Analysis of Magnetic Anisotropy and Non-Homogeneity of S235 Ship Structure Steel after Plastic Straining by the Use of Barkhausen Noise

 ,
, 

Abstract
1. Introduction
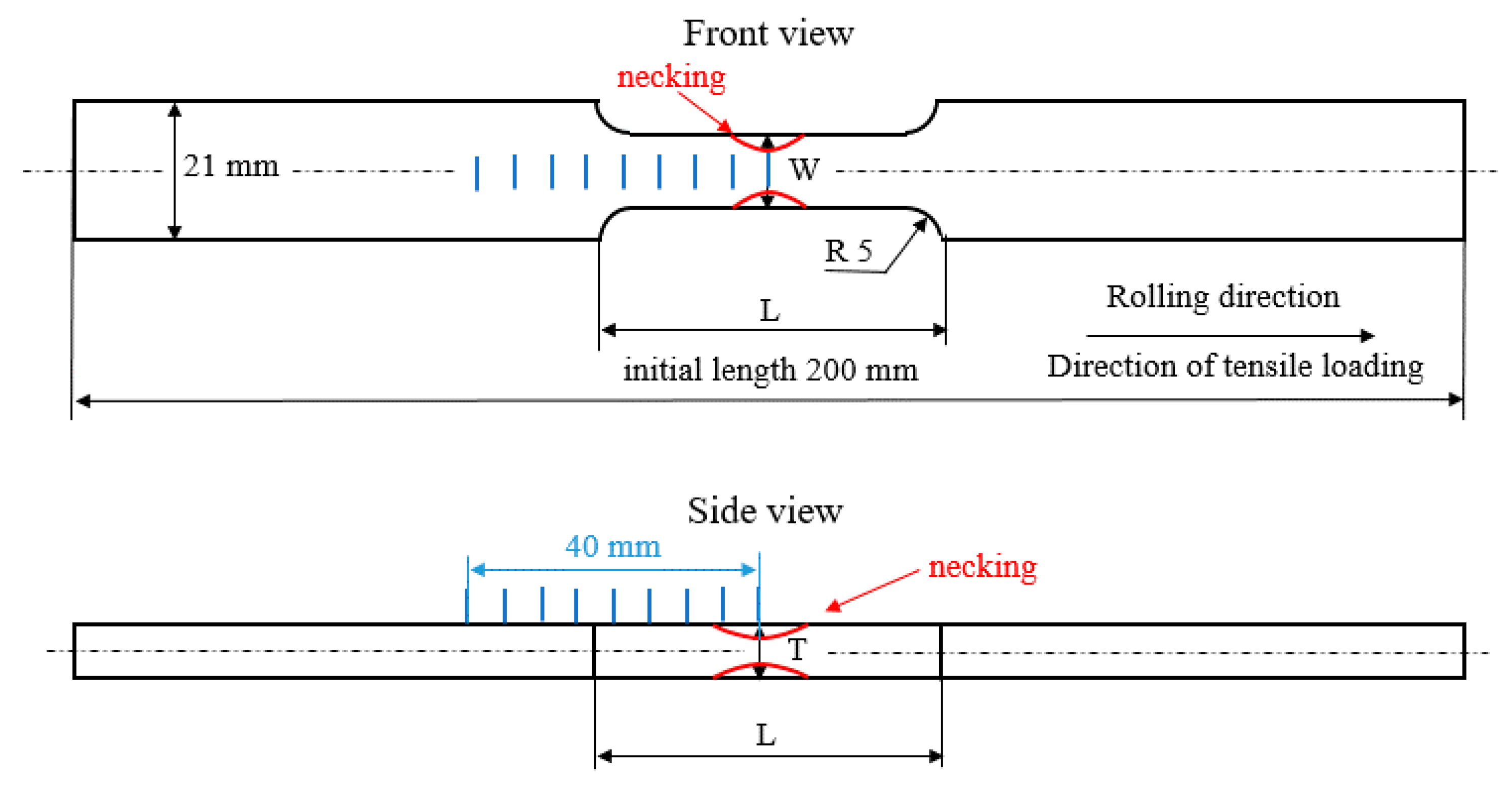
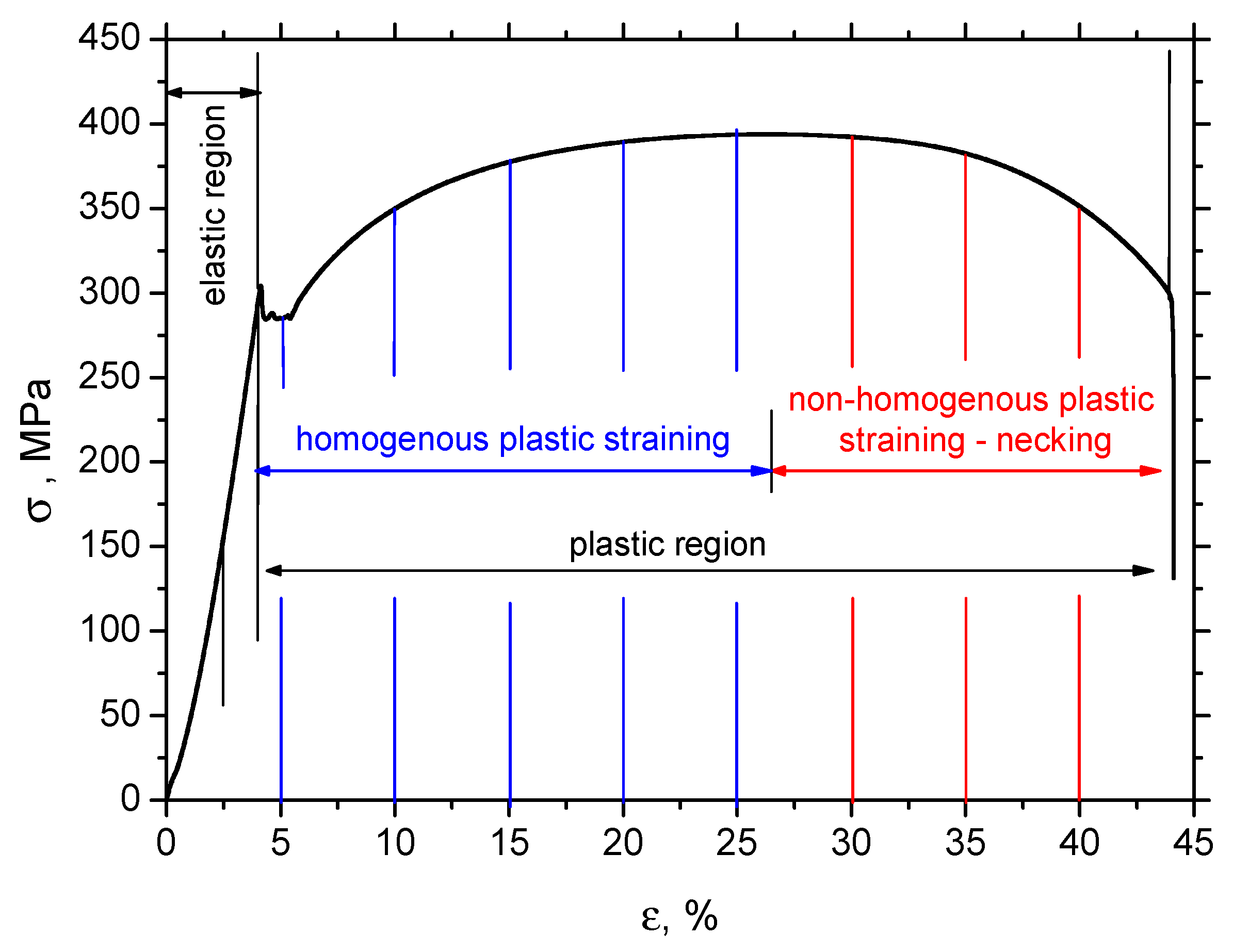
2. Materials and Methods
3. Experimental Results
