Hydrophobic Formulations Based on Tall Oil Distillation Products for High-Density Fiberboards


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of TODP-Based Formulations and Treatment of Cellulosic Paper-Sheets
2.3. Fiberboard Manufacturing
2.4. Characterization
2.4.1. Characterization of TODPs
2.4.2. Properties of Cellulosic Paper-Sheets
Tensile Strength
Dynamic Vapor Sorption
2.4.3. Testing of HDF Panel Properties
2.5. Statistical Analysis
3. Results and discussion
3.1. Chemical Composition of TODPs
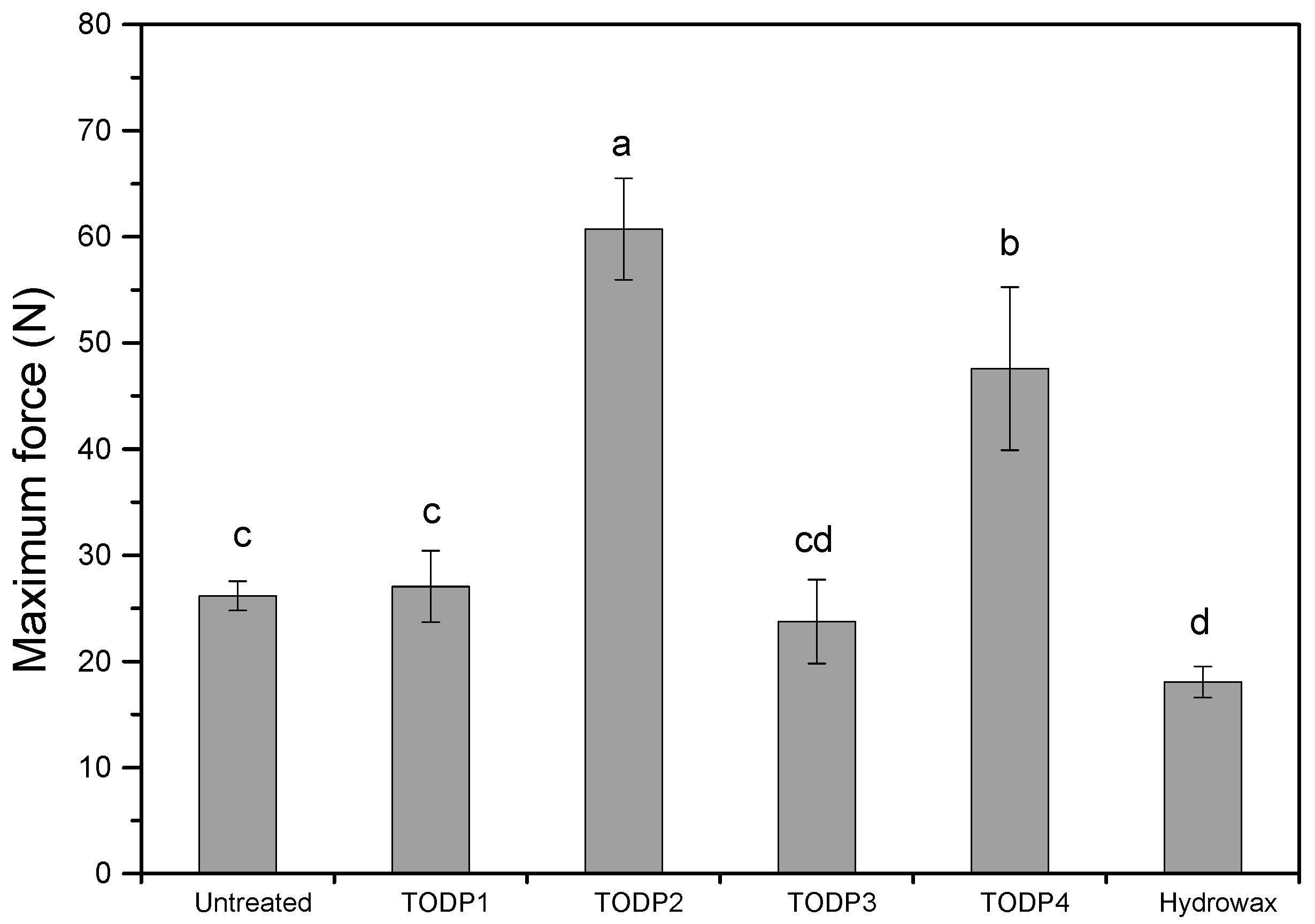
3.2. Properties of Cellulosic Paper-Sheets
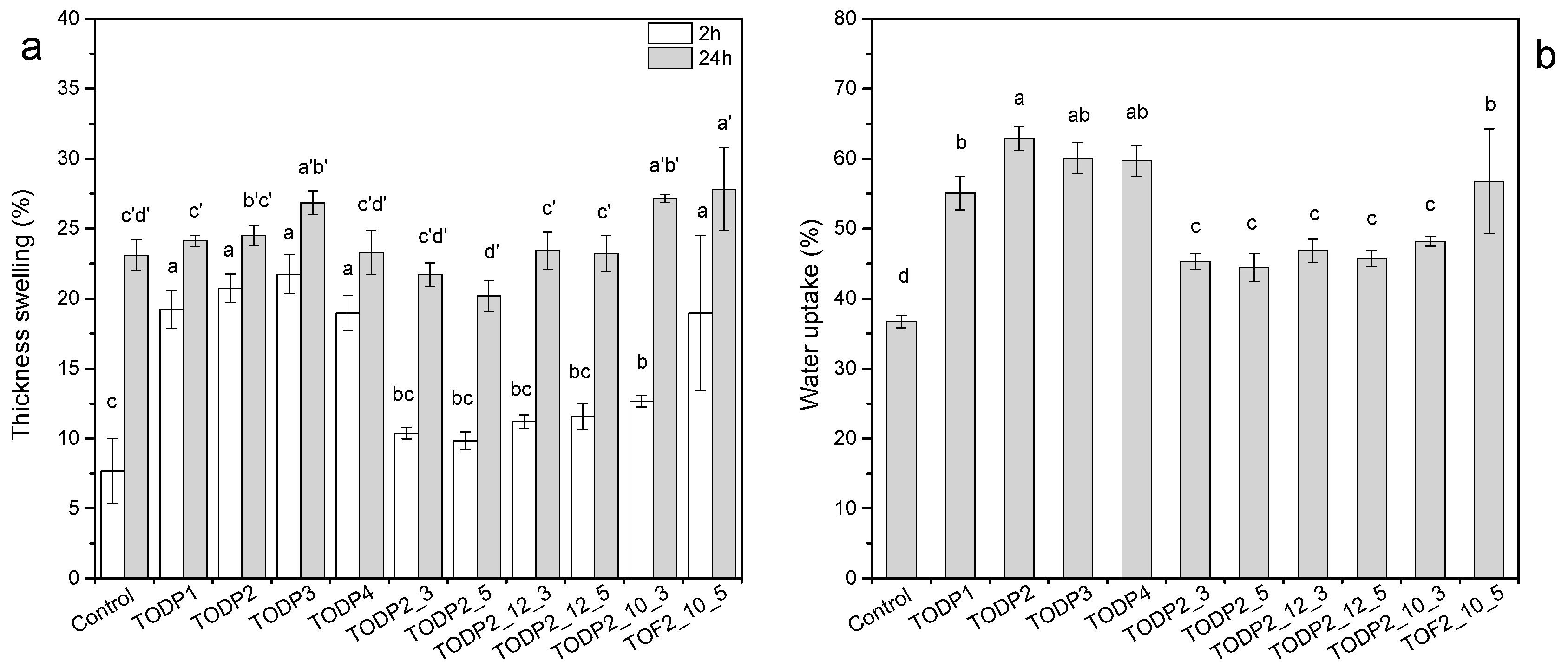
3.3. Properties of HDF Panels
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Ganev, S.; Cloutier, A.; Beauregard, R.; Gendron, G. Effect of Panel Moisture Content and Density on Moisture Movement in MDF. Wood Fiber Sci. 2003, 35, 68–82. [Google Scholar]
- Onat, S.M.; Kloeser, L.; Mai, C. An amino-alkyl siloxane oligomer as hydrophobation agent for particleboards used under high humidity conditions. Eur. J. Wood Prod. 2014, 72, 643–649. [Google Scholar] [CrossRef]
- Dube, H.; Kehr, E. Long-term behaviour of MDF—Influence of water repellent part of MUFF bonded boards. Holz Roh Werkst. 1996, 54, 387–388. [Google Scholar] [CrossRef]
- Winistorfer, P.M.; Xu, W.; Helton, C.M. Influence of three wax formulations and three application rates on thickness swell performance of southern pine flakeboard. For. Prod. J. 1996, 46, 63–67. [Google Scholar]
- Grigsby, W.; Thumm, A. The interactions between wax and UF resin in medium density fibreboard. Eur. J. Wood Wood Prod. 2012, 70, 507–517. [Google Scholar] [CrossRef]
- Roffael, E.; Schneider, T.; Dix, B.; Buchholz, T. On paraffin sizing of medium density fiberboards (MDF). Part 1: Influence of the chemical composition of paraffin and type of emulsifier on the hydrophobic properties of MDF. Holz Roh Werkst. 2005, 63, 192–203. [Google Scholar] [CrossRef]
