Numerical Simulation and Accuracy Verification of Surface Morphology of Metal Materials Based on Fractal Theory




Abstract

1. Introduction
2. Acquisition and Parameters Characterization of Surface Morphology
2.1. The Acquisition of Surface Morphology
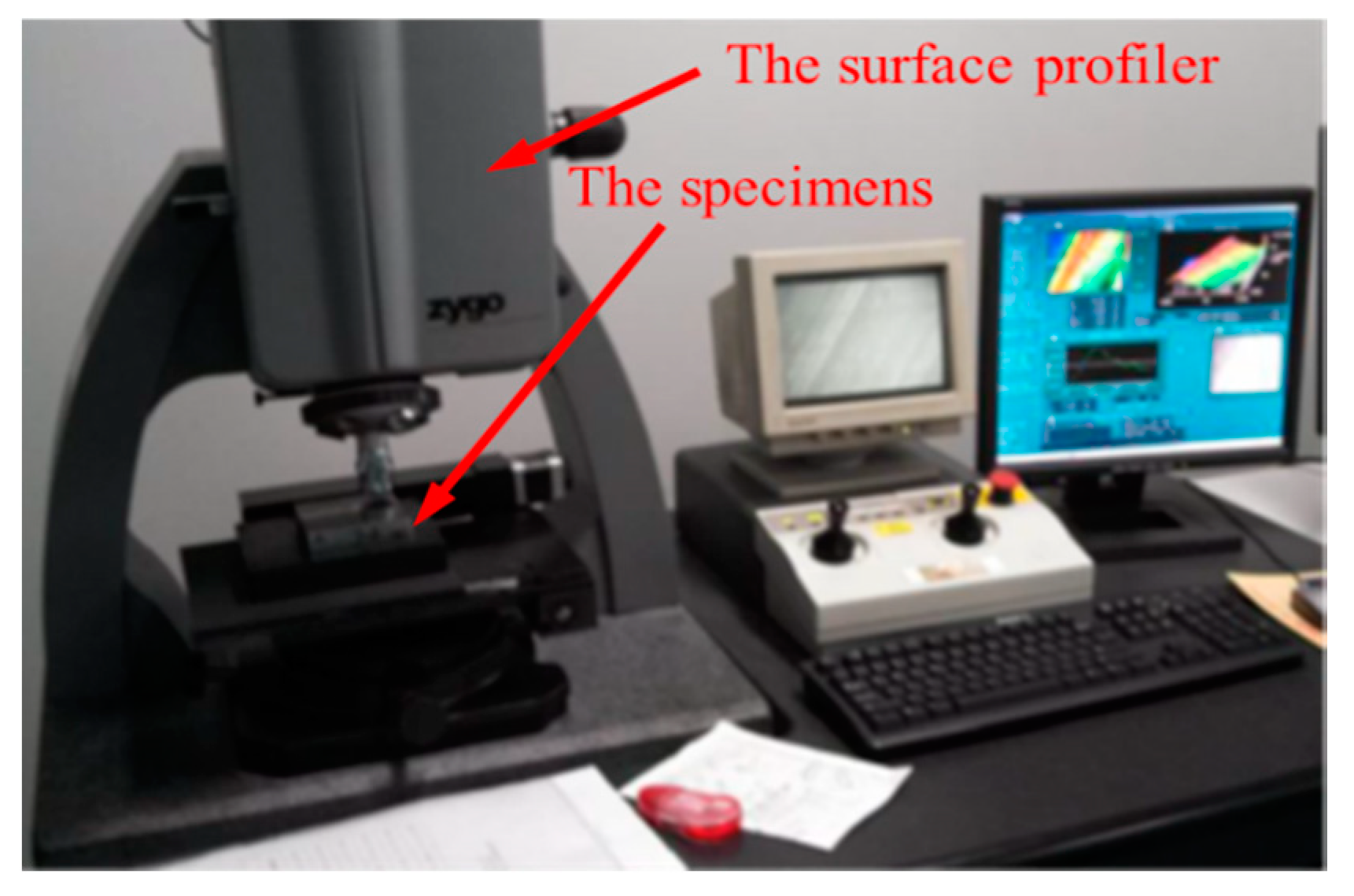
2.1.1. Specimen and Test Equipment
2.1.2. Expression of Test Data
2.2. Parameter Characterization of Test Data
2.2.1. Characterization Parameters of Morphology Data
2.2.2. Characterization of Morphology Data
3. Numerical Simulation of Surface Morphology
3.1. Fractal Simulation of Surface Profile
