An Investigation of Microstructural Evolution, Tensile Properties and Work-Hardening Behavior of Nanosized TiB2/Al-Cu-Mn Composites


Abstract
1. Introduction
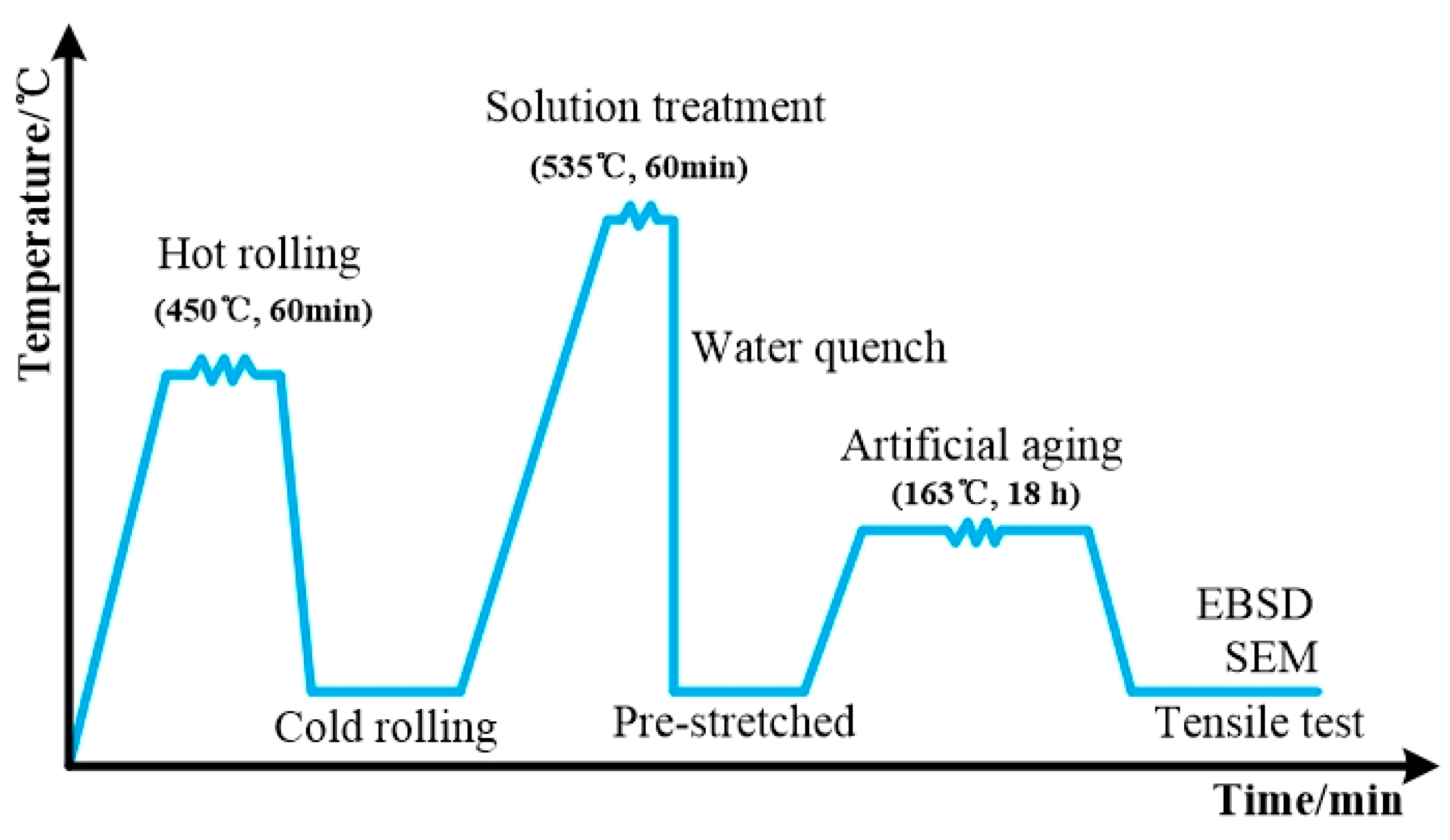
2. Experimental Methods
3. Results
4. Discussion
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chen, B.; Shen, J.; Ye, X.; Jia, L.; Li, S.; Umeda, J.; Takahashi, M.; Kondoh, K. Length effect of carbon nanotubes on the strengthening mechanisms in metal matrix composites. Acta Mater. 2017, 140, 317–325. [Google Scholar] [CrossRef]
- Jiang, L.; Wen, H.; Yang, H.; Hu, T.; Topping, T.D.; Zhang, D.L.; Lavernia, E.J.; Schoenung, J.M. Influence of length-scales on spatial distribution and interfacial characteristics of B4C in a nanostructured Al matrix. Acta Mater. 2015, 89, 327–343. [Google Scholar] [CrossRef]
- Aparicio-Fernández, R.; Springer, H.; Szczepaniak, A.; Zhang, H.; Raabe, D. In-situ metal matrix composite steels: Effect of alloying and annealing on morphology, structure and mechanical properties of TiB2 particle containing high modulus steels. Acta Mater. 2016, 107, 38–48. [Google Scholar] [CrossRef]
- Zhang, X.; Hu, T.; Rufner, J.F.; LaGrange, T.B.; Campbell, G.H.; Lavernia, E.J.; Schoenung, J.M.; Benthem, K.V. Metal/ceramic interface structures and segregation behavior in aluminum-based composites. Acta Mater. 2015, 95, 254–263. [Google Scholar] [CrossRef]
