A Study on Laser Enhanced Electrodeposition for Preparation Fe-Ni Alloy

Abstract
:1. Introduction
2. Experimental Details
3. Results and Discussions
3.1. Surface Morphology and Chemical Composition
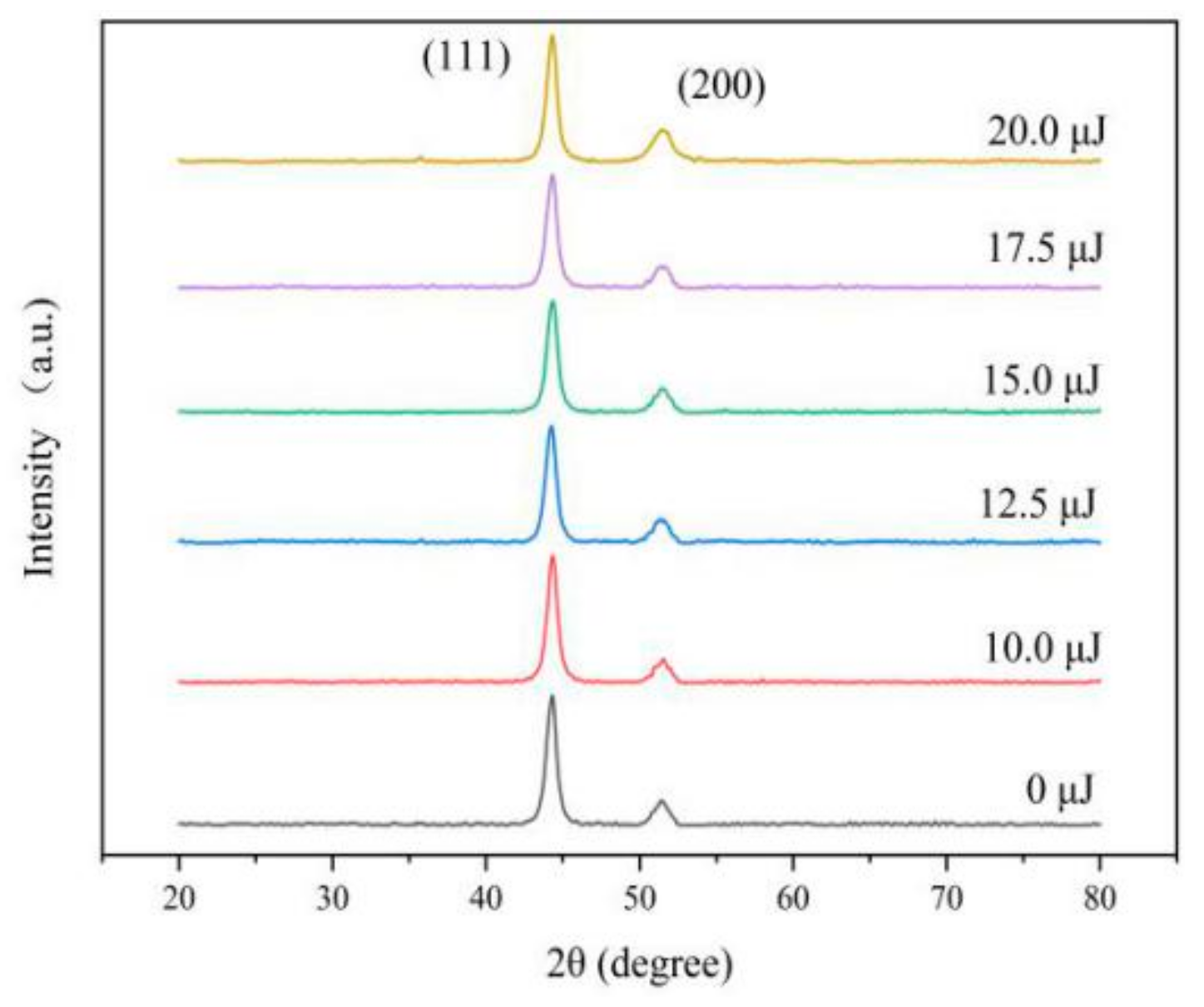
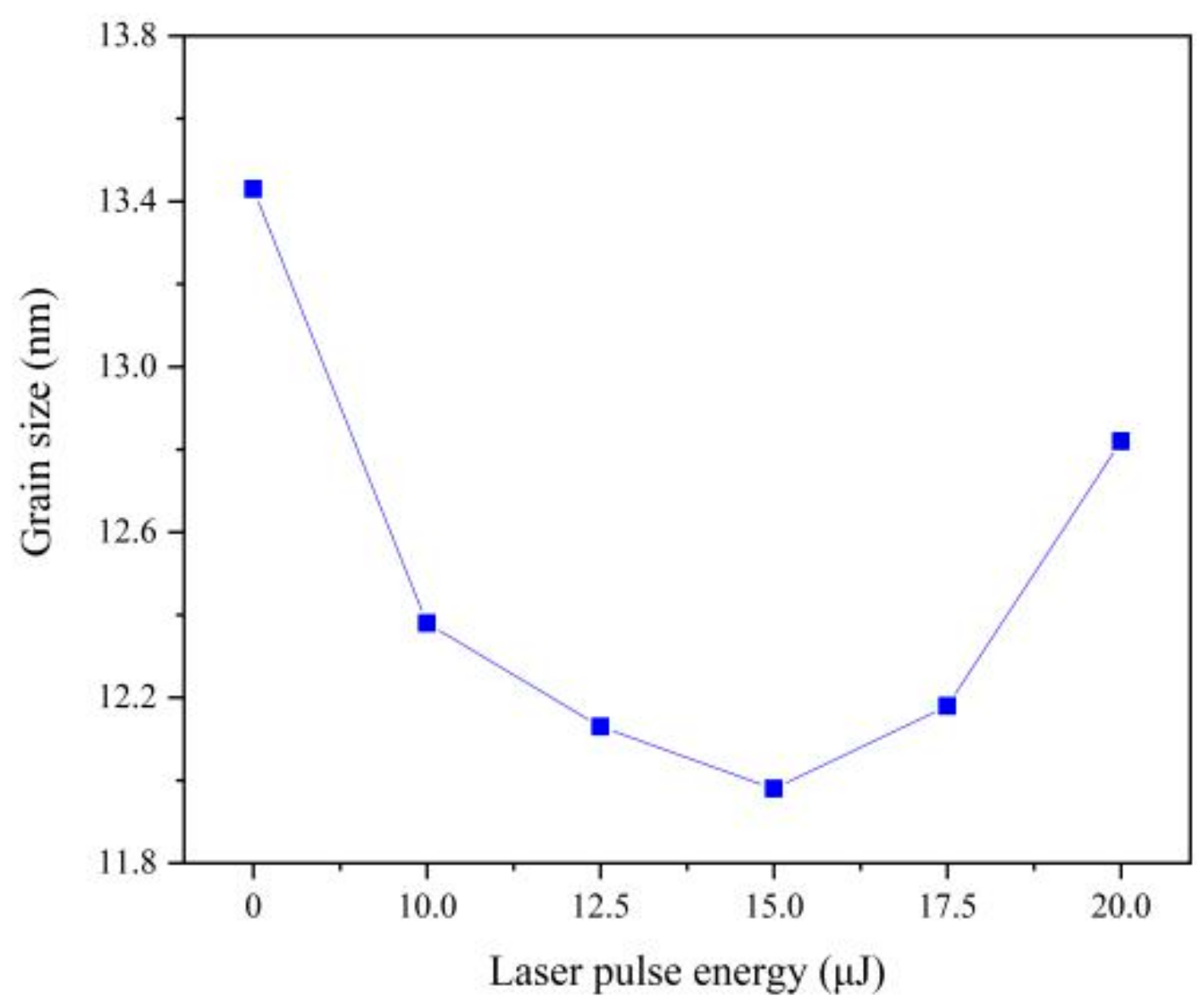
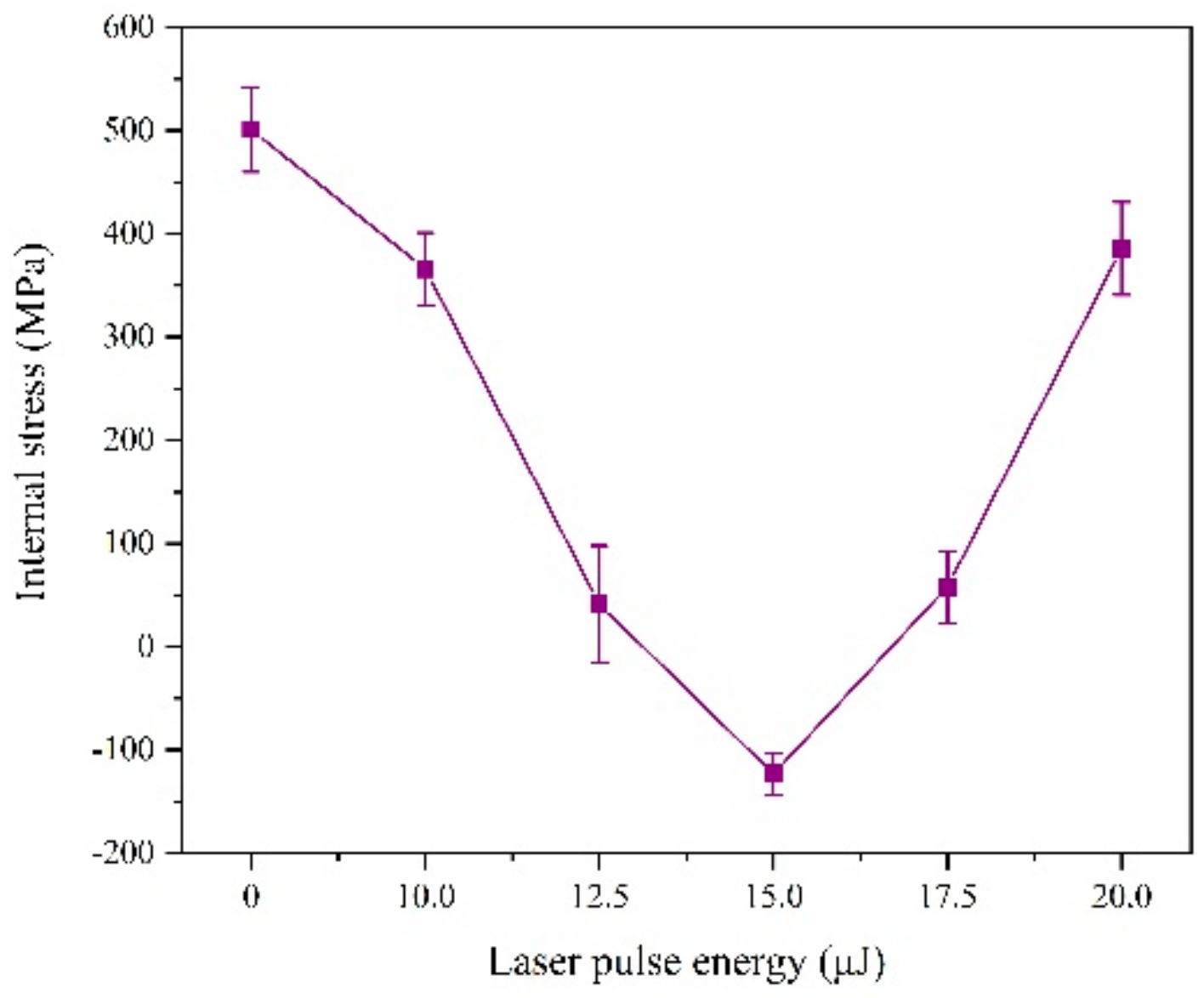
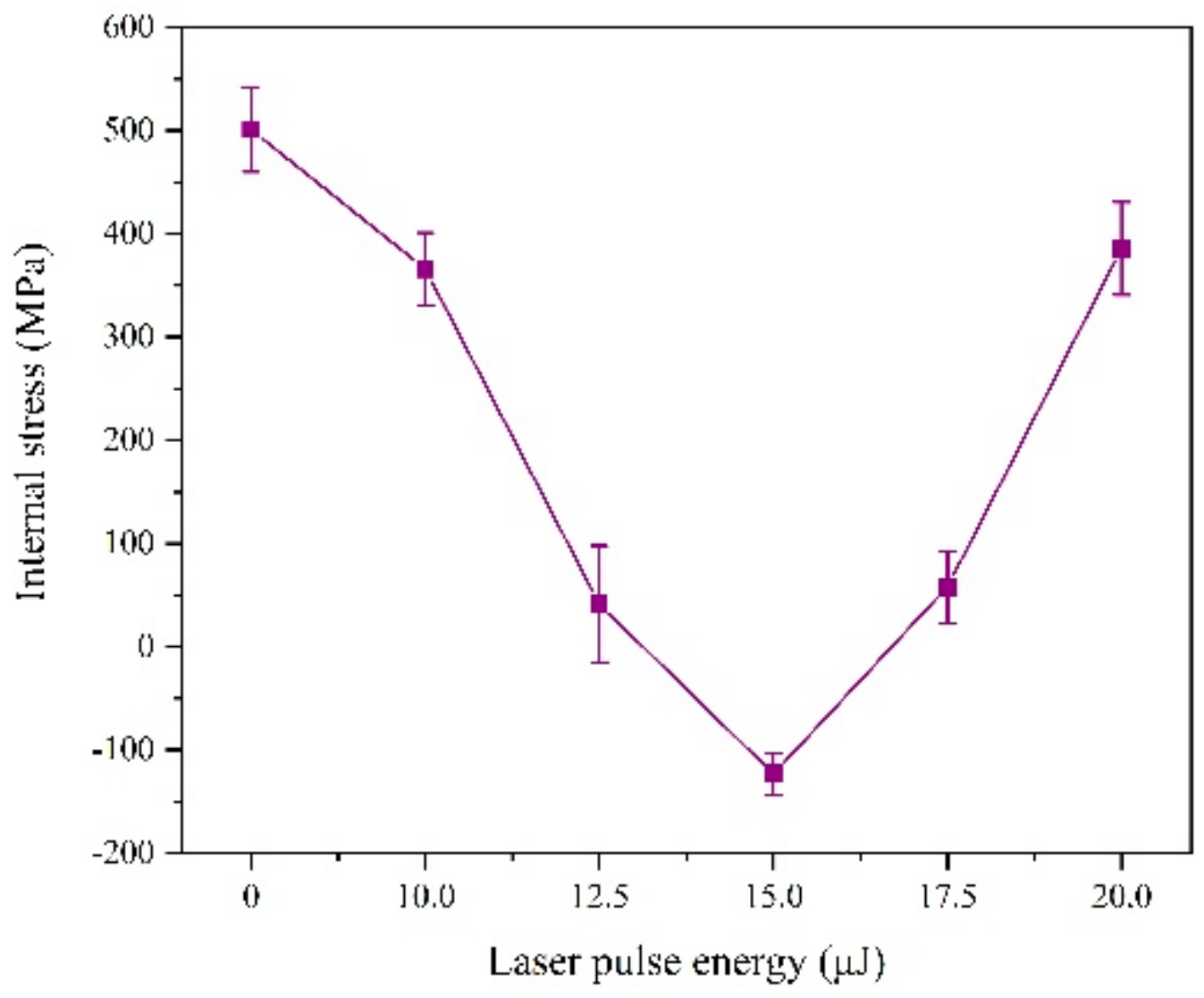
3.2. Structure Characterization and Internal Stress
3.3. Micro-Hardness
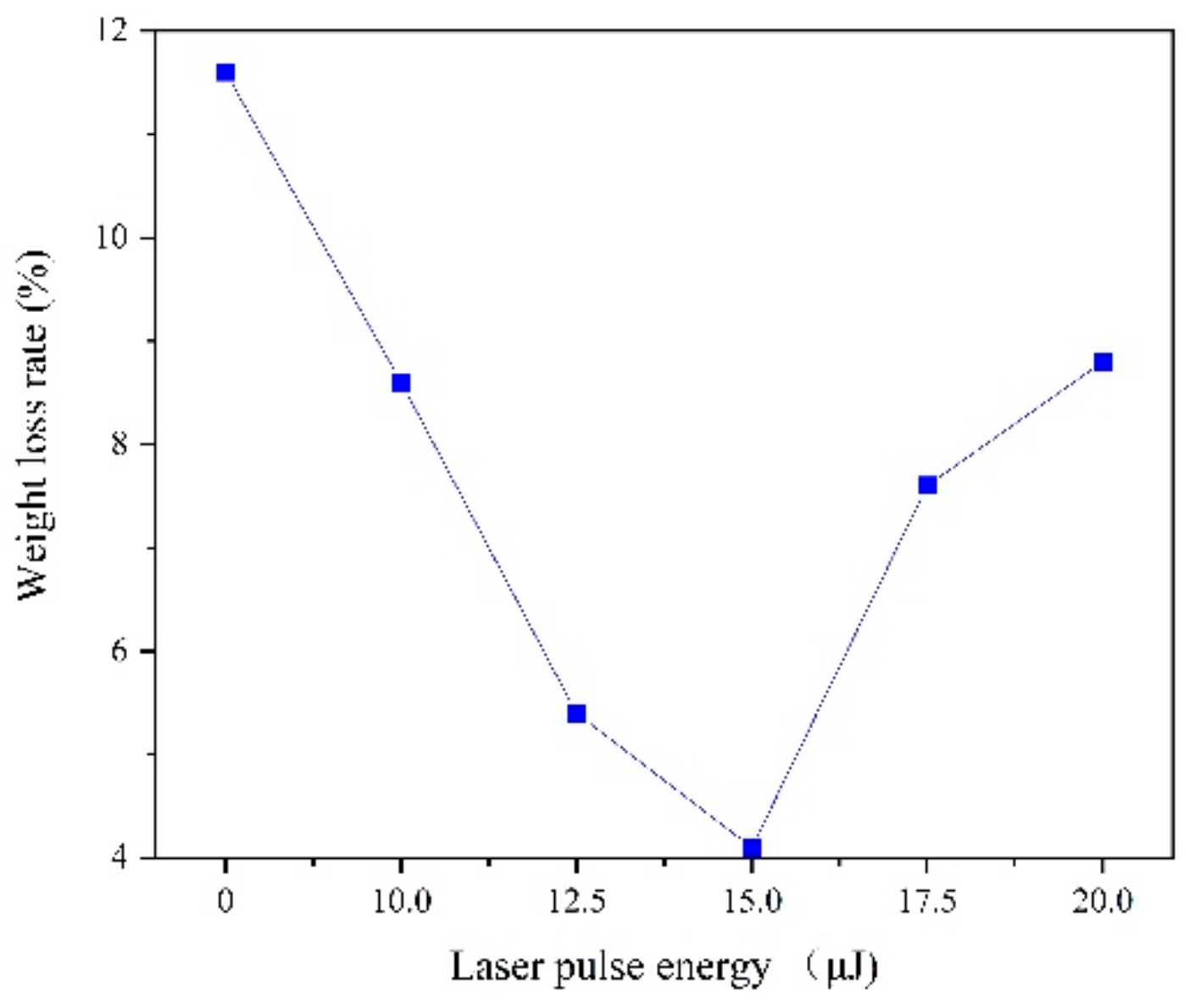
3.4. Corrosion Behavior
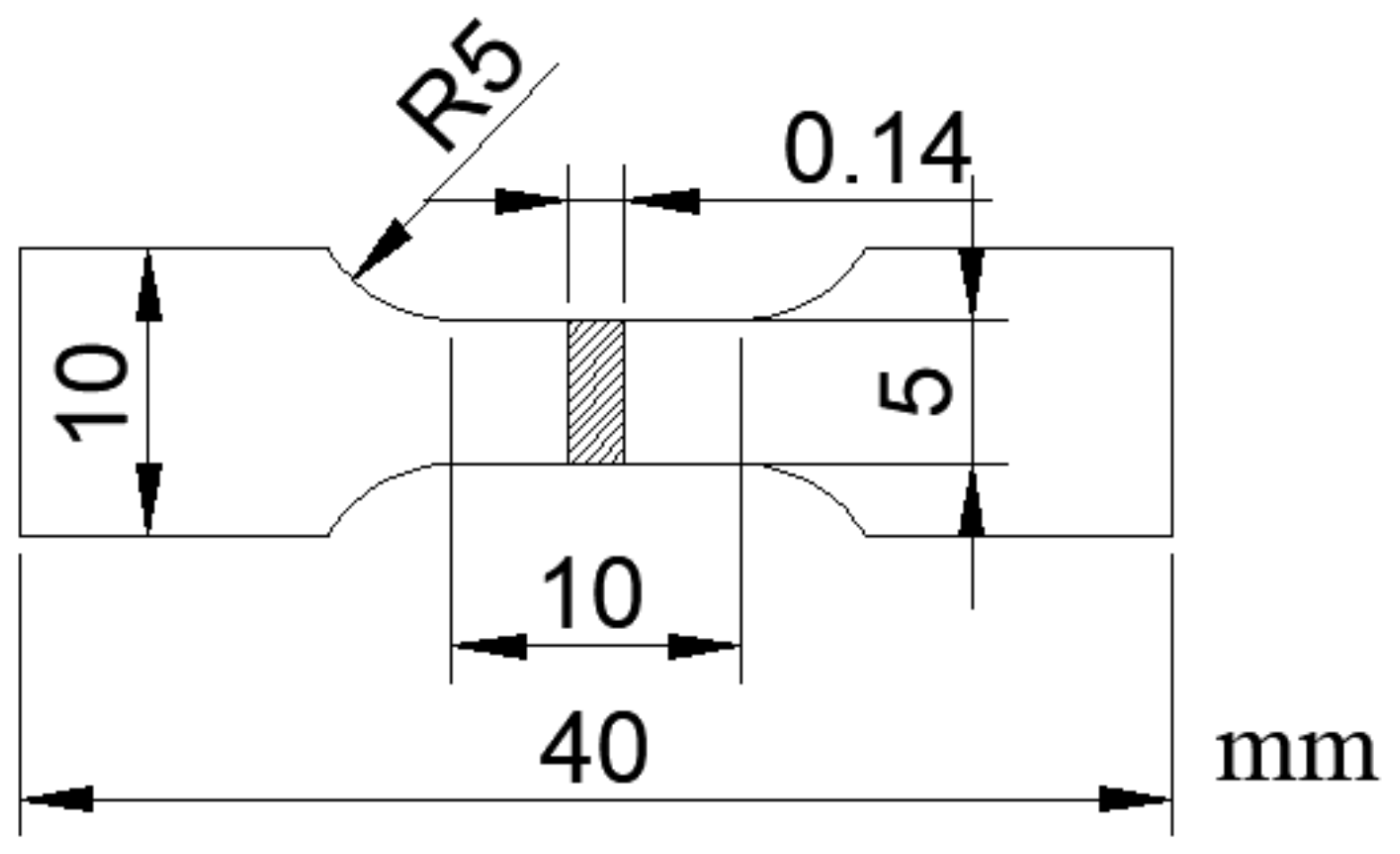
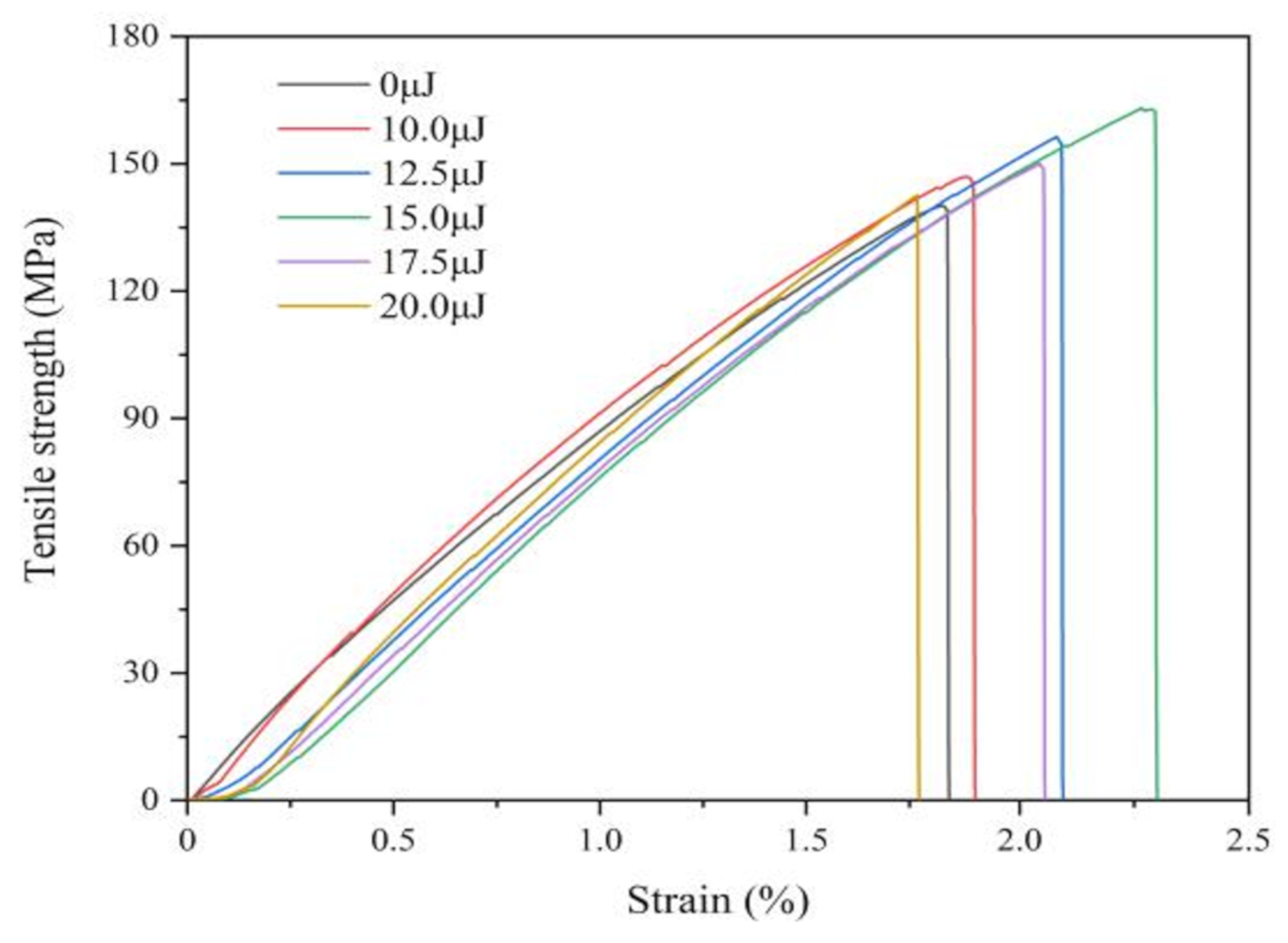
3.5. Tensile Behavior
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Buchheit, T.E.; Goods, S.H.; Kotula, P.G.; Hlava, P.F. Electrodeposited 80Ni-20Fe (Permalloy) as a structural material for high aspect ratio microfabrication. Mater. Sci. Eng. A 2006, 432, 149–157. [Google Scholar] [CrossRef]
