Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
1.1. Lightweight Mortar Extrusion
1.2. Reinforcement Systems for Extrusion (State of the Art)
1.3. Objective and Problem Definition
2. Materials and Methods
2.1. Materials for Lightweight Aggregate Mortar
2.2. Materials of Investigated Reinforcement Systems
2.3. Material Preparation
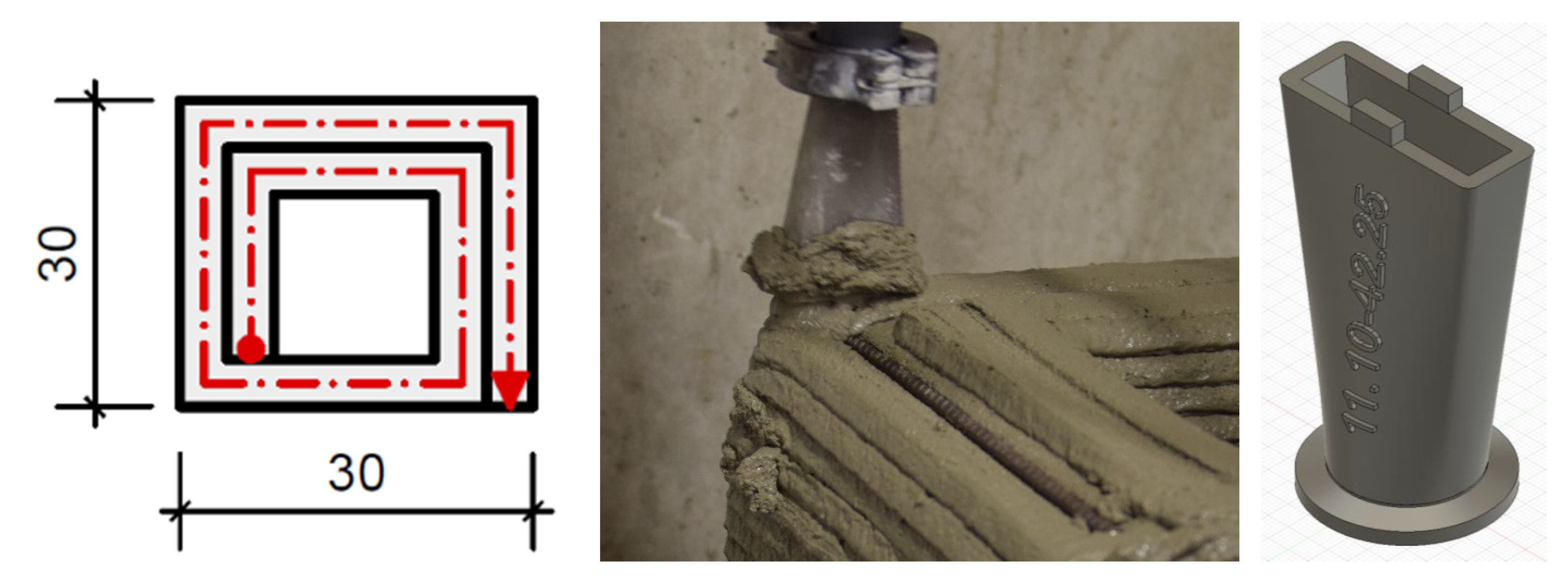
2.4. Sample Geometries and Fabrication
2.5. Mechanical Tests
3. Results and Discussion
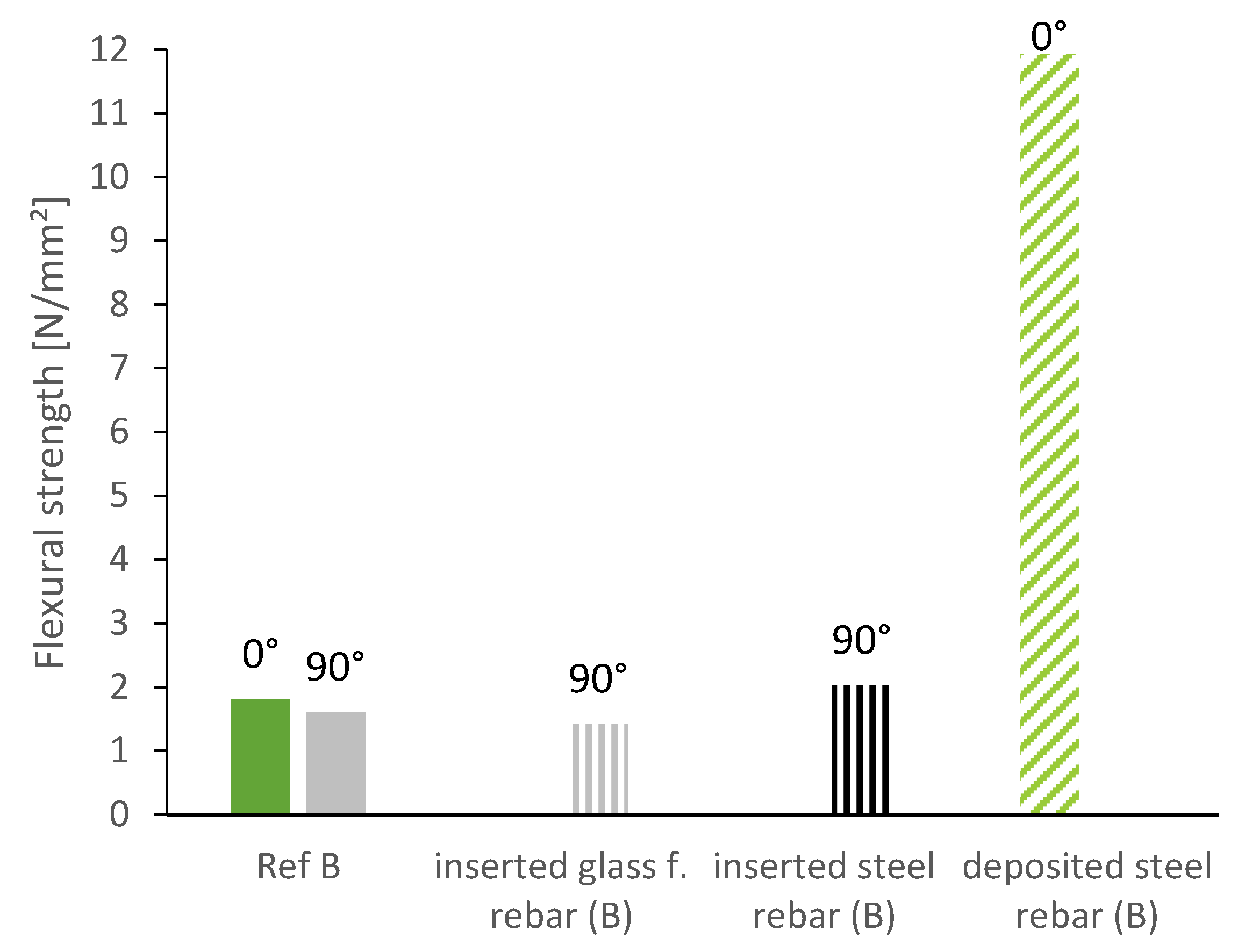
3.1. Horizontal Reinforcement
3.2. Vertical Reinforcement
3.3. Single Fiber Pull-out Tests
3.4. Cavity Formation
4. Overarching Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Vantyghem, G.; Boel, V.; De Corte, W.; Steeman, M. Compliance, Stress-Based and Multi-physics Topology Optimization for 3D-Printed Concrete Structures. In Proceedings of the International Conference on Concrete and Digital Fabrication—Digital Concrete 2018 (DC 2018), Zurich, Switzerland, 10–12 September 2018; pp. 323–332. [Google Scholar]
- Vantyghem, G.; De Corte, W.; Shakour, E.; Amir, O. 3D printing of a post-tensioned concrete girder designed by topology optimization. Autom. Constr. 2020, 112, 103084. [Google Scholar] [CrossRef]
- Agustí-Juan, I.; Müller, F.; Hack, N.; Wangler, T.; Habert, G. Potential benefits of digital fabrication for complex structures: Environmental assessment of a robotically fabricated concrete wall. J. Clean. Prod. 2017, 154, 330–340. [Google Scholar] [CrossRef]
- Matthäus, C.; Back, D.; Weger, D.; Kränkel, T.; Scheydt, J.; Gehlen, C. Effect of Cement Type and Limestone Powder Content on Extrudability of Lightweight Concrete. In Proceedings of the International Conference on Concrete and Digital Fabrication—Digital Concrete 2020 (DC 2020), Eindhoven, The Netherlands, 6–8 July 2020; pp. 312–322. [Google Scholar]
- Keita, E.; Bessaies-Bey, H.; Zuo, W.; Belin, P.; Roussel, N. Weak bond strength between successive layers in extrusion-based additive manufacturing: Measurement and physical origin. Cem. Concr. Res. 2019, 123, 105787. [Google Scholar] [CrossRef]
- Zareiyan, B.; Khoshnevis, B. Interlayer adhesion and strength of structures in Contour Crafting—Effects of aggregate size, extrusion rate, and layer thickness. Autom. Constr. 2017, 81, 112–121. [Google Scholar] [CrossRef]