- Li, X.P.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.W.; Vleugels, J.; Van Humbeeck, J.; Kruth, J.P. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Ding, J.H.; Cui, C.X.; Sun, Y.J.; Ding, J.; Zhao, L.C.; Cui, S. Preparation of in-situ NdB6 nanoparticles and their reinforcement effect on Al-Cu-Mn alloy. J. Alloys Compd. 2019, 806, 393–400. [Google Scholar] [CrossRef]
- Wang, J.Y.; Li, Z.Q.; Fan, G.L.; Pan, H.H.; Chen, Z.X.; Zhang, D. Reinforcement with graphene nanosheets in aluminum matrix composites. Scr. Mater. 2012, 66, 594–597. [Google Scholar] [CrossRef]
- Wang, L.; Qiu, F.; Zhao, Q.L.; Zha, M.; Jiang, Q.C. Superior high creep resistance of in situ nano-sized TiCx/Al-Cu-Mg composite. Sci. Rep. 2017, 7, 4540. [Google Scholar] [CrossRef]
- Jiang, L.; Li, Z.Q.; Fan, G.L.; Zhang, D. A flake powder metallurgy approach to Al2O3/Al biomimetic nanolaminated composites with enhanced ductility. Scr. Mater. 2011, 65, 412–415. [Google Scholar] [CrossRef]
- Sha, G.; Wang, Y.B.; Liao, X.Z.; Duan, Z.C.; Ringer, S.P.; Langdon, T.G. Influence of equal-channel angular pressing on precipitation in an Al-Zn-Mg-Cu alloy. Acta Mater. 2009, 57, 3123–3132. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Liao, X.Z.; Cheng, S.; Ma, E.; Zhu, Y.T. Simultaneously Increasing the Ductility and Strength of Nanostructured Alloys. Adv. Mater. 2006, 18, 2280–2283. [Google Scholar] [CrossRef]
- Li, Z.; Guo, Q.; Li, Z.Q.; Fan, G.L.; Xiong, D.B.; Su, Y.S.; Zhang, J.; Zhang, D. Enhanced Mechanical Properties of Graphene (Reduced Graphene Oxide)/Aluminum Composites with a Bioinspired Nanolaminated Structure. Nano Lett. 2015, 15, 8077–8083. [Google Scholar] [CrossRef] [PubMed]
