A Process Optimization and Performance Study of Environmentally Friendly Waste Newspaper/Polypropylene Film Layered Composites

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
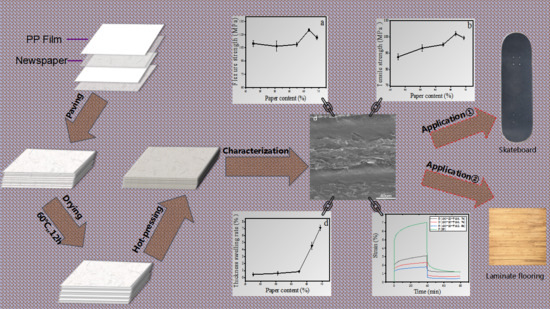
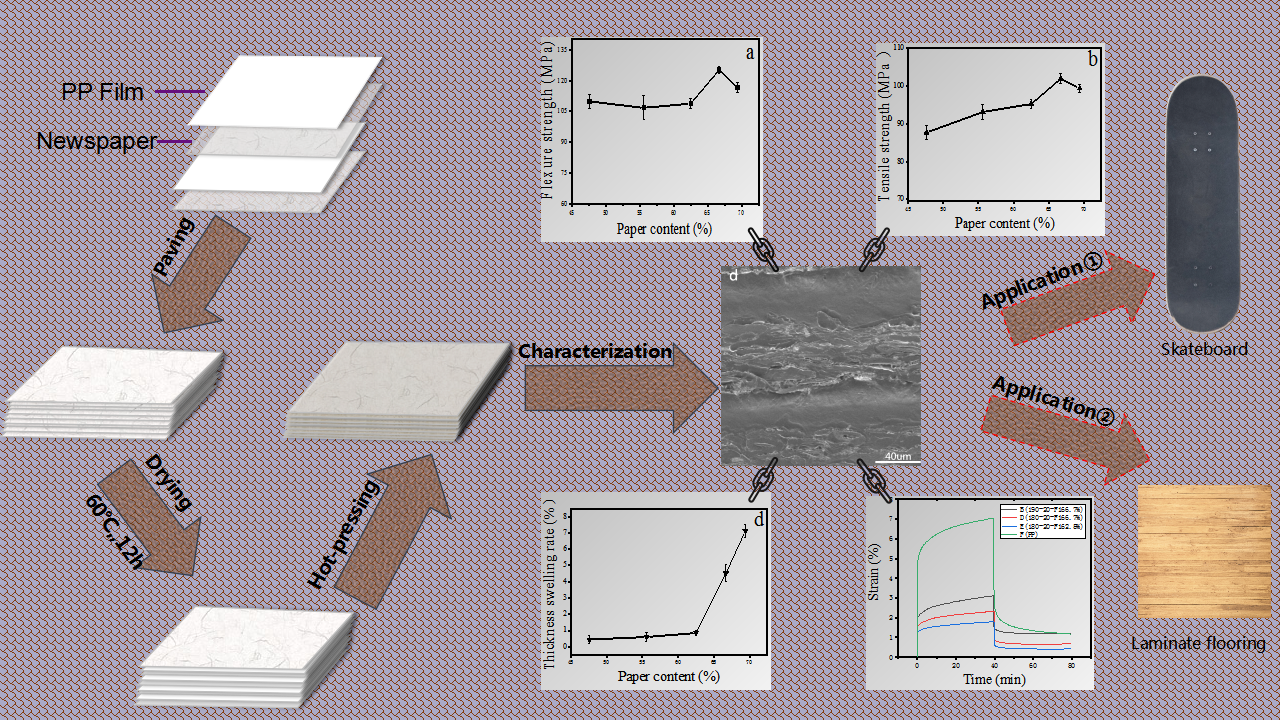
2.2. Preparation Method of Composite Materials
2.3. Composite Material Performance Test Method
3. Results and Analysis
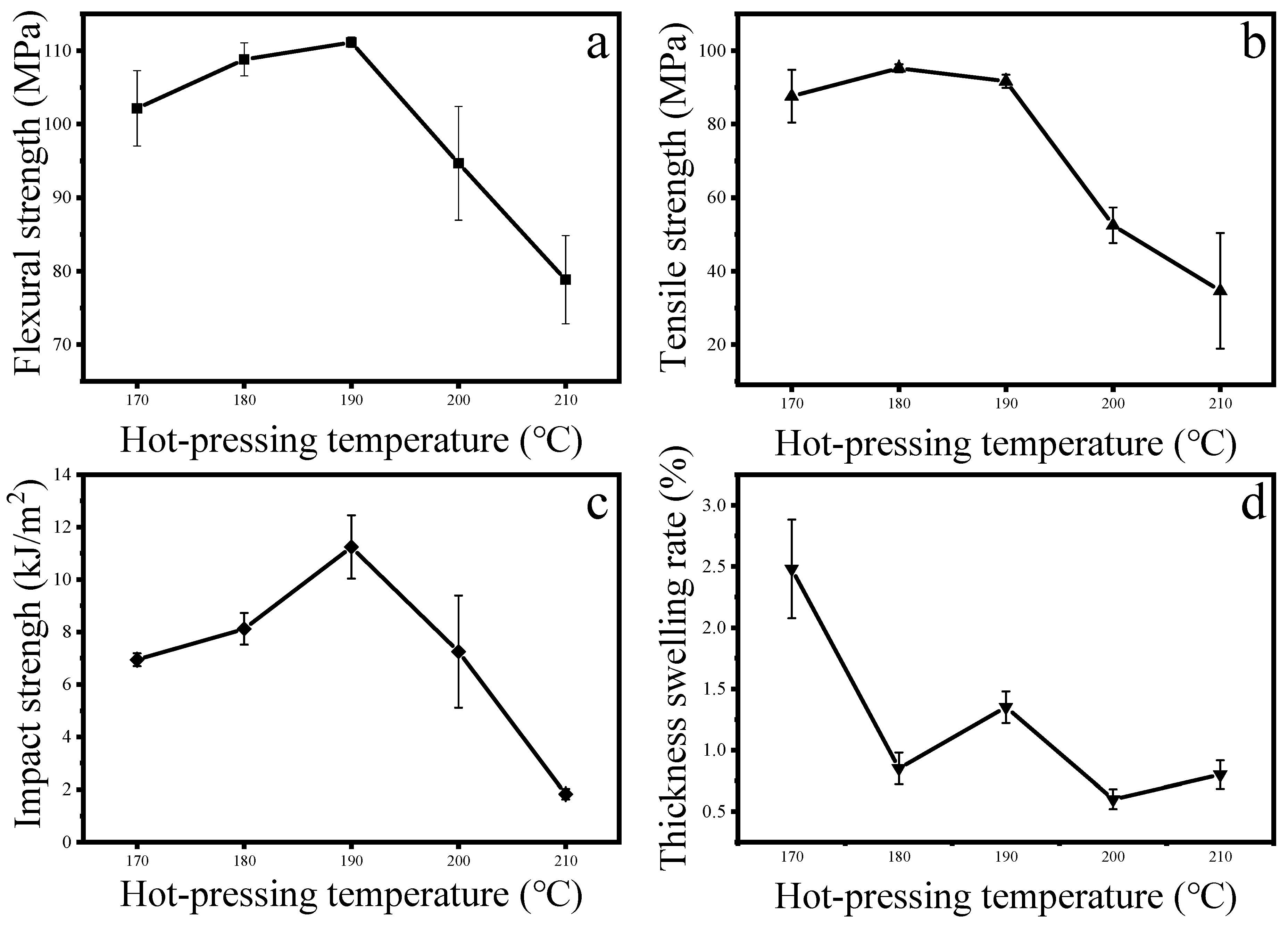
3.1. Effect of Hot-Pressing Temperature on the Properties of Composites
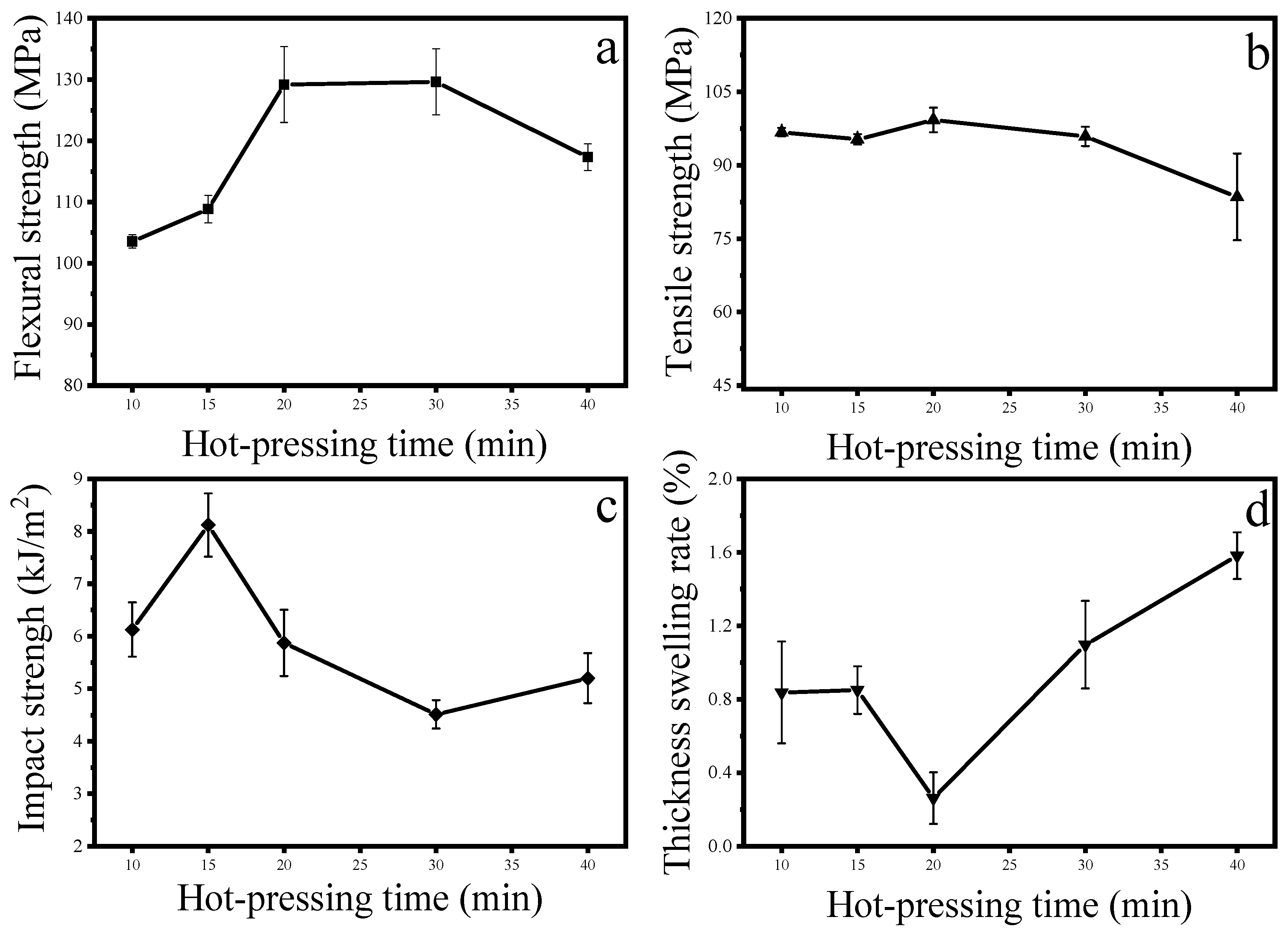
3.2. Effect of Hot-Pressing Time on the Properties of Composites
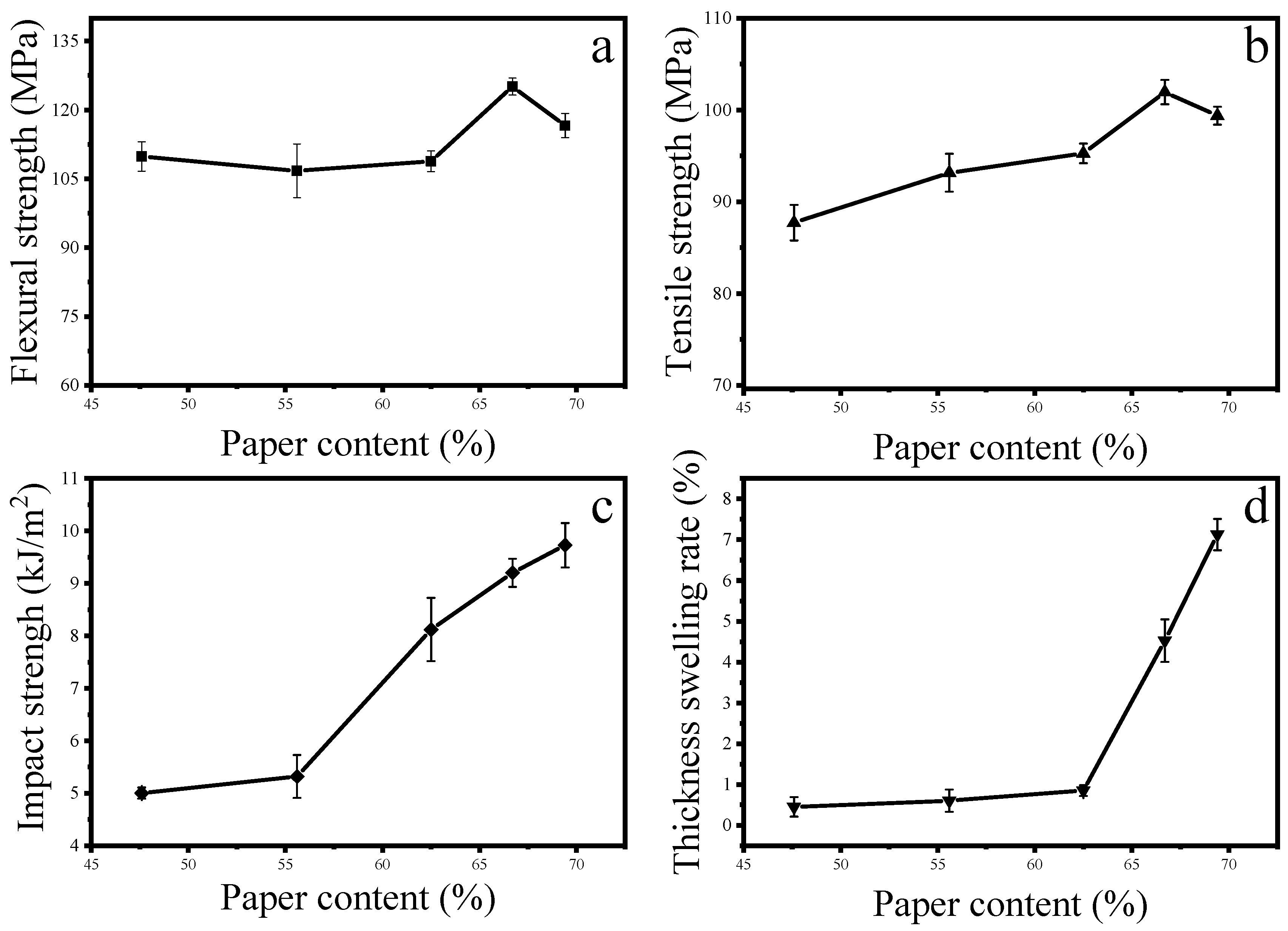
3.3. Effect of Paper Content on the Properties of Composites
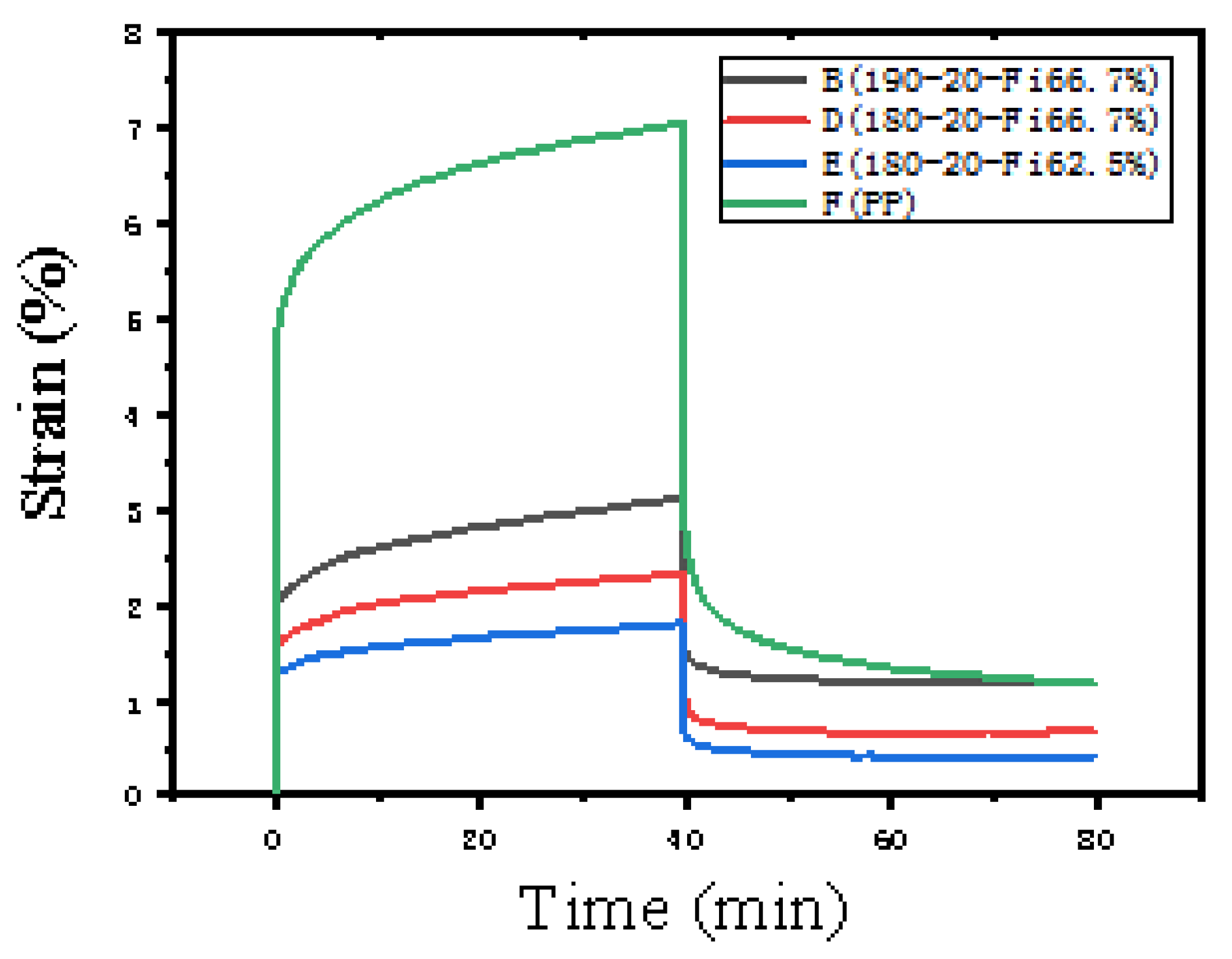
3.4. Creep Performance
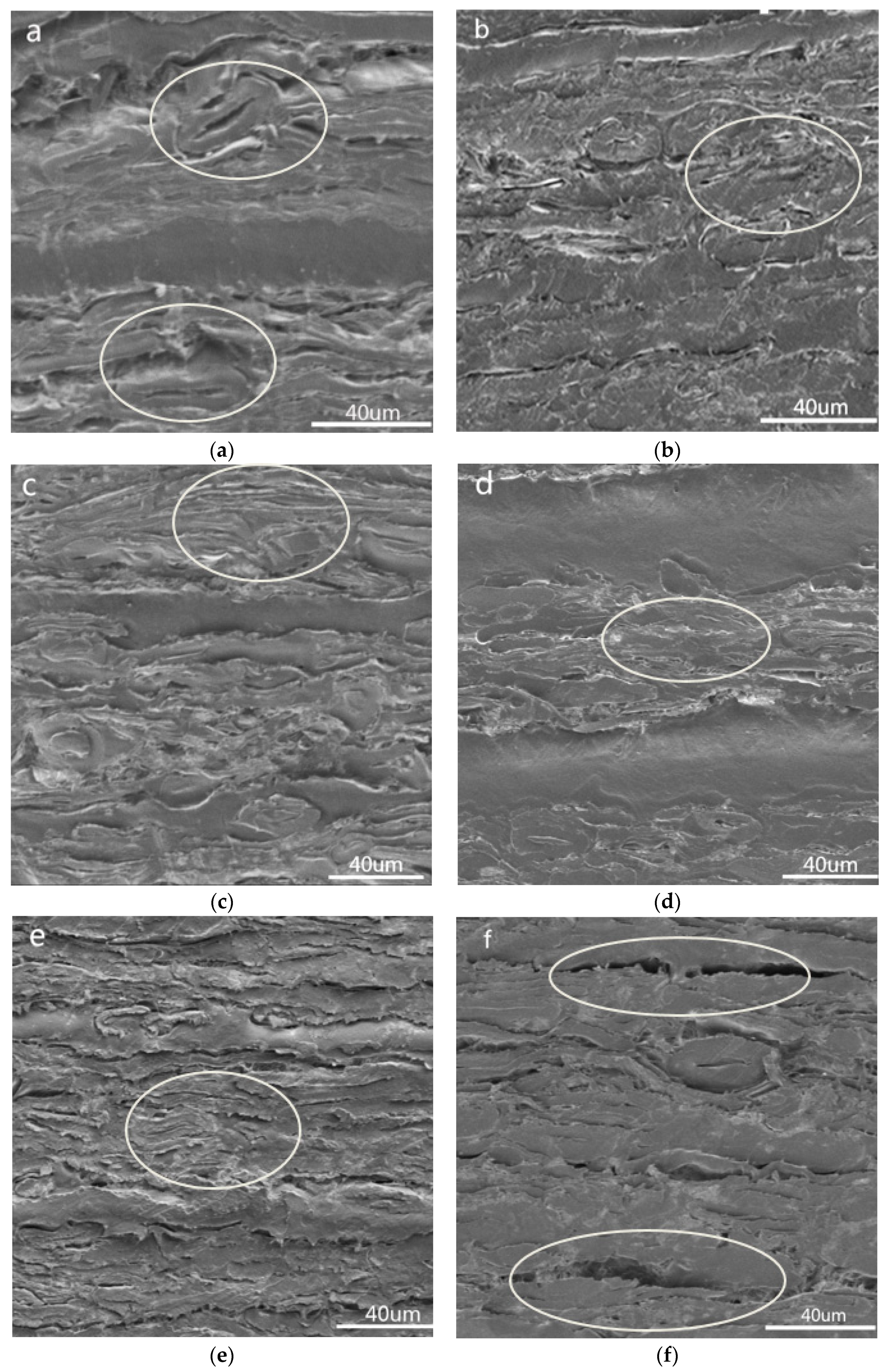
3.5. Microscopic Morphology of Composite Materials
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Singh, S.; Ramakrishna, S.; Gupta, M.K. Towards zero waste manufacturing: A multidisciplinary review. J. Clean Prod. 2017, 168, 1230–1243. [Google Scholar] [CrossRef]
- Liang, S.; Zhang, T.; Xu, Y. Comparisons of four categories of waste recycling in China’s paper industry based on physical input–output life-cycle assessment model. Waste Manag. 2012, 32, 603–612. [Google Scholar] [CrossRef]
