3.1. Microstructure, Defects, and Hardness
Figure 4 shows the Vickers hardness and optical microscope images depicting the microstructures of the specimens layered with G and F on the S45C base metal using a 3D printer (manufacturer-Insstek Inc., model-MX-311 Laser-aided Direct Metal Tooling, Daejeon, Republic of Korea). The hardness in direction ⓐ was approximately 180 HV at the boundary with the S45C base metal, but surged to approximately 500 HV in a nearby layered area. The hardness of both materials gradually increased toward the surface of the final layer to approximately 700 HV near the surface. This common tendency is attributed to the differences in the microstructures along the building direction as a result of the differences in the heating cycles.
The hardness in direction ⓑ, measured approximately 8 mm away from the boundary, was 570–620 HV in both specimens; however, compared with the G-layered specimens, the F-layered specimens showed lower hardness by 10–20 HV, but the differences were small.
Figure 5 and
Figure 6 show representative optical microscope (manufacturer-HiROX company LTD., model-KH-7700, Tokyo, Japan) images depicting the microstructures and defects on the surface of the G-layered specimens.
Figure 5a shows an image acquired along the entire specimen length. The dark gray area appears stronger toward the initial layer, presumably because of a difference in the heat-treatment effect and microstructure, which is caused by the difference in thermal cycles during continuous layer deposition after the completion of local layer deposition. Each area in
Figure 5a is magnified by a factor of 200 in images
Figure 5b–g and by a factor of 800 in images
Figure 5(b1–g1). The G-layered specimens exhibited numerous tiny spherical pores with a diameter of 50 µm or less in all areas, as shown in the images. In addition,
Figure 5a–g clearly show a ZZ scanning path from layered boundaries with striped and colored patterns. Irregular-shaped cavities were also observed, as shown in
Figure 5c, but they were rare. The pores mostly had a spherical shape and were present inside the layered cross section, and there were very fine pores with diameters less than 10 µm, appearing as dark brown dots, as shown in (
Figure 5(d1)). In the layered structure, equiaxed dendrites were dominantly observed toward the initial layer deposition area with less columnar dendrites, as shown in
Figure 5(b1–g1), whereas columnar dendrites were widespread toward the final layer deposition area (surface).
The magnified high-resolution images in
Figure 5 were examined in detail to identify the shape of the layered cross sections, boundaries, and inner structures. Consequently, we found that the boundary structures are substantially determined by the process of re-melting, cooling, and re-solidification during continuous layer deposition in the previously deposited upper layers, thereby forming a structure with strong directionality, as observed in a band shape from optical observation [
29].
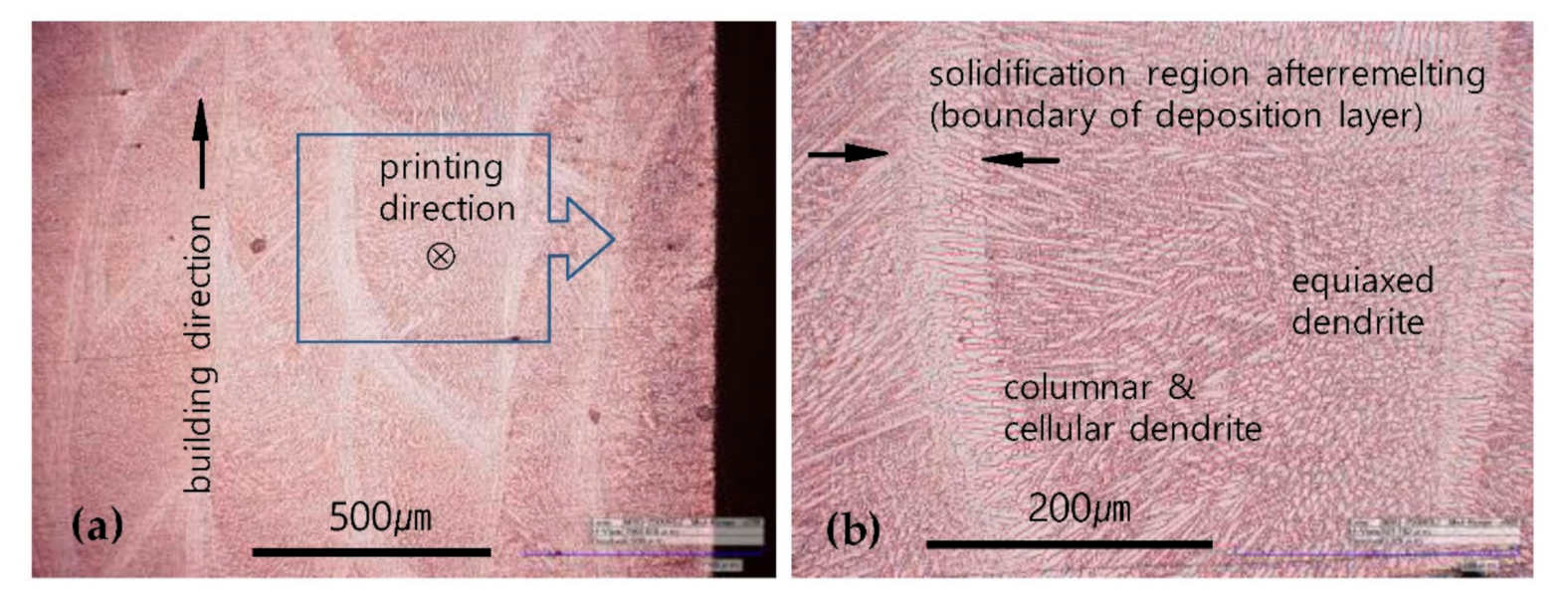
Figure 6 shows representative images of layered cross-sectional structures. The layered boundary formed by the process of re-melting and re-solidifying was larger in scale than the adjacent interior columnar and cellular dendrites, had a different structural directionality, and consisted of equiaxed dendrites mostly toward the center. Given that the specimens were layered in a ZZ path in this study, the columnar or cellular dendrites are predictably present more extensively inside the specimens, as shown in
Figure 5(e1–g1).
Figure 7 shows the observation results obtained from the F-layered specimens. Images of each area in
Figure 7a show the structures along the entire specimen length; the images are enlarged by a factor of 200 in
Figure 7b–f and by a factor of 800 in
Figure 7(b1–f1).
