SiC-TiN-Cr3C2-Co cermet modified by B4C for cutting tool application. Int. J. Refract. Met. Hard Mater. 2020, 93, 105352. [Google Scholar] [CrossRef]
- Moghanlou, F.S.; Vajdi, M.; Sha, J.; Motallebzadeh, A.; Shokouhimehr, M.; Asl, M.S. A numerical approach to the heat transfer in monolithic and SiC reinforced HfB2, ZrB2 and TiB2 ceramic cutting tools. Ceram. Int. 2019, 45, 15892–15897. [Google Scholar] [CrossRef]
- Gevorkyan, E.; Rucki, M.; Kagramanyan, A.; Nerubatskiy, V. Composite material for instrumental applications based on micro powder Al2O3 with additives nano-powder SiC. Int. J. Refract. Met. Hard Mater. 2019, 82, 336–339. [Google Scholar] [CrossRef]
- Gevorkyan, E.; Rucki, M.; Vovk, R.; Chishkala, V. Nanoscale composites based on Al2O3 and SiC prepared by electroconsolidation method. In Proceedings of the 19th International Scientific Conference Engineering for Rural Development, Jelgava, Latvia, 20–22 May 2020; Volume 19, pp. 1920–1925. [Google Scholar]
- Novák, P. Advanced Powder Metallurgy Technologies. Materials 2020, 13, 1742. [Google Scholar] [CrossRef] [PubMed]
- Lavrynenko, S.; Gevorkyan, E.; Kucharczyk, W.; Chalko, L.; Rucki, M. Cutting Capacity and Wear Resistance of Cr2O3-AlN Nanocomposite Ceramic Obtained by Field Activated Sintering Technique (Fast). Adv. Mater. Sci. 2018, 18, 15–21. [Google Scholar] [CrossRef]
- Kabaldin, Y.G. Structural and Energy Approach to the Wear of Hard Alloys; Universities Bulletin: New York, NY, USA, 1986; Volume 4, pp. 127–131. (In Russian) [Google Scholar]
- Li, B.; Zhang, S.; Hu, R.; Zhang, X. Dislocation density and grain size evolution in hard machining of H13 steel: Numerical and experimental investigation. J. Mater. Res. Technol. 2020, 9, 4241–4254. [Google Scholar] [CrossRef]
- Tönshoff, H.K.; Inaski, I.; Marinescu, I.D. Handbook of Ceramics Grinding & Polishing; Noyes Publications/William Publishing, LLC: Norwich, NY, USA, 2000. [Google Scholar]
- Trefilov, V.I.; Moiseev, V.I. Dispersive Particles in Refractory Metals; Naukova Dumka: Kyiv, Ukraine, 1976. (In Russian) [Google Scholar]
- Panov, V.S. Contemporary instrumental ceramics composition and application: A review. B Tools World 2007, 33, 30–33 (In Russian). (In Russian) [Google Scholar]
- Zhao, J.; Liu, Z.; Wang, B.; Hu, J.; Wan, Y. Tool coating effects on cutting temperature during metal cutting processes: Comprehensive review and future research directions. Mech. Syst. Signal. Process. 2021, 150, 107302. [Google Scholar] [CrossRef]
| Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}