- China Paper Industry. China Paper Industry 2017 Annual Report. Pap. Pap. 2018, 37, 56–62. [Google Scholar]
- Xu, H. On the practice and exploration of waste paper raw material acquisition in papermaking enterprises. China Pap. Ind. 2017, 38, 39–42. [Google Scholar]
- Sinha, M.; Engineering, B.E.M. Identifying Standardized Data for Manufacturing Commercial Grade Pencils Made Out of Recycled or Waste Paper with Qualities Comparable to Wooden Pencils. Int. J. Mech. Eng. Inf. Technol. 2016, 4, 1798–1805. [Google Scholar] [CrossRef]
- Liu, K. Status and prospect of waste paper recycling system in China. Renew. Resour. Recycl. Econ. 2013, 6, 24–27. [Google Scholar]
- Li, W.; Wan, L.; Yuan, L. Influence factors of waste paper import trade in China. For. Econ. 2018, 38, 21–26. [Google Scholar]
- Zhang, Q. Set waste paper recycling target, which greatly promoted the improvement of waste paper recycling rate. Pap. Inf. 2017, 70, 70. [Google Scholar]
- Monte, M.C.; Fuente, E.; Blanco, A.; Negro, C. Waste management from pulp and paper production in the European Union. Waste Manag. 2009, 29, 293–308. [Google Scholar] [CrossRef] [PubMed]
- He, L. Research on Polyolefin/Paper Powder Composites. Master’s Thesis, Dalian University of Technology, Dalian, China, 2009. [Google Scholar]