- Pavithra, G.P.; Hegde, A.C. Magnetic property and corrosion resistance of electrodeposited nanocrystalline iron-nickel alloys. Appl. Surf. Sci. 2012, 258, 6884–6890. [Google Scholar] [CrossRef]
- Chaudhari, A.K.; Singh, V.B. A review of fundamental aspects, characterization and applications of electrodeposited nanocrystalline iron group metals, Ni-Fe alloy and oxide ceramics reinforced nanocomposite coatings. J. Alloys Compd. 2018, 751, 194–214. [Google Scholar] [CrossRef]
- Torabinejad, V.; Aliofkhazraei, M.; Assareh, S.; Allahyarzadeh, M.H.; Rouhaghdam, A.S. Electrodeposition of Ni-Fe alloys, composites, and nano coatings-A review. J. Alloys Compd. 2017, 691, 841–859. [Google Scholar] [CrossRef]
- Thiemig, D.; Lange, R.; Bund, A. Influence of pulse plating parameters on the electrocodeposition of matrix metal nanocomposites. Electrochim. Acta. 2007, 52, 7362–7371. [Google Scholar] [CrossRef]
- Adelkhani, H.; Arshadi, M.R. Properties of Fe-Ni-Cr alloy coatings by using direct and pulse current electrodeposition. J. Alloys Compd. 2008, 476, 234–237. [Google Scholar] [CrossRef]
- Tsay, P.; Hu, C.C.; Wang, C.K. Compositional effects on the physical properties of iron-nickel deposits prepared by means of pulse-reverse electroplating. Mater. Chem. Phys. 2004, 89, 275–282. [Google Scholar] [CrossRef]
- Qin, Z.B.; Xia, D.H.; Zhang, Y.W.; Wu, Z.; Liu, L.; Lv, Y.T.; Liu, Y.C.; Hu, W.B. Microstructure modification and improving corrosion resistance of laser surface quenched nickel-aluminum bronze alloy. Corros. Sci. 2020, 174, 108744. [Google Scholar] [CrossRef]
- Hočevar, M.; Batič, B.Š.; Godec, M.; Kononenko, V.; Drobne, D.; Gregorčič, P. The interaction between the osteosarcoma cell and stainless steel surface, modified by high-fluence, nanosecond laser pulses. Surf. Coat. Technol. 2020, 394, 125878. [Google Scholar] [CrossRef]