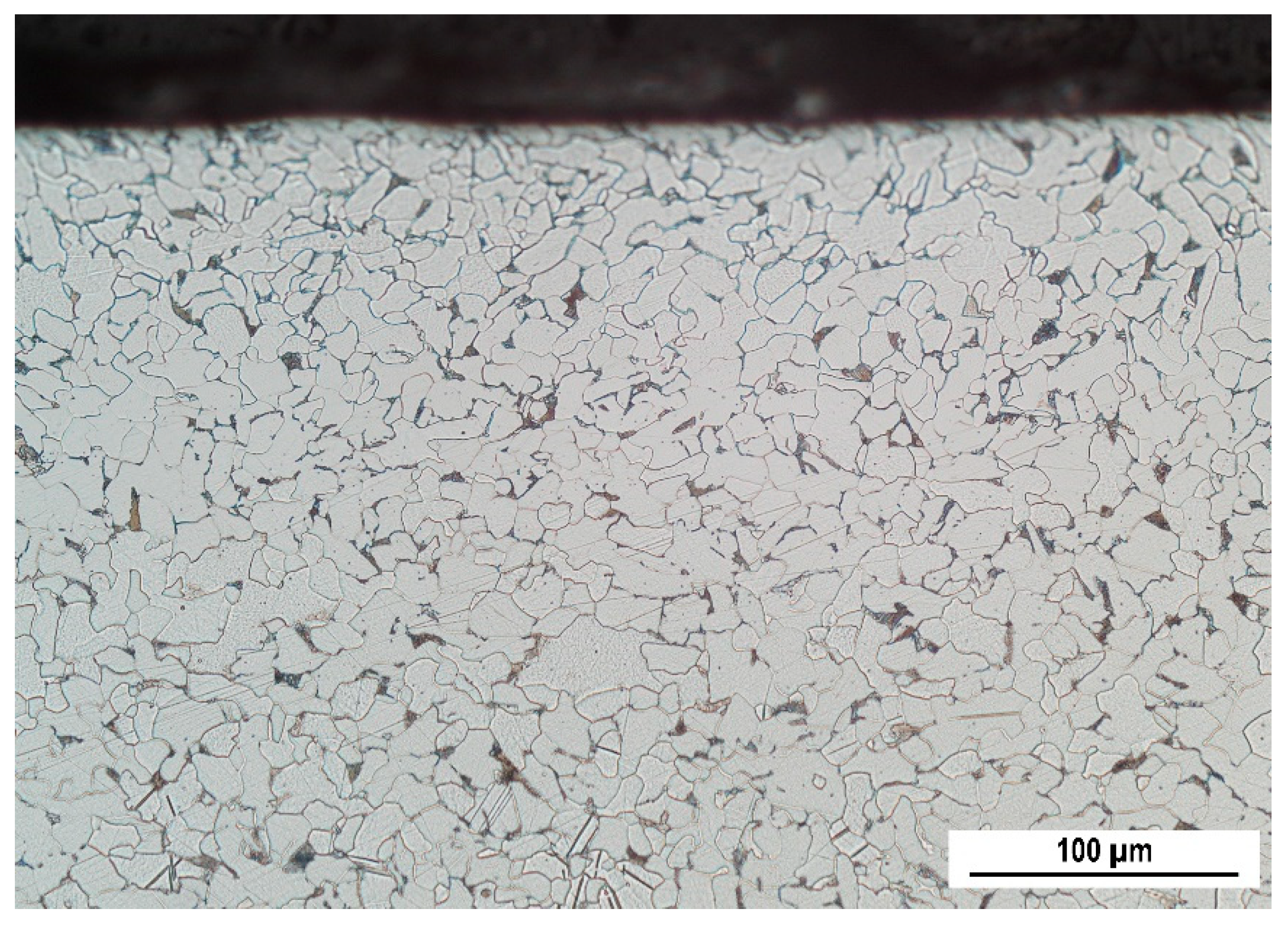
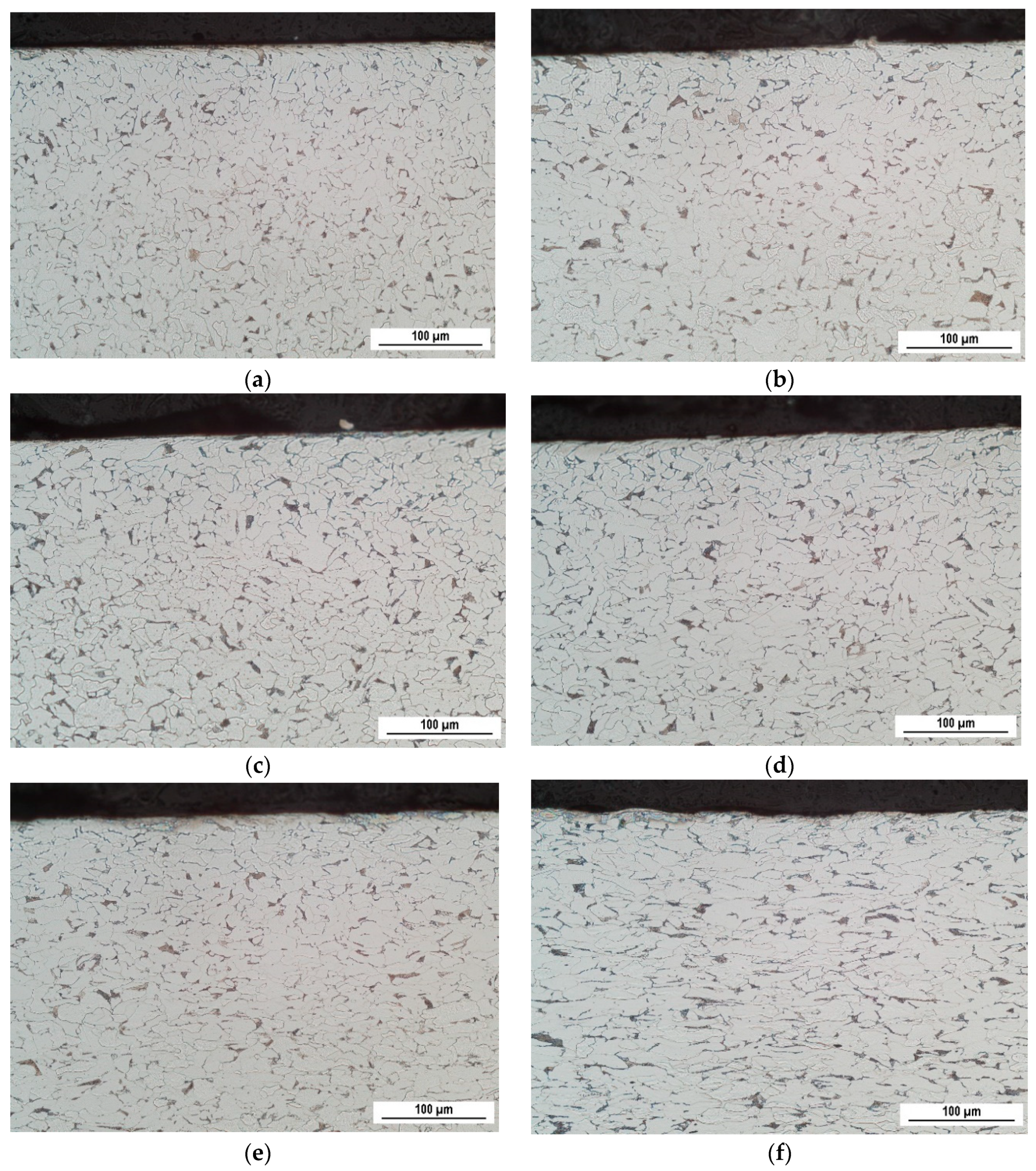
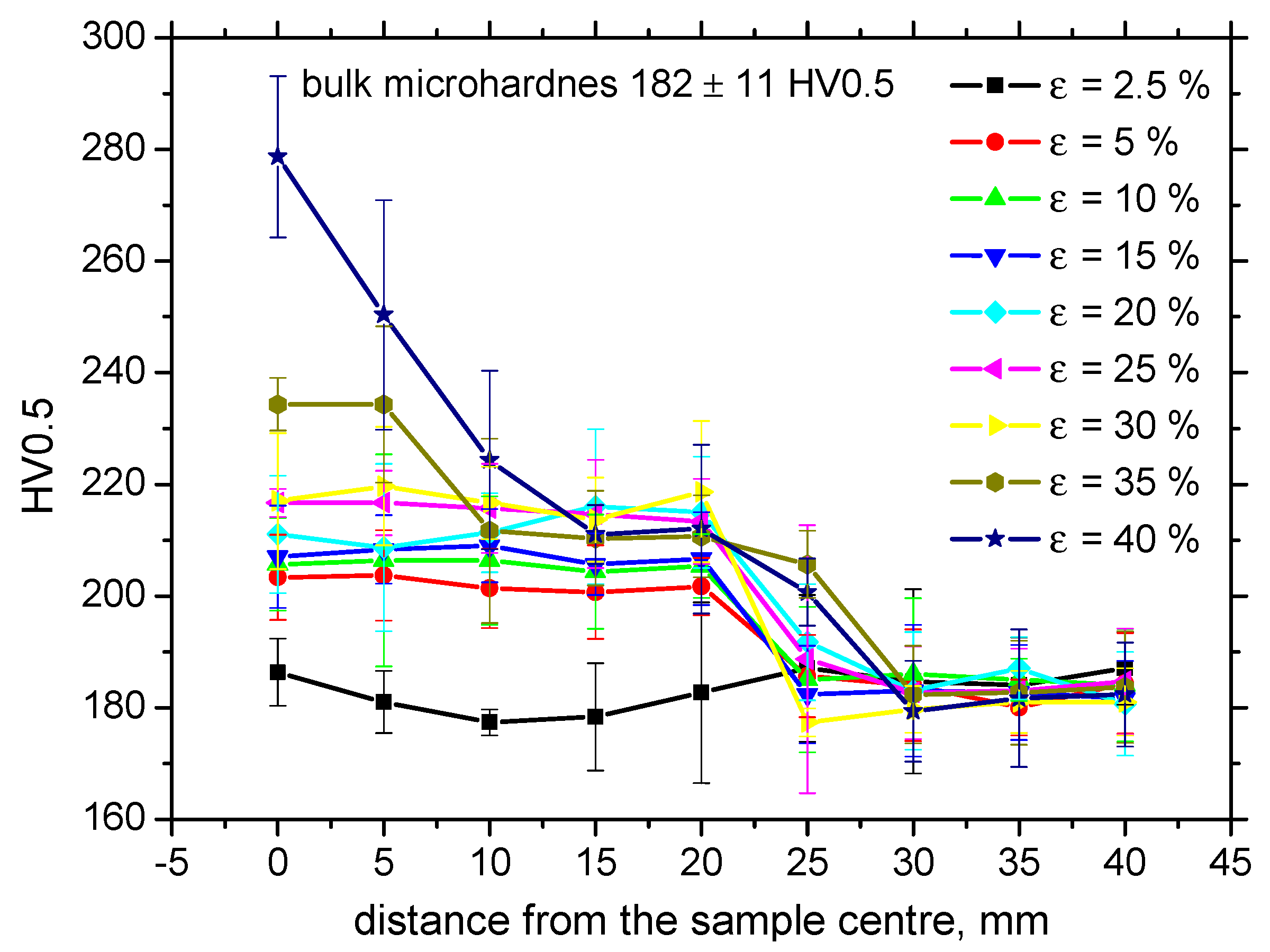
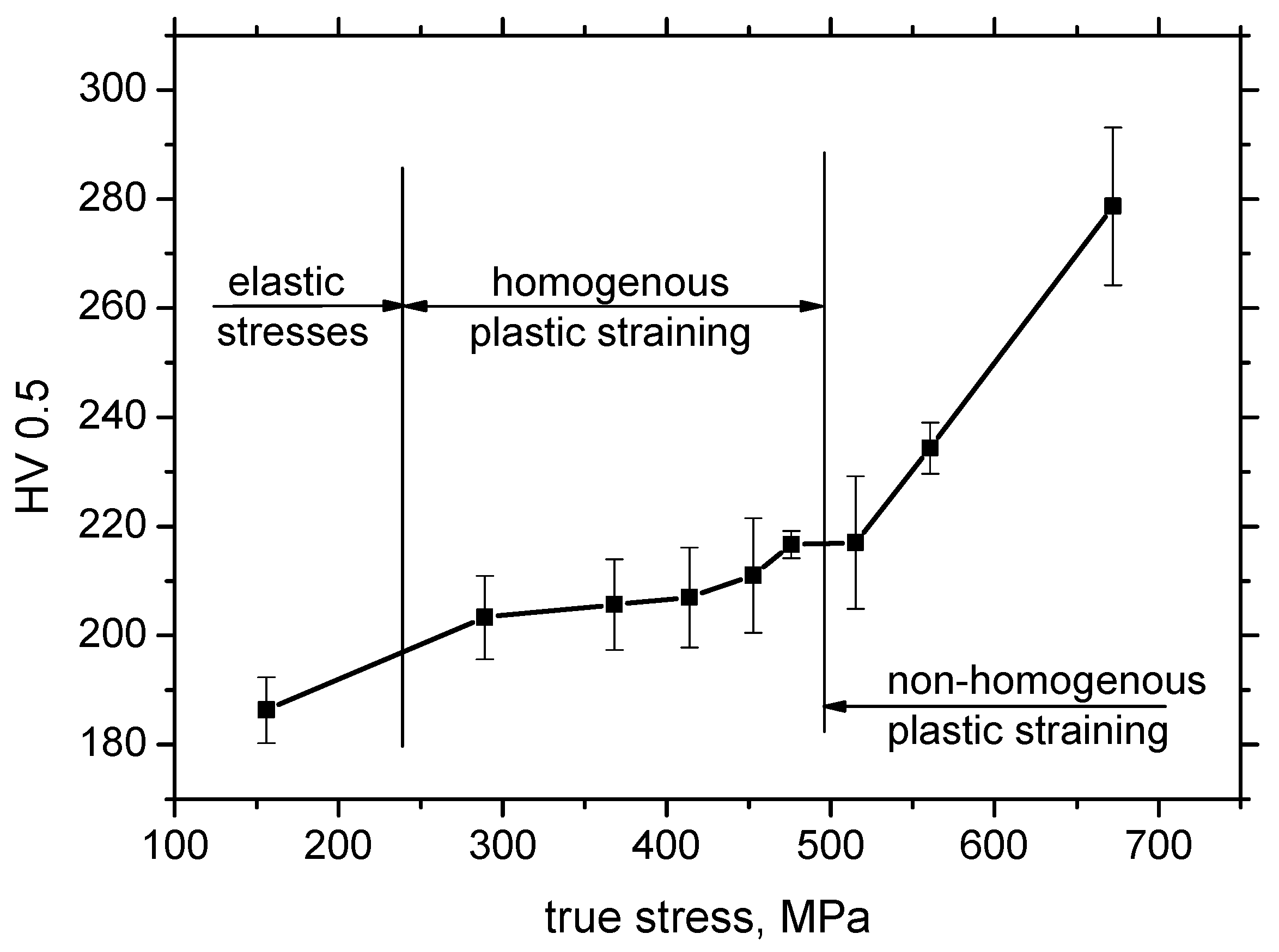
3.1. Light Microscopy and Microhardness
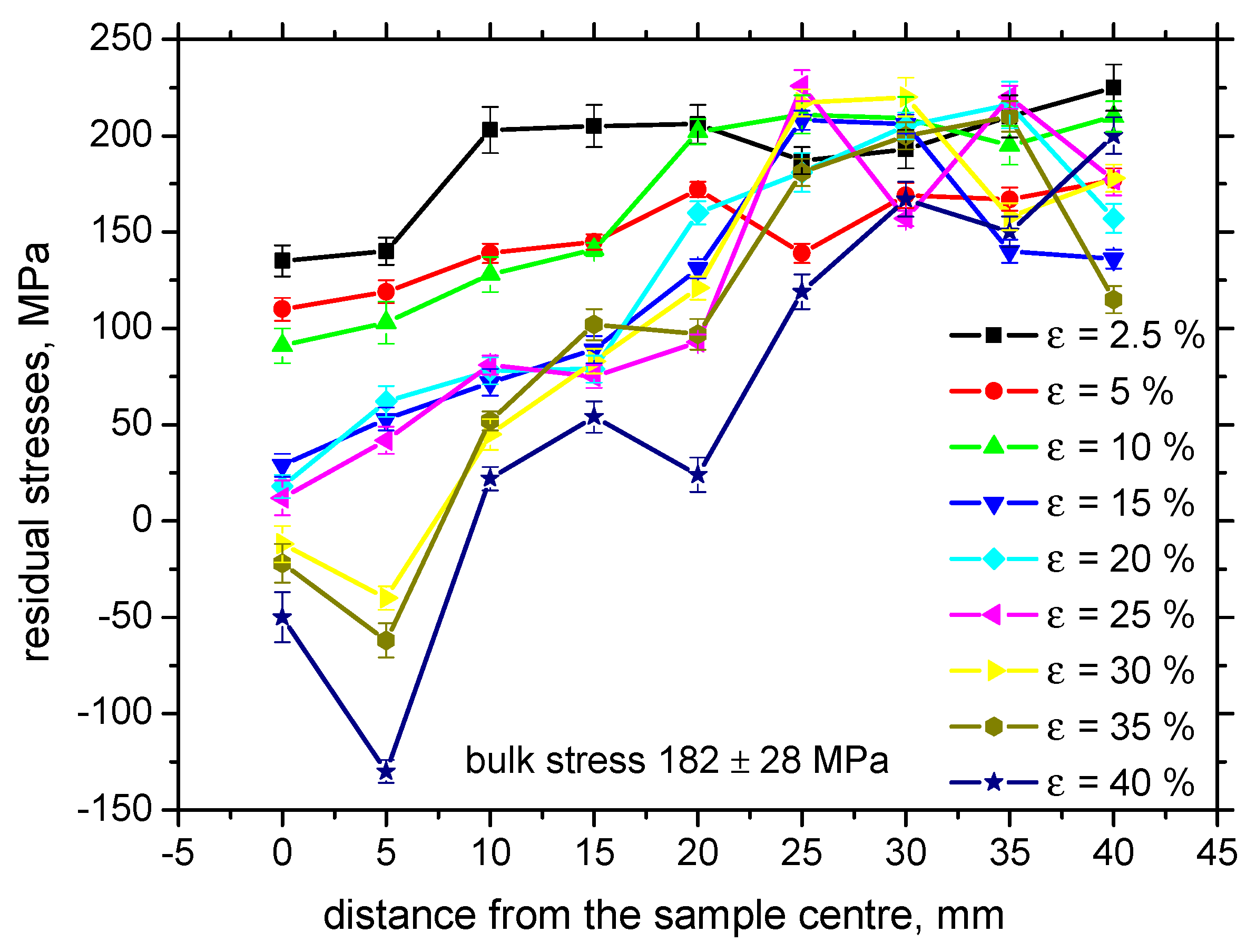
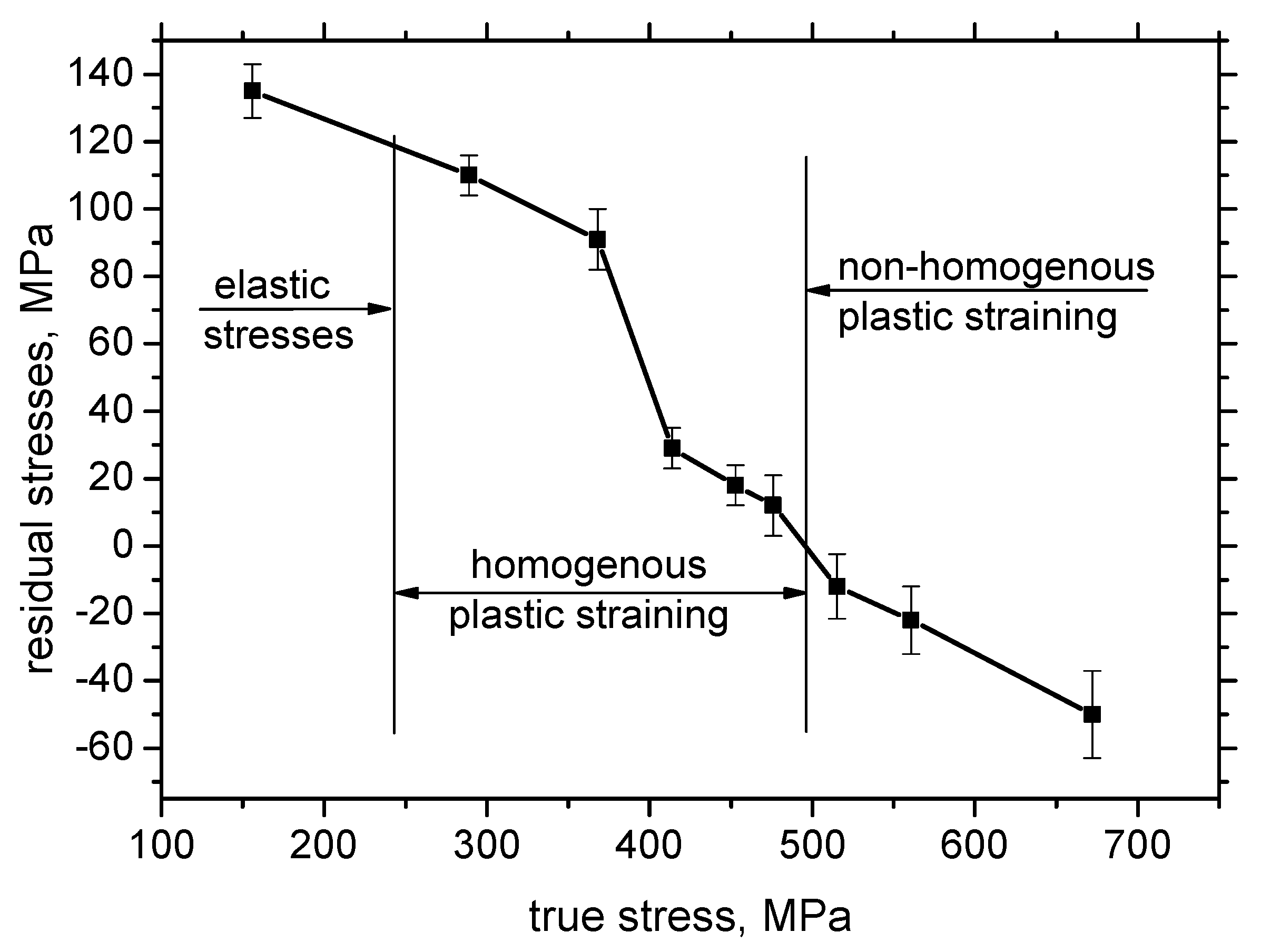