- Zhou, D.S.; Qiu, F.; Jiang, Q.C. The nano-sized TiC particle reinforced Al-Cu matrix composite with superior tensile ductility. Mater. Sci. Eng. A 2015, 622, 189–193. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, J.G.; Jiang, F.; Ding, X.D.; Sun, Y.J.; Sun, J.; Ma, E. Nanostructured high-strength molybdenum alloys with unprecedented tensile ductility. Nat. Mater. 2013, 12, 344–350. [Google Scholar] [CrossRef] [PubMed]
- Khorshid, M.T.; Jahromi, S.A.J.; Moshksar, M.M. Mechanical properties of tri-modal Al matrix composites reinforced by nano—And submicron-sized Al2O3 particulates developed by wet attrition milling and hot extrusion. Mater. Des. 2010, 31, 3880–3884. [Google Scholar] [CrossRef]
- Liu, J.; Chen, Z.; Zhang, F.G.; Ji, G.; Wang, M.L.; Ma, Y.; Ji, V.; Zhong, S.Y.; Wu, Y.; Wang, H.W. Simultaneously increasing strength and ductility of nanoparticles reinforced Al composites via accumulative orthogonal extrusion process. Mater. Res. Lett. 2018, 6, 406–412. [Google Scholar] [CrossRef]
- Yang, Q.; Ma, Y.; Chen, Z.; Ji, G.; Wang, M.L.; Zhong, S.Y.; Wu, Y.; Ji, V.; Wang, H.W. A new powder metallurgy routine to fabricate TiB2/Al-Zn-Mg-Cu nanocomposites based on composite powders with pre-embedded nanoparticles. Materialia 2019, 8, 100458. [Google Scholar] [CrossRef]
- Ju, X.F.; Zhang, F.G.; Chen, Z.; Ji, G.; Wang, M.L.; Wu, Y.; Zhong, S.Y.; Wang, H.W. Microstructure of Multi-Pass Friction-Stir-Processed Al-Zn-Mg-Cu Alloys Reinforced by Nano-Sized TiB2 Particles and the Effect of T6 Heat Treatment. Metals 2017, 7, 530. [Google Scholar] [CrossRef]
