The results obtained are illustrated in the following paragraphs.
3.8. Statistical Analysis of the Mechanical and Physical Properties of MDF
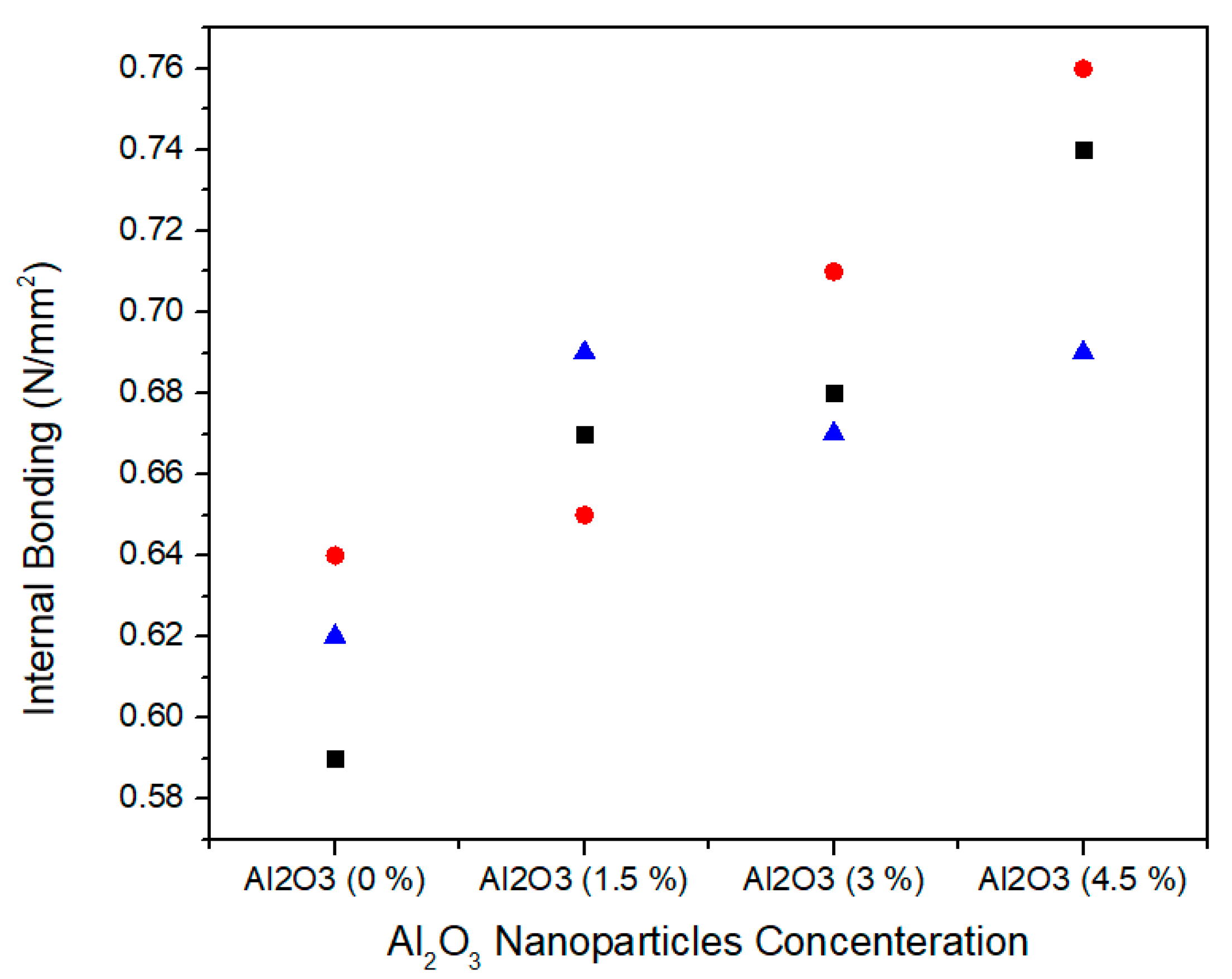
The internal bonding is determined by tensile strength of the MDF.