In the corrosion process, the F-layered specimens displayed a more intense reaction than the G-layered specimens in the same etching solution. Excessive corrosion occurred in a brief span of time, i.e., 2–3 s. Spherical pores and irregular-shaped cavities were also observed in the F-layered specimens, but they were significantly less and smaller than in the G-layered specimens. The microstructure was mainly formed by fine equiaxed dendrites in all areas, as shown in
Figure 7(a1–f1), with a rare local appearance of a mixture of cellular or columnar dendrites, as shown in
Figure 7(c1). In the areas that were assumed to be layered boundaries, as shown in
Figure 7(e1,f1), the size and direction of the boundaries appeared to be slightly different from those of the neighboring dendrites, but the boundaries were not clearly distinguishable as in the G-layered specimens. The layered boundaries appeared quite clearly in the low-resolution images, but were not sufficiently clear to be distinguished in the high-resolution images.
Figure 8 shows the two typical types of pores observed on the surfaces of the G-layered and F-layered specimens. The spherical pores that are in almost complete form, as shown in
Figure 8a,b, are known to be created by a mixture of pores contained in metal powders or the keyhole inflow of shielding gas. Several extensive studies have shown that the formation amount of such spherical pores is closely associated with the scale of input energy and scan speed, and that the formation generally occurs in the interior of the deposited layers [
22,
23,
24,
25]. Irregular-shaped cavities were mostly found in the layered boundaries, as shown in
Figure 8c,d, and they were larger than the spherical pores. Their formation is associated with the hatch spacing and scan speed, and it is known to be caused by the lack of fusion because of a shortage of input energy [
26,
30].
3.2. Tensile Strength of G-Layered and F-Layered Specimens
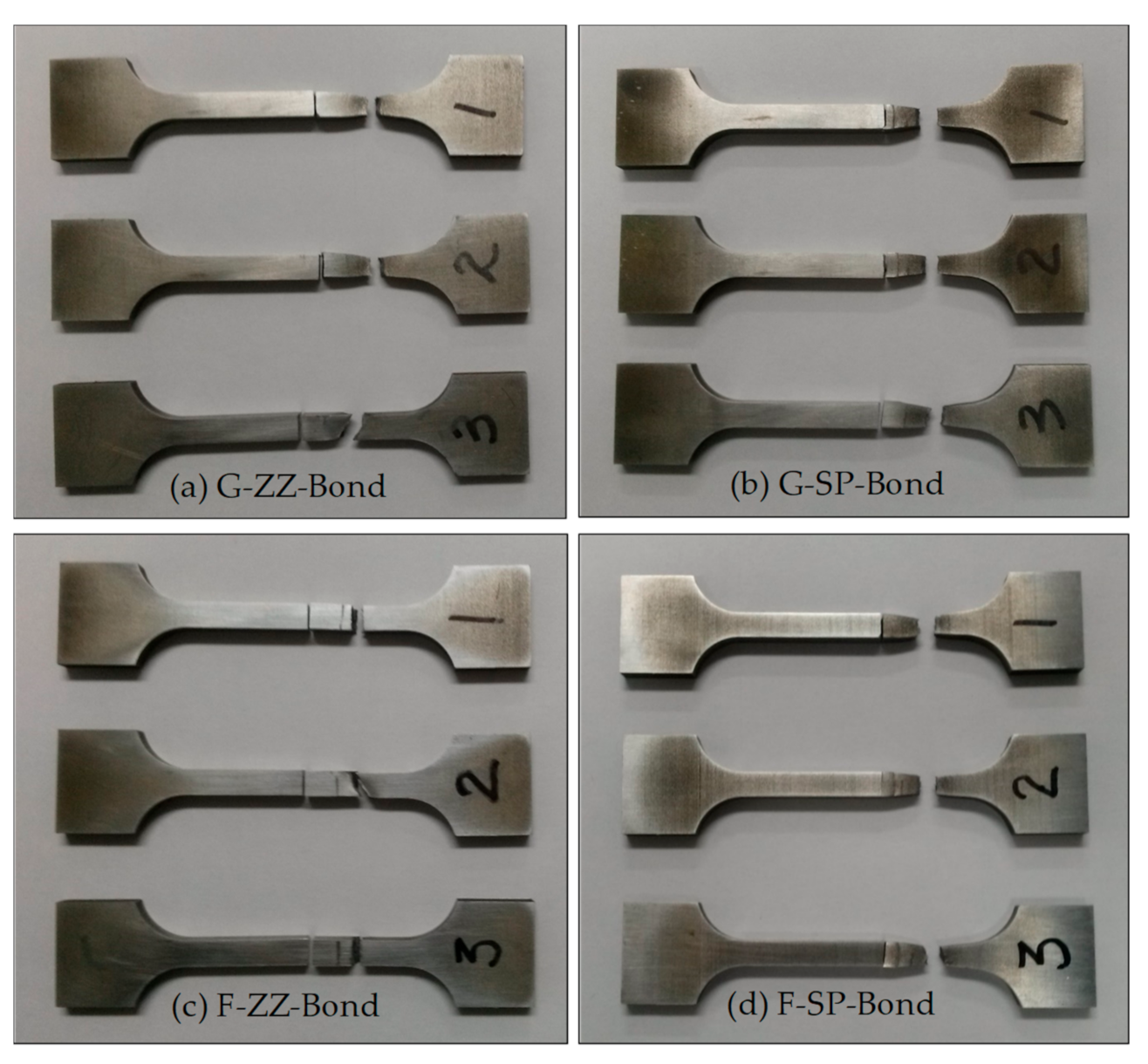
Figure 9 shows photographs of the specimens taken after the tensile tests.
Figure 10a,b show the stress–deformation curves obtained from the ZZ- and SP-layered G specimens, while
Figure 10c,d are those obtained from the F-layered specimens.
The results indicated that the tensile strength and elongation were higher and significantly larger, respectively, in the G-layered specimens of both the ZZ- and SP-layered types than in the F-layered specimens. When examining the tensile strength and elongation of the same material according to the scanning path difference, the average tensile strength and elongation in the G-layered specimens were found to be slightly higher in the SP-layered types—1828 MPa and 8.9%, respectively—than in the ZZ-layered types—1809 MPa and 8.4%, respectively. However, in the F-layered specimens, the ZZ-layered types showed higher average tensile strength and elongation values—1670 MPa and 7.3%, respectively—than the SP-layered types—1653 MPa and 6.9%, respectively.
In addition, the tensile strength and elongation of both the G- and F-layered specimens showed significant deviations, which were particularly severe in the F-layered specimens.
