Spun Carbon Nanotube Fibres and Films as an Alternative to Printed Electronic Components

 , ,
, ,  ,
,
Abstract
1. Introduction
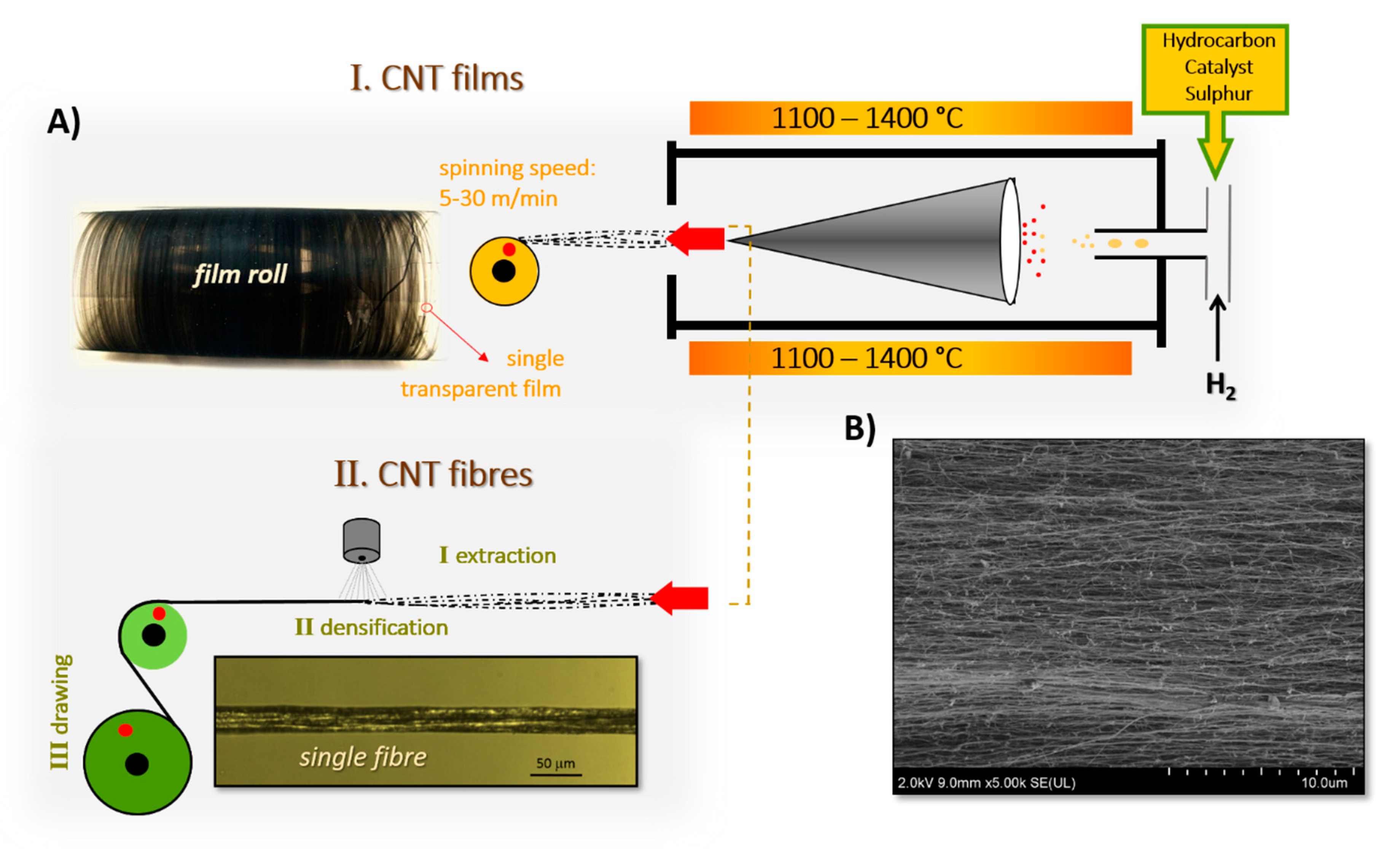
2. Spun CNT Fibers and Films
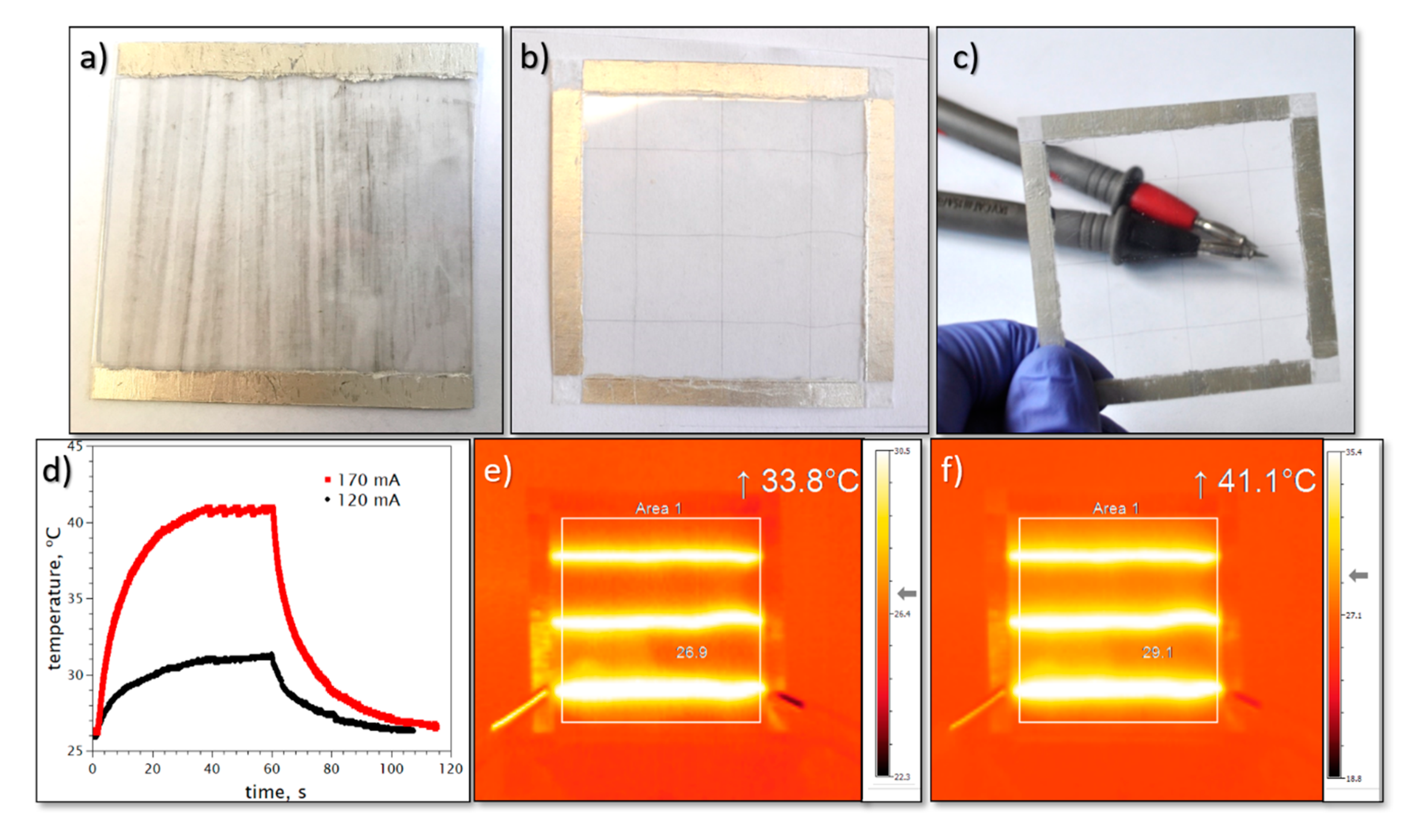
3. Use of as-Made CNT Fibers and Films
4. Infiltration and Coating
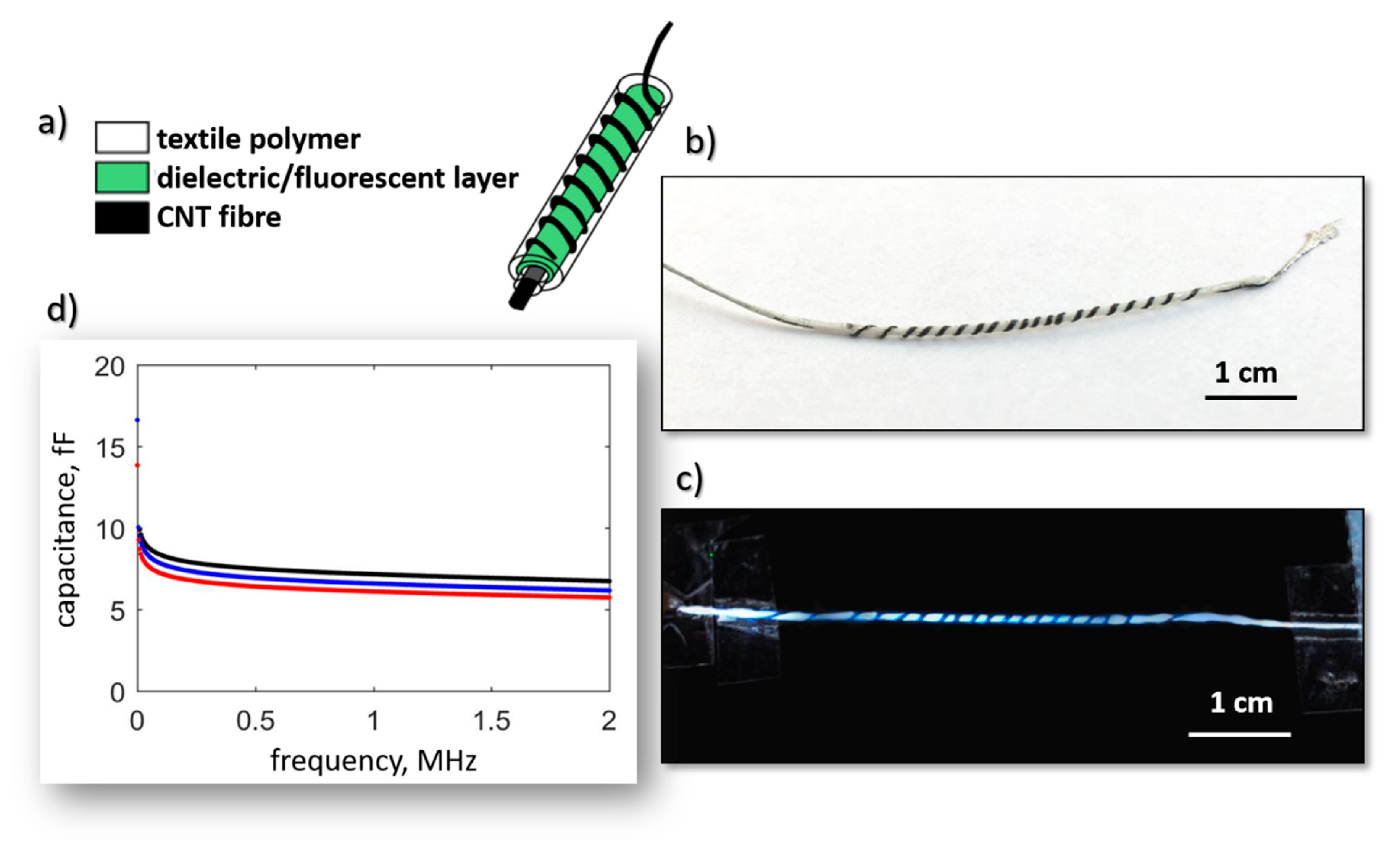
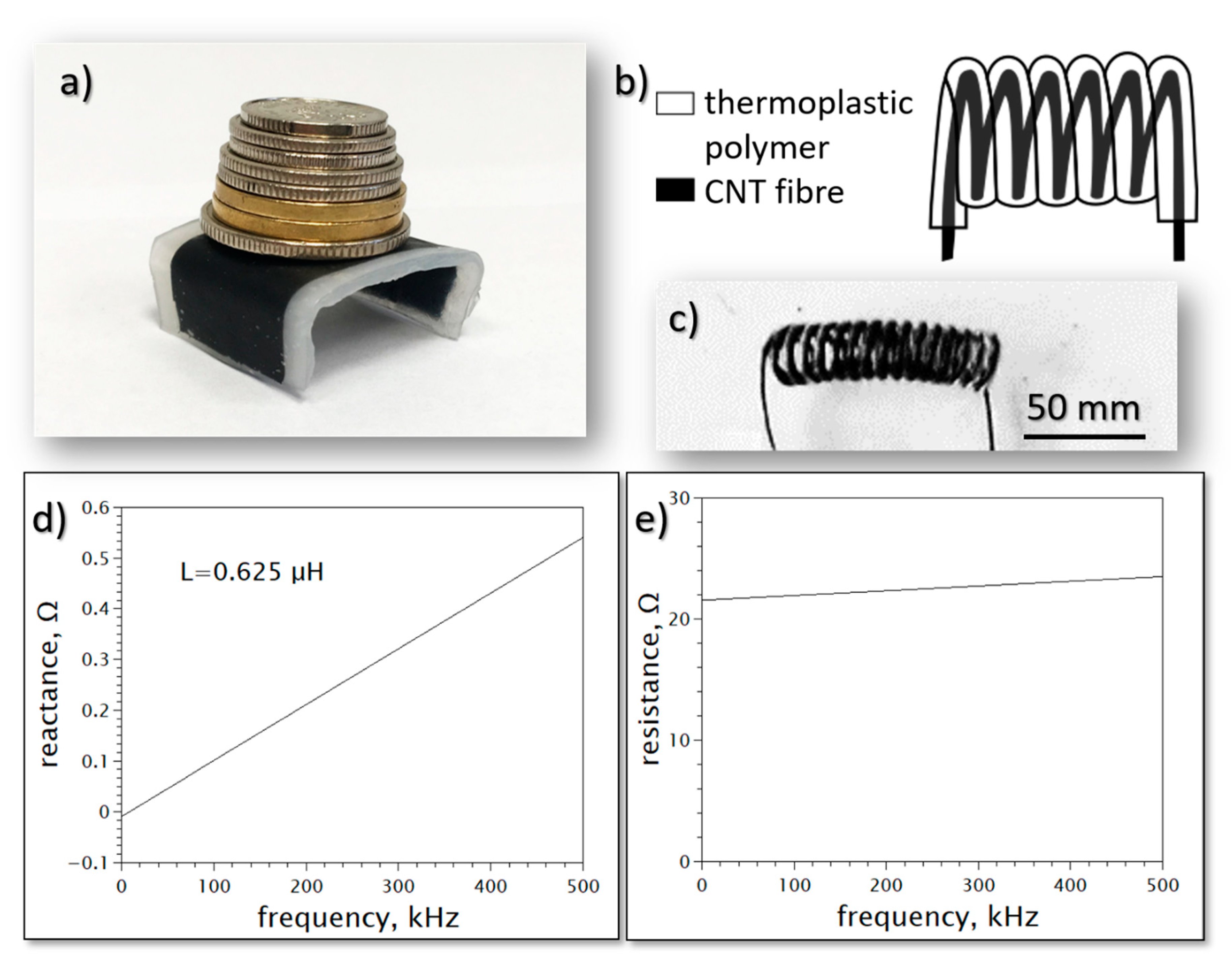
5. 3D Forming
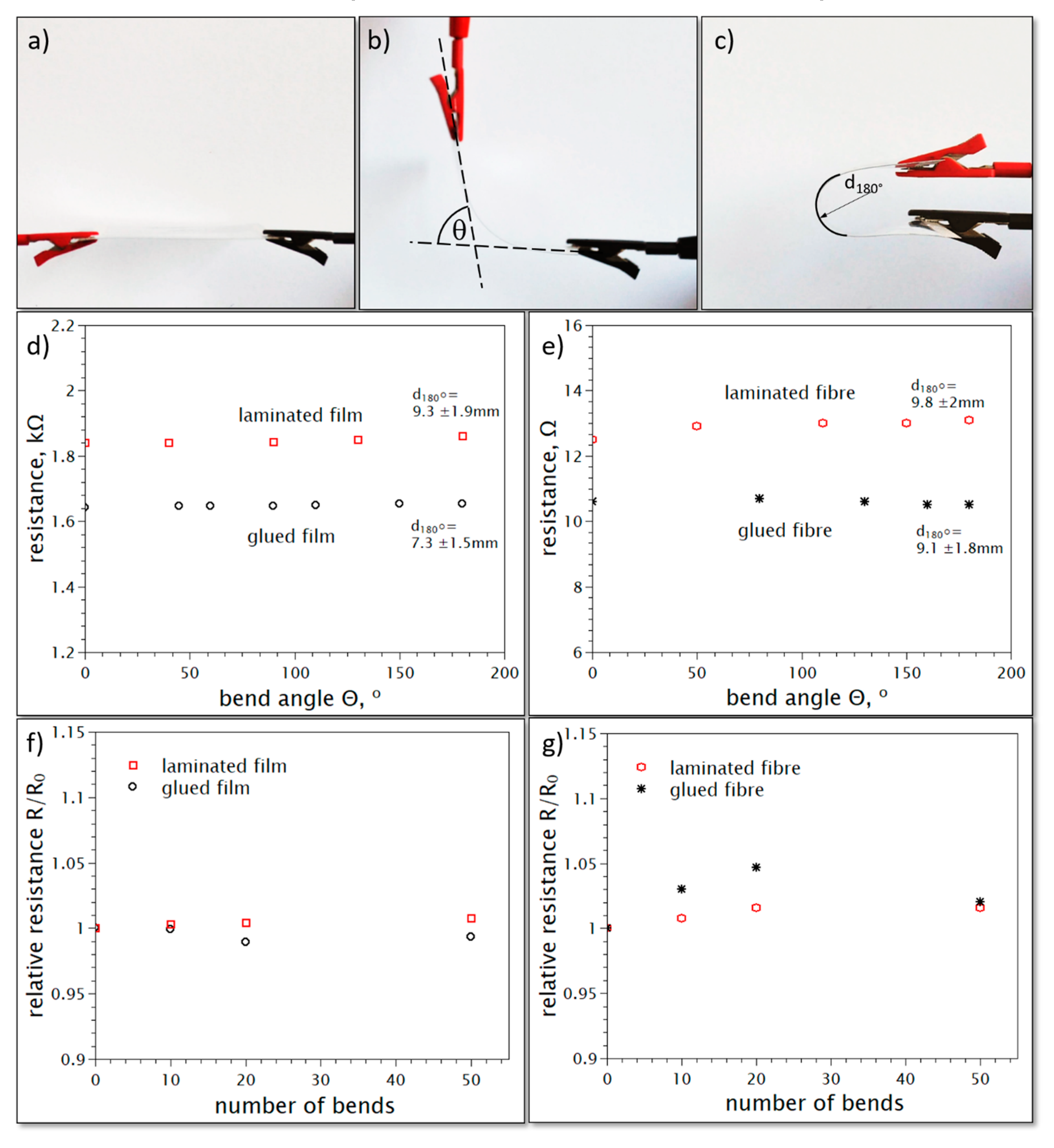
6. Attachment to Substrates
7. Limitations
8. Materials and Methods
8.1. CNT Fibers and Films
8.2. Auxiliary Materials
8.3. Sample Preparation
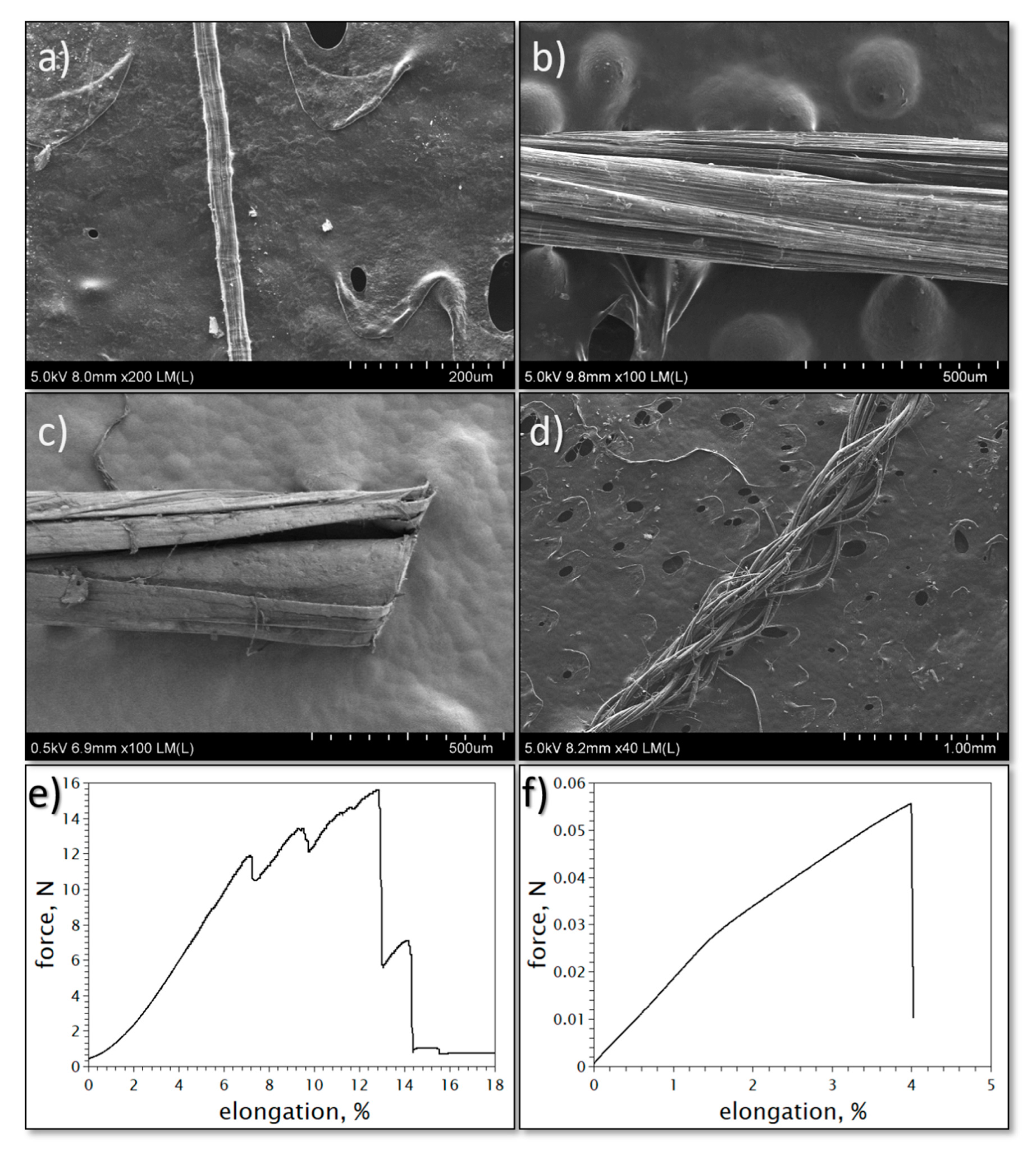
8.4. Sample Analysis and Testing
9. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zheng, C. Printed Electronics: Materials, Technologies and Applications; Wiley, Higher Education Press: Hoboken, NJ, USA, 2016. [Google Scholar]
- Garlapati, S.K.; Divya, M.; Breitung, B.; Kruk, R.; Hahn, H.; Dasgupta, S. Printed Electronics Based on Inorganic Semiconductors: From Processes and Materials to Devices. Adv. Mater. 2018, 30, 1707600. [Google Scholar] [CrossRef] [PubMed]
- Huang, Q.; Zhu, Y. Printing Conductive Nanomaterials for Flexible and Stretchable Electronics: A Review of Materials, Processes, and Applications. Adv. Mater. 2019, 4, 1800546. [Google Scholar] [CrossRef]
- Kamyshny, A.; Magdassi, S. Conductive Nanomaterials for Printed Electronics. Small 2014, 10, 3515–3535. [Google Scholar] [CrossRef] [PubMed]
- Wroblewski, G.; Kielbasinski, K.; Stapinski, T.; Jaglarz, J.; Marszalek, K.; Swatowska, B.; Dybowska-Sarapuk, L.; Jakubowska, M. Graphene platelets as morphology tailoring additive in carbon nanotube transparent and flexible electrodes for heating applications. J. Nanomater. 2015, 16, 204. [Google Scholar] [CrossRef]
- Dybowska-Sarapuk, L.; Kielbasinski, K.; Arazna, A.; Futera, K.; Skalski, A.; Janczak, D.; Sloma, M.; Jakubowska, M. Efficient Inkjet Printing of Graphene-Based Elements: Influence of Dispersing Agent on Ink Viscosity. Nanomaterials 2018, 8, 602. [Google Scholar] [CrossRef] [PubMed]