- Burgstaller, C.; Rüf, W.; Stadlbauer, W.; Pilz, G.; Lang, R.W. Utilizing Unbleached Cellulosic Fibres in Polypropylene Matrix Composites for Injection Moulding Applications. J. BioBased Mater. Bioenergy 2009, 3, 226–231. [Google Scholar] [CrossRef]
- Alvarez, J.V.L.; Larrucea, M.A.; Bermúdez, P.A.; Chicote, B.L. Biodegradation of paper waste under controlled composting conditions. Waste Manag. 2009, 29, 1514–1519. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Cao, C.; Bo, X. Effects of paper, ink, and printing methods on secondary fiber recycling performance. Heilongjiang Pap. 2006, 34, 26–29. [Google Scholar] [CrossRef]
- Gu, L. Deinked Recycled Paper Manufacturing Environmentally Friendly Coated Paper. Master’s Thesis, Tianjin University of Science and Technology, Tianjin, China, 2015. [Google Scholar]
- Joshi, G.; Naithani, S.; Varshney, V.K.; Bisht, S.S.; Rana, V.; Gupta, P.K. Synthesis and characterization of carboxymethyl cellulose from office waste paper: A greener approach towards waste management. Waste Manag. 2015, 38, 33–40. [Google Scholar] [CrossRef] [PubMed]
- Ünlü, C.H. Carboxymethylcellulose from recycled newspaper in aqueous medium. Carbohyd. Polym. 2013, 97, 159–164. [Google Scholar] [CrossRef] [PubMed]
- Barba, C.; Reguant, J.; Farriol, X.; Montané, D. Carboxymethyl Cellulose from Waste Lignocellulosic Pulps Produced by a Fast Soda/Aq Process. J. Wood Chem. Technol. 2000, 20, 185–204. [Google Scholar] [CrossRef]