3.2. Characteristics Analysis of the Surface Profile
4. Result Analysis
4.1. Comparison of Morphological Characterization Parameters
4.2. Comparison of Fractal Dimension
5. Conclusions
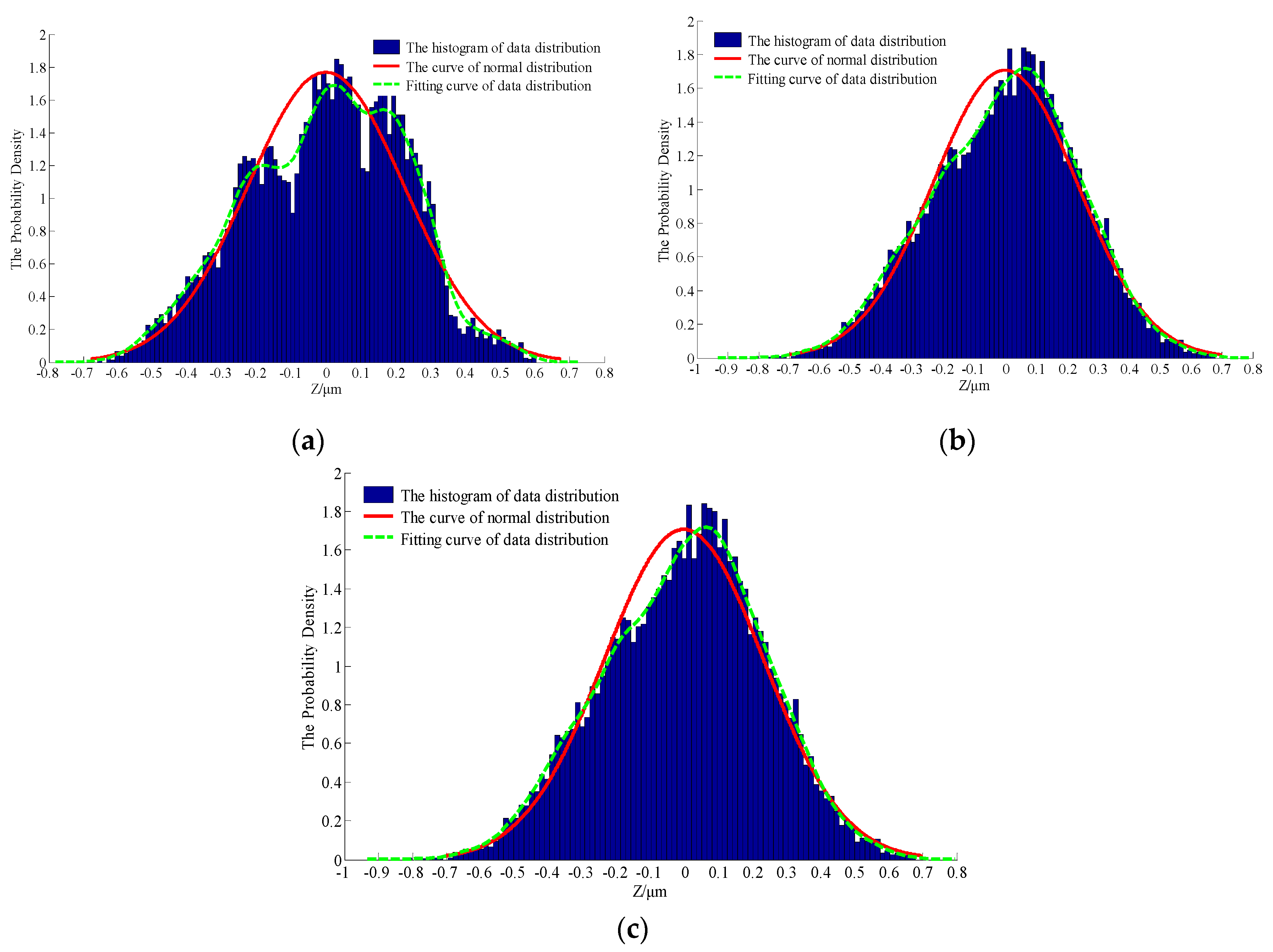
- The probability density statistics, the QQ test chart and the autocorrelation are used to analyze the profile data distribution law of the simulated surface and the actual surface, respectively. The results show that the profile data of the simulated surface and the actual machined surface basically conform to a normal distribution.