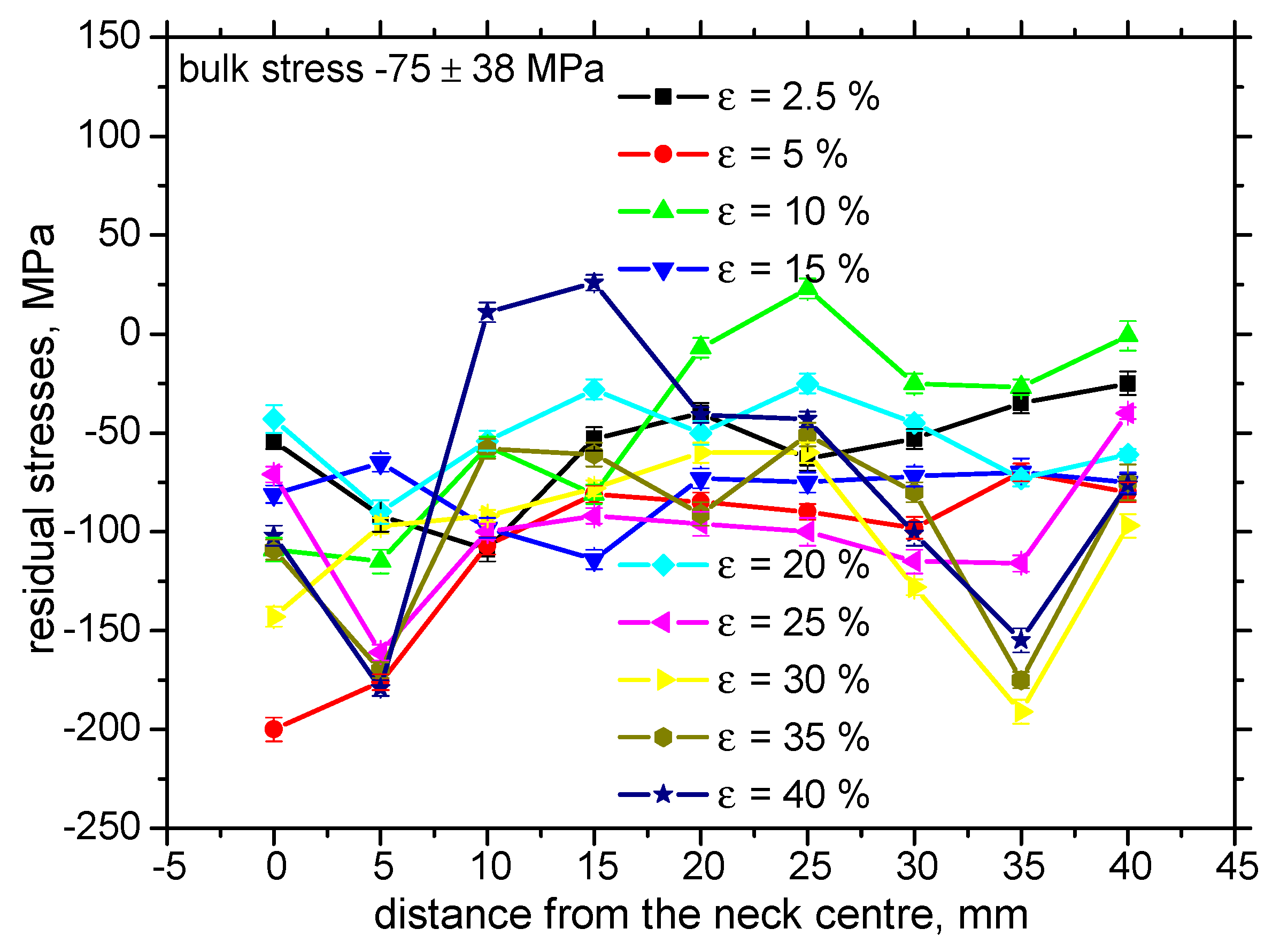
3.2. XRD Measurements
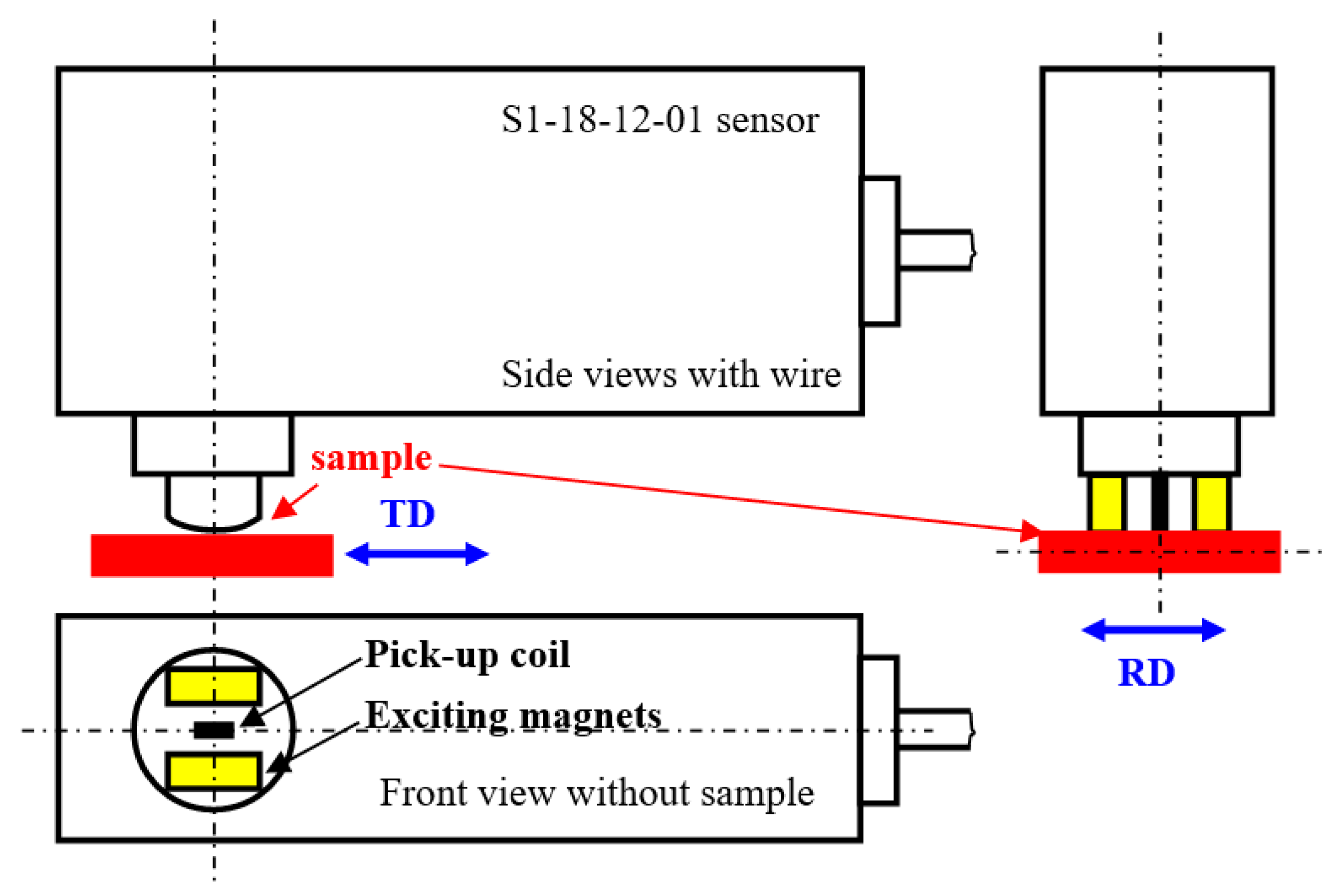
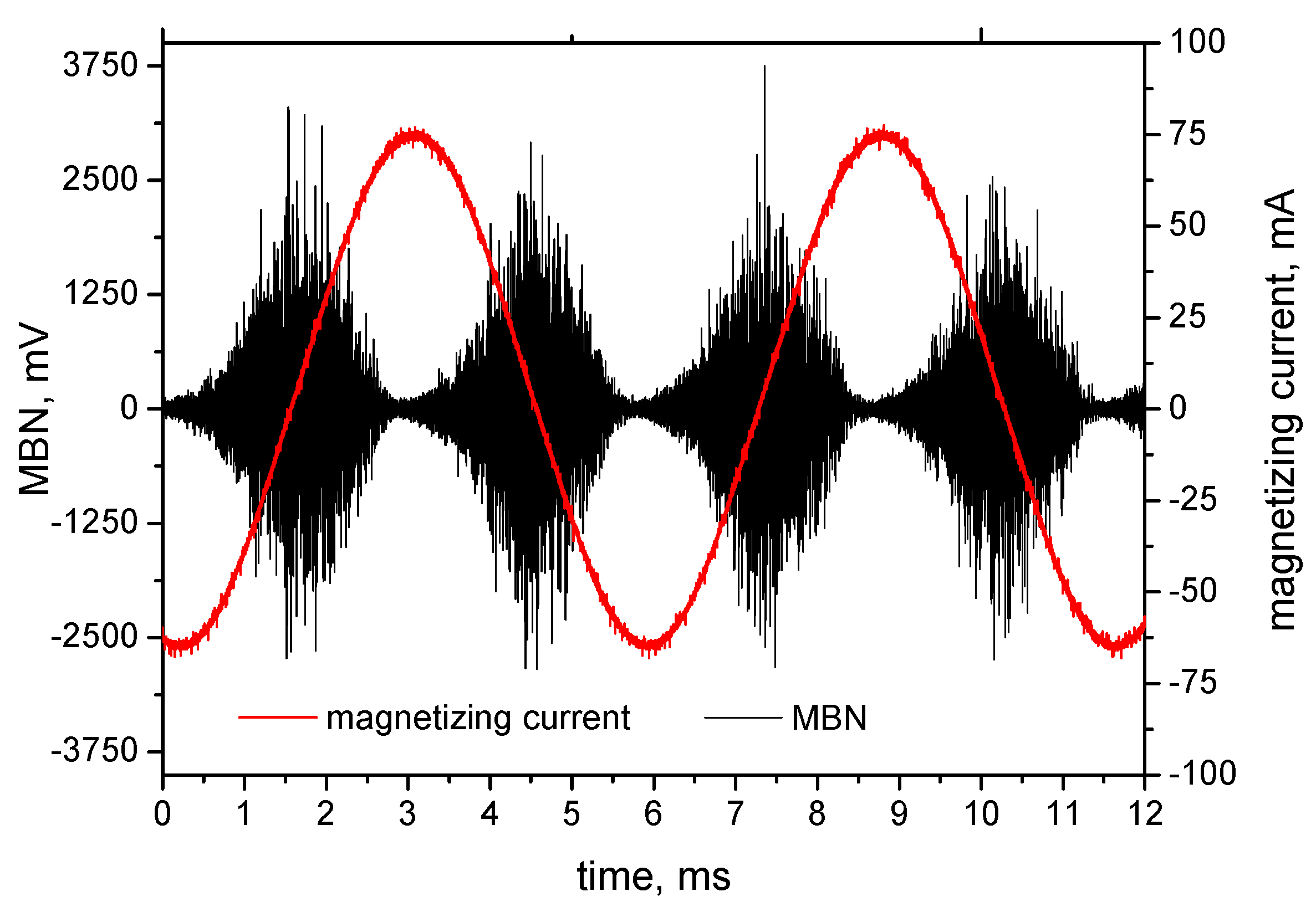
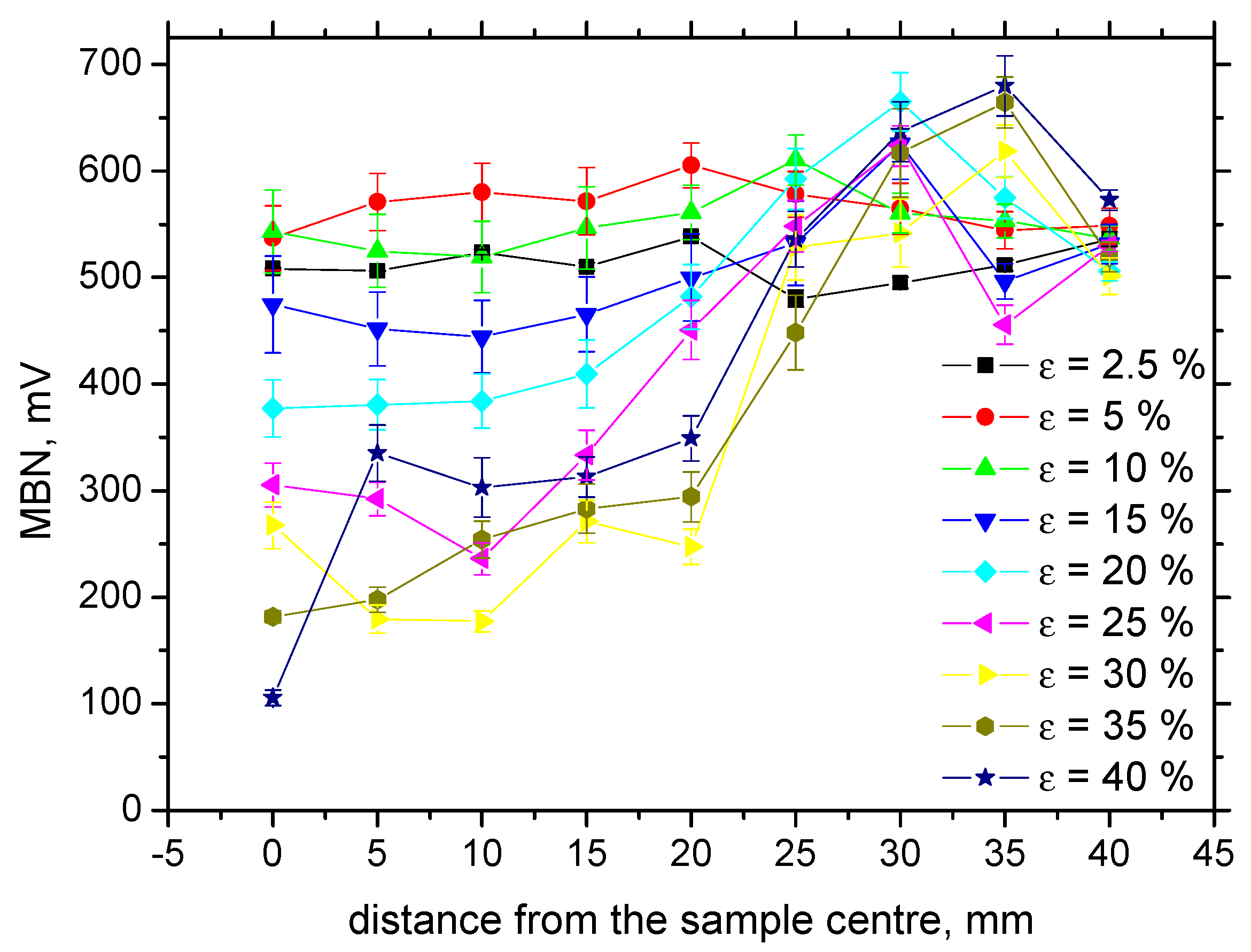
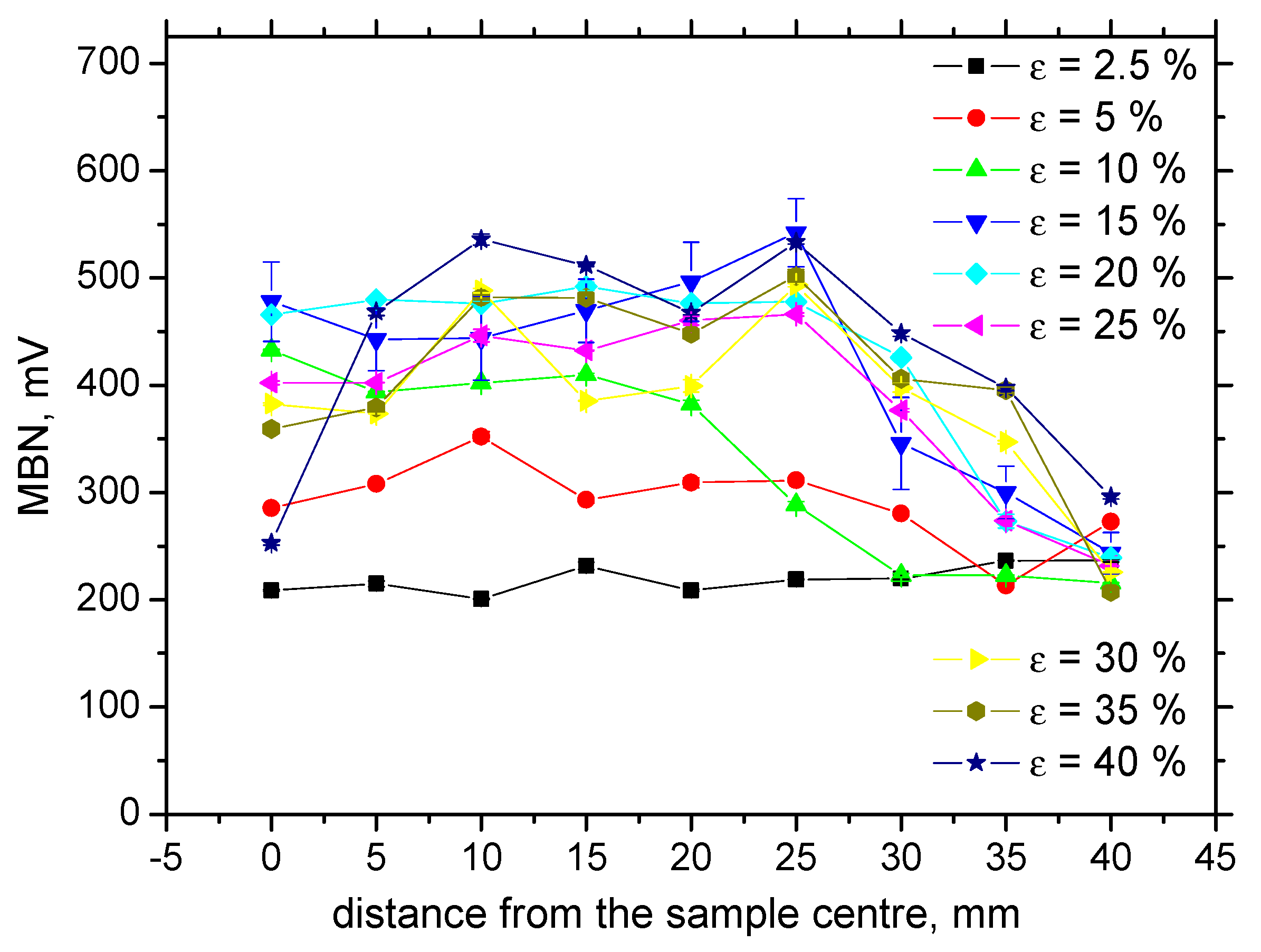
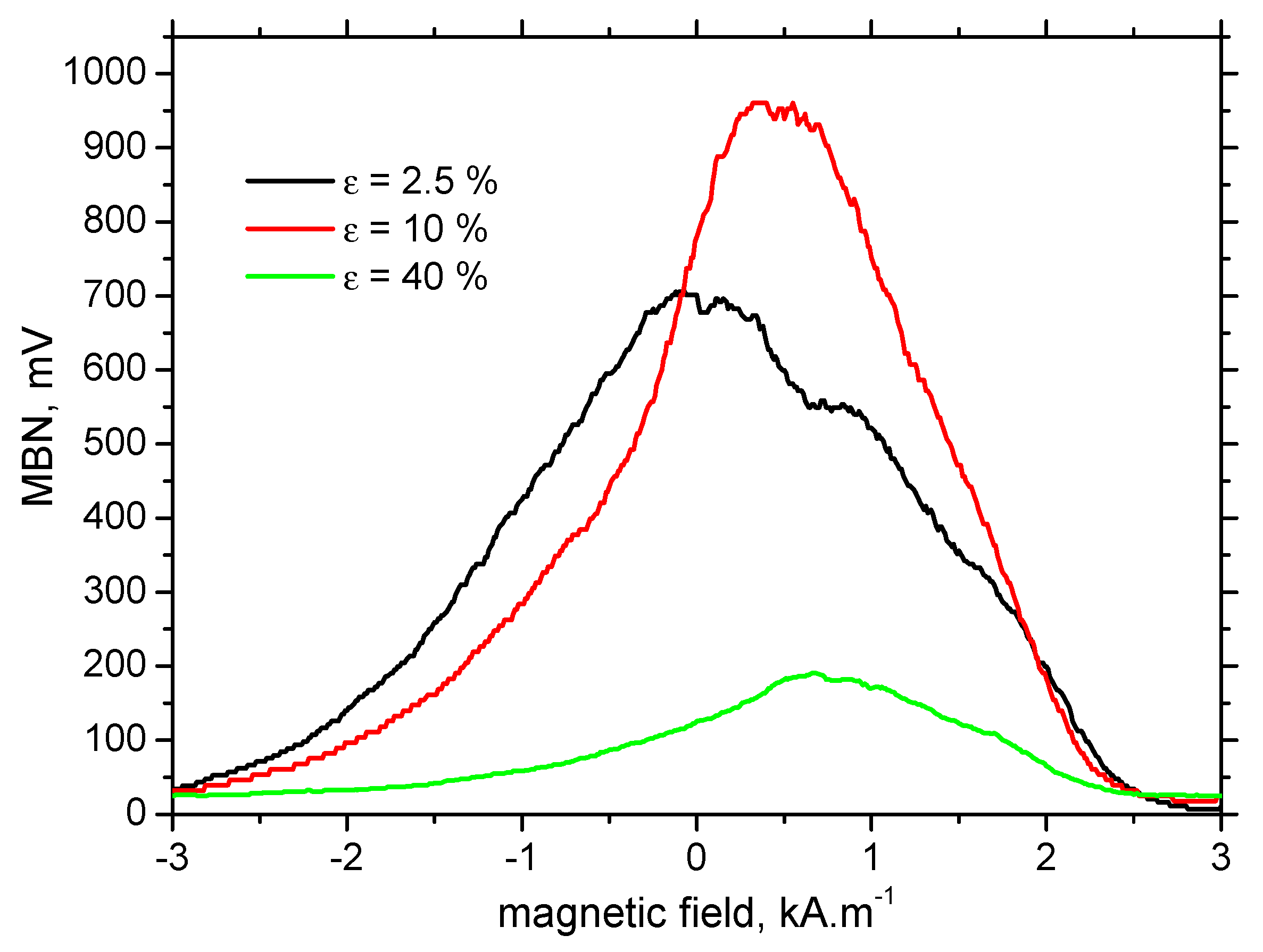