- Joshi, G.; Naithani, S.; Varshney, V.K.; Bisht, S.S.; Rana, V. Potential use of waste paper for the synthesis of cyanoethyl cellulose: A cleaner production approach towards sustainable environment management. J. Clean Prod. 2017, 142, 3759–3768. [Google Scholar] [CrossRef]
- Zhao, X.; Li, R.K.Y.; Bai, S. Mechanical properties of sisal fiber reinforced high density polyethylene composites: Effect of fiber content, interfacial compatibilization, and manufacturing process. Compos. Part A Appl. Sci. Manuf. 2014, 65, 169–174. [Google Scholar] [CrossRef]
- Huda, M.; Drzal, L.; Mohanty, A.; Misra, M. Chopped glass and recycled newspaper as reinforcement fibers in injection molded poly(lactic acid) (PLA) composites: A comparative study. Compos. Sci. Technol. 2006, 66, 1813–1824. [Google Scholar] [CrossRef]
- Feng, D.; Caulfield, D.F.; Sanadi, A.R. Effect of compatibilizer on the structure-property relationships of kenaf-fiber/polypropylene composites. Polym. Compos. 2001, 22, 506–517. [Google Scholar] [CrossRef]
- Tarrés, Q.; Soler, J.; Rojas-Sola, J.I.; Oliver-Ortega, H.; Julián, F.; Espinach, F.X.; Mutjé, P.; Delgado-Aguilar, M. Flexural Properties and Mean Intrinsic Flexural Strength of Old Newspaper Reinforced Polypropylene Composites. Polymers 2019, 11, 1244. [Google Scholar] [CrossRef]