Figure 12 shows the single factor ANOVA results of three treatments comparison of internal bonding values for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of Al
2O
3 nanoparticles. For 0.0% alumina, the three treatments values of internal bonding are 0.59, 0.64, and 0.64 N/mm
2. For 1.5% Alumina the three treatments values are 0.67, 0.65, and 0.69 N/mm
2. Similarly, for 3.0% alumina nanoparticles, all the three counts have the values of 0.68, 0.71, and 0.67 N/mm
2 internal bonding values. As the concentration level increase from 3.0% to 4.5%, the internal bonding values 0.74, 0.76, and 0.69 N/mm
2 increase for all treatments. Red circle, blue triangle, and black square are iterations for each concentration of alumina nanoparticles.
Table 3 summarizes the ANOVA statistical approach for three treatments of 0.0%, 1.5%, 3.0%, and 4.5% alumina nanoparticles. 0.0% alumina containing medium density fiberboard has a mean value of 0.61 N/mm
2 and variance 0.000633. While 1.5%, 3.0%, and 4.5% alumina containing medium density fiberboard have 0.67, 0.68 and 0.73 mean values with variances 0.0004, 0.00043, and 0.0013, respectively. These internal bonding values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 0.005119869.
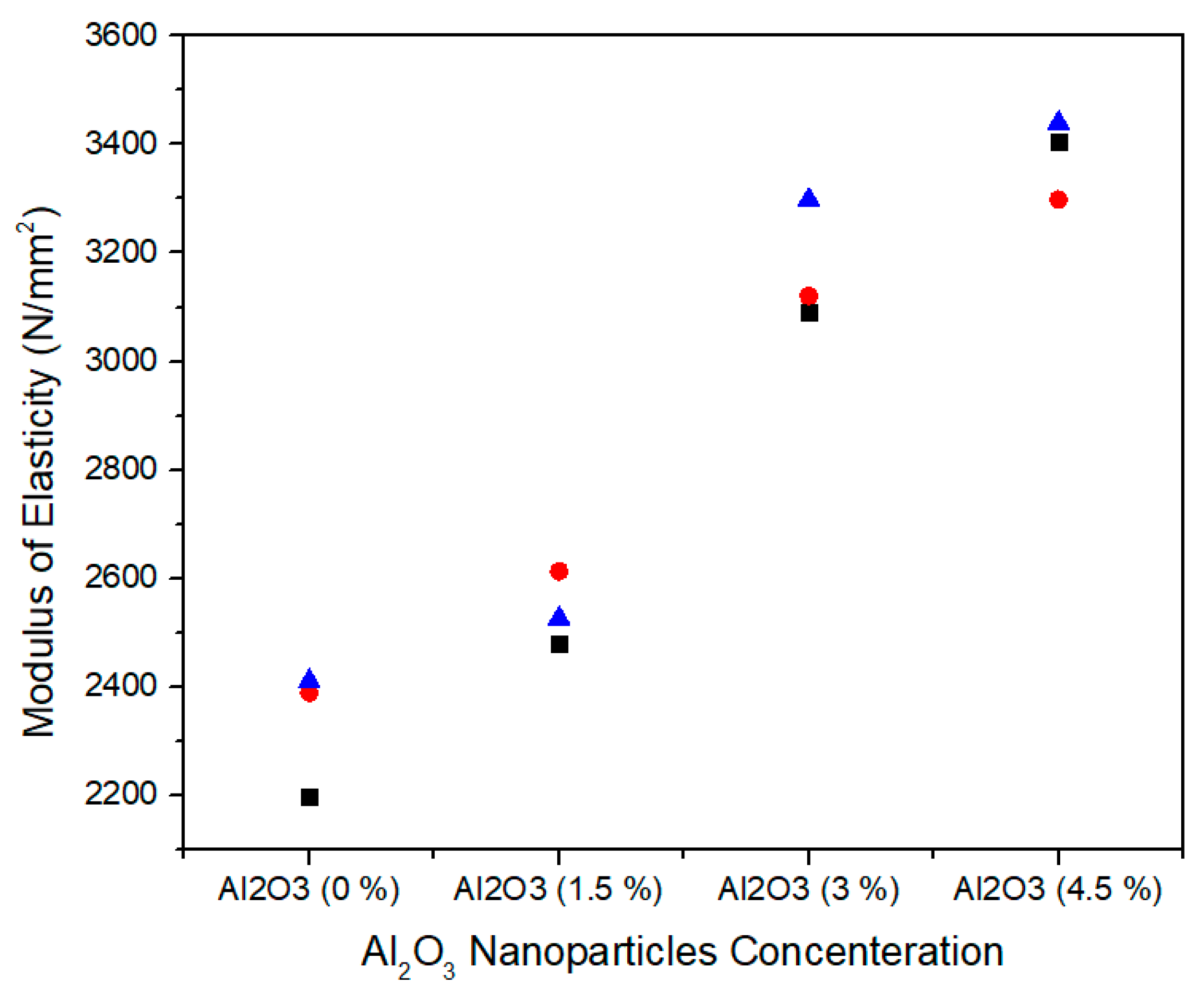
The modulus of elasticity is normally measured the medium density fiberboard resistance to being deformed elastically when a stress is applied on it.