- Sanjayan, J.G.; Nematollahi, B.; Xia, M.; Marchment, T. Effect of surface moisture on inter-layer strength of 3D printed concrete. Constr. Build. Mater. 2018, 172, 468–475. [Google Scholar] [CrossRef]
- Salet, T.A.M.; Bos, F.P.; Wolfs, R.J.M.; Ahmed, Z.Y. 3D concrete printing—A structural engineering perspective. In Proceedings of the 2017 fib Symposium—High Tech Concrete: Where Technology and Engineering Meet. fib Symposium 2017, Maastricht, The Netherlands, 12–14 June 2017; pp. xliii–lvii. [Google Scholar]
- Mechtcherine, V.; Grafe, J.; Nerella, V.N.; Spaniol, E.; Hertel, M.; Füssel, U. 3D-printed steel reinforcement for digital concrete construction—Manufacture, mechanical properties and bond behaviour. Constr. Build. Mater. 2018, 179, 125–137. [Google Scholar] [CrossRef]
- Asprone, D.; Menna, C.; Bos, F.P.; Salet, T.A.; Mata-Falcón, J.; Kaufmann, W. Rethinking reinforcement for digital fabrication with concrete. Cem. Concr. Res. 2018, 112, 111–121. [Google Scholar] [CrossRef]
- Asprone, D.; Auricchio, F.; Menna, C.; Mercuri, V. 3D printing of reinforced concrete elements: Technology and design approach. Constr. Build. Mater. 2018, 165, 218–231. [Google Scholar] [CrossRef]
- Bos, F.P.; Bosco, E.; Salet, T.A.M. Ductility of 3D printed concrete reinforced with short straight steel fibers. Virtual Phys. Prototyp. 2018, 14, 160–174. [Google Scholar] [CrossRef]
- Panda, B.; Paul, S.C.; Tan, M.J. Anisotropic mechanical performance of 3D printed fiber reinforced sustainable construction material. Mater. Lett. 2017, 209, 146–149. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-Printed Fiber-Reinforced Portland Cement Paste. In 3D Concrete Printing Technology; Elsevier: Augsburg, Germany, 2019; pp. 73–113. [Google Scholar]
- Sonebi, M.; Amziane, S.; Perrot, A. Mechanical Behavior of 3D Printed Cement Materials. In 3D Printing of Concrete: State of the Art and Challenges of the Digital Construction Revolution; ISTE Ltd and John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2019; pp. 101–124. [Google Scholar]