- Zhang, W.; Gu, J.; Tu, D.; Guan, L.; Hu, C. Efficient Hydrophobic Modification of Old Newspaper and Its Application in Paper Fiber Reinforced Composites. Polymers 2019, 11, 842. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Bo, X.; Cong, L.; Wei, L.; McDonald, A.G. Characteristics of undeinked, alkaline deinked, and neutral deinked old newspaper fibers reinforced recycled polypropylene composites. Polym. Compos. 2018, 39, 3537–3544. [Google Scholar] [CrossRef]
- Kashfipour, M.A.; Mehra, N.; Zhu, J. A review on the role of interface in mechanical, thermal, and electrical properties of polymer composites. Adv. Compos. Hybrid. Mater. 2018, 1, 415–439. [Google Scholar] [CrossRef]
- Li, Y.; Yi, X.; Yu, T.; Xian, G. An overview of structural-functional-integrated composites based on the hierarchical microstructures of plant fibers. Adv. Compos. Hybrid. Mater. 2018, 1, 231–246. [Google Scholar] [CrossRef]
- Vilaseca, F.; Méndez, J.A.; López, J.P.; Vallejos, M.E.; Barberà, L.; Pèlach, M.A.; Turon, X.; Mutjé, P. Recovered and recycled Kraft fibers as reinforcement of PP composites. Chem. Eng. J. 2008, 138, 586–595. [Google Scholar] [CrossRef]
- Serrano, A.; Espinach, F.X.; Tresserras, J.; Del Rey, R.; Pellicer, N.; Mutje, P. Macro and micromechanics analysis of short fiber composites stiffness: The case of old newspaper fibers–polypropylene composites. Mater. Des. 2014, 55, 319–324. [Google Scholar] [CrossRef]