- Wroblewski, G.; Swatowska, B.; Dybowska-Sarapuk, L.; Jakubowska, M.; Stapinski, T. Optical properties of transparent electrodes based on carbon nanotubes and graphene platelets. J. Mater. Sci. 2016, 27, 12764–12771. [Google Scholar] [CrossRef]
- Janczak, D.; Zych, M.; Raczyński, T.; Dybowska-Sarapuk, Ł.; Pepłowski, A.; Krzemiński, J.; Sosna-Głębska, A.; Znajdek, K.; Sibiński, M.; Jakubowska, M. Stretchable and Washable Electroluminescent Display Screen-Printed on Textile. Nanomaterials 2019, 9, 1276. [Google Scholar] [CrossRef]
- Janczak, D.; Słoma, M.; Wróblewski, G.; Młożniak, A.; Jakubowska, M. Screen-Printed Resistive Pressure Sensors Containing Graphene Nanoplatelets and Carbon Nanotubes. Sensors 2014, 14, 17304–17312. [Google Scholar] [CrossRef]
- Siuzdak, K.; Klein, M.; Sawcza, M.; Wróblewski, G.; Słoma, M.; Jakubowska, M.; Cenian, A. Spray-deposited carbon-nanotube counter-electrodes for dye-sensitized solar cells. Phys. Status Solidi A 2015, 213, 1157–1164. [Google Scholar] [CrossRef]
- Sloma, M.; Janczak, D.; Wroblewski, G.; Mlozniak, A.; Jakubowska, M. Electroluminescent structures printed on paper and textile elastic substrates. Circuit World 2014, 40, 13–16. [Google Scholar] [CrossRef]
- Janas, D.; Kreft, S.; Koziol, K. Printing of highly conductive carbon nanotubes fibres from aqueous dispersion. Mater. Des. 2017, 116, 16–20. [Google Scholar] [CrossRef]
- Lepak-Kuc, S.; Podsiadły, B.; Skalski, A.; Janczak, D.; Jakubowska, M.; Lekawa-Raus, A. Highly Conductive Carbon Nanotube-Thermoplastic Polyurethane Nanocomposite for Smart Clothing Applications and Beyond. Nanomaterials 2019, 9, 1287. [Google Scholar] [CrossRef]
- Łukawski, D.; Dudkowiak, A.; Janczak, D.; Lekawa-Raus, A. Preparation and applications of electrically conductive wood layered composites. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105656. [Google Scholar] [CrossRef]
- Podsiadły, B.; Skalski, A.; Wałpuski, B.; Słoma, M. Heterophase materials for fused filament fabrication of structural electronics. J. Mater. Sci. Mater. Electron. 2019, 30, 1236–1245. [Google Scholar] [CrossRef]