- Hemmilä, V.; Adamopoulos, S.; Karlsson, O.; Kumar, A. Development of sustainable bio-adhesives for engineered wood panels—A review. RSC Adv. 2017, 7, 38604–38630. [Google Scholar] [CrossRef]
- Konwar, L.J.; Mikkola, J.P.; Bordoloi, N.; Saikia, R.; Chutia, R.S.; Kataki, R. Sidestreams From Bioenergy and Biorefinery Complexes as a Resource for Circular Bioeconomy. In Waste Biorefinery; Elsevier: Amsterdam, The Netherlands, 2018; pp. 85–125. [Google Scholar]
- Aro, T.; Fatehi, P. Tall oil production from black liquor: Challenges and opportunities. Sep. Purif. Technol. 2017, 175, 469–480. [Google Scholar] [CrossRef]
- George, M.; Mussone, G.P.; Bressler, C.D. Utilization of tall oil to enhance natural fibers for composite applications and production of a bioplastic. J. Appl. Polym. Sci. 2016, 133, 44327. [Google Scholar] [CrossRef]
- Nogueira, J.M.F. Refining and separation of crude tall-oil components. Sep. Sci. Technol. 1996, 31, 2307–2316. [Google Scholar] [CrossRef]
- Lappi, H.E.; Alén, R.J. Pyrolysis of crude tall oil-derived products. BioResources 2011, 6, 5121–5138. [Google Scholar]
- Heräjärvi, H.; Möttönen, V.; Reinikkala, M.; Stöd, R. Absorption-desorption behaviour and dimensional stability of untreated, CC impregnated and pine oil treated glulam made of Scots pine and Norway spruce. Int. Biodeterior. Biodegrad. 2014, 86, 66–70. [Google Scholar] [CrossRef]
- Dahlen, J.; Nicholas, D.D.; Schultz, T.P. Water repellency and dimensional stability of southern pine decking treated with waterborne resin acids. J. Wood Chem. Technol. 2008, 28, 47–54. [Google Scholar] [CrossRef]
- Temiz, A.; Alfredsen, G.; Eikenes, M.; Terzıev, N. Decay resistance of wood treated with boric acid and tall oil derivates. Bioresour. Technol. 2008, 99, 2102–2106. [Google Scholar] [CrossRef] [PubMed]