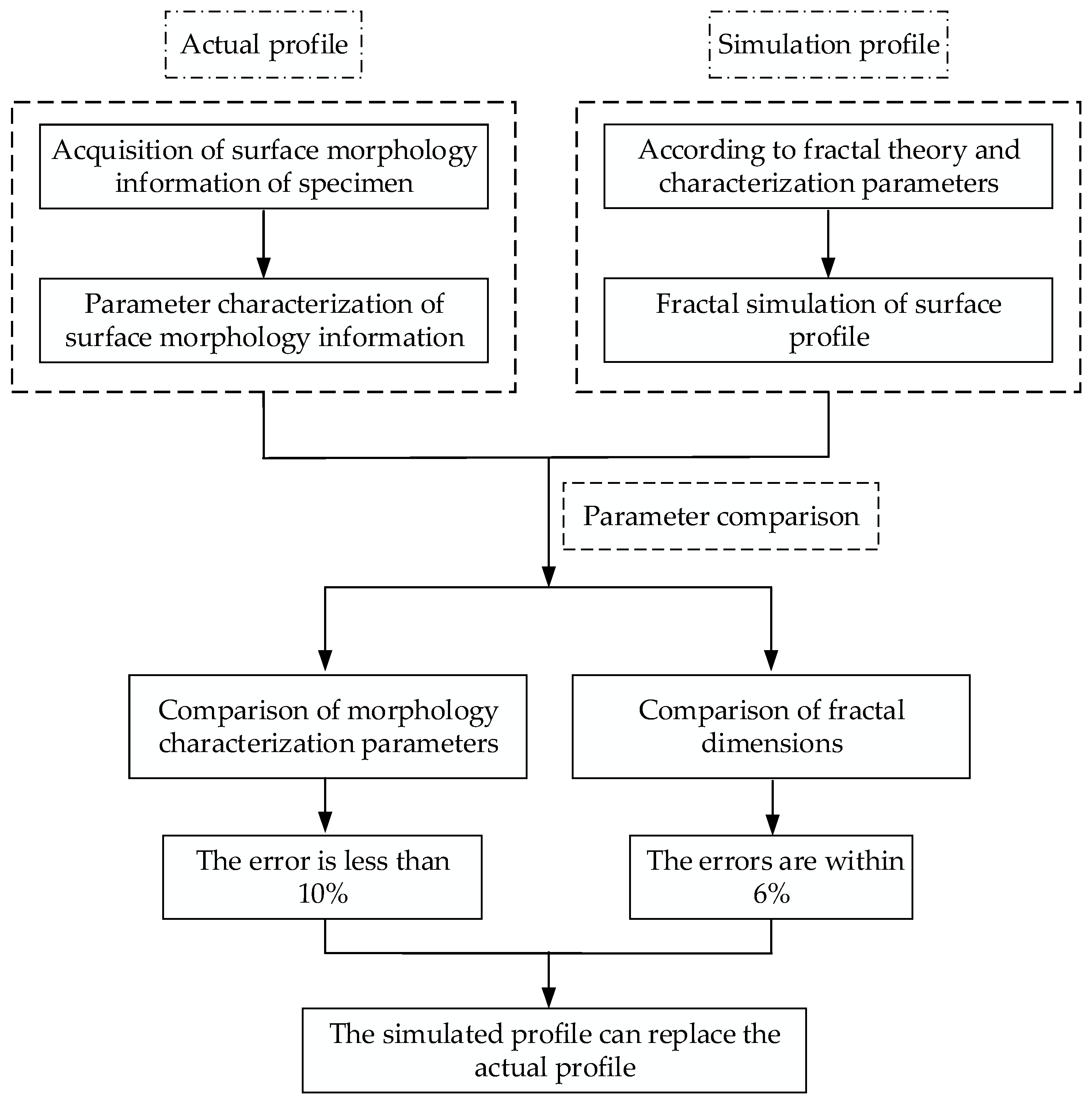
- From the perspective of the morphology characterization parameters, when the fractal dimension D = 1.5, the morphology parameters of the simulated surface are basically consistent with those of the actual machined surface, and the error percentage of arithmetic mean deviation Ra, the peak height mean square error Rq and the peak height average variance σ2 are all within 10%.