- Zhang, L.J.; Zhang, H.B.; Lei, X.W.; Wang, R.; Han, B.F.; Zhang, J.X.; JooNa, S. Laser processing of Mg-10Li-3Al-3Zn alloy: Part II-Improving corrosion resistance of multi-phase Mg alloys by laser surface processing. J. Manuf. Process. 2020, 56, 571–580. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jiang, Y.J.; Huang, L.; Nie, X.; Liu, G. Experiment study of laser thermal enhanced electrochemical deposition. Microsyst. Technol. 2017, 23, 1695–1701. [Google Scholar] [CrossRef]
- Dai, X.R.; Zhang, Z.Y.; Jiang, Y.J.; Jiao, J.; Jiang, W. Effects of Laser Irradiation on a Copper Electrodeposition Process and Coating Quality. Int. J. Electrochem. Sci. 2017, 12, 9747–9757. [Google Scholar] [CrossRef]
- Zouari, I.; Pierre, C.; Lapicque, F.; Calvo, M. Maskless zinc electrodeposition assisted by a pulsed laser beam. J. Appl. Electrochem. 1993, 23, 863–872. [Google Scholar] [CrossRef]
- Cho, C.H.; Shin, H.S.; Chua, C.N. Selective electrodeposition of copper on stainless steel using laser irradiation. Surf. Coat. Technol. 2013, 222, 15–24. [Google Scholar] [CrossRef]
