A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies


 ,
, 
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
3. Results
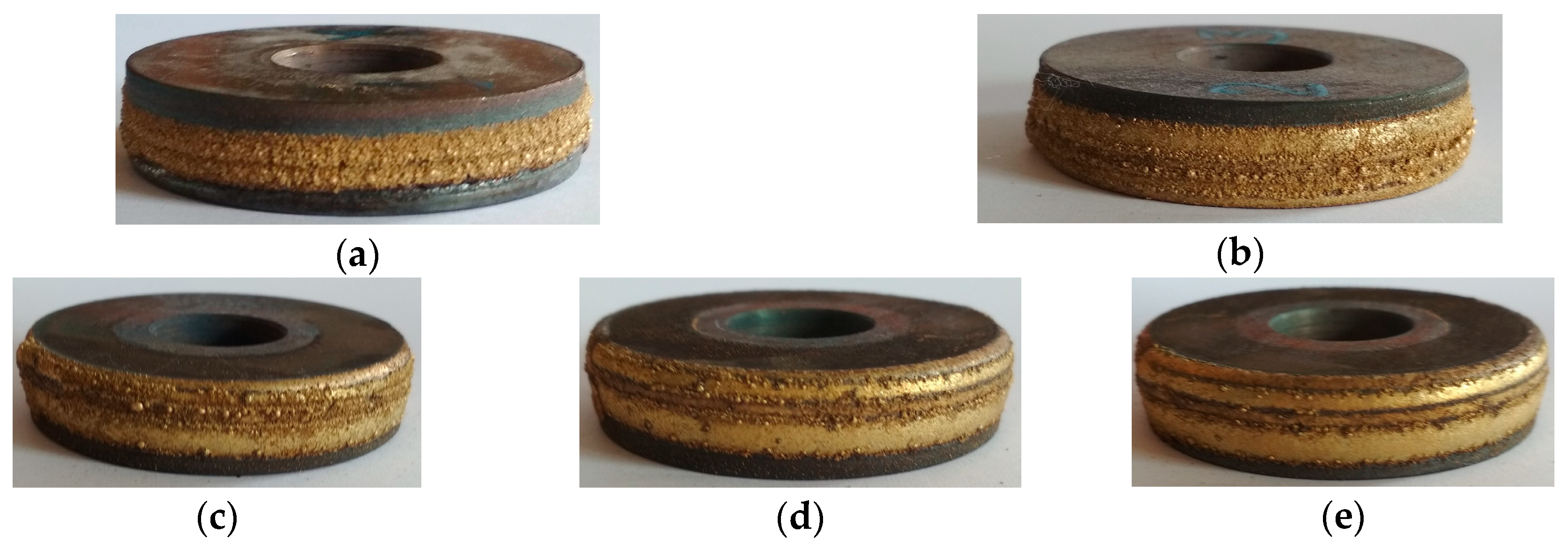
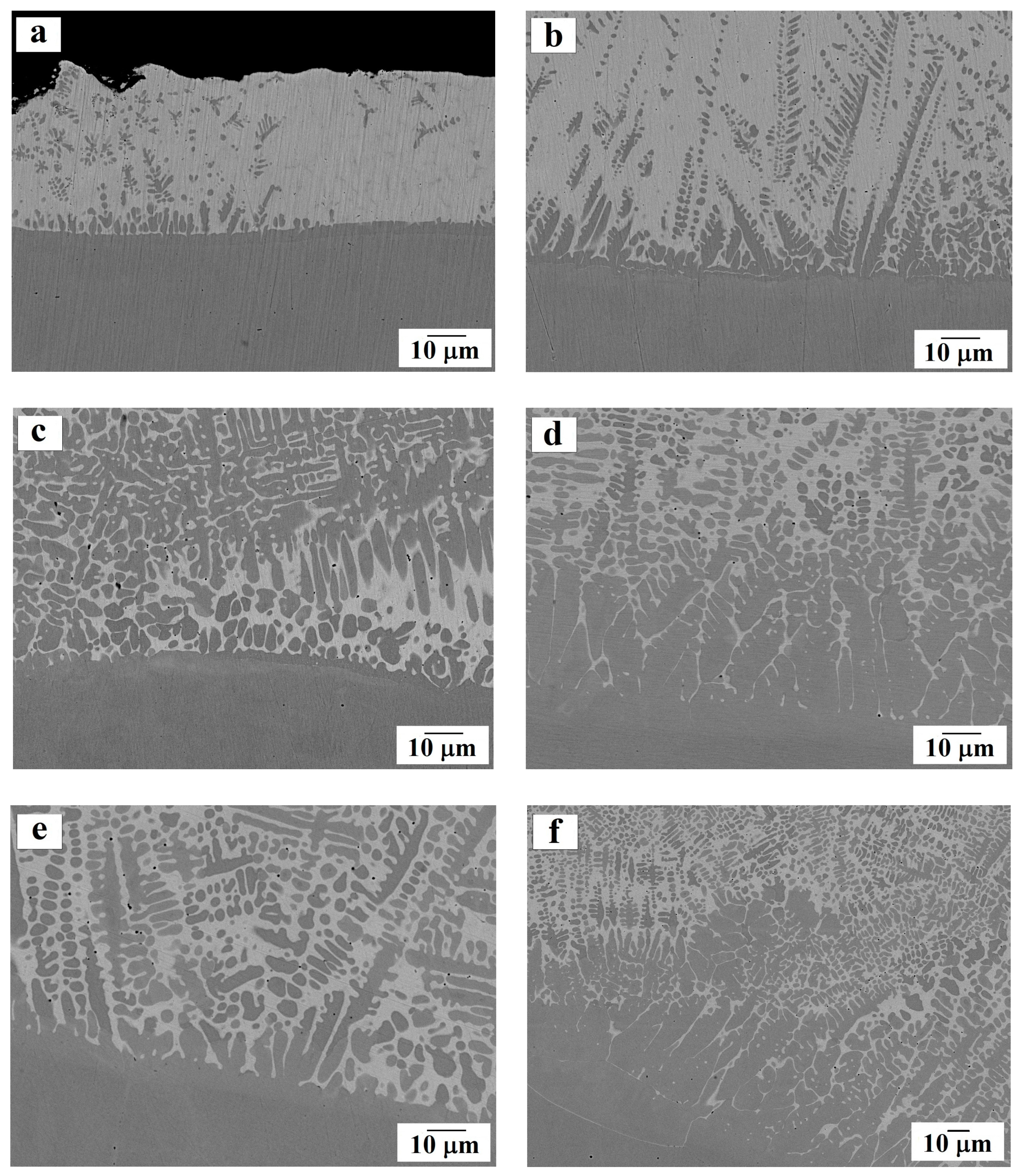
3.1. Morphology and Microstructure
3.2. XRMA Analysis
3.3. Microhardness HV
3.4. Tribological Investigations
4. Discussion
5. Conclusions
- (1)
- The microstructure of the aluminum bronze coating applied to steel using additive techniques is typical of a composite material.
- (2)
- An increase in laser power makes the coating profile dense, smooth, and more even in thickness, while the microstructure becomes more uniform, but at the same time, coarser.
- (3)
- The thermal effect during coating promotes the diffusion of copper and aluminum from bronze to steel with the formation of a diffusion zone 5–30 μm wide, which should facilitate adhesion of the coating material to the substrate material.
- (4)
- When surfacing, overheating occurs in the heat-affected zone in the substrate, which leads to the formation of a layer with the Widmanstätten microstructure. The depth of such an overheated layer depends on the laser power.
- (5)
- The microhardness of the applied coating is 1.5–2.5 times higher than the microhardness of aluminum bronze or the used steel grade in its pure form.
- (6)
- The absolute values of hardness over the thickness of the coating are consistent with its microstructure, that is, fluctuations are observed.
- (7)
- According to the results of tribological tests, this coating cannot be considered as antifriction, but rather as a promising material for coating, for example, brake pads.