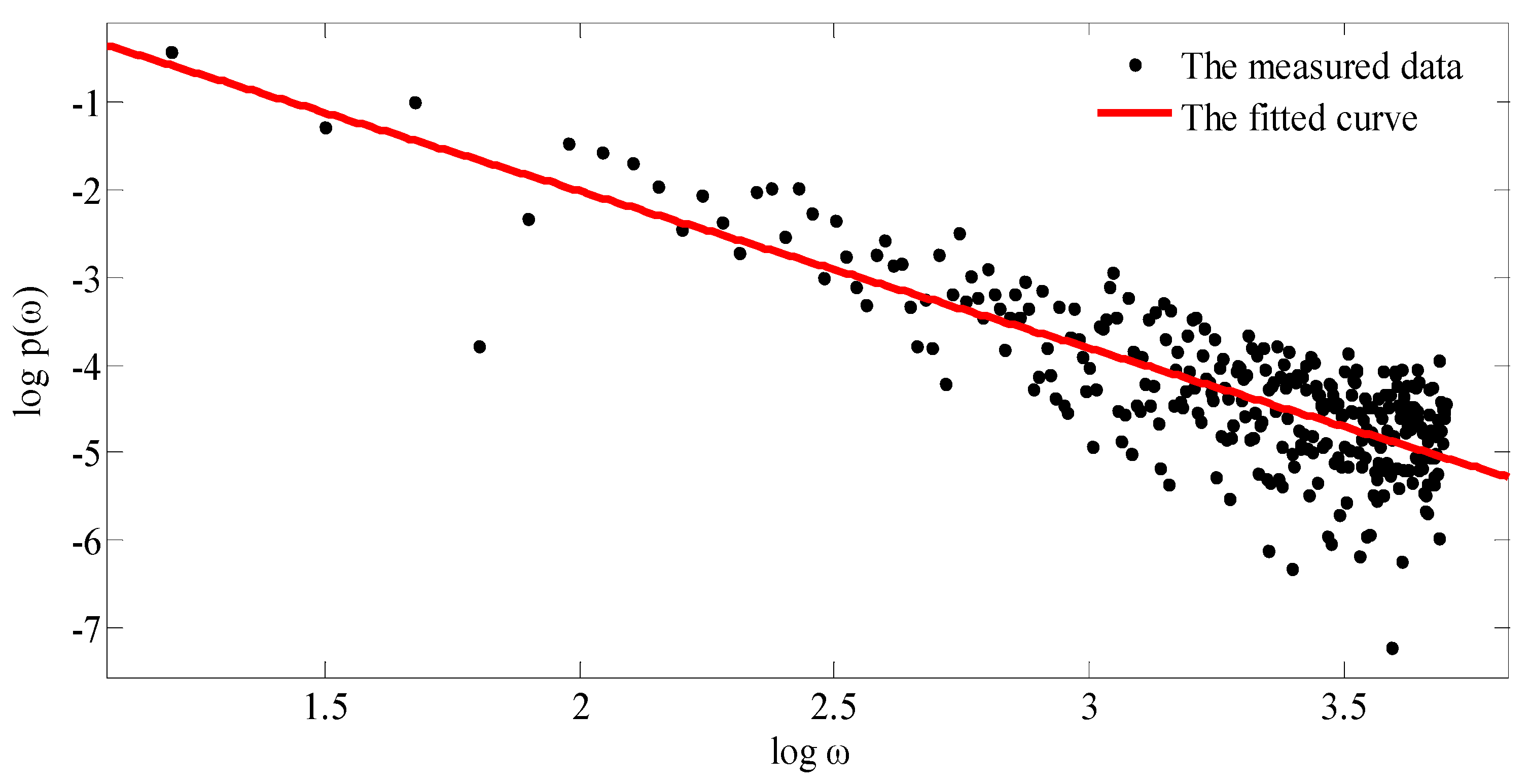
- The calculated value of the measured fractal dimension is basically consistent with the given fractal dimension of the simulated morphology, i.e., the error is within 6%, which shows that the measured morphology and the simulated morphology have a high degree of consistency.