Figure 13 shows the single factor ANOVA results of three treatments comparison for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of Al
2O
3 nanoparticles. For 0.0% alumina, the three treatments values of modulus of elasticity are 2197.29, 2388.51, and 2410.46 N/mm
2. For 1.5% alumina the three treatments values are 2480.16, 2612.78, and 2526.10 N/mm
2. In the same way, for 3.0% alumina nanoparticles, all the three counts have 3091.50, 3120.32, and 3205.45 N/mm
2 modulus of elasticity values. As the concentration level increases from 3.0% to 4.5% the modulus of elasticity values 3404.53, 3298.21, and 3440.33 N/mm
2 show an increase for all treatments.
Table 4 summarizes the ANOVA statistical approach of modulus of elasticity values for three the treatments of 0.0%, 1.5%, 3.0%, and 4.5% alumina nanoparticles. A 0.0% alumina containing medium density fiberboard has a mean value of 2332.087 N/mm
2 and a variance of 13,748.06. While 1.5%, 3.0%, and 4.5% alumina containing medium density fiberboard have 2539.68, 3139.09, and 3381.023 modulus of elasticity mean values with variance 0.4535.328, 3510.385, and 5463.946, respectively. These modulus of elasticity values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 8.4772 × 10
−7.
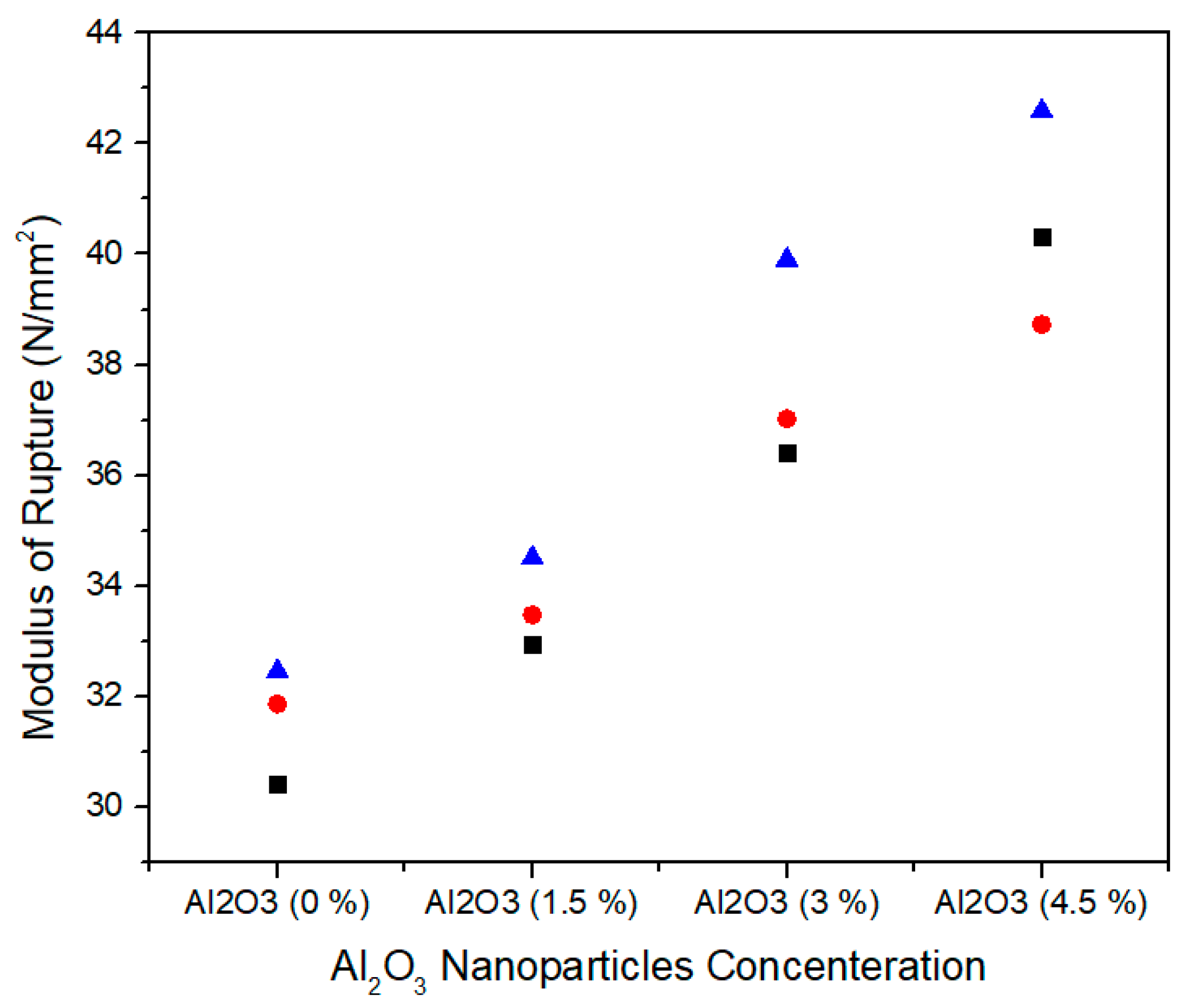