- Hyvönen, A.; Piltonen, P.; Niinimäki, J. Tall oil/water-emulsions as water repellents for Scots pine sapwood. Holz Roh Werkst. 2006, 64, 68–73. [Google Scholar] [CrossRef]
- Alfredsen, G.; Flæte, P.O.; Temiz, A.; Eikenes, M.; Militz, H. Screening of the efficacy of tall oils against wood decaying fungi. In Proceedings of the IRG/WP 04-30354 International Research Group on Wood Preservation, Ljubljana, Slovenia, 6–10 June 2004; p. 10. [Google Scholar]
- Paajanen, L.; Ritschkoff, A.C. Effect of crude tall oil, linseed oil and rapeseed oil on the growth of decay fungi. In Proceedings of the IRG/WP 02-30299 International Research Group on Wood Preservation, Cardiff, UK, 12–17 May 2002. [Google Scholar]
- Paajanen, L.; Koskela, K.; Viitaniemi, P. Treatment of Wood with a Mixture of Tall Oil and Maleic Anhydride; Series VTT Julkaisuja–Publikationer 836; VTT Technical Research Centre of Finland: Espoo, Finland, 1999. [Google Scholar]
- Van Eckeveld, A.; Homan, W.J.; Militz, H. Increasing the water repellency of Scots pine sapwood by impregnation with undiluted linseed oil, wood oil, coccos oil and tall oil. Holzforsch Holzverw 2001, 6, 113–115. [Google Scholar]
- Banks, W.B. Water uptake by Scots pine sapwood, and its restriction by the use of water repellents. Wood Sci. Technol. 1973, 7, 271–284. [Google Scholar] [CrossRef]
- Koski, A. Applicability of Crude Tall Oil for Wood Protection, Universitatis. Oulensis C 293. Ph.D. Thesis, University of Oulu, Oulu, Finland, 2008. [Google Scholar]
- Kulomaa, T.; Matikainen, J.; Karhunen, P.; Heikkilä, M.; Fiskari, J.; Kilpeläinen, I. Cellulose fatty acid esters as sustainable film materials—Effect of side chain structure on barrier and mechanical properties. RSC Adv. 2015, 5, 80702–80708. [Google Scholar] [CrossRef]