Author Contributions
Funding
Conflicts of Interest
References
- Prasad, B. Sliding wear behaviour of bronzes under varying material composition, microstructure and test conditions. Wear 2004, 257, 110–123. [Google Scholar] [CrossRef]
- Ghorbani, M.; Mazaheri, M.; Afshar, A. Wear and friction characteristics of electrodeposited graphite–bronze composite coatings. Surf. Coatings Technol. 2005, 190, 32–38. [Google Scholar] [CrossRef]
- Kimura, T.; Shimizu, K.; Terada, K. Sliding wear characteristic evaluation of copper alloy for bearing. Wear 2007, 263, 586–591. [Google Scholar] [CrossRef]
- Ünlü, B.S. Investigation of tribological and mechanical properties of metal bearings. Bull. Mater. Sci. 2009, 32, 451–457. [Google Scholar] [CrossRef]
- Gao, F.; Liu, R.; Wu, X. Tribological behavior of T-401/tin–bronze composite coating deposited by HVOF on the bushing of planet journals. Wear 2010, 269, 724–732. [Google Scholar] [CrossRef]
- Equey, S.; Houriet, A.; Mischler, S. Wear and frictional mechanisms of copper-based bearing alloys. Wear 2011, 273, 9–16. [Google Scholar] [CrossRef]
- Zhang, Z.-L.; Li, D.-Y.; Wang, S.-Y. High temperature performance of arc-sprayed aluminum bronze coatings for steel. Trans. Nonferrous Met. Soc. China 2006, 16, 868–872. [Google Scholar] [CrossRef]
- Alam, S.; Sasaki, S.; Shimura, H. Friction and wear characteristics of aluminum bronze coatings on steel substrates sprayed by a low pressure plasma technique. Wear 2001, 248, 75–81. [Google Scholar] [CrossRef]
- Schmidt, M.; Kolleck, R.; Grimm, A.; Veit, R.; Bartkowiak, K. Direct laser deposition of Cu alloy on forming tool surfaces—Process window and mechanical properties. CIRP Ann. 2010, 59, 211–214. [Google Scholar] [CrossRef]
- Liu, L.; Zhuang, Z.; Liu, F.; Zhu, M. Additive manufacturing of steel–bronze bimetal by shaped metal deposition: interface characteristics and tensile properties. Int. J. Adv. Manuf. Technol. 2013, 69, 2131–2137. [Google Scholar] [CrossRef]
- Freiße, H.; Langebeck, A.; Köhler, H.; Seefeld, T.; Vollertsen, F. Investigations on dry sliding of laser cladded aluminum bronze. Manuf. Rev. 2016, 3, 13. [Google Scholar] [CrossRef][Green Version]
- Wang, H.; Wang, Z.; Lu, Y.; Li, Y.; Tian, G. Study on friction and wear properties of plasma and laser coatings of aluminium bronze powder. Adv. Mater. Res. 2011, 148–149, 621–627. [Google Scholar] [CrossRef]
- Yasar, M.; Demiral, M.; Özyürek, D.; Unal, M. Investigation of wear behaviors of C95200-C95300 Cu-Al-Fe alloys. Ind. Lubr. Tribol. 2009, 61, 40–46. [Google Scholar] [CrossRef]
- Hasebe, M.; Nishizawa, T. Calculation of phase diagrams of the iron-copper and cobalt-copper systems. Calphad 1980, 4, 83–100. [Google Scholar] [CrossRef]
- Chen, Q.; Jin, Z. The Fe-Cu system: A thermodynamic evaluation. Met. Mater. Trans. A 1995, 26, 417–426. [Google Scholar] [CrossRef]
- Wang, C.P.; Liu, X.J.; Kainuma, R.; Takaku, Y.; Ohnuma, I.; Ishida, K. Formation of core-type macroscopic morphologies in Cu-Fe base alloys with liquid miscibility gap. Met. Mater. Trans. A 2004, 35, 1243–1253. [Google Scholar] [CrossRef]
- He, J.; Zhao, J. Behavior of Fe-rich phase during rapid solidification of Cu–Fe hypoperitectic alloy. Mater. Sci. Eng. A 2005, 404, 85–90. [Google Scholar] [CrossRef]