- Li, J.M.; Liu, J.; Wang, L.; Chen, Z.; Shi, Q.W.; Dan, C.Y.; Wu, Y.; Zhong, S.Y.; Wang, H.W. Anisotropic behavior of TiB2 nanoparticles reinforced 2024 Al composites rolling sheet. Mater. Charact. 2020, 162, 110196. [Google Scholar] [CrossRef]
- Wu, Z.; Curtin, W.A. The origins of high hardening and low ductility in magnesium. Nature 2015, 526, 62–67. [Google Scholar] [CrossRef]
- Kim, W.J.; Yu, Y.J. The effect of the addition of multiwalled carbon nanotubes on the uniform distribution of TiC nanoparticles in aluminum nanocomposites. Scr. Mater. 2014, 72–73, 25–28. [Google Scholar] [CrossRef]
- Ayyar, A.; Chawla, N. Microstructure-based modeling of the influence of particle spatial distribution and fracture on crack growth in particle-reinforced composites. Acta Mater. 2007, 55, 6064–6073. [Google Scholar] [CrossRef]
- Rajan, T.P.D.; Pillai, R.M.; Pai, B.C. Reinforcement coatings and interfaces in aluminium metal matrix composites. J. Mater. Sci. 1998, 33, 3491–3503. [Google Scholar] [CrossRef]
- Earvolino, P.A.; Fine, M.E.; Weertman, J.R.; Parameswaran, V.R. Processing an Al Al3Zr0.25Ti0.75 metal-matrix composite by conventional melting, casting and rolling. Scr. Met. Mater. 1992, 26, 945–948. [Google Scholar] [CrossRef]
- Ma, Y.; Addad, A.; Ji, G.; Zhang, M.X.; Lefebvre, W.; Chen, Z.; Ji, V. Atomic-scale investigation of the interface precipitation in a TiB2 nanoparticles reinforced Al-Zn-Mg-Cu matrix composite. Acta Mater. 2020, 185, 287–299. [Google Scholar] [CrossRef]
- Wang, L.; Qiu, F.; Zhao, Q.L.; Wang, H.Y.; Jiang, Q.C. Simultaneously increasing the elevated-temperature tensile strength and plasticity of in situ nano-sized TiCx/Al-Cu-Mg composites. Mater. Charact. 2017, 125, 7–12. [Google Scholar] [CrossRef]