- Yan, T.; Liang, Z.J.; Wang, W.L. Study of residual stress of n-Al2O3/Ni composite coatings prepared by laser-enhanced electro-brush plating. Electroplat. Finish. 2009, 28, 15–17. [Google Scholar]
- Yu, Z.L.; Meng, X.D.; Yin, M.; Sun, M.; Yuan, M.; Li, H.B. Pulsed laser-assisted ionic liquid electrodeposition of gallium nanoparticles and germanium nanostructures for energy storage. Chem. Phys. Lett. 2018, 698, 181–186. [Google Scholar] [CrossRef]
- Yu, Z.L.; Meng, X.D.; Hu, Y.; Yin, M.; Yang, P.X.; Li, H.B. Pulsed laser irradiation-assisted electrodeposition of germanium in ionic liquid: From amorphous film to polycrystalline branched structures. Mater. Res. Bull. 2017, 93, 208–213. [Google Scholar] [CrossRef]
- Chen, S.; Lin, J. The formation of micro/nanoparticles in laser-enhanced electroplating with continuous-wave and pulsed Nd-YAG laser interactions. Opt. Laser Technol. 2011, 44, 169–176. [Google Scholar] [CrossRef]
- Fernandes, M.C.; Sellappan, K. Elemental composition and X-ray diffraction studies of strobilanthes species (Article). Indian J. Biochem. Biophys. 2019, 56, 144–149. [Google Scholar]
- Tu, Z.M.; An, M.Z.; Hu, H.L. Modern Theory and Technology of Alloy Electrodeposition; National Defense Industry Press: Beijing, China, 2016. [Google Scholar]
- Anderson, P.M.; Carpenter, J.S. Estimates of interfacial properties in Cu/Ni multilayer thin films using hardness data. Scr. Mater. 2009, 62, 325–328. [Google Scholar] [CrossRef]
- Shen, Y.F.; Xue, W.Y.; Wang, Y.D.; Liu, Z.Y.; Zuo, L. Mechanical properties of nanocrystalline nickel films deposited by pulse plating. Surf. Coat. Technol. 2008, 202, 5140–5145. [Google Scholar] [CrossRef]
- Wu, Y.C.; Shu, X.; Xie, T. Investigation on Electrodeposition and Properties of Ni-W, Ni-Fe Alloy Nanocrystalline Coatings. Chin. Surf. Eng. 2005, 18, 1–7. [Google Scholar]