- Benthien, J.T.; Thoemen, H. Effects of raw materials and process parameters on the physical and mechanical properties of flat pressed WPC panels. Compos. Part A Appl. Sci. Manuf. 2012, 43, 570–576. [Google Scholar] [CrossRef]
- Prambauer, M.; Paulik, C.; Burgstaller, C. The influence of paper type on the properties of structural paper–Polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2015, 74, 107–113. [Google Scholar] [CrossRef]
- Prambauer, M.; Paulik, C.; Burgstaller, C. Evaluation of the interfacial properties of polypropylene composite laminates, reinforced with paper sheets. Compos. Part A Appl. Sci. Manuf. 2016, 88, 59–66. [Google Scholar] [CrossRef]
- Zheng, B.; Hu, C.; Guan, L.; Gu, J.; Guo, H.; Zhang, W. Structural Characterization and Analysis of High-Strength Laminated Composites from Recycled Newspaper and HDPE. Polymers 2019, 11, 1311. [Google Scholar] [CrossRef]
- Reixach, R.; Franco-Marquès, E.; El Mansouri, N.; Ramirez De Cartagena, F.; Arbat, G.; Espinach, F.X.; Mutjé, P. Micromechanics of Mechanical, Thermomechanical, and Chemi-Thermomechanical Pulp from Orange Tree Pruning as Polypropylene Reinforcement: A Comparative Study. Bioresources 2013, 8, 3231–3246. [Google Scholar] [CrossRef]