- Liu, T.; Leazer, J.D.; Brewer, L.N. Particle deformation and microstructure evolution during cold spray of individual Al-Cu alloy powder particles. Acta Mater. 2019, 168, 13–23. [Google Scholar] [CrossRef]
- Yang, Y.L.; Zhan, L.H.; Liu, C.H.; Wang, X.; Wang, Q.; Tang, Z.M.; Li, G.P.; Huang, M.H.; Hu, Z.G. Stress-relaxation ageing behavior and microstructural evolution under varying initial stresses in an Al-Cu alloy: Experiments and modeling. Inter. J. Plast. 2020, 127, 102646. [Google Scholar] [CrossRef]
- Chen, C.; Gao, M.; Mu, H.Y.; Zeng, X.Y. Effect of kerf characteristics on weld porosity of laser cutting-Welding of AA2219 aluminum alloy. Appl. Surf. Sci. 2019, 494, 1036–1043. [Google Scholar] [CrossRef]
- Guo, W.F.; Yi, Y.P.; Huang, S.; Mao, X.C.; Fang, J.; He, H.L.; Hu, B. Effects of deformation temperature on the evolution of second-phase and mechanical properties of large 2219 Al-Cu alloy rings. Mater. Charact. 2020, 160, 110094. [Google Scholar] [CrossRef]
- Xie, Y.K.; Deng, Y.L.; Wang, Y.; Guo, X.B. Effect of asymmetric rolling and subsequent ageing on the microstructure, texture and mechanical properties of the Al-Cu-Li alloy. J. Alloys Compd. 2020, 836, 155445. [Google Scholar] [CrossRef]
- Wu, G.; Chan, K.C.; Zhu, L.L.; Sun, L.G.; Lu, J. Dual-phase nanostructuring as a route to high-strength magnesium alloys. Nature 2017, 545, 80–83. [Google Scholar] [CrossRef] [PubMed]