- Rubio, M.; Sonebi, M.; Amziane, S. Fresh and rheological properties of 3d printing bio-cement-based materials. J. Civ. Eng. Manag. 2017, 35, 283–290. [Google Scholar]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and Testing of Strain-Hardening Cement-Based Composites (SHCC) in the Context of 3D-Printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L.; Wang, F.; Sanjayan, J. Mechanical anisotropy of aligned fiber reinforced composite for extrusion-based 3D printing. Constr. Build. Mater. 2019, 202, 770–783. [Google Scholar] [CrossRef]
- Lauff, P.; Fischer, O. Effizienter Ultrahochleistungsbeton Mit Innovativer Trajektorienorientierter “Bewehrung“; Ernst & Sohn Verlag für Architektur und technische Wissenschaften GmbH & Co. KG: Berlin, Germany, 2019; Volume 3, pp. 82–88. [Google Scholar]
- Bos, F.P.; Ahmed, Z.Y.; Jutinov, E.R.; Salet, T.A.M. Experimental Exploration of Metal Cable as Reinforcement in 3D Printed Concrete. Materials 2017, 10, 1314. [Google Scholar] [CrossRef] [PubMed]
- Le, T.T.; Austin, S.A.; Lim, S.; Buswell, R.; Gibb, A.G.F.; Thorpe, T. Mix design and fresh properties for high-performance printing concrete. Mater. Struct. 2012, 45, 1221–1232. [Google Scholar] [CrossRef]
- Nerella, V.N.; Hempel, S.; Mechtcherine, V. Micro-and macroscopic investigations on the interface between layers of 3d-printed cementitious elements. In Proceedings of the International Conference on Advances in Construction Materials and Systems, Chennai, India, 3–8 September 2017; pp. 3–8. [Google Scholar]
- Van Der Putten, J.; Deprez, M.; Cnudde, V.; De Schutter, G.; Van Tittelboom, K. Microstructural Characterization of 3D Printed Cementitious Materials. Materials 2019, 12, 2993. [Google Scholar] [CrossRef] [PubMed]
- Zareiyan, B.; Khoshnevis, B. Effects of interlocking on interlayer adhesion and strength of structures in 3D printing of concrete. Autom. Constr. 2017, 83, 212–221. [Google Scholar] [CrossRef]
- Perrot, A.; Jacquet, Y.; Rangeard, D.; Courteille, E.; Sonebi, M. Nailing of Layers: A Promising Way to Reinforce Concrete 3D Printing Structures. Materials 2020, 13, 1518. [Google Scholar] [CrossRef] [PubMed]
- Weger, D.; Baier, D.; Straßer, A.; Prottung, S.; Kränkel, T.; Bachmann, A.; Gehlen, C.; Zäh, M. Reinforced Particle-Bed Printing by Combination of the Selective Paste Intrusion Method with Wire and Arc Additive Manufacturing—A First Feasibility Study. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2020 (DC 2020), Eindhoven, The Netherlands, 6–8 July 2020; pp. 978–987. [Google Scholar]