Author Contributions
Funding
Conflicts of Interest
References
- Jiang, H.; Browning, R.; Fincher, J.; Gasbarro, A.; Jones, S.; Sue, H. Influence of surface roughness and contact load on friction coefficient and scratch behavior of thermoplastic olefins. Appl. Surf. Sci. 2008, 254, 4494–4499. [Google Scholar] [CrossRef]
- Maegawa, S.; Suzuki, A.; Nakano, K. Precursors of Global Slip in a Longitudinal Line Contact under Non-Uniform Normal Loading. Tribol. Lett. 2010, 38, 313–323. [Google Scholar] [CrossRef]
- Patrikar, R. Modeling and simulation of surface roughness. Appl. Surf. Sci. 2004, 228, 213–220. [Google Scholar] [CrossRef]
- Qu, X.; Cai, X.; Zhang, M.; Lin, H.; Zhao, L.; Liao, B.-Q. A facile method for simulating randomly rough membrane surface associated with interface behaviors. Appl. Surf. Sci. 2018, 427, 915–921. [Google Scholar] [CrossRef]
- Neis, P.D.; Ferreira, N.; Sukumaran, J.; De Baets, P.; Ando, M.; Matozo, L.; Masotti, D. Characterization of surface morphology and its correlation with friction performance of brake pads. Int. J. Sustain. Constr. Des. 2015, 6, 6. [Google Scholar] [CrossRef]
- Feng, X.; Gu, B. The research status and development tendency of surface topography. Lubr. Eng. 2006, 2, 168–176. [Google Scholar]
- Whitehouse, D.J. Surface geometry, miniaturization and metrology. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2012, 370, 4042–4065. [Google Scholar] [CrossRef]
- Gadelmawla, E.S.; Koura, M.M.; Maksoud, T.M.A.; Elewa, I.M.; Soliman, H.H. Roughness parameters. J. Mater. Process. Technol. 2002, 123, 133–145. [Google Scholar] [CrossRef]
- Dong, W.; Sullivan, P.; Stout, K. Comprehensive study of parameters for characterising three- dimensional surface topography. Wear 1994, 178, 29–43. [Google Scholar] [CrossRef]
- Hu, Z.; Zhu, L.; Teng, J.; Ma, X.; Shi, X. Evaluation of three-dimensional surface roughness parameters based on digital image processing. Int. J. Adv. Manuf. Technol. 2009, 40, 342–348. [Google Scholar]
- Acharjya, P.P.; Mukherjee, S.; Ghoshal, D. Digital image segmentation using median filtering and morphological approach. Int. J. Adv. Res. Comput. Sci. Softw. Eng. 2014, 4, 552–557. [Google Scholar]
- Poljaček, S.M.; Risović, D.; Furic, K.; Gojo, M. Comparison of fractal and profilometric methods for surface topography characterization. Appl. Surf. Sci. 2008, 254, 3449–3458. [Google Scholar] [CrossRef]
- Van Gorp, A.; Bigerelle, M.; Grellier, A.; Iost, A.; Najjar, D. A multi-scale approach of roughness measurements: Evaluation of the relevant scale. Mater. Sci. Eng. C 2007, 27, 1434–1438. [Google Scholar] [CrossRef][Green Version]
- Benardos, P.G.; Vosniakos, G.C. Predicting surface roughness in machining: A review. Int. J. Mach. Tools Manuf. 2003, 43, 833–844. [Google Scholar] [CrossRef]
- Le Goïc, G.; Bigerelle, M.; Samper, S.; Favrelière, H.; Pillet, M. Multiscale roughness analysis of engineering surfaces: A comparison of methods for the investigation of functional correlations. Mech. Syst. Signal Process. 2016, 66, 437–457. [Google Scholar] [CrossRef]
- Guibert, R.; Hanafi, S.; Deltombe, R.; Bigerelle, M.; A Brown, C. Comparison of three multiscale methods for topographic analyses. Surf. Topogr. Metrol. Prop. 2020, 8, 024002. [Google Scholar] [CrossRef]