- Chen, L.Y.; Xu, J.Q.; Choi, H.; Pozuelo, M.; Ma, X.L.; Bhowmick, S.; Yang, J.M.; Mathaudhu, S.; Li, X.C. Processing and properties of magnesium containing a dense uniform dispersion of nanoparticles. Nature 2015, 528, 539–543. [Google Scholar] [CrossRef] [PubMed]
- Yu, Q.; Qi, L.; Tsuru, T.; Traylor, R.; Rugg, D.; Morris, J.W., Jr.; Asta, M.; Chrzan, D.C.; Minor, A.M. Origin of dramatic oxygen solute strengthening effect in titanium. Science 2015, 347, 635–639. [Google Scholar] [CrossRef]
- He, B.B.; Hu, B.; Yen, H.W.; Cheng, G.J.; Wang, Z.K.; Luo, H.W.; Huang, M.X. High dislocation density-induced large ductility in deformed and partitioned steels. Science 2017, 357, 1029–1032. [Google Scholar] [CrossRef]
- Pan, Q.S.; Zhou, H.F.; Lu, Q.H.; Gao, H.J.; Lu, L. History-independent cyclic response of nanotwinned metals. Nature 2017, 551, 214–217. [Google Scholar] [CrossRef]
- Liu, X.C.; Zhang, H.W.; Lu, K. Strain-Induced Ultrahard and Ultrastable Nanolaminated Structure in Nickel. Science 2013, 342, 337–340. [Google Scholar] [CrossRef]
- Liu, F.; Liu, Z.Y.; Jia, P.X.; Bai, S.; Yan, P.F.; Hu, Y.C. Dynamic dissolution and texture evolution of an Al-Cu-Mg-Ag alloy during hot rolling. J. Alloys Compd. 2020, 827, 154254. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mater. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Nes, E. Modelling of work hardening and stress saturation in FCC metals. Progress in Materials. Science 1997, 41, 129–193. [Google Scholar]
- Krausz, A.S.; Krausz, K. The Constitutive Law of Deformation Kinetics. In Unified Constitutive Laws of Plastic Deformation; John Wiley: New York, NY, USA, 1996; Chapter 5; pp. 229–279. [Google Scholar]