- Hass, L.; Bos, F. Bending and Pull-Out Tests on a Novel Screw Type Reinforcement for Extrusion-Based 3D Printed Concrete. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2020 (DC 2020), Eindhoven, The Netherlands, 6–8 July 2020; pp. 632–645. [Google Scholar]
- Marchment, T.; Sanjayan, J. Penetration Reinforcing Method for 3D Concrete Printing. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2020 (DC 2020), Eindhoven, The Netherlands, 6–8 July 2020; pp. 680–690. [Google Scholar]
- Freund, N.; Dressler, I.; Lowke, D. Studying the Bond Properties of Vertical Integrated Short Reinforcement in the Shotcrete 3D Printing Process. In Proceedings of the RILEM International Conference on Concrete and Digital Fabrication—Digital Concrete 2020 (DC 2020), Eindhoven, The Netherlands, 6–8 July 2020; pp. 612–621. [Google Scholar]
- Matthäus, C.; Weger, D.; Kränkel, T.; Gehlen, C. Effect of Thixotropy Enhancing Agents on Extrudability of Lightweight Concrete. In Proceedings of the HiPerMat 2020, 5th International Symposium on Ultra-High Performance Concrete and High Performance Construction Materials, Kassel, Germany, 11–13 March 2020; pp. 62–63. [Google Scholar]


















Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matthäus, C.; Kofler, N.; Kränkel, T.; Weger, D.; Gehlen, C. Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements. Materials 2020, 13, 4778. https://doi.org/10.3390/ma13214778
Matthäus C, Kofler N, Kränkel T, Weger D, Gehlen C. Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements. Materials. 2020; 13(21):4778. https://doi.org/10.3390/ma13214778
Chicago/Turabian StyleMatthäus, Carla, Nadine Kofler, Thomas Kränkel, Daniel Weger, and Christoph Gehlen. 2020. "Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements" Materials 13, no. 21: 4778. https://doi.org/10.3390/ma13214778
APA StyleMatthäus, C., Kofler, N., Kränkel, T., Weger, D., & Gehlen, C. (2020). Interlayer Reinforcement Combined with Fiber Reinforcement for Extruded Lightweight Mortar Elements. Materials, 13(21), 4778. https://doi.org/10.3390/ma13214778