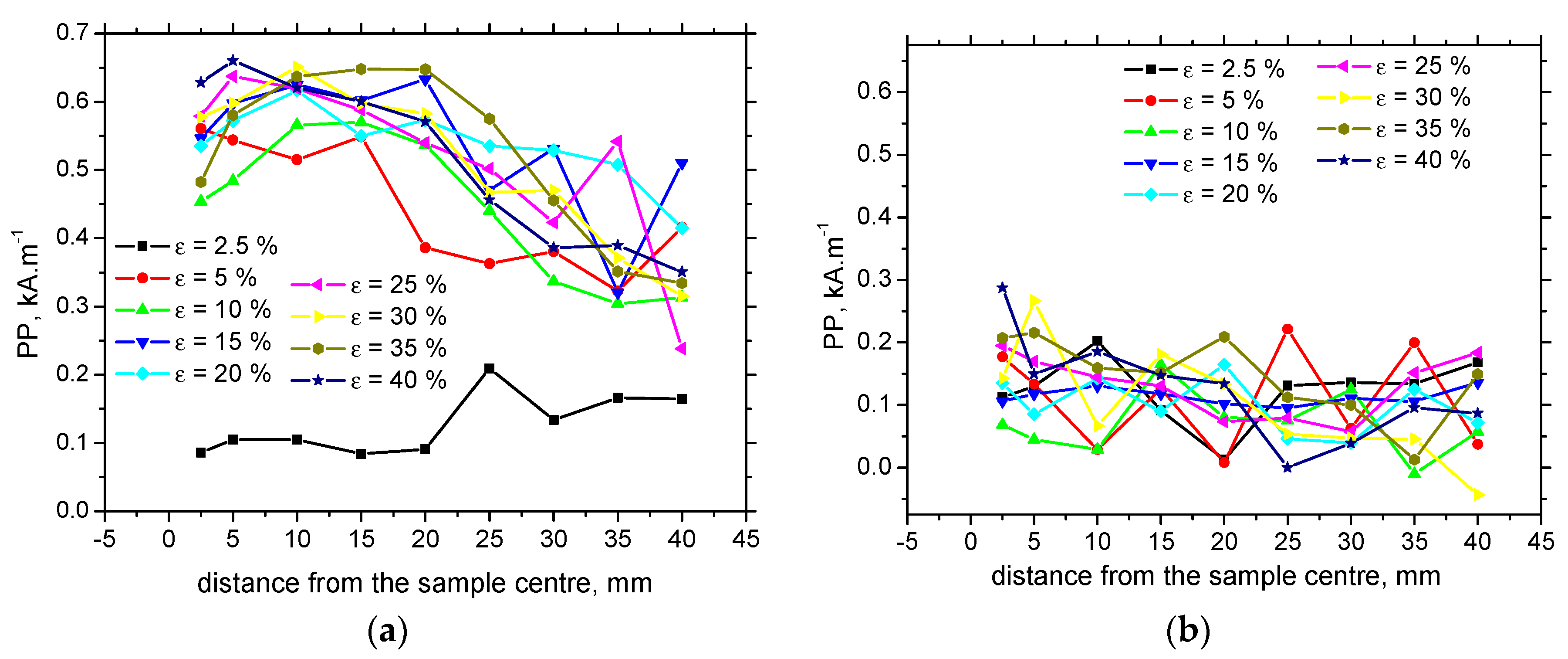
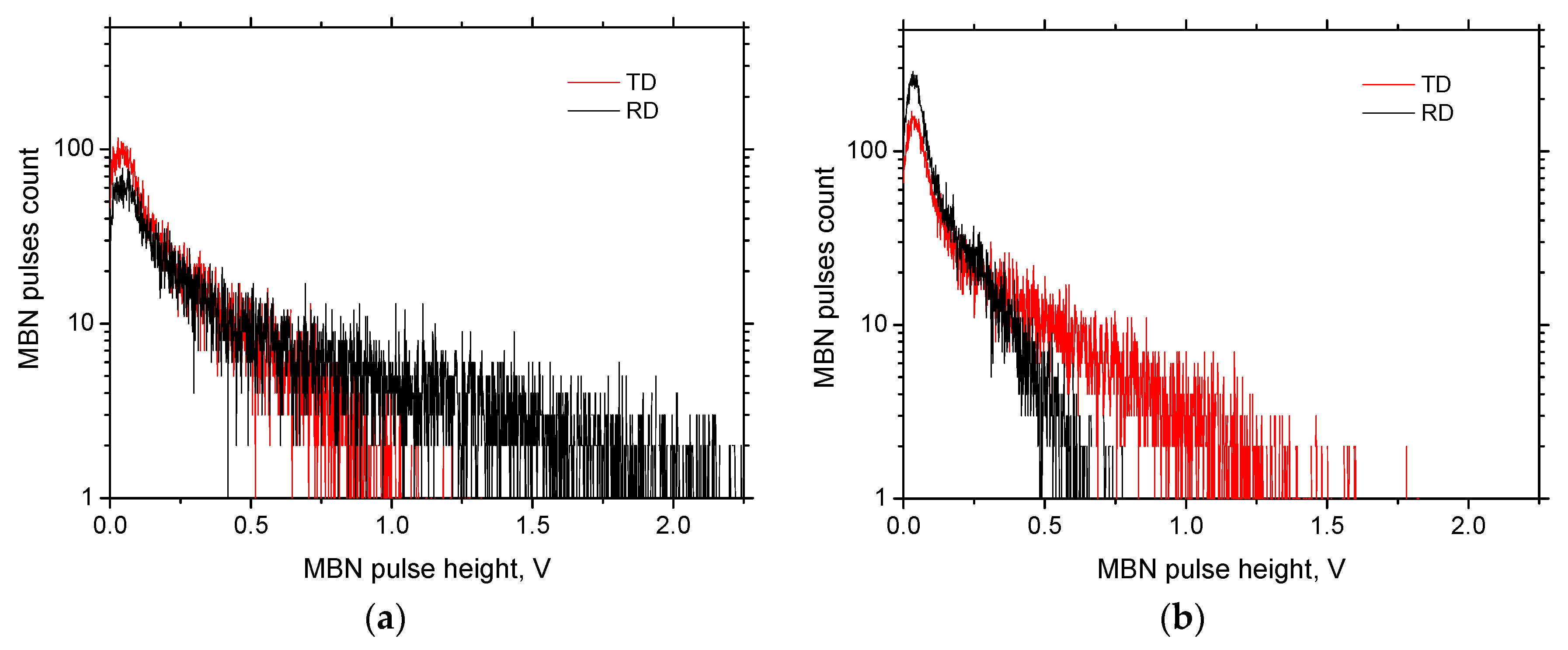
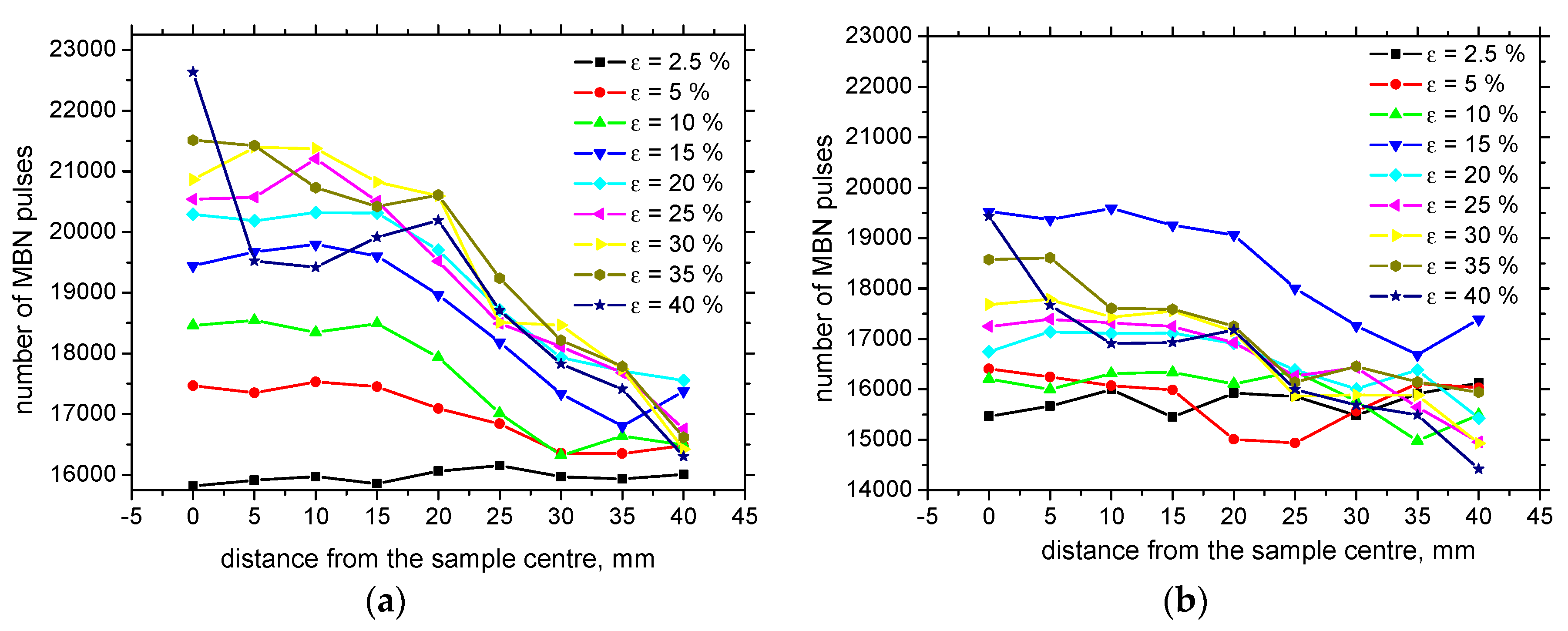
3.3. MBN Analysis
4. Discussion
5. Conclusions
- Low MBN alerts incoming rupture of S235 steel;
- Distribution of MBN along the sample length is non-homogenous in the region of