The modulus of rupture represents the flexural strength of medium density fiberboard and is defined as the stress just before yield.
Figure 14 shows the single factor ANOVA results of three treatments comparison for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of Al
2O
3 nanoparticles. For 0.0% alumina, the three treatments values of modulus of rupture are 30.42, 31.86, and 32.45 N/mm
2 while for 1.5% alumina the three treatments values of modulus of rupture are 32.94, 33.47 and 34.50 N/mm
2. Similarly, for 3.0% alumina nanoparticles, all the three counts have 36.41, 37.02, and 39.90 N/mm
2 modulus of rupture values. As the concentration level increase from 3.0% to 4.5%, the modulus of rupture values 40.32, 38.73, and 42.59 N/mm
2 show as significant increase for all treatments.
Table 5 summarizes the ANOVA statistical approach of modulus of rupture values for the three treatments of 0.0%, 1.5%, 3.0%, and 4.5% alumina nanoparticles. 0.0% alumina containing medium density fiberboard has modulus of rupture mean value of 31.57 N/mm
2 and variance of 1.09 while 1.5%, 3.0%, and 4.5% alumina containing medium density fiberboard have 33.63, 37.77, and 40.54 modulus of rupture mean values with variance 0.629, 3.474, and 3.76, respectively. These modulus of rupture values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 0.000329.