- Maalderink, H.; Bruning, F.; de Schipper, M.R.; van der Werff, J.J.; Germs, W.C.; Remmers, J.J.C.; Meinders, E.R. 3D Printed structural electronics: Embedding and connecting electronic components into freeform electronic devices. Plast. Rubber Compos. 2018, 47, 35–41. [Google Scholar] [CrossRef]
- Krzeminski, J.; Kanthamneni, A.; Wagner, D.; Detert, M.; Schmidt, B.; Jakubowska, M. Microscale Hybrid Flexible Circuit Printed with Aerosol Jet Technique. IEEE Trans. Nanotechnol. 2018, 17, 979–984. [Google Scholar] [CrossRef]
- Xu, F.; Sadrzadeh, A.; Xu, Z.; Yakobson, B. Can carbon nanotube fibers achieve the ultimate conductivity?—Coupled-mode analysis for electron transport through the carbon nanotube contact. J. Appl. Phys. 2013, 114, 063714. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Gizewski, T.; Patmore, J.; Kurzepa, L.; Koziol, K. Electrical transport in carbon nanotube fibres. Scr. Mater. 2017, 131, 112–118. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Kurzepa, L.; Peng, X.; Koziol, K. Towards the development of carbon nanotube based wires. Carbon 2014, 68, 597–609. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Walczak, K.; Kozlowski, G.; Hopkins, S.C.; Wozniak, M.; Glowacki, B.A.; Koziol, K. Low temperature electrical transport in modified carbon nanotube fibres. Scr. Mater. 2015, 106, 34–37. [Google Scholar] [CrossRef]
- Chen, J.; Lekawa-Raus, A.; Trevarthen, J.; Gizewski, T.; Lukawski, D.; Hazra, K.; Rahatekar, S.; Koziol, K. Carbon nanotube films spun from a gas phase reactor for manufacturing carbon nanotube film/carbon fibre epoxy hybrid composites for electrical applications. Carbon 2020, 158. in press. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Patmore, J.; Kurzepa, L.; Bulmer, J.; Koziol, K. Electrical properties of carbon nanotube based fibers and their future use in electrical wiring. Adv. Funct. Mater. 2014, 24, 3661–3682. [Google Scholar] [CrossRef]
- Janas, D.; Koziol, K. A review of production methods of carbon nanotube and graphene thin films for electrothermal applications. Nanoscale 2014, 6, 3037–3045. [Google Scholar] [CrossRef] [PubMed]
- Yu, B.; Xu, X.; Cong, H.; Peng, Q.; Yang, Z.; Yang, S. The Fabrication and Application of Carbon Nanotube Films. Curr. Org. Chem. 2016, 20, 984–993. [Google Scholar] [CrossRef]