- Steward, R.V.; Fan, G.J.; Fu, L.F.; Green, B.A.; Liaw, P.K.; Wang, G.; Buchanan, R.A. Pitting behavior of a bulk Ni-18wt% Fe nanocrystalline alloy. Corros. Sci. 2007, 50, 946–953. [Google Scholar] [CrossRef]
- Okada, K. Encyclopedia of Surface and Colloid Science; Marcel Dekker Inc.: New York, NY, USA, 2001. [Google Scholar]
- Sahoo, G.; Balasubramaniam, R. On the corrosion behaviour of phosphoric irons in simulated concrete pore solution. Corros. Sci. 2008, 50, 131–143. [Google Scholar] [CrossRef]
- Lu, L.; Liu, T.C.; Li, X.G. Relationship between microstructure and corrosion resistance of electrodeposited nanocrystal Fe-Ni alloy film. Mater. Sci. Technol. 2013, 21, 37–42. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| NiSO4·6H2O | 120 g/L |
| FeSO4·7H2O | 20 g/L |
| NiCl2·6H2O | 40 g/L |
| H3BO3 | 40 g/L |
| Na3C6H5O7·2H2O | 20 g/L |
| C7H5O3NS | 3 g/L |
| C12H25SO4Na | 2 g/L |
| Bath pH | 3 |
| Temperature | 25 ℃ |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Wu, Y.; Wang, A.; Xu, K.; Dai, X.; Zhu, H.; Yang, S. A Study on Laser Enhanced Electrodeposition for Preparation Fe-Ni Alloy. Materials 2020, 13, 3560. https://doi.org/10.3390/ma13163560
Zhang Z, Wu Y, Wang A, Xu K, Dai X, Zhu H, Yang S. A Study on Laser Enhanced Electrodeposition for Preparation Fe-Ni Alloy. Materials. 2020; 13(16):3560. https://doi.org/10.3390/ma13163560
Chicago/Turabian StyleZhang, Zhaoyang, Yucheng Wu, Anbin Wang, Kun Xu, Xueren Dai, Hao Zhu, and Shuai Yang. 2020. "A Study on Laser Enhanced Electrodeposition for Preparation Fe-Ni Alloy" Materials 13, no. 16: 3560. https://doi.org/10.3390/ma13163560
APA StyleZhang, Z., Wu, Y., Wang, A., Xu, K., Dai, X., Zhu, H., & Yang, S. (2020). A Study on Laser Enhanced Electrodeposition for Preparation Fe-Ni Alloy. Materials, 13(16), 3560. https://doi.org/10.3390/ma13163560