Figure 11,
Figure 12,
Figure 13 and
Figure 14 show representative SEM micrographs obtained from the observation of fracture surfaces of the specimens in tensile tests.
Figure 11 shows representative SEM micrographs obtained from the fracture surfaces of the ZZ-layered G tensile test specimens. As shown in
Figure 11a,b, the final fractures were grown from a fracture in a large pore with a diameter of approximately 200 µm near the surface. Spherical pores were widely observed in the entire fracture surface area, as shown in
Figure 11a,d. Moreover, the specimens exhibited rough fractures, caused by intergranular brittle fractures [
31,
32], and ductile fractures, caused by transgranular fractures, across the entire fracture surface at regular intervals, as shown in
Figure 11c,d.
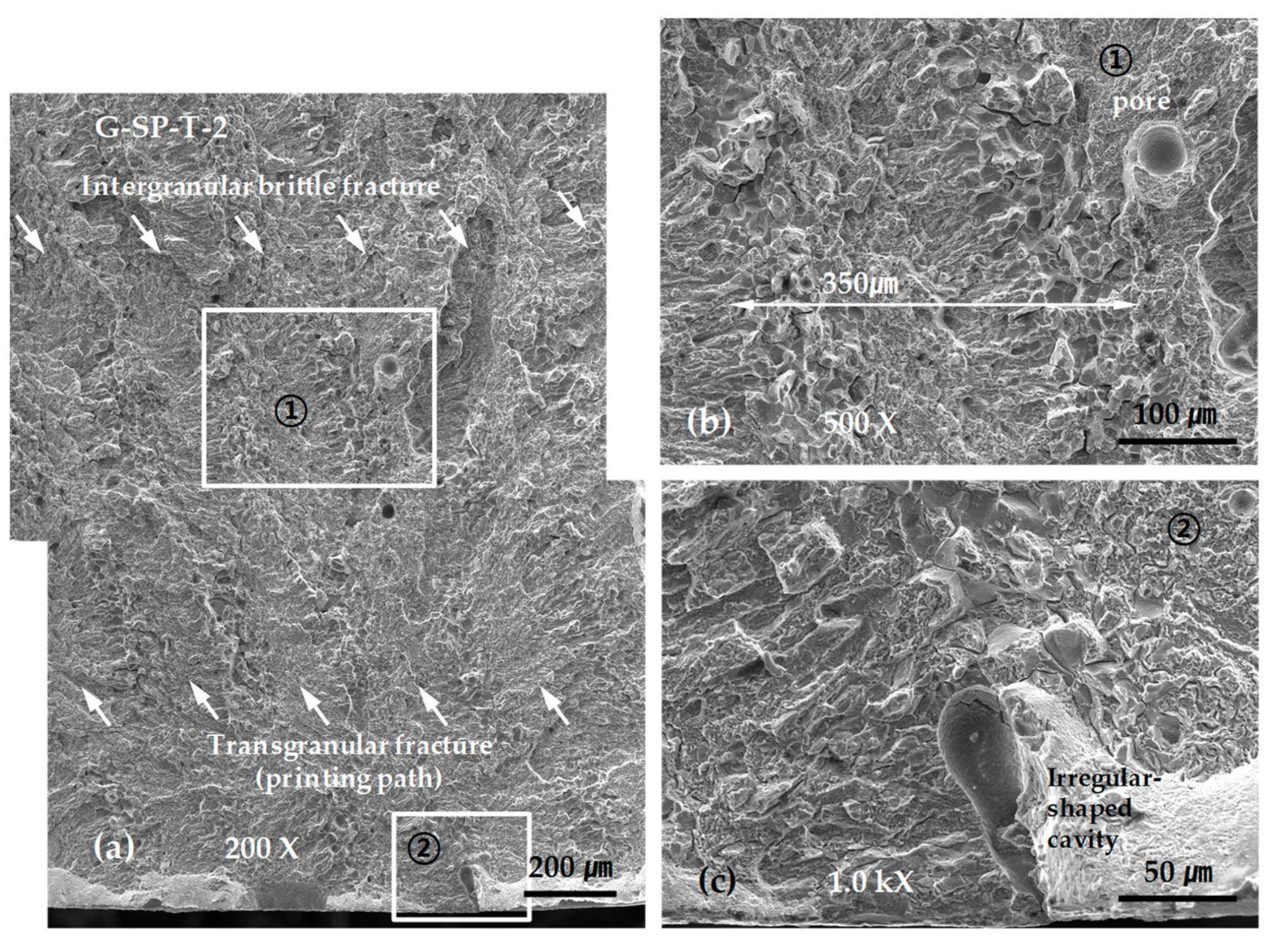
Figure 12 shows representative SEM micrographs obtained from the SP-layered G tensile test specimens. As shown in
Figure 12a, the final fracture was grown from a fracture in an irregular-shaped cavity with a length of approximately 100 µm exposed to the surface. Characteristic areas of intergranular brittle fracture and transgranular fracture were repeated across the entire fracture surface. Moreover, numerous spherical pores were observed in the transgranular fracture area, as shown in
Figure 12b,c.
Regardless of the scanning paths, the final fractures of the G-layered tensile test specimens all stemmed from defects near the surface, such as pores. Additionally, the repeated formation of intergranular brittle fractures and transgranular fractures was observed across the entire fracture surface area. It is highly possible that the spacing of the repeated fracture surface morphology is determined by the hatch spacing and thickness of the layered boundaries.
Although the observations are inconclusive, we can presume that the area in which an intergranular brittle fracture occurs contains the layered boundaries formed through re-melting and re-solidification, as explained in the discussion for
Figure 6. This is because layered boundaries are likely to be weak owing to a relatively high impurity content and a disconnection or drastic change in the directionality or continuity of the dendrite structures. Another reason is that the spacing of the repeated brittle fracture areas at 300 to 400 µm and the scanning path interval of 500 µm provide effective comparisons, as shown in
Figure 12b; moreover, the width of the layered boundary formed by re-fusion and re-solidification is almost identical to the thickness of the layered boundary, which is approximately 60 µm, as shown in
Figure 6. In addition, these structural features could not be determined using sectioned specimens for the optical microscope, but they were determined from fracture surface observations using SEM. Hence, SEM image to a fractured surface is better when observing defects in the metal laminates.
It is possible to enhance the tensile strength by reducing the size and content of pores, given that metals in commercial use with a similar composition to the layered materials used in this study have tensile strengths exceeding 2000 MPa and that nearly all the specimens displayed fractures due to defects such as pores around the surface [
33,
34].