- Di, J.; Zhang, X.; Yong, Z.; Zhang, Y.; Li, D.; Li, R.; Li, Q. Carbon-Nanotube Fibers for Wearable Devices and Smart Textiles. Adv. Mater. 2016, 28, 10529–10538. [Google Scholar] [CrossRef] [PubMed]
- Luo, X.; Weng, W.; Liang, Y.; Hu, Z.; Zhang, Y.; Yang, J.; Yang, L.; Yang, S.; Zhu, M.; Cheng, H. Multifunctional fabrics of carbon nanotube fibers. J. Mater. Chem. A 2019, 7, 8790–8797. [Google Scholar] [CrossRef]
- Schulz, M.; Shanov, V.; Yin, Z. Nanotube Superfiber Materials, Changing Engineering Design. In Carbon Nanotube Yarn and Sheet Antennas; Keller, S., Zaghloul, A., Eds.; Applied Science Publishers, Elsevier: Amsterdam, The Netherlands, 2014; Chapter 26; pp. 749–787. [Google Scholar]
- Jang, Y.; Kim, S.; Spinks, G.; Kim, S. Carbon Nanotube Yarn for Fiber-Shaped Electrical Sensors, Actuators, and Energy Storage for Smart Systems. Adv. Mater. 2019. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, W.; Cheng, X.; Ren, J.; Weng, W.; Chen, P.; Fang, X.; Zhang, Z.; Peng, H. Flexible and Stretchable Lithium-Ion Batteries and Supercapacitors Based on Electrically Conducting Carbon Nanotube Fiber Springs. Angew. Chem. Int. Ed. 2014, 53, 14564–14568. [Google Scholar] [CrossRef]
- Liu, F.; Wagterveld, R.M.; Gebben, B.; Ottoc, M.J.; Biesheuvel, P.M.; Hamelers, H.V.M. Carbon nanotube yarns as strong flexible conductive capacitive electrodes. Colloid Interface Sci. Commun. 2014, 3, 9–12. [Google Scholar] [CrossRef]
- Santos, C.; Senokos, E.; Fernández-Toribio, J.C.; Ridruejo, A.; Marcilla, R.; Vilatela, J.J. Pore structure and electrochemical properties of CNT-based electrodes studied by in situ small/wide angle X-ray scattering. J. Mater. Chem. A 2019, 7, 5305–5314. [Google Scholar] [CrossRef]
- Wellera, L.; Smail, F.; Elliott, J.; Windle, A.; Boies, A.; Hochgreb, S. Mapping the parameter space for direct-spun carbon nanotube aerogels. Carbon 2019, 146, 789–812. [Google Scholar] [CrossRef]
- Vilatela, J.; Windle, A. Yarn-Like Carbon Nanotube Fibers. Adv. Mater. 2010, 22, 4959–4963. [Google Scholar] [CrossRef] [PubMed]