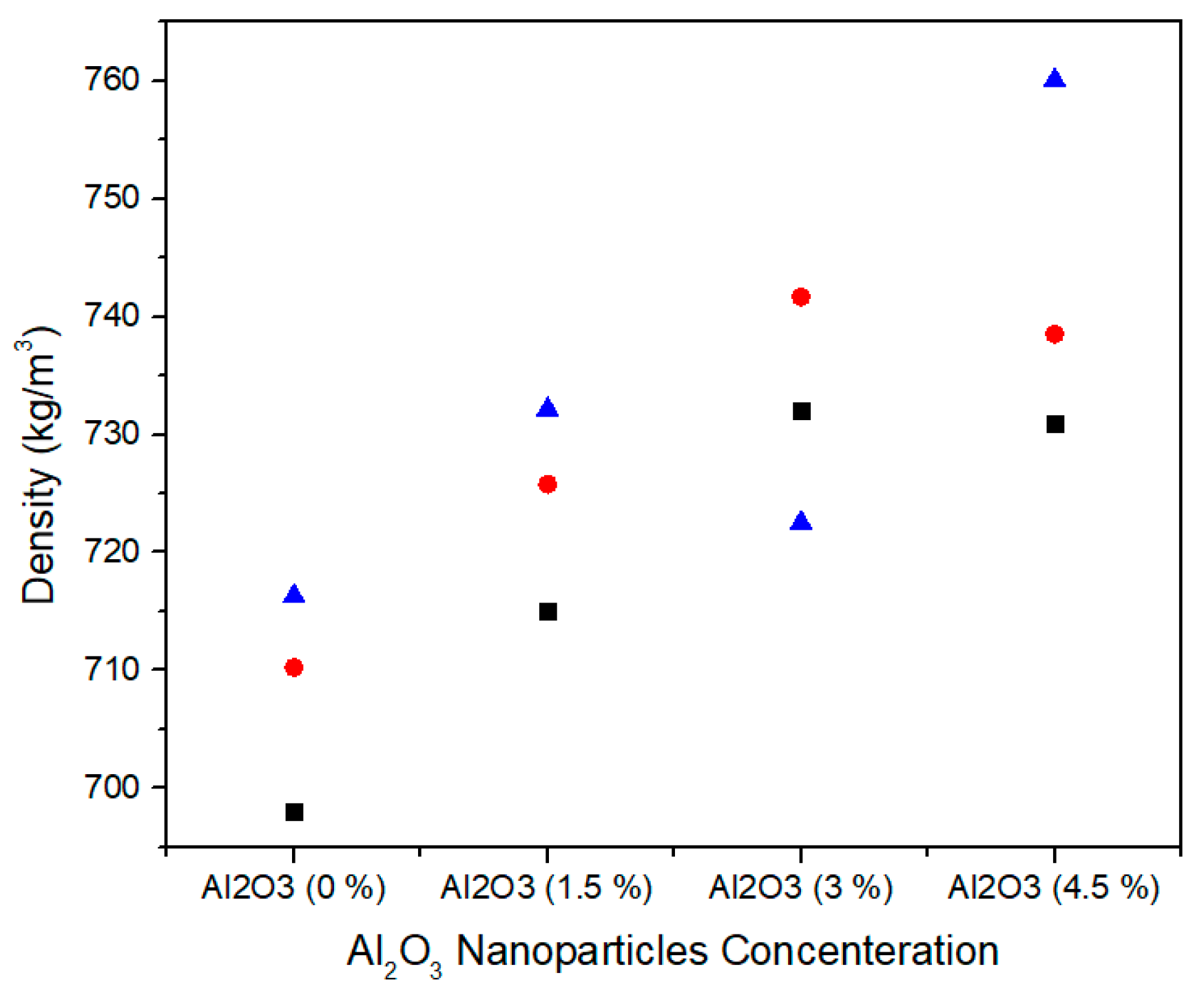
Density represents the mass per unit volume of medium density fiberboard.
Figure 15 shows the single factor ANOVA results of three treatments comparison of density for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of alumina nanoparticles. For 0.0% alumina, the three treatments values of density are 698.05, 710.24, and 716.29 kg/m
3. For 1.5% alumina the three treatments values of density are 715, 725.8, and 732.15 kg/m
3. Likewise, for 3.0% alumina nanoparticles, all the three counts have 732, 741.68, and 722.50 N/mm
2 density values. As the concentration level increase from 3.0% to 4.5%, the density values 730.91, 738.54, and 760.06 kg/m
3 show significant increase for all treatments.
Table 6 summarizes the ANOVA statistical approach of density values for three treatments of 0.0%, 1.5%, 3.0%, and 4.5% alumina nanoparticles. The 0.0% alumina containing medium density fiberboard has density mean value of 708.19 kg/m
3 and variance of 86.31. While 1.5%, 3.0%, and 4.5% alumina containing medium density fiberboard have 724.3, 732.06, and 743.17 density mean values with variance 75.18, 91.97, and 228.5, respectively. These density values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 0.025461.