Figure 13 and
Figure 14 show representative SEM micrographs obtained from the fracture surfaces of ZZ- and SP-layered F tensile test specimens. Similarly, almost all the F-layered specimens displayed final fractures extending from the initial fracture in a defect near or on the surface. However, the number of defects such as spherical pores was less than that in the G-layered specimens, and no intergranular brittle fractures were observed. This is presumably due to the vagueness of the layered boundaries, as suggested earlier by the structural images, which is thought to result from sufficient energy supply during layer deposition.
Figure 13 shows the SEM micrographs obtained from the fracture surfaces of ZZ-layered tensile test specimens. As shown in
Figure 13a,c the initial fracture started from an irregular-shaped cavity with a depth of 200 μm exposed to the surface.
Figure 14 shows the SEM micrographs obtained from the fracture surfaces of the SP-layered tensile test specimens. The images demonstrate that the fracture starts from a considerably large cavity with a complicated shape, a depth of at least 150 μm, and a surface length of 500 μm, and the cavity grows into the final fracture shown in
Figure 14a–c. Such pores had a rather different shape from the irregular-shaped cavities that appeared in the G-layered specimens, and were similar to the shrinkage cavities observed in welds and castings. Furthermore, it was difficult to detect the cavity even when observing the polished surface as they were formed along the boundaries of solidified structures with considerable complexity. The reason for such formation is presumably incomplete fusion due to a shortage in energy supply.
Figure 14d,e show a large-scale irregular-shaped cavity inside the fracture surface and dendrite patterns formed on the surface of the cavity, respectively.
Examining the SEM photographs of the tensile fracture surface of the F laminated material shown in
Figure 13 and
Figure 14 revealed the initial failure caused in the irregular-shaped cavities or shrinkage cavities with depths of several hundred µm. This is reflected as a fracture surface shape similar to a fatigue fracture surface, which starts at a specific point on the surface and extends to the entire fracture surface, as shown in
Figure 13a and
Figure 14a. In addition, it is difficult to observe such sharp and deep defects with an optical microscope targeting a surface polished specimen, but it is clear that observing the fracture surface using SEM is effective for examining the shapes of such defects. Moreover, as shown in
Figure 14e, SEM is advantageous for observing the inner surfaces of pores and cavities at high magnifications.
A comprehensive examination of the tensile test results showed that the G laminate had a significantly higher tensile strength and elongation than the F laminate. Considering the constituent elements of the two materials given in
Table 2, the sum of the amounts of Cr, Mo, Mn, and Si that contribute to the increase in the hardness is 12.23% for the G material, but 9.6% for the F material. The amount of Mn is relatively large in the G material. We believe that this difference in the amount of Mn causes differences in the hardness and tensile strength owing to different heat-treatment processes and because of repetitive thermal cycles during the lamination process. However, because the F laminate has a lower elongation and tensile strength than the G laminate, it is more affected by relatively sharp and large-scale defects (such as irregular-shaped cavities or shrinkage cavities) on the specimen surface.
Some earlier studies [
33,
34] evaluating the strength of metal laminates with defects such as pores and cavities report that the strength and elongation gradually decrease as the porosity increases. However, these results were obtained in one kind of identical material. Therefore, as the G and F laminates evaluated in this study are fabricated from different materials, it is not reasonable to simply compare their tensile strengths and elongations. Further research is required in this regard.
To evaluate the strength of the areas where G and F layers were bonded with the S45C base metal, specimens were fabricated with a 45° inclined bonded area, as shown in
Figure 2b for tensile tests.
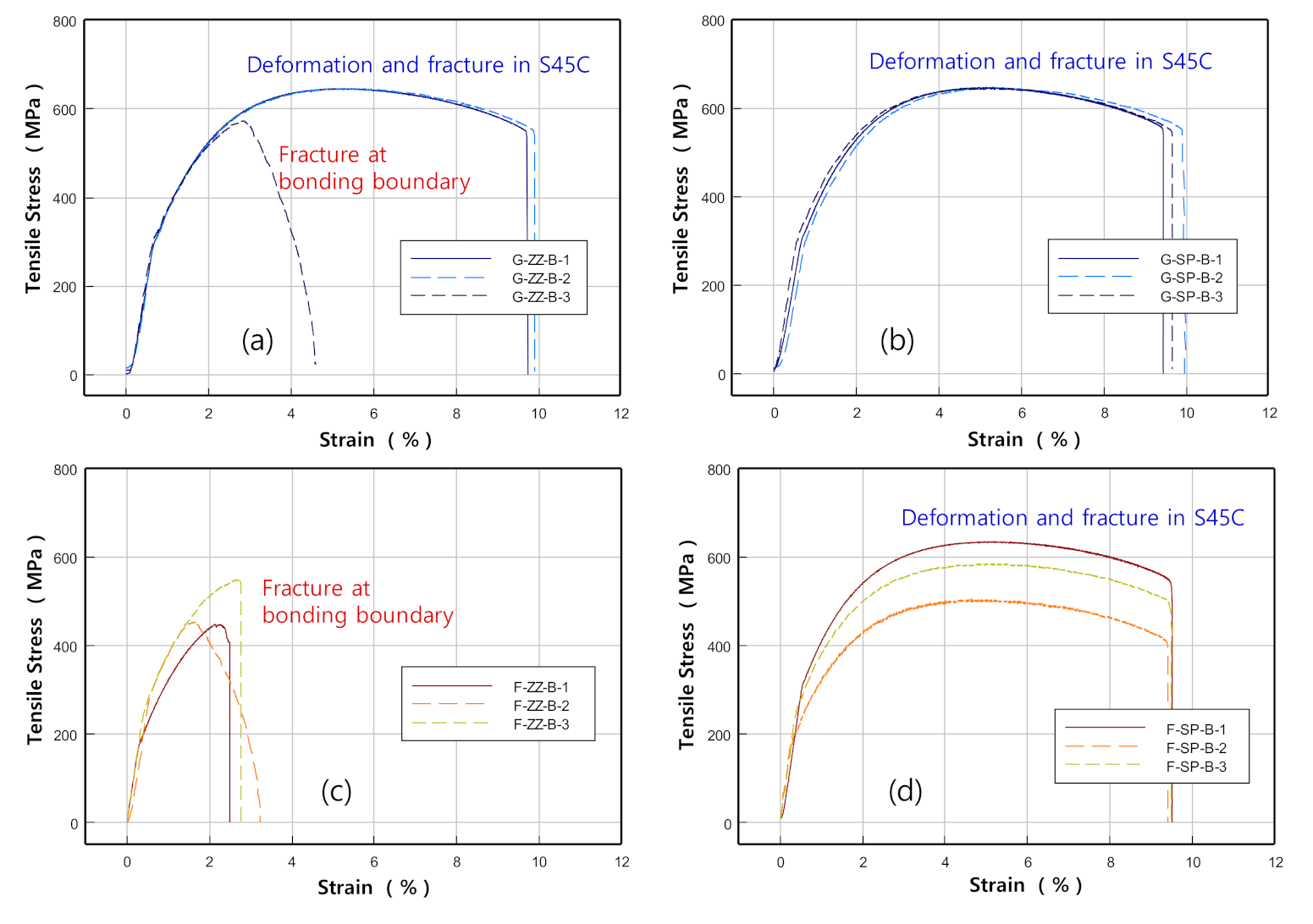
Figure 15 shows the images of specimens taken after the tests, while
Figure 16 shows the stress–strain curves obtained from the test results.