- Jana, T.; Mitra, A.; Sahoo, P. Dynamic contact interactions of fractal surfaces. Appl. Surf. Sci. 2017, 392, 872–882. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, Y.; Jackson, R.L. An analysis of generated fractal and measured rough surfaces in regards to their multi-scale structure and fractal dimension. Tribol. Int. 2017, 105, 94–101. [Google Scholar] [CrossRef]
- Piasecki, R. Detecting self-similarity in surface microstructures. Surf. Sci. 2000, 454, 1058–1062. [Google Scholar] [CrossRef]
- Sayles, R.S.; Thomas, T.R. Surface topography as a nonstationary random process. Nature 1978, 271, 431–434. [Google Scholar] [CrossRef]
- Majumdar, A.; Bhushan, B. Role of Fractal Geometry in Roughness Characterization and Contact Mechanics of Surfaces. J. Tribol. 1990, 112, 205–216. [Google Scholar] [CrossRef]
- Hasegawa, M.; Liu, J.; Okuda, K.; Nunobiki, M. Calculation of the fractal dimensions of machined surface profiles. Wear 1996, 192, 40–45. [Google Scholar] [CrossRef]
- Liu, P.; Zhao, H.; Huang, K.; Chen, Q. Research on normal contact stiffness of rough surface considering friction based on fractal theory. Appl. Surf. Sci. 2015, 349, 43–48. [Google Scholar] [CrossRef]
- Persson, B. On the Fractal Dimension of Rough Surfaces. Tribol. Lett. 2014, 54, 99–106. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Y.; Chen, X.; Zhang, C.; Tan, Y. Two-stage method for fractal dimension calculation of the mechanical equipment rough surface profile based on fractal theory. Chaos Solitons Fractals 2017, 104, 495–502. [Google Scholar] [CrossRef]
- Rue, G.; Blanco-Sanchez, P.; Iodice, A.; Mallorqui, J.J.; Riccio, D.; Broquetas, A.; Franceschetti, G. Synthesis, construction, and validation of a fractal surface. IEEE Trans. Geosci. Remote. Sens. 2006, 44, 1403–1412. [Google Scholar] [CrossRef]
- Jackson, R.L. An Analytical Solution to an Archard-Type Fractal Rough Surface Contact Model. Tribol. Trans. 2010, 53, 543–553. [Google Scholar] [CrossRef]
- Kulesza, S.; Bramowicz, M. A comparative study of correlation methods for determination of fractal parameters in surface characterization. Appl. Surf. Sci. 2014, 293, 196–201. [Google Scholar] [CrossRef]
- Almqvist, A.; Campana, C.; Prodanov, N.; Persson, B. Interfacial separation between elastic solids with randomly rough surfaces: Comparison between theory and numerical techniques. J. Mech. Phys. Solids 2011, 59, 2355–2369. [Google Scholar] [CrossRef]
- Feng, W.; Chu, X.; Hong, Y.; Deng, D. Surface Morphology Analysis Using Fractal Theory in Micro Electrical Discharge Machining. Mater. Trans. 2017, 58, 433–441. [Google Scholar] [CrossRef]
- Krolczyk, G.; Krolczyk, J.B.; Maruda, R.W.; Legutko, S.; Tomaszewski, M. Metrological changes in surface morphology of high-strength steels in manufacturing processes. Measurements 2016, 88, 176–185. [Google Scholar] [CrossRef]
- Krolczyk, G.; Niesłony, P.; Krolczyk, J.B.; Samardžić, I.; Legutko, S.; Hloch, S.; Barrans, S.M.; Maruda, R.W. Influence of argon pollution on the weld surface morphology. Measurements 2015, 70, 203–213. [Google Scholar] [CrossRef]