- Tran, T.Q.; Fan, Z.; Liu, P.; Myint, S.; Duong, H. Super-strong and highly conductive carbon nanotube ribbons from post-treatment methods. Carbon 2016, 99, 407–415. [Google Scholar] [CrossRef]
- Miao, M.; McDonnell, J.; Vuckovic, L.; Hawkins, S.C. Poisson’s ratio and porosity of carbon nanotube dry-spun yarns. Carbon 2010, 48, 802–2811. [Google Scholar] [CrossRef]
- Vilatela, J.J.; Windle, A.H. A Multifunctional Yarn Made of Carbon Nanotubes. J. Eng. Fiber. Fabr. 2012, 7, 23–28. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Koziol, K.; Windle, A. Piezoresistive effect in carbon nanotube fibers. ACS Nano 2014, 8, 11214–11224. [Google Scholar] [CrossRef]
- Liu, P.; Hua, D.; Tran, T.; Jewell, D.; Duong, H. Electrical property enhancement of carbon nanotube fibers from posttreatments. Colloids Surf. A 2016, 509, 384–389. [Google Scholar] [CrossRef]
- Janas, D.; Koziol, K. Rapid electrothermal response of high-temperature carbon nanotube film heaters. Carbon 2013, 59, 457–463. [Google Scholar] [CrossRef]
- Lu, L.; Fu, X.; Liew, Y.; Zhang, Y.; Zhao, S.; Xu, Z.; Zhao, J.; Li, D.; Li, Q.; Stanley, G.; et al. Soft and MRI Compatible Neural Electrodes from Carbon Nanotube Fibers. Nano Lett. 2019, 19, 1577–1586. [Google Scholar] [CrossRef]
- Zhu, F.; Zhu, J.; Zhang, X.; Wang, Y.; Su, J.; McCallum, G.; Zhang, X.; Sui, X.; Durand, D. Flexural characterization of carbon nanotube (CNT) yarn neuralelectrodes. Mater. Res. Express. 2019, 6, 045402. [Google Scholar] [CrossRef]
- Large-Format Carbon Nanotube Sheets Fabricated With Chemical Vapor Deposition. Available online: https://www.techbriefs.com/component/content/article/tb/techbriefs/materials/5608 (accessed on 14 November 2019).
- Liu, P.; Feng, Y.; Dennis, T.; Hua, C.M.; Jewell, D.; Duong, H.M. Multi-property enhancement of aligned carbon nanotube thin films from floating catalyst method. Mater. Des. 2016, 108, 754–760. [Google Scholar] [CrossRef]
- Stallard, J.C.; Tan, W.; Smail, F.R.; Gspann, T.S.; Boies, A.M.; Flecka, N.A. The mechanical and electrical properties of direct-spun carbon nanotube mats. Extreme Mech. Lett. 2018, 21, 65–75. [Google Scholar] [CrossRef]