The results of testing on the ZZ-layered G specimen G-ZZ-B-3 showed that the initial fracture occurred in a defect on the layered boundary owing to incomplete fusion and grew into the final fracture on the S45C base metal with a maximum stress of approximately 570 MPa, as shown in
Figure 16a. The other ZZ-layered and SP-layered specimens sustained their respective final fractures after deformation in the S45C base metal with a maximum stress of approximately 645 MPa.
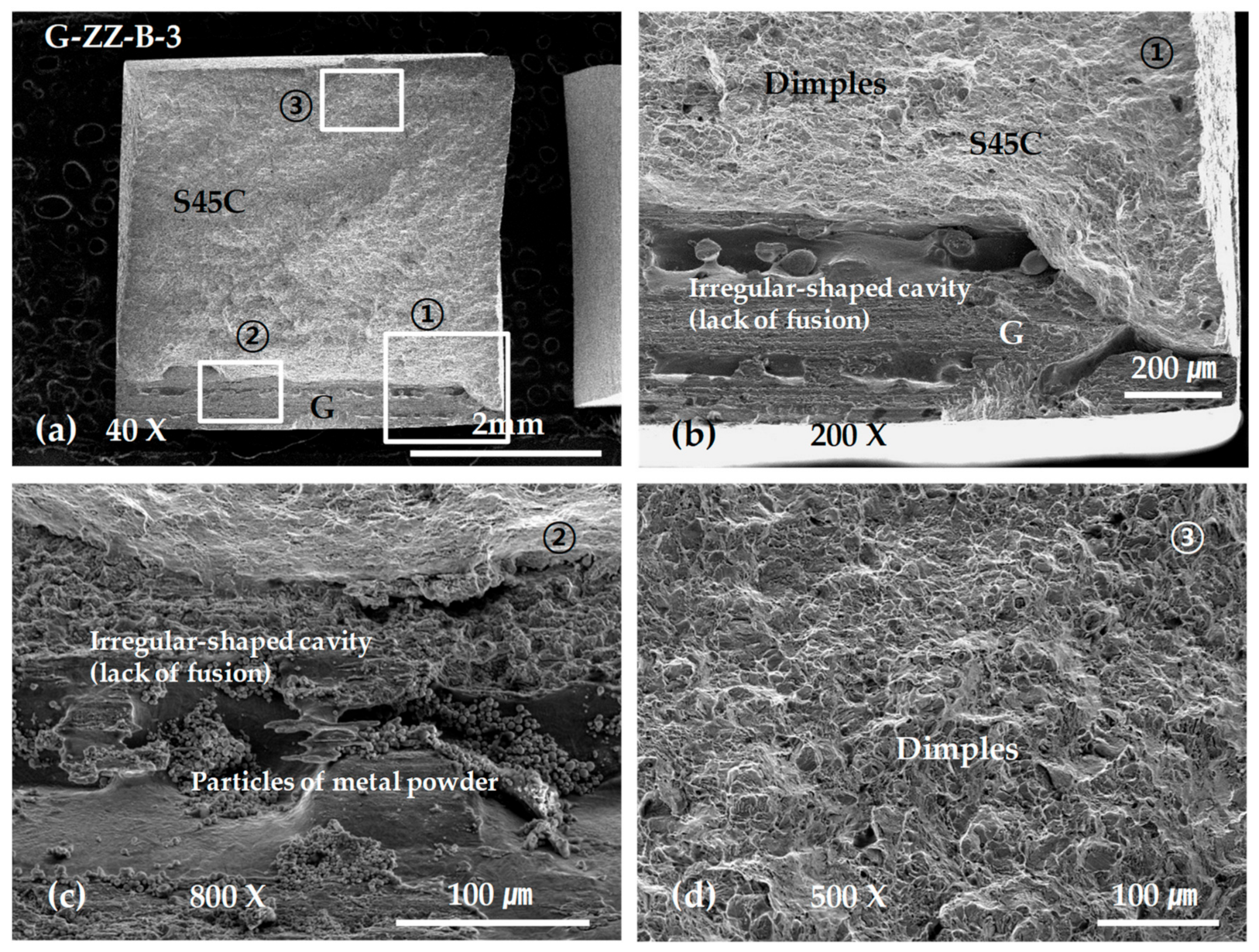
Figure 17 shows SEM micrographs of the fracture surface of specimen G-ZZ-B-3. The image in
Figure 17b shows an irregular-shaped cavity in the layered boundary, that in
Figure 17c shows unfused metal powder particles, and that in
Figure 17d shows typical equiaxed dimples [
31] formed in the final fracture area on the S45C base metal.