- Łojewski, T.; Miśkowiec, P.; Molenda, M.; Lubańska, A.; Łojewska, J. Artificial versus natural ageing of paper. Water Role Degrad. Mech. Appl. Phys. A 2010, 100, 625–633. [Google Scholar] [CrossRef]
- Baroulaki, I.; Karakasi, O.; Pappa, G.; Tarantili, P.A.; Economides, D.; Magoulas, K. Preparation and study of plastic compounds containing polyolefins and post used newspaper fibers. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1613–1625. [Google Scholar] [CrossRef]
- Granda, L.A.; Espinach, F.X.; López, F.; García, J.C.; Delgado-Aguilar, M.; Mutjé, P. Semichemical fibres of Leucaena collinsii reinforced polypropylene: Macromechanical and micromechanical analysis. Compos. Part B Eng. 2016, 91, 384–391. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hot-Pressing Temperature (°C) | Hot-Pressing Time (min) | Paper Content (%) |
|---|---|---|
| 170, 180, 190, 200, 210 | 15 | 62.5 |
| 180 | 10, 15, 20, 30, 40 | 62.5 |
| 180 | 15 | 69.4, 66.7, 62.5, 55.6, 47.6 |
| Variation Sources | df | Flexural Strength | Tensile Strength | Impact Strength | Thickness Swelling Rate of Water Absorption (24 h) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| MS | F | Sig. | MS | F | Sig. | MS | F | Sig. | MS | F | Sig. | ||
| Hot-pressing Temperature | 4 | 380.591 | 3.938 | 0.036 | 1160.629 | 41.945 | 0.00 | 11.246 | 3.322 | 0.056 | 0.700 | 0.157 | 0.955 |