- Lepak-Kuc, S.; Boncel, S.; Szybowicz, M.; Nowicka, A.B.; Jozwik, I.; Orlinski, K.; Gizewski, T.; Koziol, K.; Jakubowska, M.; Lekawa-Raus, A. The operational window of carbon nanotube electrical wires treated with strong acids and oxidants. Sci. Rep. 2018, 8, 14332. [Google Scholar] [CrossRef] [PubMed]
- Lepak-Kuc, S.; Milowska, K.Z.; Boncel, S.; Szybowicz, M.; Dychalska, A.; Jozwik, I.; Koziol, K.; Jakubowska, M.; Lekawa-Raus, A. Highly Conductive Doped Hybrid Carbon Nanotube–Graphene Wires. ACS Appl. Mater. Int. 2019, 11, 33207–33220. [Google Scholar] [CrossRef] [PubMed]
- Janas, D.; Milowska, K.Z.; Bristowe, P.D.; Koziol, K. Improving the electrical properties of carbon nanotubes with interhalogen compounds. Nanoscale 2017, 9, 3212–3221. [Google Scholar] [CrossRef]
- Zhao, Y.; Wei, J.; Vajtai, R.; Ajayan, P.; Barrera, E. Iodine doped carbon nanotube cables exceeding specific electrical conductivity of metals. Sci. Rep. 2011, 1, 83. [Google Scholar] [CrossRef]
- Behabtu, N.; Young, C.C.; Tsentalovich, D.; Kleinerman, O.; Wang, X.; Ma, A.; Bengio, E.; ter Waarbeek, R.; de Jong, J.J.; Hoogerwerf, R.; et al. Strong, Light, Multifunctional Fibers of Carbon Nanotubes with Ultrahigh Conductivity. Science 2013, 339, 183–186. [Google Scholar] [CrossRef]
- Dresselhaus, G.; Riichiro, S. Dresselhaus, Physical Properties of Carbon Nanotubes; Imperial College Press: London, UK, 1998. [Google Scholar]
- Lima, M.D.; Fang, S.; Lepró, X.; Lewis, C.; Ovalle-Robles, R.; Carretero-González, J.; Castillo-Martínez, E.; Kozlov, M.; Oh, J.; Rawat, N.; et al. Biscrolling Nanotube Sheets and Functional Guests into Yarns. Science 2011, 331, 51–55. [Google Scholar] [CrossRef]
- Vilatela, J.J.; Marcill, R. Tough Electrodes: Carbon Nanotube Fibers as the Ultimate Current Collectors/Active Material for Energy Management Devices. Chem. Mater. 2015, 27, 6901–6917. [Google Scholar] [CrossRef]
- Lu, Z.; Raad, R.; Safaei, F.; Xi, J.; Liu, Z.; Foroughi, J. Carbon Nanotube Based Fiber Supercapacitor as Wearable Energy Storage. Front. Mater. 2019, 6, 138. [Google Scholar] [CrossRef]
- Lekawa-Raus, A.; Haladyj, P.; Koziol, K. Carbon nanotube fiber–silver hybrid electrical conductors. Mater. Lett. 2014, 133, 18625. [Google Scholar] [CrossRef]