localized plastic strain, and the lowest MBN values can be found at the position of necking;
- A more or less homogenous distribution of MBN is typical for homogenous plastic strains;
- Due to the preferential elongation of the matrix during loading, the RD direction exhibits higher values as comparted with the TD; however, the easy axis of magnetization tends to turn into the TD for the higher ε;
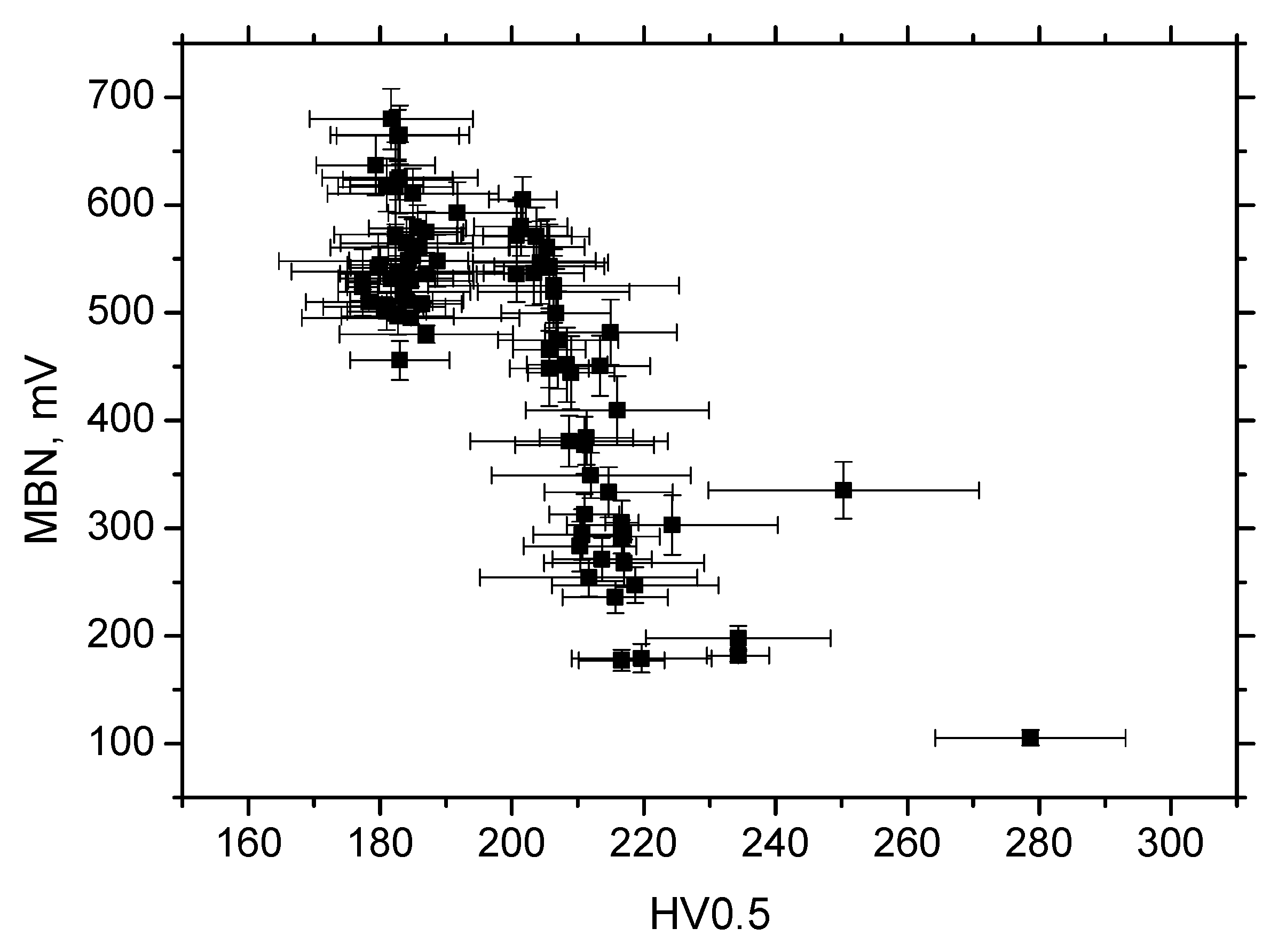
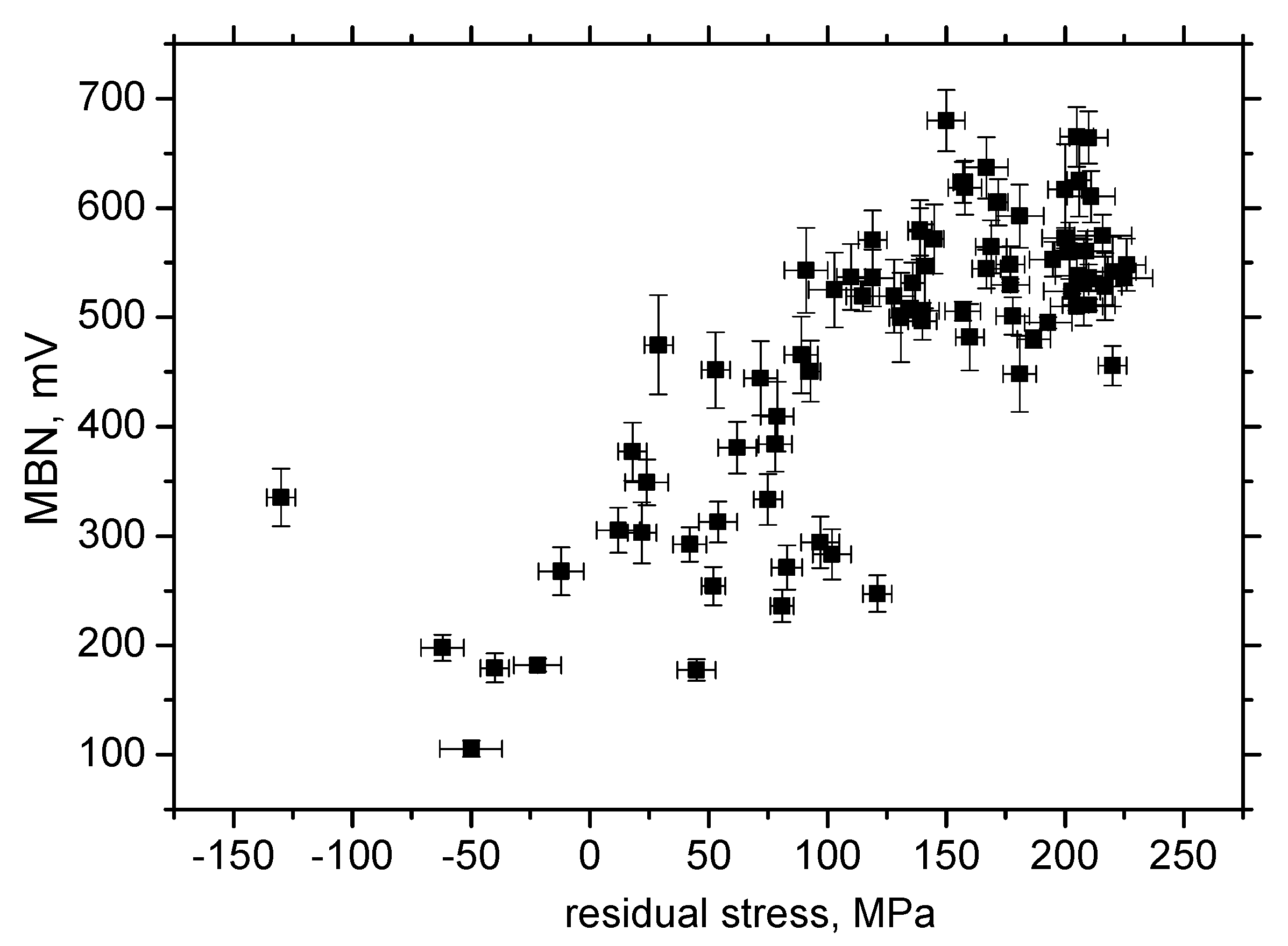
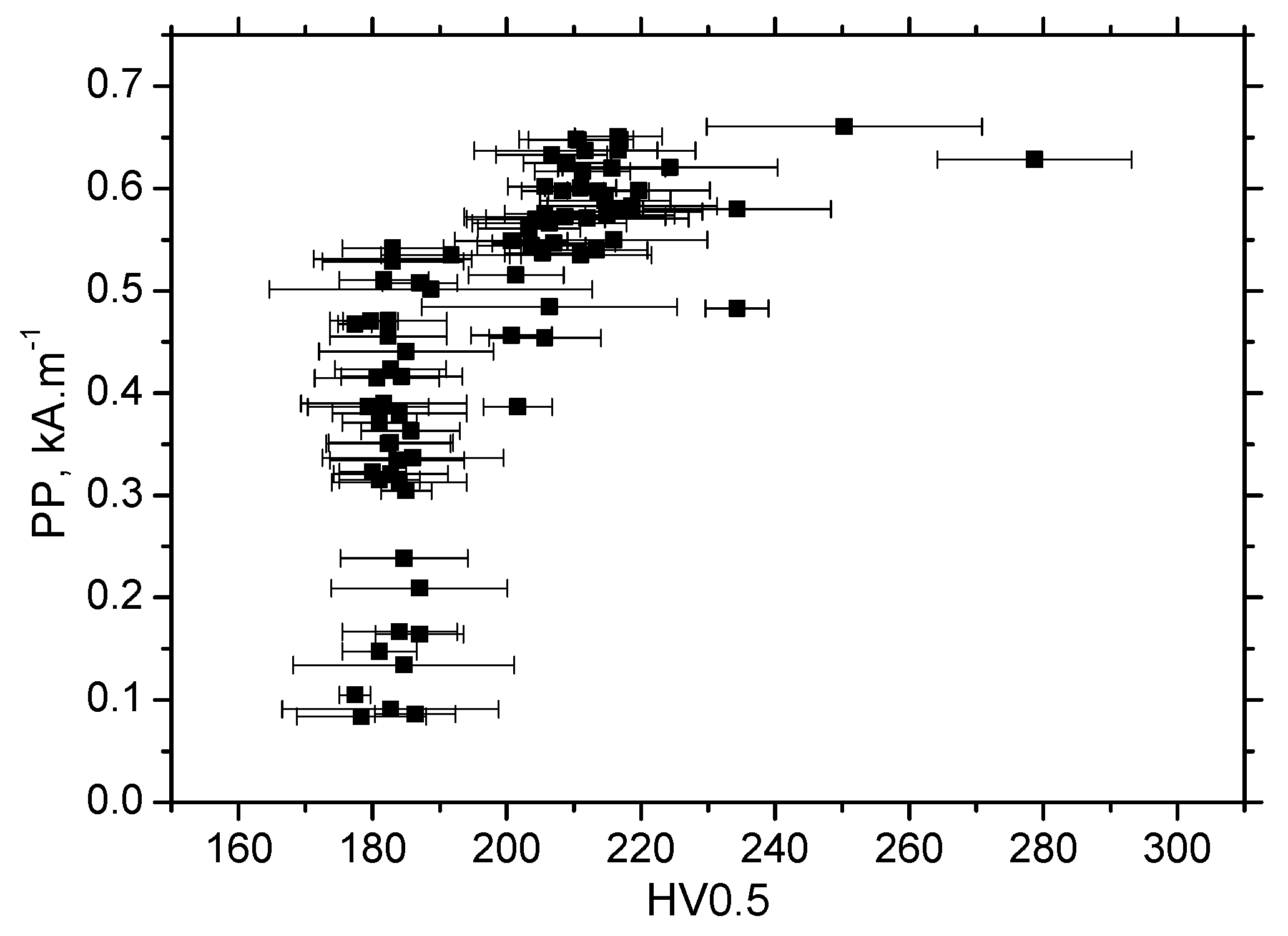
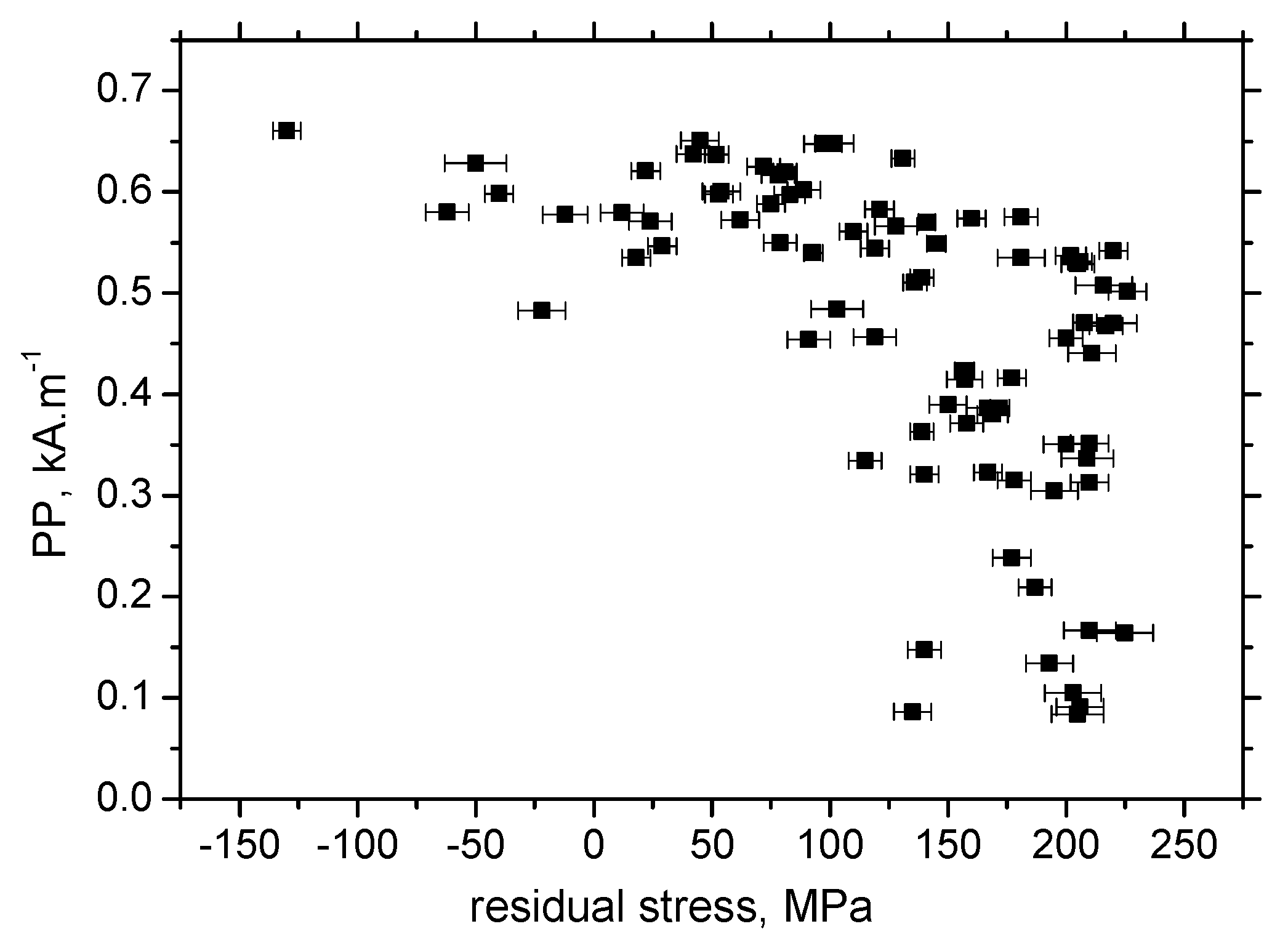