- Hosseinpourpia, R.; Adamopoulos, S.; Mai, C.; Hemmilä, V. Effect of bio-based additives on physico-mechanical properties of medium density fibreboards. In Proceedings of the 28th International Conference on Wood Science and Technology (ICWST), Zagreb, Croatia, 7–8 December 2017; pp. 153–157. [Google Scholar]
- Hosseinpourpia, R.; Adamopoulos, S.; Parsland, C. Utilization of different tall oils for improving the water resistance of cellulosic fibers. J. Appl. Polym. Sci. 2019, 136, 47303. [Google Scholar] [CrossRef]
- ASTM D803—15 Standard Test Methods for Testing Tall Oil; ASTM International: West Conshohocken, PA, USA, 2020.
- PCTM 20 Method of Calculating Fatty Acid Content of Tall Oil; Pine Chemicals Association International: Fernandina Beach, FL, USA, 1996.
- Hosseinpourpia, R.; Adamopoulos, S.; Mai, C. Tensile Strength of Handsheets from Recovered Fibers Treated with N-Methylol Melamine and 1,3-Dimethylol-4,5-dihydroxyethyleneurea. J. Appl. Polym. Sci. 2015, 132, 41290. [Google Scholar] [CrossRef]
- Hosseinpourpia, R.; Echart, A.S.; Adamopoulos, S.; Gabilondo, N.; Eceiza, A. Modification of pea starch and dextrin polymers with isocyanate functional groups. Polymers 2018, 10, 939. [Google Scholar] [CrossRef] [PubMed]
- BS EN 310: 1993 Wood-Based Panels: Determination of Modulus of Elasticity in Bending and of Bending Strength; CEN: Paris, France, 1993; Stand. Inst. Lond.
- Hosseinpourpia, R.; Adamopoulos, S.; Mai, C.; Taghiyari, H.R. Properties of medium-density fibreboards bonded with dextrin-based wood adhesive. Wood Res. Slovak. 2019, 64, 185–194. [Google Scholar]
- EN 319 Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board; CEN: Brussels, Belgium, 1993.
- BS EN 317: 1993 Particleboards and Fibreboards: Determination of Swelling in Thickness after Immersion in Water; CEN: Brussels, Belgium, 1993.