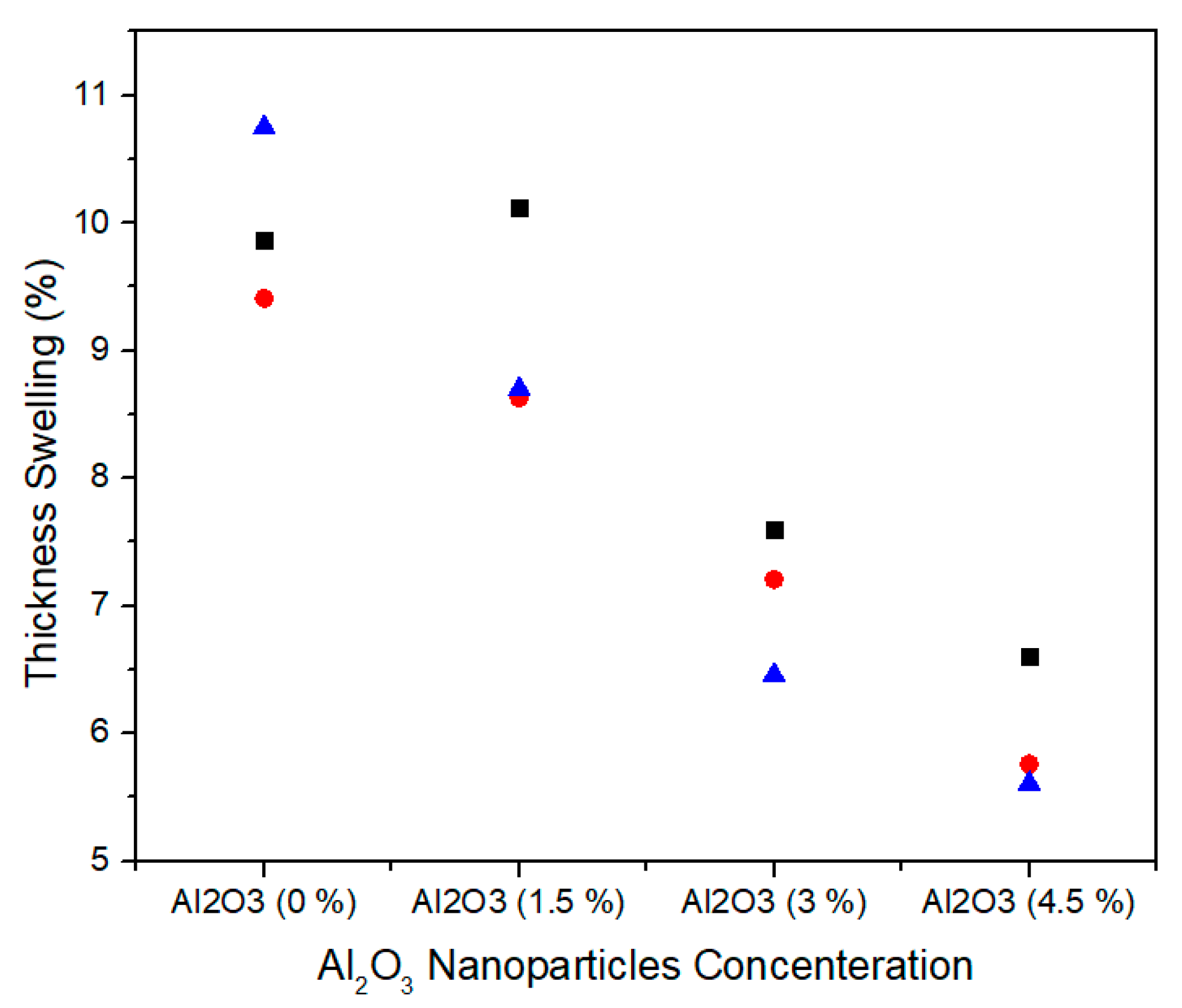
Thickness swelling represents the stability performance of medium density fiberboard.
Figure 16 shows the single factor ANOVA results of three treatments comparison of thickness swelling for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of alumina nanoparticles. For 0.0% alumina, the three treatments values of thickness swelling are 9.87, 9.41, and 10.75% and for 1.5% alumina the three treatments values of thickness swelling are 10.12, 8.63 and 8.70%. Similarly, for 3.0% alumina nanoparticles, all the three counts have 7.60, 7.21, and 6.46% thickness swelling values. It can be noted that as the concentration level increases from 3.0% to 4.5%, the thickness swelling values 6.60, 5.76, and 5.61% show significant decrease for all treatments.