- Hannula, P.M.; Peltonen, A.; Aromaa, J.; Janas, D.; Lundström, M.; Wilson, B.; Koziol, K.; Forsén, O. Carbon nanotube-copper composites by electrodeposition on carbon nanotube fibers. Carbon 2016, 107, 281–287. [Google Scholar] [CrossRef]
- Cheng, Q.; Wang, B.; Zhang, C.; Liang, Z. Functionalized carbon-nanotube sheet/bismaleimide nanocomposites: Mechanical and electrical performance beyond carbon-fiber composites. Small 2010, 6, 763. [Google Scholar] [CrossRef]
- Xu, H.; Tong, X.; Zhang, Y.; Li, Q.; Lu, W. Mechanical and electrical properties of laminated composites containing continuous carbon nanotube film interleaves. Compos. Sci. Technol. 2016, 127, 113. [Google Scholar] [CrossRef]
- Mora, R.J.; Vilatela, J.J.; Windle, A.H. Properties of composites of carbon nanotube fibres. Compos. Sci. Technol. 2009, 69, 1558. [Google Scholar] [CrossRef]
- Bradford, P.D.; Wang, X.; Zhao, H.; Maria, J.-P.; Jia, Q.; Zhu, Y. A novel approach to fabricate high volume fraction nanocomposites with long aligned carbon nanotubes. Compos. Sci. Technol. 2010, 70, 1980. [Google Scholar] [CrossRef]
- Boncel, S.; Walczak, K.; Koziol, K. Dynamics of capillary infiltration of liquids into a highly aligned multi-walled carbon nanotube film. Beilstein J. Nanotechnol. 2011, 2, 311–317. [Google Scholar] [CrossRef] [PubMed]
- Alvarez, N.T.; Ochmann, T.; Kienzle, N.; Ruff, B.; Haase, M.; Hopkins, T.; Pixley, S.; Mast, D.; Schulz, M.; Shanov, V. Polymer Coating of Carbon Nanotube Fibers for Electric Microcables. Nanomaterials 2014, 4, 879–893. [Google Scholar] [CrossRef] [PubMed]
- Zhou, J.; Xu, X.; Xin, Y.; Lubineau, G. Coaxial Thermoplastic Elastomer-Wrapped Carbon Nanotube Fibers for Deformable and Wearable Strain Sensors. Adv. Funct. Mater. 2018, 28, 1705591. [Google Scholar] [CrossRef]
- Tang, Z.; Jia, S.; Wang, F.; Bian, C.; Chen, Y.; Wang, Y.; Li, B. Highly Stretchable Core−Sheath Fibers via Wet-Spinning for Wearable Strain Sensors. ACS Appl. Mater. Interfaces 2018, 10, 6624–6635. [Google Scholar] [CrossRef]
- Lepak-Kuc, S.; Taborowska, P.; Tran, T.Q.; Duong, H.M.; Giżewski, T.; Jakubowska, M.; Lekawa-Raus, A. Washable, Colored and Textured Carbon Nanotube Textile Yarns. Carbon 2020. under review. [Google Scholar]