- Yang, Q.; Shen, Y.; Liu, J.; Wang, L.; Chen, Z.; Wang, M.L.; Zhong, S.Y.; Wu, Y.; Wang, H.W. Microstructure and mechanical response of TiB2/Al-Zn-Mg-Cu composites with more addition of Zn. J. Alloys Compd. 2020, 816, 152584. [Google Scholar] [CrossRef]
- Prados, E.F.; Sordi, V.L.; Ferrante, M. The effect of Al2Cu precipitates on the microstructural evolution, tensile strength, ductility and work-hardening behaviour of an Al-4 wt.% Cu alloy processed by equal-channel angular pressing. Acta Mater. 2013, 61, 115–125. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Cu | Mn | V | Zr | Ti | B | Al |
|---|---|---|---|---|---|---|---|
| AA2219 | 6.31 | 0.27 | 0.06 | 0.13 | 0.03 | - | Bal. |
| 4 wt.% | 6.21 | 0.28 | 0.09 | 0.12 | 2.89 | 1.19 | Bal. |
| 5 wt.% | 6.37 | 0.31 | 0.09 | 0.12 | 3.51 | 1.54 | Bal. |
| 6 wt.% | 6.28 | 0.31 | 0.09 | 0.11 | 4.12 | 1.87 | Bal. |
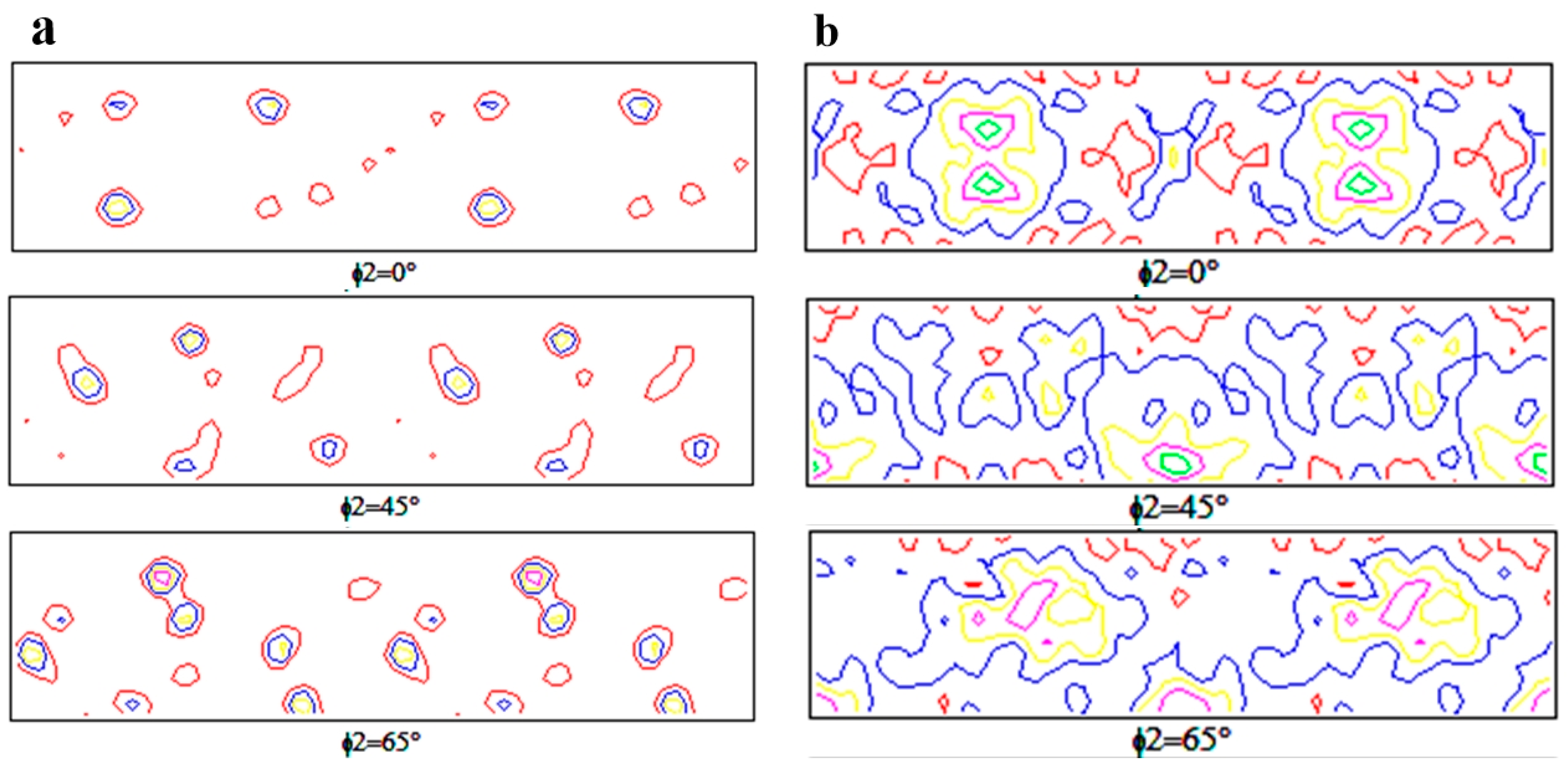
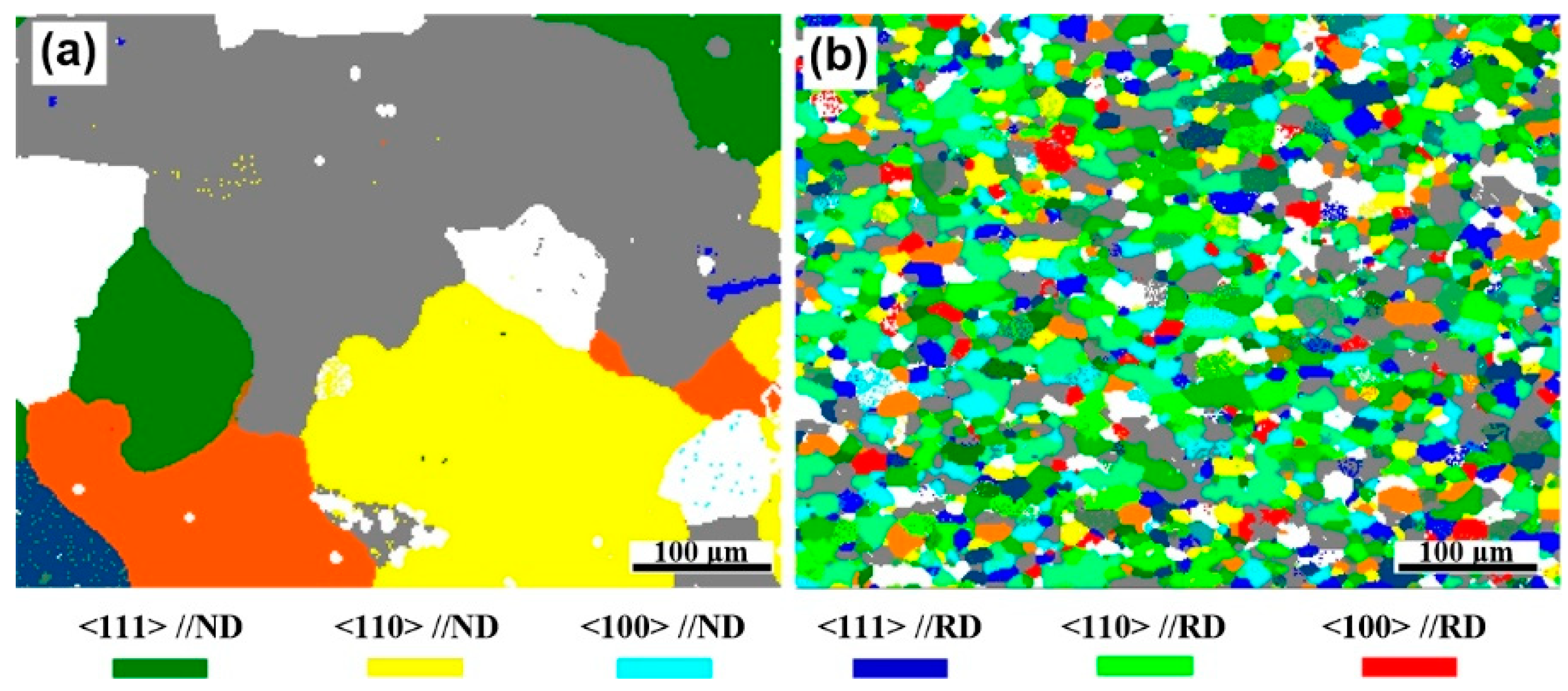
| Samples | Copper | Goss | <111>//RD | <110>//RD | <100>//RD | <111>//ND | <110>//ND | <100>//ND |
|---|---|---|---|---|---|---|---|---|
| alloy | 13.9% | 10.7% | 26.4% | - | - | 12.1% | 45.5% | - |
| composite | - | - | 20.1% | 32% | 11.1% | 13% | 26.1% | 11.7% |
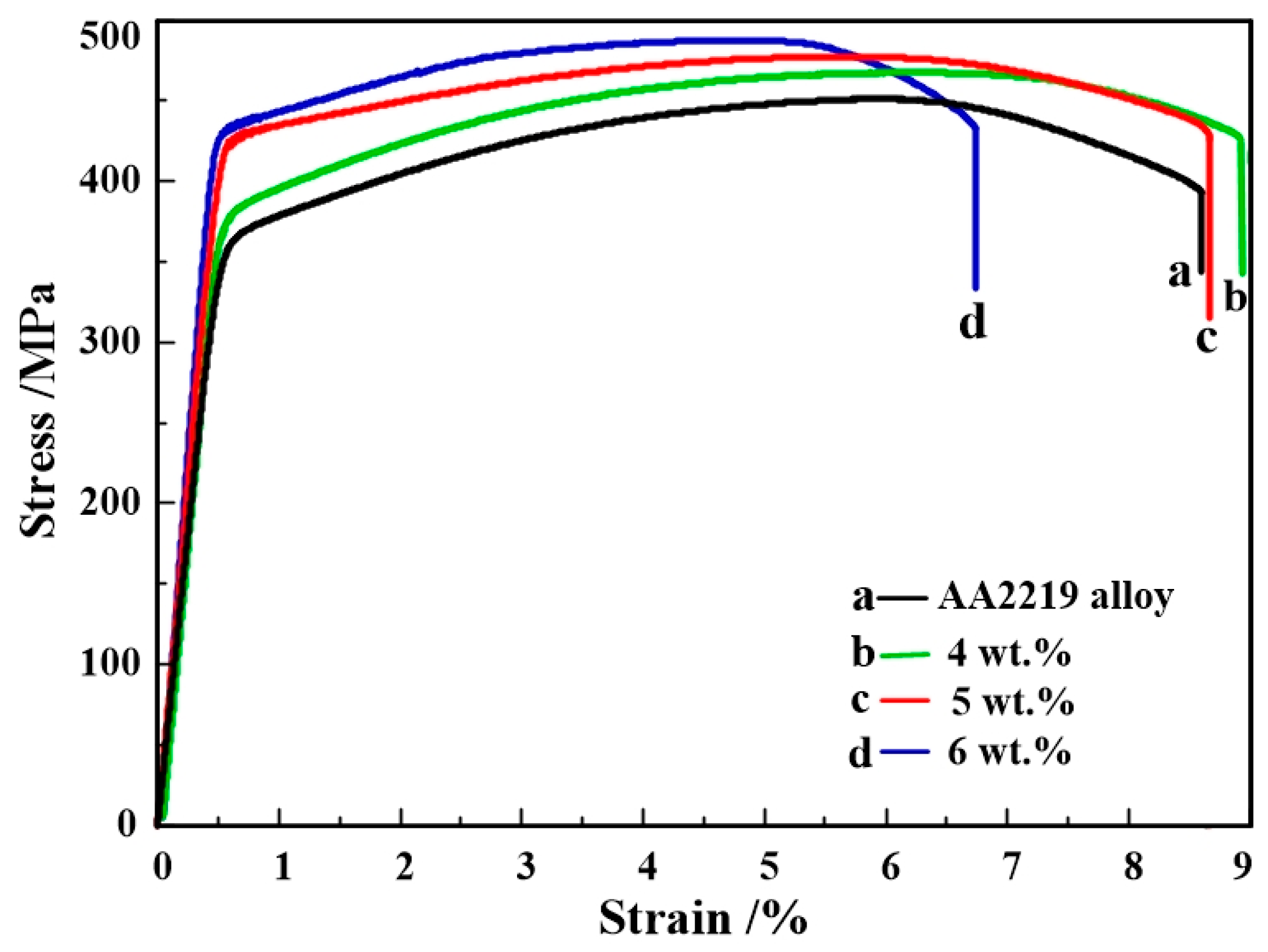
| Samples | σyeild/MPa | σb/MPa | εf/% | εu/% | Elastic Modulus/GPa |
|---|---|---|---|---|---|
| AA2219 | 368 ± 7 | 451 ± 6 | 8.6 ± 0.6 | 5.3 ± 0.5 | 72.8 |
| 4 wt.% | 382 ± 5 | 460 ± 7 | 8.9 ± 0.8 | 5.8 ± 0.6 | 75.1 |
| 5 wt.% | 410 ± 10 | 477 ± 5 | 8.7 ± 0.9 | 5.5 ± 0.3 | 76.9 |