- Demirbas, A. Production of biodiesel from tall oil. Energ. Source Part A 2008, 30, 1896–1902. [Google Scholar] [CrossRef]
- Humar, M.; Lesar, B. Efficacy of linseed- and tung-oil-treated wood against wood-decay fungi and water uptake. Int. Biodeter. Biodegr. 2013, 85, 223–227. [Google Scholar] [CrossRef]
- Chen, J.; Wang, Y.; Cao, J.; Wang, W. Improved water repellency and dimensional stability of wood via impregnation with an epoxidized linseed oil and carnauba wax complex emulsion. Forests 2020, 11, 271. [Google Scholar] [CrossRef]
- Felby, C.; Hassingboe, J.; Lund, M. Pilot-scale production of fiberboards made by laccase oxidized wood fibers: Board properties and evidence for cross-linking of lignin. Enzym. Microb. Tech. 2002, 31, 736–741. [Google Scholar] [CrossRef]
- Gustafsson, E.; Larsson, P.A.; Wågberg, L. Treatment of cellulose fibres with polyelectrolytes and wax colloids to create tailored highly hydrophobic fibrous networks. Colloids Surf. A 2012, 414, 415–421. [Google Scholar] [CrossRef]
- Wang, D.X.; Chen, S.S.; Jin, S.H.; Shu, Q.H.; Jiang, Z.M.; Shang, F.Q.; Li, J.X.J. Investigation into the coating and desensitization effect on HNIW of paraffin wax/stearic acid composite system. J. Energ. Mater. 2015, 34, 26–37. [Google Scholar] [CrossRef]
- Dunky, M.; Niemz, P. Holzwerkstoffe und Leime: Technologie und Einflussfaktoren; Springer: Berlin/Heidelberg, Germany, 2002; pp. 438–439. [Google Scholar]
- Abdul Khalil, H.P.S.; Nur Firdaus, M.Y.; Anis, M.; Ridzuan, R. The effect of storage time and humidity on mechanical and physical properties of medium density fiberboard (MDF) from oil palm empty fruit bunch and rubberwood. Polym. Plast. Technol. 2008, 47, 1046–1053. [Google Scholar] [CrossRef]
- Sala, C.M.; Robles, E.; Gumowska, A.; Wronka, A.; Kowaluk, G. Influence of moisture content on the mechanical properties of selected wood-based composites. BioResources 2020, 15, 5503–5513. [Google Scholar]
- Seco, F.J.I.; Barra, D.M.R. Long term deformation of MDF panel under alternating humidity conditions. Wood Sci. Tech. 1998, 32, 33–41. [Google Scholar] [CrossRef]
- Wang, S.; Winistorfer, P.M.; Young, T.M.; Helton, C. Interaction of wood with polymeric material: Penetration versus molecular size. For. Prod. J. 2001, 59, 19–26. [Google Scholar]
- Gillah, P.R.; Irle, M.A.; Amartey, S.A. Development and production of laboratory scale novel MDF panels from composite and non-woven mattresses of sisal and wood fiber mixtures. For. Prod. J. 2000, 58, 324–330. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| TODPs | Melting Temperature (°C) | Solid Content of TODP-Based Formulations (%) |
|---|---|---|
| TODP1 | 65 | 17 |
| TODP2 | 70 | 25 |
| TODP3 * | - | - |
| TODP4 | 90 | 18 |
| Formulations | Hydrophobic Agent Load (%) | MUF Resin Load (%) |
|---|---|---|
| Control (Sasol Wax) | 1 | 14 |
| TODP1 | 1 | 14 |
| TODP2 | 1 | 14 |
| TODP3 | 1 | 14 |
| TODF4 | 1 | 14 |
| TODP2_3 | 3 | 14 |
| TODP2_5 | 5 | 14 |
| TODP2_12_3 | 3 | 12 |
| TODP2_12_5 | 5 | 12 |
| TODP2_10_3 | 3 | 10 |
| TODP2_10_5 | 5 | 10 |
| TODPs | Acid Value (mg KOH/g) | Rosin Acid Content (wt %) | Unsaturated Fatty Acid Content (wt %) |
|---|---|---|---|
| TODP1 | 61.9 | 27.1 | 5.8 |
| TODP2 | 64.1 | 30.0 | 4.3 |
| TODP3 | 183.9 | 20.2 | 73.7 |
| TODP4 | 175.0 | 89.8 | 4.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hosseinpourpia, R.; Adamopoulos, S.; Walther, T.; Naydenov, V. Hydrophobic Formulations Based on Tall Oil Distillation Products for High-Density Fiberboards. Materials 2020, 13, 4025. https://doi.org/10.3390/ma13184025
Hosseinpourpia R, Adamopoulos S, Walther T, Naydenov V. Hydrophobic Formulations Based on Tall Oil Distillation Products for High-Density Fiberboards. Materials. 2020; 13(18):4025. https://doi.org/10.3390/ma13184025
Chicago/Turabian StyleHosseinpourpia, Reza, Stergios Adamopoulos, Thomas Walther, and Valeri Naydenov. 2020. "Hydrophobic Formulations Based on Tall Oil Distillation Products for High-Density Fiberboards" Materials 13, no. 18: 4025. https://doi.org/10.3390/ma13184025
APA StyleHosseinpourpia, R., Adamopoulos, S., Walther, T., & Naydenov, V. (2020). Hydrophobic Formulations Based on Tall Oil Distillation Products for High-Density Fiberboards. Materials, 13(18), 4025. https://doi.org/10.3390/ma13184025