- Kim, S.; Jee, E.; Kim, J.; Kim, D. Conformable and ionic textiles using sheath-core carbon nanotube microyarns for highly sensitive and reliable pressure sensors. RSC Adv. 2017, 7, 23820. [Google Scholar] [CrossRef]
- Shang, Y.; Li, Y.; He, X.; Du, S.; Zhang, L.; Shi, E.; Wu, S.; Li, Z.; Li, P.; Wei, J.; et al. Highly Twisted Double-Helix Carbon Nanotube Yarns. ACS Nano 2013, 7, 1446–1453. [Google Scholar] [CrossRef]
- Shang, Y.; Hua, C.; Xu, W.; Hu, X.; Wang, Y.; Zhou, Y.; Zhang, Y.; Li, X.; Cao, A. Meter-Long Spiral Carbon Nanotube Fibers Show Ultrauniformity and Flexibility. Nano Lett. 2016, 16, 1768–1775. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Sample | Preparation Method | Initial Resistance, Ri, Ω | Resistance of Prepared Sample, Rp, Ω | Percentage Change, % |
|---|---|---|---|---|
| Thin film | Gluing | 1.37 k | 1.65 k | +20 |
| Braided fiber | Gluing | 12.7 | 10.6 | −17 |
| Thin film | Lamination | 1.64 k | 1.84 k | +12 |
| Braided fiber | Lamination | 14.2 | 12.5 | −12 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taborowska, P.; Giżewski, T.; Patmore, J.; Janczak, D.; Jakubowska, M.; Lekawa-Raus, A. Spun Carbon Nanotube Fibres and Films as an Alternative to Printed Electronic Components. Materials 2020, 13, 431. https://doi.org/10.3390/ma13020431
Taborowska P, Giżewski T, Patmore J, Janczak D, Jakubowska M, Lekawa-Raus A. Spun Carbon Nanotube Fibres and Films as an Alternative to Printed Electronic Components. Materials. 2020; 13(2):431. https://doi.org/10.3390/ma13020431
Chicago/Turabian StyleTaborowska, Patrycja, Tomasz Giżewski, Jeff Patmore, Daniel Janczak, Małgorzata Jakubowska, and Agnieszka Lekawa-Raus. 2020. "Spun Carbon Nanotube Fibres and Films as an Alternative to Printed Electronic Components" Materials 13, no. 2: 431. https://doi.org/10.3390/ma13020431
APA StyleTaborowska, P., Giżewski, T., Patmore, J., Janczak, D., Jakubowska, M., & Lekawa-Raus, A. (2020). Spun Carbon Nanotube Fibres and Films as an Alternative to Printed Electronic Components. Materials, 13(2), 431. https://doi.org/10.3390/ma13020431