| Hot-pressing Time | 4 | 247.95 | 1.656 | 0.236 | 94.128 | 0.207 | 0.929 | 4.016 | 0.640 | 0.646 | 0.920 | 0.211 | 0.926 |
| Paper content | 4 | 99.128 | 0.474 | 0.754 | 134.752 | 0.308 | 0.866 | 5.012 | 0.853 | 0.524 | 10.959 | 31.562 | 0.000 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guan, N.; Hu, C.; Guan, L.; Zhang, W.; Yun, H.; Hu, X. A Process Optimization and Performance Study of Environmentally Friendly Waste Newspaper/Polypropylene Film Layered Composites. Materials 2020, 13, 413. https://doi.org/10.3390/ma13020413
Guan N, Hu C, Guan L, Zhang W, Yun H, Hu X. A Process Optimization and Performance Study of Environmentally Friendly Waste Newspaper/Polypropylene Film Layered Composites. Materials. 2020; 13(2):413. https://doi.org/10.3390/ma13020413
Chicago/Turabian StyleGuan, Neng, Chuanshuang Hu, Litao Guan, Weiwei Zhang, Hong Yun, and Xiaojing Hu. 2020. "A Process Optimization and Performance Study of Environmentally Friendly Waste Newspaper/Polypropylene Film Layered Composites" Materials 13, no. 2: 413. https://doi.org/10.3390/ma13020413
APA StyleGuan, N., Hu, C., Guan, L., Zhang, W., Yun, H., & Hu, X. (2020). A Process Optimization and Performance Study of Environmentally Friendly Waste Newspaper/Polypropylene Film Layered Composites. Materials, 13(2), 413. https://doi.org/10.3390/ma13020413