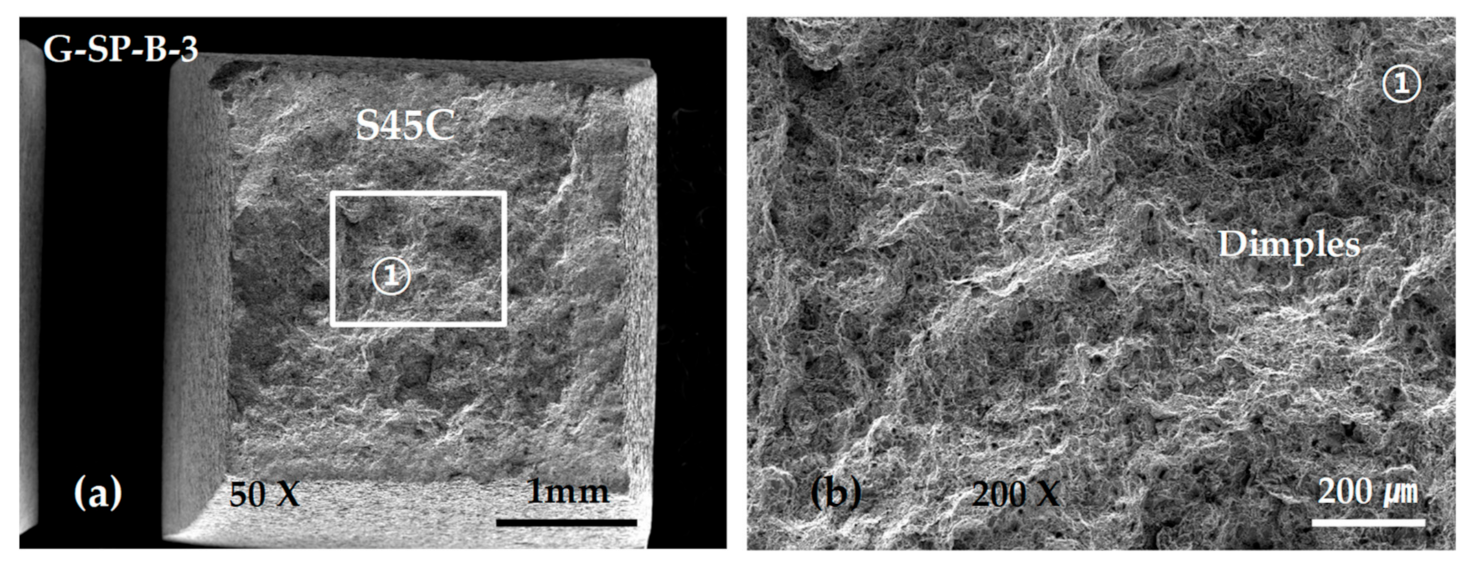
Figure 18 shows the SEM micrographs of a specimen in which the final fracture occurred after deformation in the S45C base metal. Typical equiaxed dimples were observed in all fractures.
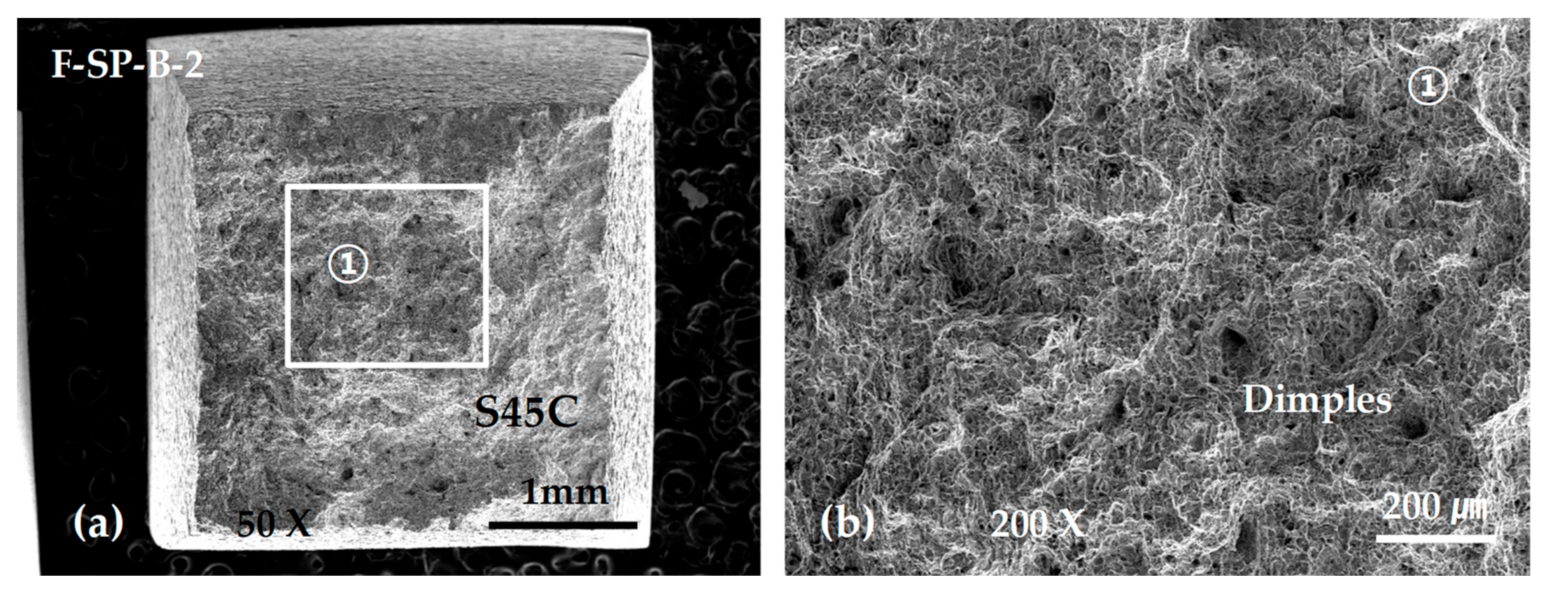
In the bonding strength tests, all the ZZ-layered F specimens showed final fractures preceded by an initial fracture that occurred in a defect due to incomplete fusion on the layered boundaries with the S45C base metal, as shown in
Figure 16c.