| 6 wt.% | 414 ± 5 | 489 ± 10 | 6.7 ± 1.0 | 4.6 ± 0.8 | 78.6 |
| Al-6Cu [26] | 345 | 451 | 11.0 | - | - |
| NdB6/Al-5.0Cu [6] | 298 | 516 | 8.3 | - | - |
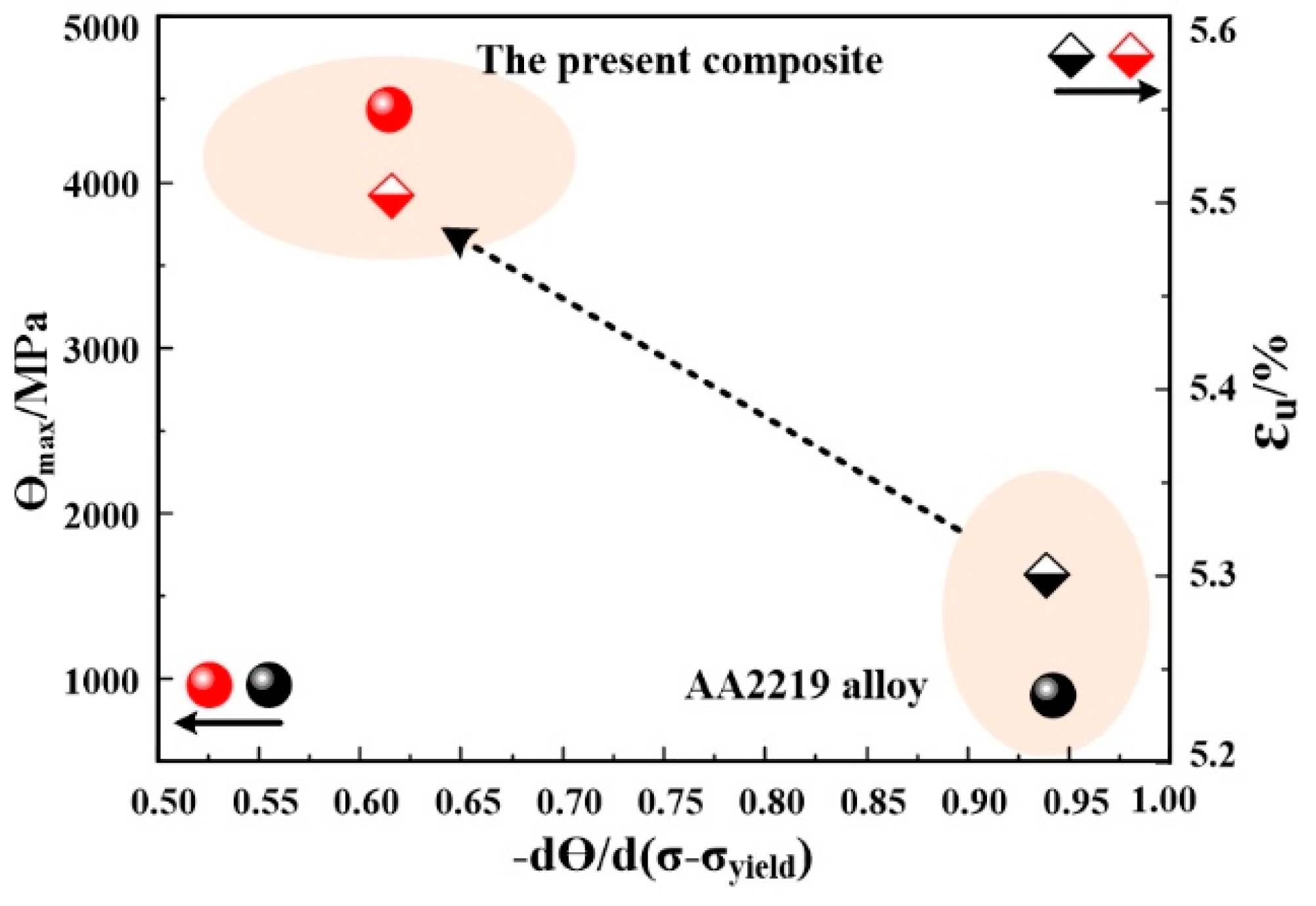
| Samples | ϴmax | −dϴ/d(σ − σyield) | n |
|---|---|---|---|
| AA2219 | 1650 | 0.94 | 0.14 |
| The composite | 4394 | 0.62 | 0.08 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xia, C.J.; Wang, L.; Zhang, Q.; Zhu, H.F.; Liu, J.; Zhang, F.G.; Chen, Z.; Wang, H.W. An Investigation of Microstructural Evolution, Tensile Properties and Work-Hardening Behavior of Nanosized TiB2/Al-Cu-Mn Composites. Materials 2020, 13, 4250. https://doi.org/10.3390/ma13194250
Xia CJ, Wang L, Zhang Q, Zhu HF, Liu J, Zhang FG, Chen Z, Wang HW. An Investigation of Microstructural Evolution, Tensile Properties and Work-Hardening Behavior of Nanosized TiB2/Al-Cu-Mn Composites. Materials. 2020; 13(19):4250. https://doi.org/10.3390/ma13194250
Chicago/Turabian StyleXia, Cun Juan, Lei Wang, Qing Zhang, Hao Fei Zhu, Jun Liu, Feng Guo Zhang, Zhe Chen, and Hao Wei Wang. 2020. "An Investigation of Microstructural Evolution, Tensile Properties and Work-Hardening Behavior of Nanosized TiB2/Al-Cu-Mn Composites" Materials 13, no. 19: 4250. https://doi.org/10.3390/ma13194250
APA StyleXia, C. J., Wang, L., Zhang, Q., Zhu, H. F., Liu, J., Zhang, F. G., Chen, Z., & Wang, H. W. (2020). An Investigation of Microstructural Evolution, Tensile Properties and Work-Hardening Behavior of Nanosized TiB2/Al-Cu-Mn Composites. Materials, 13(19), 4250. https://doi.org/10.3390/ma13194250