- Yan, S.; Zhao, W.; Yushan, T. Research on New Technology of Surface Roughness Measurement. J.-Xian Jiaotong Univ. 2003, 37, 314–317. [Google Scholar]
- Sedlaček, M.; Podgornik, B.; Vižintin, J. Influence of surface preparation on roughness parameters, friction and wear. Wear 2009, 266, 482–487. [Google Scholar] [CrossRef]
- Dhillon, S.; Kant, R. Quantitative roughness characterization and 3D reconstruction of electrode surface using cyclic voltammetry and SEM image. Appl. Surf. Sci. 2013, 282, 105–114. [Google Scholar] [CrossRef]
- Sahoo, P.; Ghosh, N. Finite element contact analysis of fractal surfaces. J. Phys. D Appl. Phys. 2007, 40, 4245–4252. [Google Scholar] [CrossRef]
- Bourebia, M.; Laouar, L.; Hamadache, H.; Dominiak, S. Improvement of surface finish by ball burnishing: Approach by fractal dimension. Surf. Eng. 2016, 33, 255–262. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | Ra (μm) | Rq (μm) | σ2 (μm) |
|---|---|---|---|
| 1 | 0.1825 | 0.2343 | 0.0539 |
| 2 | 0.2374 | 0.3093 | 0.0956 |
| 3 | 0.3067 | 0.3963 | 0.1570 |
| 4 | 0.5365 | 0.6650 | 0.4397 |
| D | G | Ra (μm) | Rq (μm) | σ2 (μm) |
|---|---|---|---|---|
| 1.30 | 0.12 | 0.1953 | 0.2371 | 0.0562 |
| 1.50 | 0.12 | 0.1832 | 0.2246 | 0.0505 |
| 1.70 | 0.12 | 0.1873 | 0.2328 | 0.0542 |
| 1.50 | 0.52 | 0.3813 | 0.4676 | 0.2187 |
| 1.50 | 0.92 | 0.5072 | 0.6220 | 0.3869 |
| Morphology Parameter | Simulated Morphology (D = 1.5) | Measured Morphology | Error Percentage (%) | |
|---|---|---|---|---|
| Ra (μm) | 0.1892 | 0.1815 | Grinding | 4.24 |
| 0.2480 | 0.2374 | 4.47 | ||
| 0.2991 | 0.3067 | Milling | 2.48 | |
| 0.5072 | 0.5365 | 5.46 | ||
| Rq (μm) | 0.2246 | 0.2343 | Grinding | 4.14 |
| 0.3042 | 0.3099 | 1.84 | ||
| 0.3668 | 0.3963 | Milling | 7.44 | |
| 0.6220 | 0.6650 | 6.47 | ||
| σ2 (μm) | 0.0505 | 0.0539 | Grinding | 6.31 |
| 0.0925 | 0.0956 | 3.24 | ||
| 0.1416 | 0.1503 | Milling | 5.79 | |
| 0.3969 | 0.4326 | 8.25 | ||
| Measured Morphology Ra (μm) | Measured Morphology (D) | Simulated Morphology (D) | The Error Percentage (%) |
|---|---|---|---|
| 0.1815 | 1.42 | 1.50 | 5.33 |
| 0.2374 | 1.44 | 1.50 | 4.00 |
| 0.3067 | 1.48 | 1.50 | 1.33 |
| 0.5365 | 1.45 | 1.50 | 3.33 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mu, X.; Sun, W.; Liu, C.; Yuan, B.; Wang, Y.; Sun, Q. Numerical Simulation and Accuracy Verification of Surface Morphology of Metal Materials Based on Fractal Theory. Materials 2020, 13, 4158. https://doi.org/10.3390/ma13184158
Mu X, Sun W, Liu C, Yuan B, Wang Y, Sun Q. Numerical Simulation and Accuracy Verification of Surface Morphology of Metal Materials Based on Fractal Theory. Materials. 2020; 13(18):4158. https://doi.org/10.3390/ma13184158
Chicago/Turabian StyleMu, Xiaokai, Wei Sun, Chong Liu, Bo Yuan, Yunlong Wang, and Qingchao Sun. 2020. "Numerical Simulation and Accuracy Verification of Surface Morphology of Metal Materials Based on Fractal Theory" Materials 13, no. 18: 4158. https://doi.org/10.3390/ma13184158
APA StyleMu, X., Sun, W., Liu, C., Yuan, B., Wang, Y., & Sun, Q. (2020). Numerical Simulation and Accuracy Verification of Surface Morphology of Metal Materials Based on Fractal Theory. Materials, 13(18), 4158. https://doi.org/10.3390/ma13184158