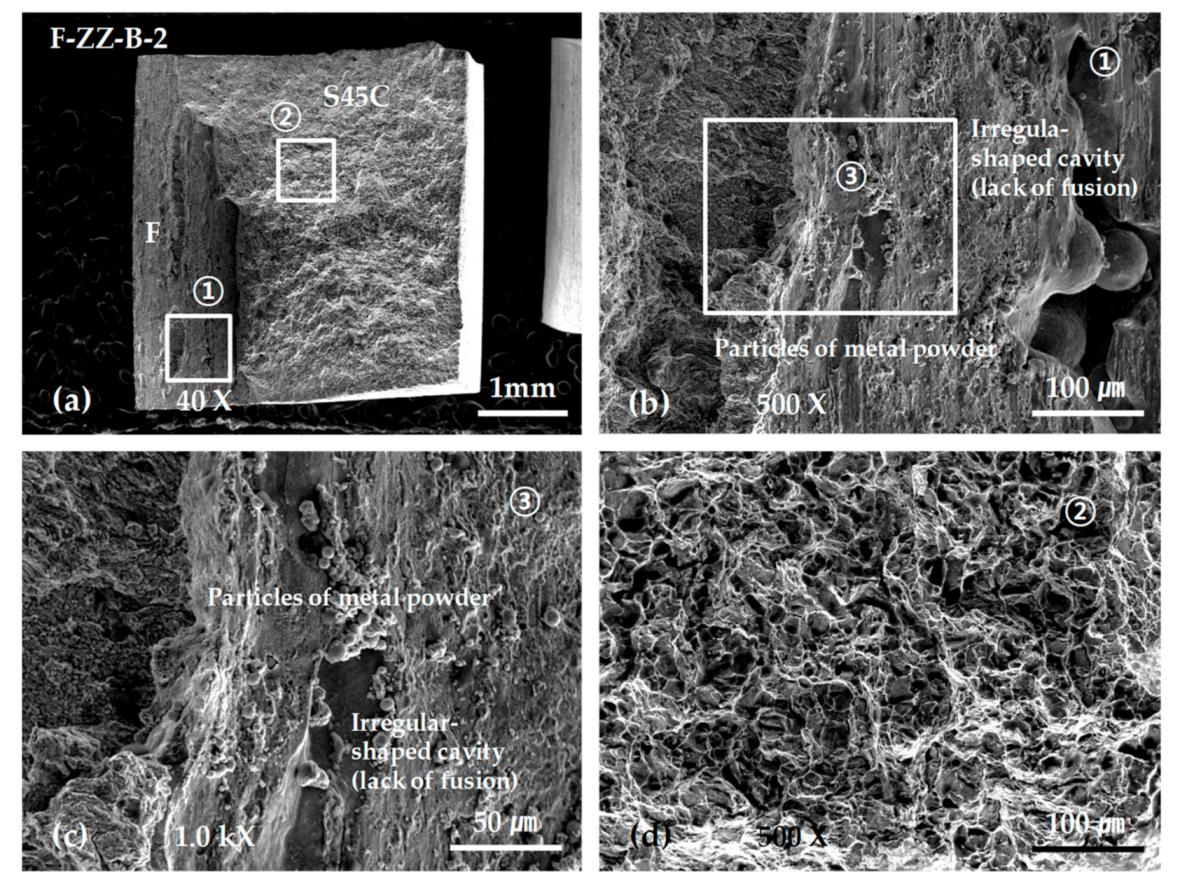
Figure 19 shows SEM micrographs of the fracture surface of specimen F-ZZ-B-2. The maximum stress was approximately 445 MPa. Magnified views of the image in
Figure 19a are shown in
Figure 19b,c. The images in
Figure 19b,c show irregular-shaped cavities and unfused metal powders generated by incomplete fusion. All the SP-layered specimens exhibited final fractures in the S45C base metal after deformation, as shown in
Figure 16d. However, the maximum strength values, which were approximately 635, 580, and 500 MPa, varied significantly, despite the similarity in the stress–deformation curve patterns of the SP-layered specimens. Given that the specimens were developed from three specimens that were extracted from the same layered block, it is possible that the thermal cycles varied significantly among the areas of extraction and that the difference caused a disparity in the microstructural change and mechanical characteristics of the S45C base metal. Nonetheless, such differences did not appear in the bonding strength tests of the G-layered specimens, as shown in
Figure 16b. In future studies, it is necessary to conduct a more extensive examination on topics such as the relationship between the physical properties of layered materials and heat-treatment effects accompanied by differences in the scanning path and scanning condition. As shown in
Figure 20, all the SP-layered F specimens exhibited final fractures in the S45C base metal. Equiaxed dimples were formed in all fracture surfaces. From the above SEM observation results, we can infer that the sudden decrease in the strength of the G and F laminates joined with the S45C base metal during the tensile tests can be attributed to the formation of pores and irregular-shaped cavities in the joining area and the lack of bonding forces due to the lack of fusion. Preheating of the base metal and supplying sufficient energy could expected to decrease these problems.