- He, J.; Zhao, J.Z.; Ratke, L. Solidification microstructure and dynamics of metastable phase transformation in undercooled liquid Cu–Fe alloys. Acta. Mater. 2006, 54, 1749–1757. [Google Scholar] [CrossRef]
- Liu, S.; Jie, J.; Dong, B.; Guo, Z.; Wang, T.; Li, T. Novel insight into evolution mechanism of second liquid-liquid phase separation in metastable immiscible Cu-Fe alloy. Mater. Des. 2018, 156, 71–81. [Google Scholar] [CrossRef]
- Liu, S.; Jie, J.; Guo, Z.; Yin, G.; Wang, T.; Li, T. Solidification microstructure evolution and its corresponding mechanism of metastable immiscible Cu80Fe20 alloy with different cooling conditions. J. Alloys Compd. 2018, 742, 99–106. [Google Scholar] [CrossRef]
- Dai, X.; Xie, M.; Zhou, S.; Wang, C.; Gu, M.; Yang, J.; Li, Z. Formation mechanism and improved properties of Cu95Fe5 homogeneous immiscible composite coating by the combination of mechanical alloying and laser cladding. J. Alloys Compd. 2018, 740, 194–202. [Google Scholar] [CrossRef]
- Ohtani, H.; Suda, H.; Ishida, K. Solid/liquid equilibria in Fe–Cu based ternary systems. ISIJ Intern. 1997, 37, 207–216. [Google Scholar] [CrossRef]
- Miettinen, J. Thermodynamic description of the Cu–Al–Fe system at the Cu–Fe side. Calphad 2003, 27, 91–102. [Google Scholar] [CrossRef]
- Raghavan, V. Al–Cu–Fe (aluminum–copper–iron). J. Phase Equilib. Diff. 2005, 26, 59–64. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Number of Cycles | Laser Power (W) | Laser Beam Travel Speed (mm/s) | Spot Diameter (mm) | Powder Feed Rate (g/min) |
|---|---|---|---|---|---|
| 1 | 2 | 600 | 12 | 2 | 15 |
| 2 | 2 | 1000 | |||
| 3 | 2 | 1400 | |||
| 4 | 1 | 1800 | |||
| 5 | 1 | 2200 |
| No. | Al | Si | Mn | Fe | Cu |
|---|---|---|---|---|---|
| 1 | 7.49 | 0.07 | 0.11 | 12.87 | 79.46 |
| 2 | 7.71 | 0.09 | 0.12 | 18.25 | 73.83 |
| 3 | 7.96 | 0.09 | 0.06 | 24.25 | 67.64 |
| 4 | 5.91 | 0.11 | 0.20 | 35.22 | 58.56 |
| 5 | 4.98 | 0.14 | 0.31 | 44.95 | 49.62 |
| No. | Dry Friction Coefficient * | Wear Rate | ||
|---|---|---|---|---|
| 200 N | 300 N | 400 N | ||
| 2 | 0.389 | 0.537 | 0.545 | (6.96 ± 0.74) × 10–5 |
| 3 | 0.422 | 0.563 | 0.563 | (5.79 ± 0.65) × 10–5 |
| 4 | 0.539 | 0.548 | 0.568 | (4.62 ± 0.48) × 10–5 |
| 5 | 0.541 | 0.548 | 0.574 | (4.25 ± 0.41) × 10–5 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samodurova, M.; Shaburova, N.; Samoilova, O.; Radionova, L.; Zakirov, R.; Pashkeev, K.; Myasoedov, V.; Erdakov, I.; Trofimov, E. A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies. Materials 2020, 13, 461. https://doi.org/10.3390/ma13020461
Samodurova M, Shaburova N, Samoilova O, Radionova L, Zakirov R, Pashkeev K, Myasoedov V, Erdakov I, Trofimov E. A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies. Materials. 2020; 13(2):461. https://doi.org/10.3390/ma13020461
Chicago/Turabian StyleSamodurova, Marina, Nataliya Shaburova, Olga Samoilova, Liudmila Radionova, Ramil’ Zakirov, Kirill Pashkeev, Vyacheslav Myasoedov, Ivan Erdakov, and Evgeny Trofimov. 2020. "A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies" Materials 13, no. 2: 461. https://doi.org/10.3390/ma13020461
APA StyleSamodurova, M., Shaburova, N., Samoilova, O., Radionova, L., Zakirov, R., Pashkeev, K., Myasoedov, V., Erdakov, I., & Trofimov, E. (2020). A Study of Characteristics of Aluminum Bronze Coatings Applied to Steel Using Additive Technologies. Materials, 13(2), 461. https://doi.org/10.3390/ma13020461