Table 7 summarizes the ANOVA statistical approach of thickness swelling values for three treatments of 0.0%, 1.5%, 3.0% and 4.5% alumina nanoparticles. 0.0% alumina containing medium density fiberboard has thickness swelling mean value of 10.01% and variance of 0.46. While 1.5%, 3.0%, and 4.5% alumina containing medium density fiberboard have 9.15, 7.09, and 5.99 thickness swelling mean values with variances 0.70, 0.33, and 0.28, respectively. These thickness swelling values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 0.000282.
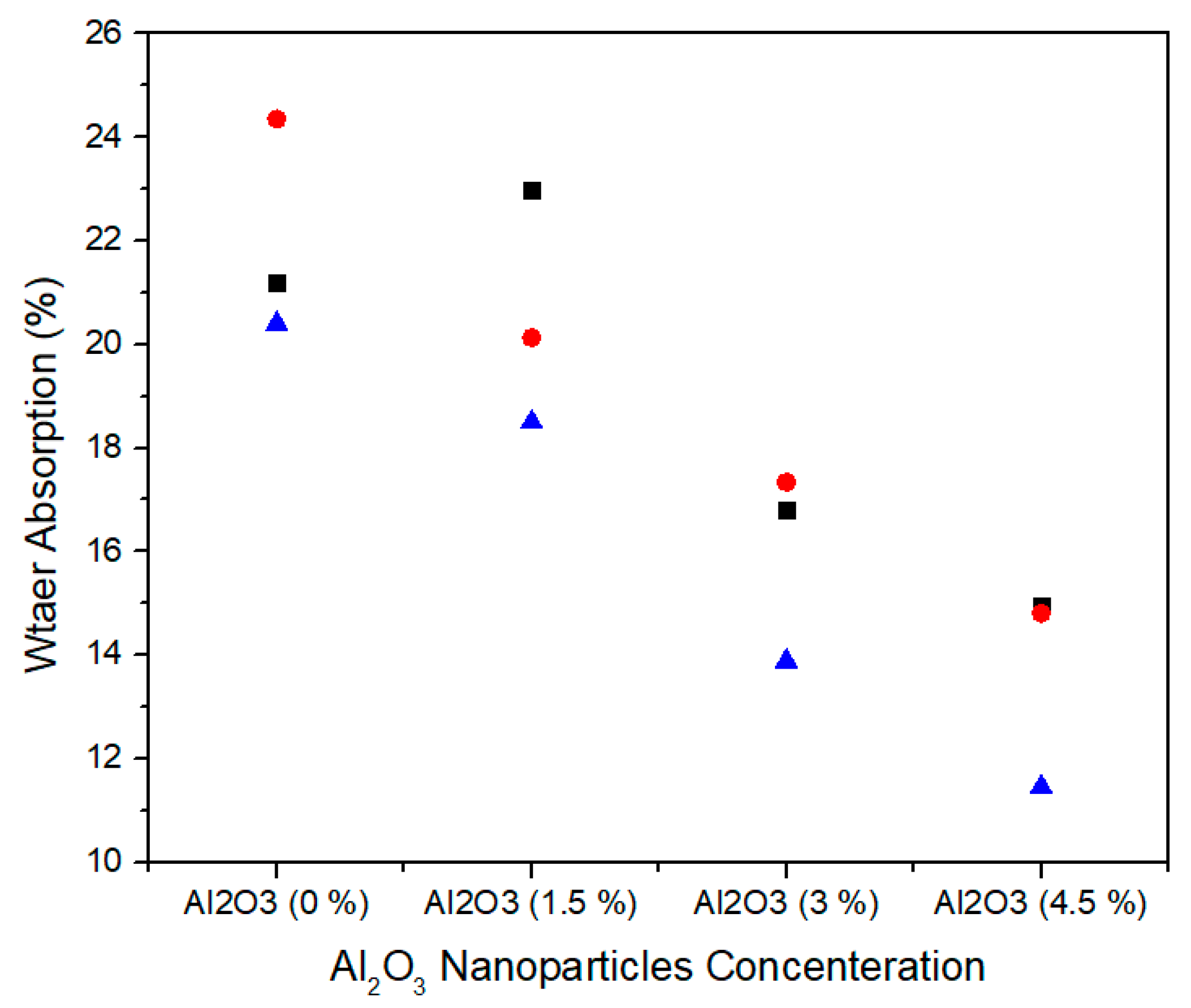
The water absorption is the ability of medium density fiberboard to absorb water when immersed in it.