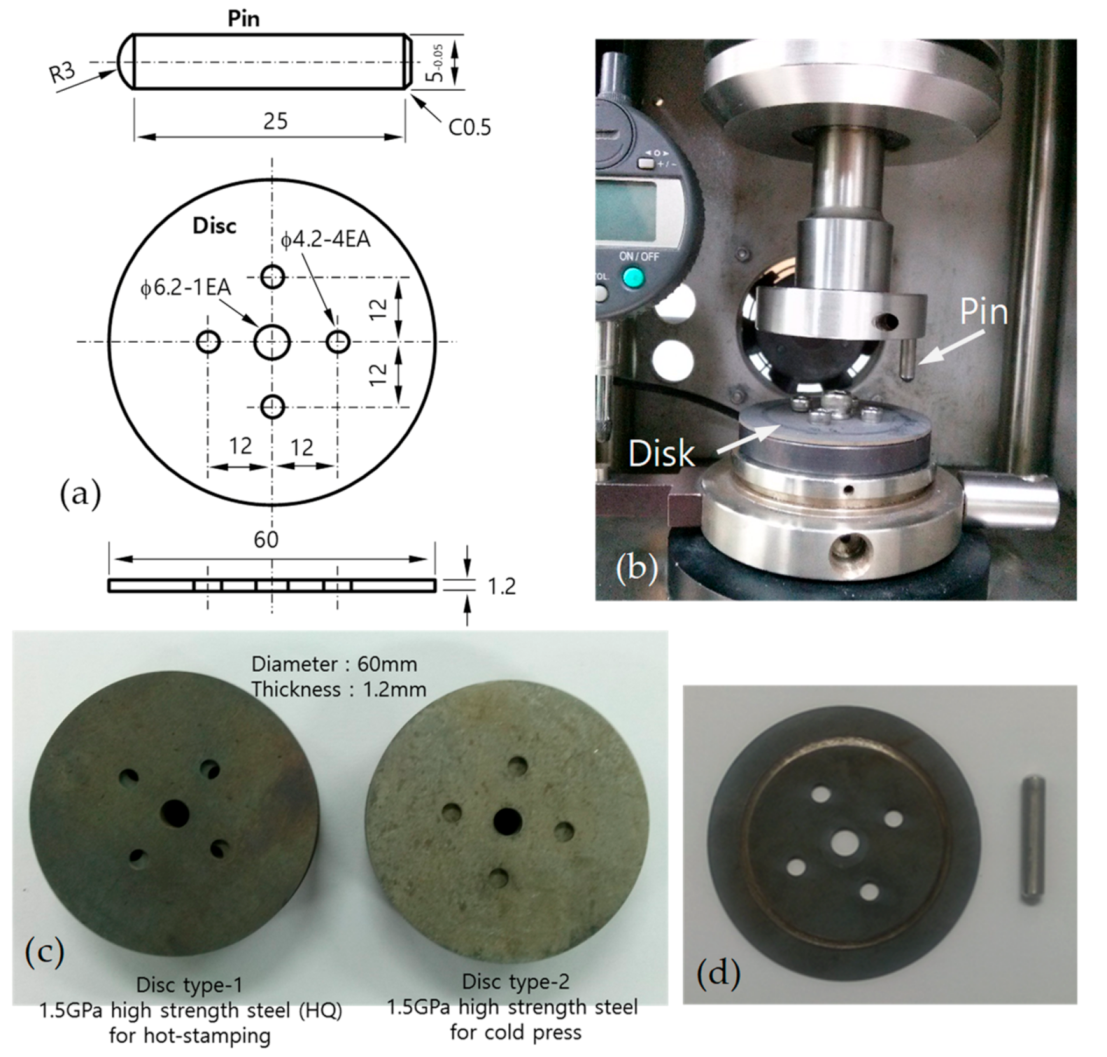
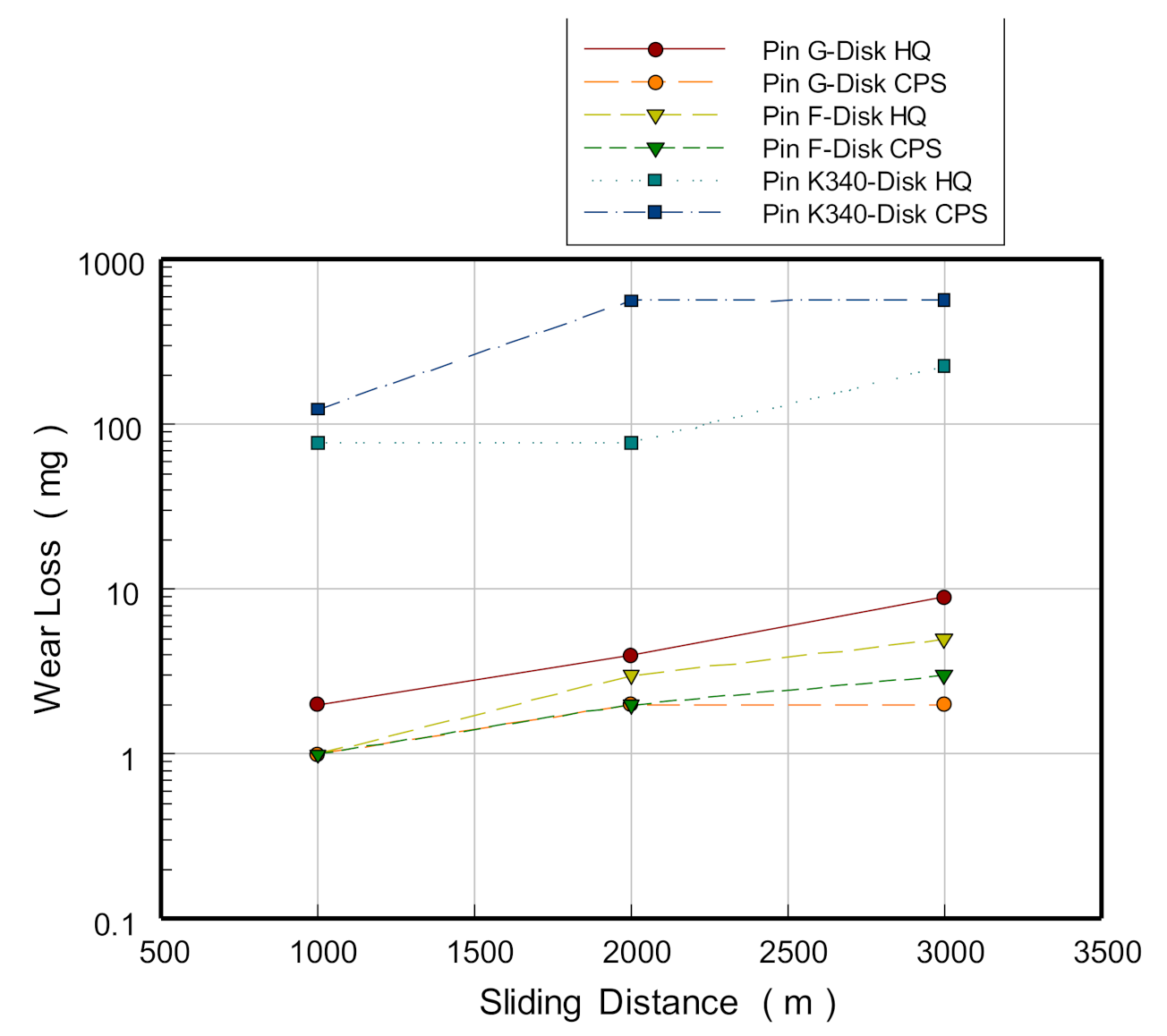
Figure 21 shows the results of the wear tests. In the naming of the discs, HQ refers to the quenched steel plate used for hot stamping, while CPS refers to the steel plate used for cold pressing. The pins developed from K340 sustained more extreme wear in both types of steels, and the degree of wear was at least 100 times more than that in the pins developed from the blocks layered with G and F. In the wear test of the quenched steel plate used for hot stamping, the F-layered pins showed an approximately 40% lower wear loss than the G-layered pins (at a sliding distance of 3000 m). However, in the wear test of the steel sheet used for cold pressing, the G-layered pin showed a wear loss approximately 30% lower than the F-layered pin (at a sliding distance of 3000 m).
In the comparative analysis of wear loss by steel plate type on the same material, a higher wear loss was observed in both the cases where the G-layered and F-layered pins were tested on the quenched aluminum steel plate than in the cases where the pins were tested on the galvanized steel plate. The results demonstrate that the lubrication property of the galvanization layer is more significant than that of the aluminized layer, given the friction and wear occurring in the plating surface of the steel plates in contact with the pin materials in the initial stage of testing.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}