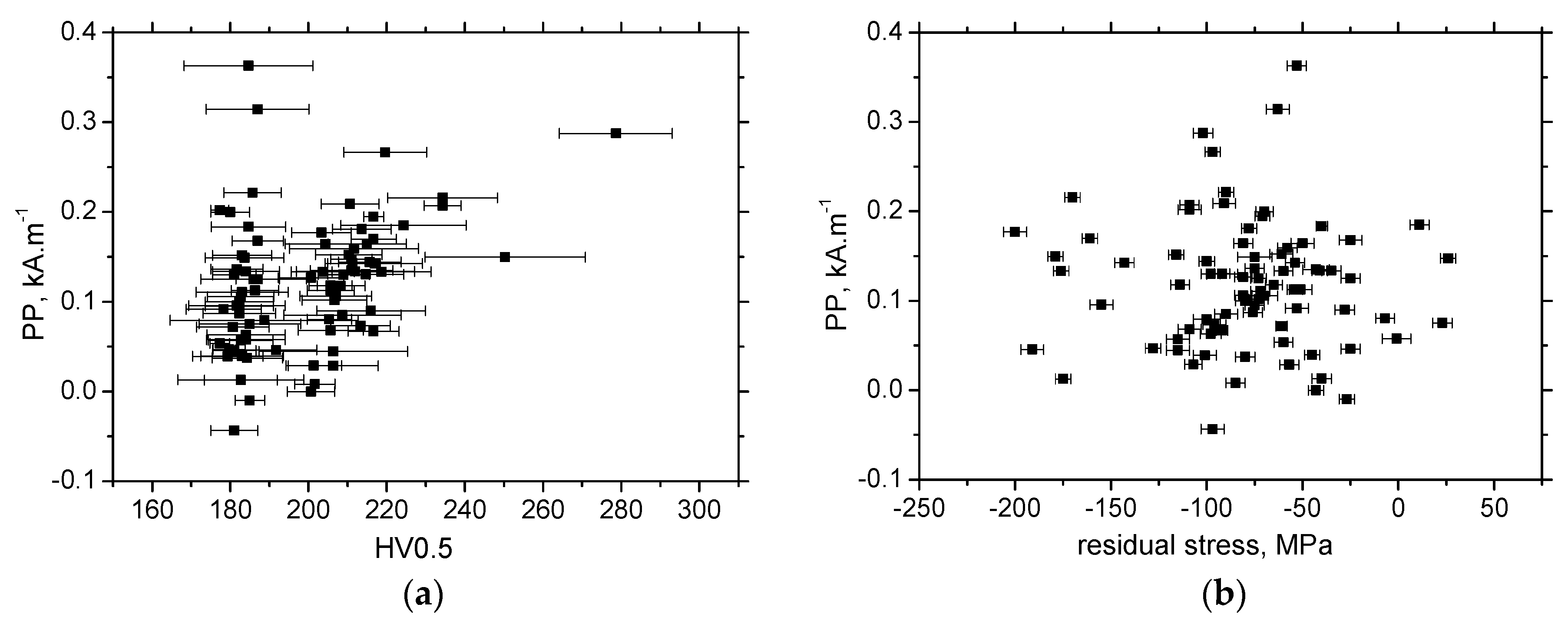
- MBN is a function of residual stresses as well as microhardness in the RD;
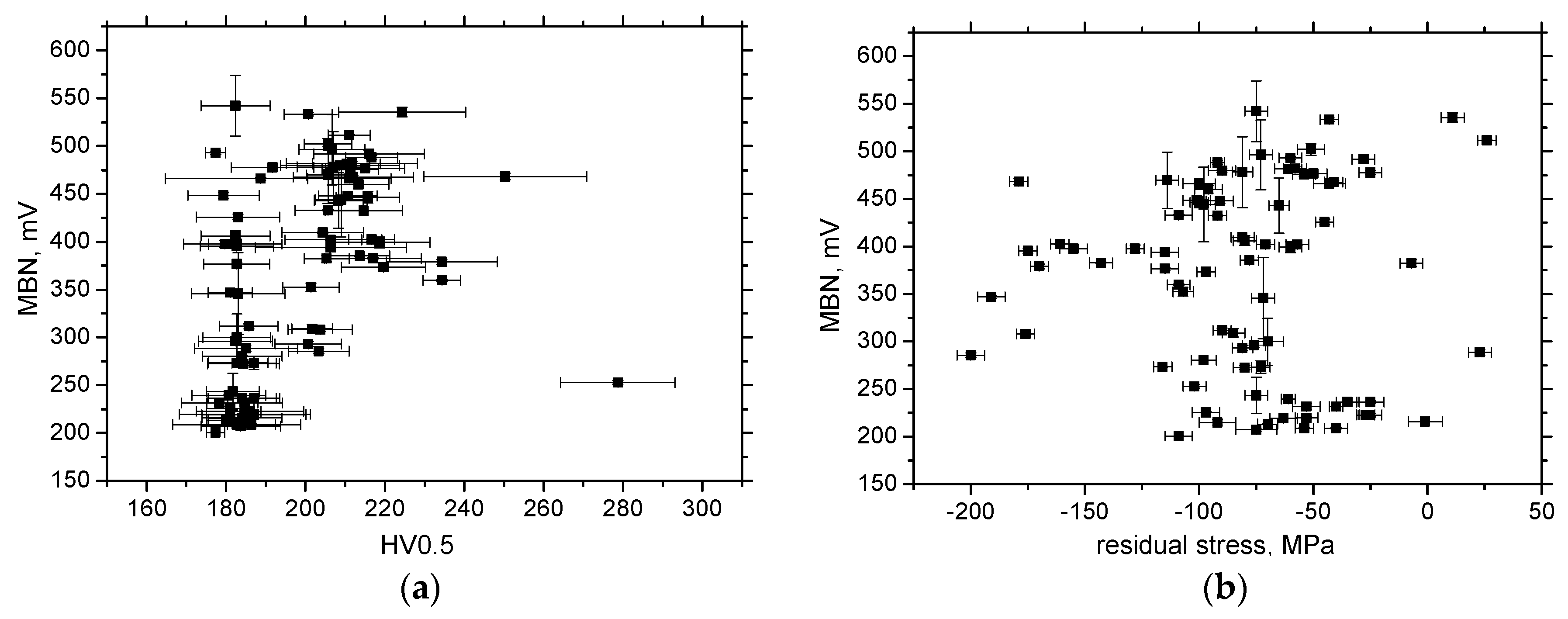
- Sensitivity of PP against developed ε is lower as compared with MBN, and the correlation of PP versus HV0.5, as well as residual stress, is weak.