Figure 17 shows the single factor ANOVA results of three treatments comparison of water absorption for 0.0%, 1.5%, 3.0%, and 4.5% concentration levels of alumina nanoparticles. For 0.0% alumina, the three treatments values of water absorption are 21.20, 24.35, and 20.40% and for 1.5% alumina, the three treatments values of water absorption are 22.97, 20.13, and 18.50%. Similarly, for 3.0% alumina nanoparticles, all the three counts have 16.80, 17.34, and 13.88% water absorption values. As the concentration level increase from 3.0% to 4.5% the water absorption values 14.95, 14.81, and 11.45% show significant decrease for all treatments.
Table 8 summarizes the ANOVA statistical approach of water absorption values for the three treatments of 0.0%, 1.5%, 3.0%, and 4.5% alumina nanoparticles. The 0.0% alumina containing medium density fiberboard has water absorption mean value of 21.98% and variance of 4.36. While 1.5%, 3.0%, and 4.5% alumina containing medium density fiber board have 20.53, 16.00, and 13.73 water absorption mean values with variance 5.11, 3.46, and 3.92, respectively. These thickness swelling values are statistically altered from each other and the single factor ANOVA consequences confirm that the probability (
p-value) is 0.003754.
3.9. Final Properties of Medium Density Fiberboard
The physical and mechanical properties of medium density fiberboard samples have been investigated using 0%, 1.5%, 3%, and 4.5% of alumina nanoparticles and urea-formaldehyde resin. Each sample was tested for three iterations and the average value of each property under specific configuration was determined. The mechanical properties such as internal bonding, modulus of rupture and modulus of elasticity were tested using WDW-30 (Electromechanical Universal Testing Machine of JINAN Precision Testing Equipment Company Limited, Jinan, China). Each sample was tested for mechanical properties under the specific configuration of alumina nanoparticles as summarized in
Table 9.
During the hot pressing, the resin is bonded with wood fibers in cross-link pattern which refers to internal bonding. It is clear that at zero concentration level of alumina nanoparticle, the value of internal bonding resulted in 0.61 N/mm
2, which indicates the reference for all other configurations of alumina nanoparticles in urea-formaldehyde resin. With the addition of 1.5%, 3.0%, and 4.5% of alumina nanoparticles in the urea-formaldehyde resin increased the internal bonding by 5.97%, 10.29%, and 16.4%, respectively and is also meet with EN-319 [
36] standards. Hence, the internal bonding values increased linearly with the increase in the concentration of alumina nanofillers.
The reason of linear relationship between internal bonding and alumina nanofillers is due to increase in the cross-link density of urea-formaldehyde resin. Further, alumina nanoparticles also have the capability of high heat transfer which leads to fast curing of urea-formaldehyde resin, reduced press time and increased production.
It can be noted that the modulus of elasticity value at 0% alumina nanoparticle in urea-formaldehyde resin in
Table 4 is 2332.08 N/mm
2. When it is compared with 1.5%, 3%, and 4.5% concentrations, the corresponding modulus of elasticity values increased by 8.17%, 25.70%, and 31% respectively and is also meet with EN-310 [
37] standard values.
The modulus of rupture values increases with the increase in concentration of alumina nanoparticles. The increase in nanofillers concentration into 1.5%, 3%, and 4.5% leaded to increased modulus of rupture values by 6.52%, 16.4%, and 22.12%, respectively when compared to medium density fiberboard containing 0% nanofillers and also meet with EN-310 [
37] standard values. The reason of significant increase in modulus of rupture values is due to fast curing of the nanofillers.
The physical properties such as density, thickness swelling and water absorption are summarized in
Table 10. The samples were tested for 0%, 1.5%, 3%, and 4.5% concentration levels of alumina nanoparticles with three iterations of each sample and the average values were taken into consideration. Both thickness swelling and water absorption tests were performed for 24 h according to British Standard EN-317 1993 [
38] and ASTM D570 [
39] respectively.
The density increases with the increase in the concentration of nanofillers due to increase in the mass of the nanofillers. A gradual reduction in the thickness swelling values of the samples for 24 h was observed which is due to reduction of pores in the MDF panels. Similarly, the water absorption values also decrease with the increase in concentration of nanofillers which is due to better curing of the panels during hot pressing.

 ,
, 



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}