Author Contributions
Funding
Conflicts of Interest
References
- Illes, L.; Kalina, T.; Jurkovic, M.; Luptak, V. Distributed Propulsion Systems for Shallow Draft Vessels. J. Mar. Sci. Eng. 2020, 8, 667. [Google Scholar] [CrossRef]
- Gracia, L.D.; Wang, H.; Mao, W.; Osawa, N.; Rychlik, I. Comparison of two statistical wave models for fatigue and fracture analysis of ship structures. Ocean Eng. 2019, 187, 237–251. [Google Scholar] [CrossRef]
- Lan, C.; Xu, Y.; Liu, C.; Li, H.; Spencer, B.F. Fatigue life prediction for parallel-wire stay cables considering corrosion effects. Int. J. Fatigue 2018, 114, 81–91. [Google Scholar] [CrossRef]
- Fricke, W. Recommended hot-spot analysis procedure for structural details of ships and FPSOs based on round-robin FE analyses. Int. J. Offshore Polar Eng. 2002, 12, 40–47. [Google Scholar]
- Xiao, Z.G.; Yamada, K. A method of determining geometric stress for fatigue strength evaluation of steel welded joints. Int. J. Fatigue 2004, 26, 1277–1285. [Google Scholar] [CrossRef]
- Neslušan, M.; Bahleda, F.; Minárik, P.; Zgútová, K.; Jambor, M. Non-destructive monitoring of corrosion extent in steel rope wires via Barkhausen noise emission. J. Magn. Mater. 2019, 484, 179–187. [Google Scholar] [CrossRef]
- Wang, Y.; Wharton, J.; Shenoi, J.A. Ultimate strength analysis of aged steel-plated structures exposed to marine corrosion damage: A review. Corros. Sci. 2014, 86, 42–60. [Google Scholar] [CrossRef]
- Varga, R. Domain Walls and Their Dynamics, 1st ed.; Pavol Jozef Šafárik University: Košice, Slovakia, 2014. [Google Scholar]
- Jiles, D. Introduction to Magnetism and Magnetic Materials, 3rd ed.; Taylor & Francis Group: New York, NY, USA, 2016. [Google Scholar]
- Liu, J.; Tian, G.Y.; Gao, B.; Zeng, K.; Zheng, Y.; Chen, J. Micro-macro characteristics between domain wall motion and magnetic Barkhausen noise under tensile stress. J. Magn. Magn. Mater. 2020, 493, 165719. [Google Scholar] [CrossRef]
- Moorthy, V.; Shaw, B.A.; Mountford, P.; Hopkins, P. Magnetic Barkhausen noise emission technique for evaluation of residual stress alteration by grinding in case-carburized En36 steel. Acta Mater. 2005, 53, 4997–5006. [Google Scholar] [CrossRef]
- Sorsa, A.; Santa-Aho, S.; Wartiainen, J.; Souminen, L.; Vippola, M.; Leviskä, K. Effect of shot peening parameters to residual stress profiles and Barkhausen noise. J. Nondestruct. Eval. 2018, 37, 10. [Google Scholar] [CrossRef]
- Kleber, X.; Vincent, A. On the role of residual internal stresses and dislocations on Barkhausen noise in plastically deformed steel. NDTE Int. 2004, 37, 439–445. [Google Scholar] [CrossRef]
- Bayramoglu, S.; Gür, C.H.; Alexandrov, I.V.; Abramova, M.M. Characterization of ultra-fine grained steel samples produced by high pressure torsion via magnetic Barkhausen noise analysis. Mater. Sci. Eng. A 2010, 527, 927–933. [Google Scholar] [CrossRef]
- Gatelier-Rothea, C.; Chicois, J.; Fougeres, R.; Fleischmann, P. Characterization of pure iron and (130 p.p.m.) carbon-iron binary alloy by Barkhausen noise measurements: Study of the influence of stress and microstructure. Acta Metal. 1998, 46, 4873–4882. [Google Scholar] [CrossRef]
- Neslušan, M.; Čížek, J.; Kolařík, K.; Minárik, P.; Čilliková, M.; Melikhová, O. Monitoring of grinding burn via Barkhausen noise emission in case-hardened steel in large-bearing production. J. Mater. Process. Technol. 2017, 240, 104–117. [Google Scholar] [CrossRef]
- Ktena, A.; Hristoforou, E.; Gerhardt, G.J.L.; Missell, F.P.; Landgraf, F.J.G.; Rodrigues, D.L.; Albertis-Campos, M. Barkhausen noise as a microstructure characterization tool. Phys. B Condens. Matter. 2014, 435, 109–112. [Google Scholar] [CrossRef]
- Neslušan, M.; Jurkovič, M.; Kalina, T.; Pitoňák, M.; Zgútová, K. Monitoring of S235 steel over-stressing by the use of Barkhausen noise technique. Eng. Fail. Anal. 2020, 117, 104843. [Google Scholar] [CrossRef]
- Stupakov, A.; Perevertov, A.; Neslušan, M. Reading depth of the magnetic Barkhausen noise. I. One phase semi-hard ribbons. J. Magn. Magn. Mater. 2020, 513, 167086. [Google Scholar] [CrossRef]
- Stupakov, A.; Perevertov, A.; Neslušan, M. Reading depth of the magnetic Barkhausen noise. II. Two-phase surface-treated steels. J. Magn. Magn. Mater. 2020, 513, 167239. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Bleicher, O.; Beutner, M. Surface integrity inspection on gears using Barkhausen noise analysis. Proc. Eng. 2011, 162–171. [Google Scholar] [CrossRef]
- Chikazumi, S. Physics of Ferromagnetism, 2nd ed.; Oxford University Press: Oxford, UK, 2005. [Google Scholar]
- Čížek, J.; Neslušan, M.; Čilliková, M.; Mičietová, A.; Melikhova, O. Modification of steel surfaces induced by turning: Non-destructive characterization using Barkhausen noise and positron annihilation. J. Phys. D Appl. Phys. 2014, 47, 445301. [Google Scholar] [CrossRef]
- Neslušan, M.; Trško, L.; Minárik, P.; Čapek, J.; Bronček, J.; Pastorek, F.; Čížek, J.; Moravec, J. Non-destructive evaluation of steel surface after severe plastic deformation via Barkhausen noise technique. Metals 2018, 8, 1029. [Google Scholar] [CrossRef]
- Feaugas, X. On the origin of the tensile flow stress in the stainless steel AISI 316 L at 300 K: Back stress and effective stress. Acta Mater. 1999, 47, 3617–3632. [Google Scholar] [CrossRef]
- Bozorth, R.M. Ferromagnetism, 3rd ed.; Wiley-IEEE Press: New York, NY, USA, 1993. [Google Scholar]
- Néel, L. Principles of a new general theory of the coercive field. Ann. Univ. Grenoble 1946, 22, 299–343. [Google Scholar]
























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fe | C | Mn | Si | P | S |
|---|---|---|---|---|---|
| balance | 0.22 | 1.6 | 0.05 | 0.05 | 0.05 |
| Parameter | Elastic Deformation | Plastic Deformations | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Homogenous Plastic Straining | Non-Homogenous (Localized) Plastic Straining—Necking | ||||||||
| ε, % | 2.5 | 5 | 10 | 15 | 20 | 25 | 30 | 35 | 40 |
| T, mm | 7.84 | 7.78 | 7.65 | 7.48 | 7.30 | 7.13 | 6.84 | 6.45 | 5.66 |
| W, mm | 12.41 | 12.30 | 12.06 | 11.84 | 11.44 | 11.31 | 10.81 | 10.27 | 8.96 |
| L, mm | 49.80 | 50.40 | 52.00 | 53.80 | 56.03 | 57.93 | 59.67 | 61.38 | 63.61 |
| σ, MPa | 156 | 284 | 349 | 376 | 388 | 392 | 391 | 381 | 350 |
| σtrue, MPa | 156 | 289 | 368 | 413 | 452 | 475 | 515 | 560 | 672 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jurkovič, M.; Kalina, T.; Zgútová, K.; Neslušan, M.; Pitoňák, M. Analysis of Magnetic Anisotropy and Non-Homogeneity of S235 Ship Structure Steel after Plastic Straining by the Use of Barkhausen Noise. Materials 2020, 13, 4588. https://doi.org/10.3390/ma13204588
Jurkovič M, Kalina T, Zgútová K, Neslušan M, Pitoňák M. Analysis of Magnetic Anisotropy and Non-Homogeneity of S235 Ship Structure Steel after Plastic Straining by the Use of Barkhausen Noise. Materials. 2020; 13(20):4588. https://doi.org/10.3390/ma13204588
Chicago/Turabian StyleJurkovič, Martin, Tomáš Kalina, Katarína Zgútová, Miroslav Neslušan, and Martin Pitoňák. 2020. "Analysis of Magnetic Anisotropy and Non-Homogeneity of S235 Ship Structure Steel after Plastic Straining by the Use of Barkhausen Noise" Materials 13, no. 20: 4588. https://doi.org/10.3390/ma13204588
APA StyleJurkovič, M., Kalina, T., Zgútová, K., Neslušan, M., & Pitoňák, M. (2020). Analysis of Magnetic Anisotropy and Non-Homogeneity of S235 Ship Structure Steel after Plastic Straining by the Use of Barkhausen Noise. Materials, 13(20), 4588. https://doi.org/10.3390/ma13204588