Limitations in the Grain Boundary Processing of the Recycled HDDR Nd-Fe-B System

 , , ,
, , ,
Abstract
1. Introduction
2. Contribution to the Field Statement
3. Materials and Methods
4. Results and Discussion
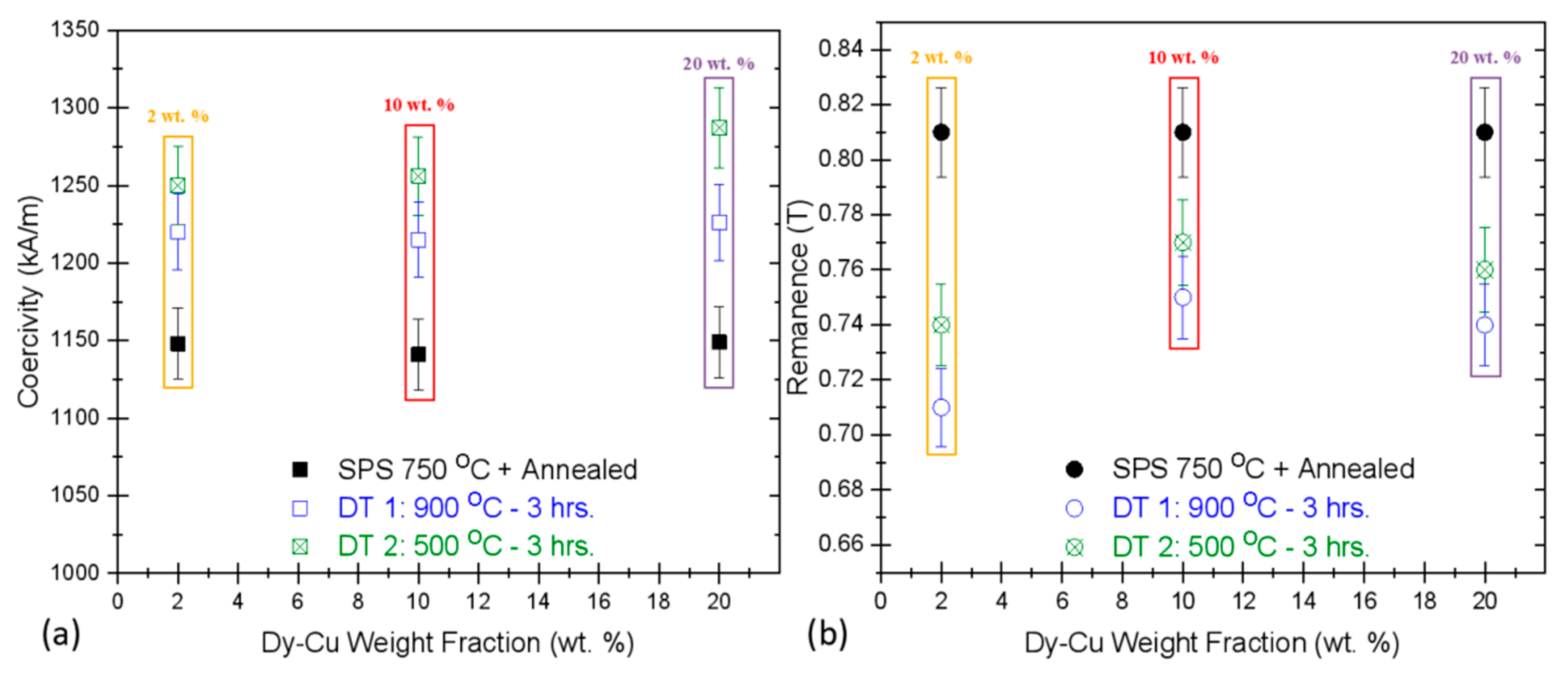
4.1. Dy-Cu Grain Boundary Diffusion Treatment
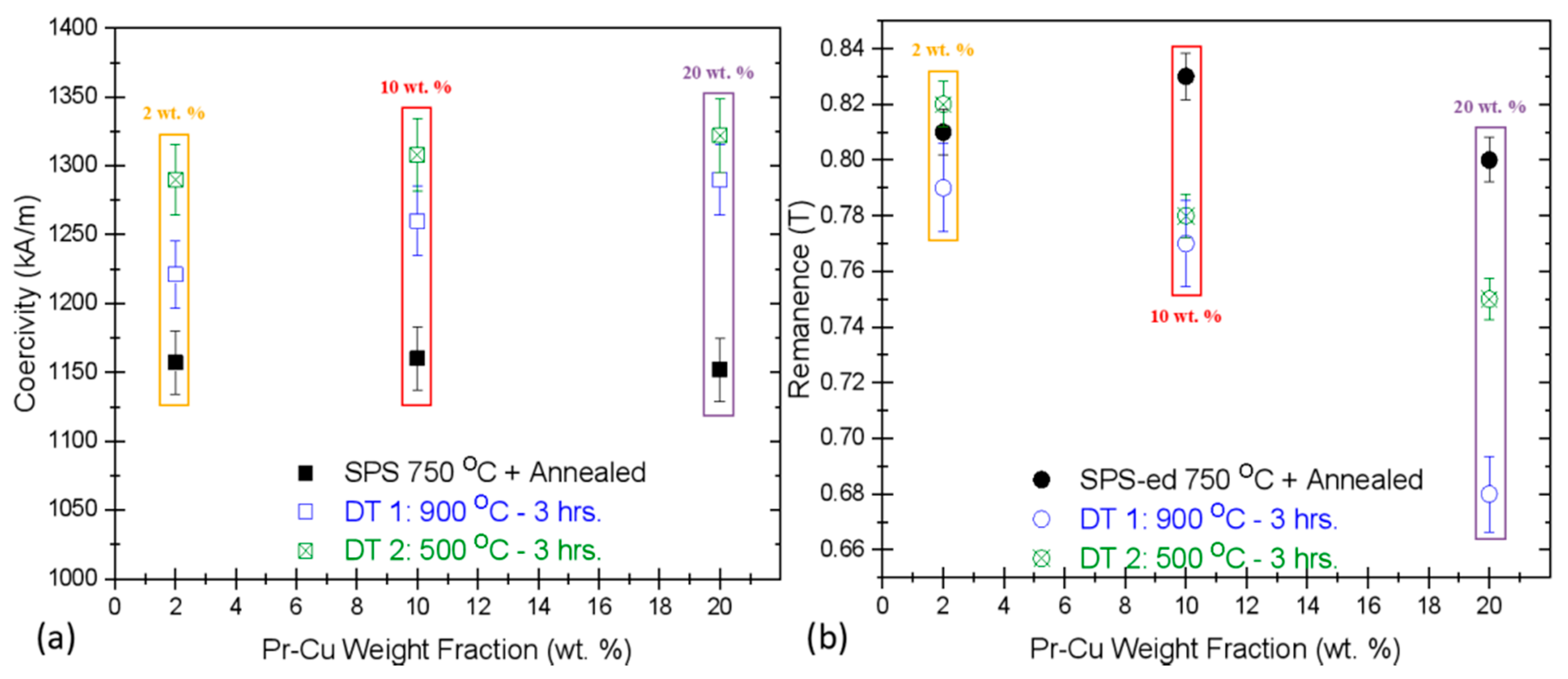
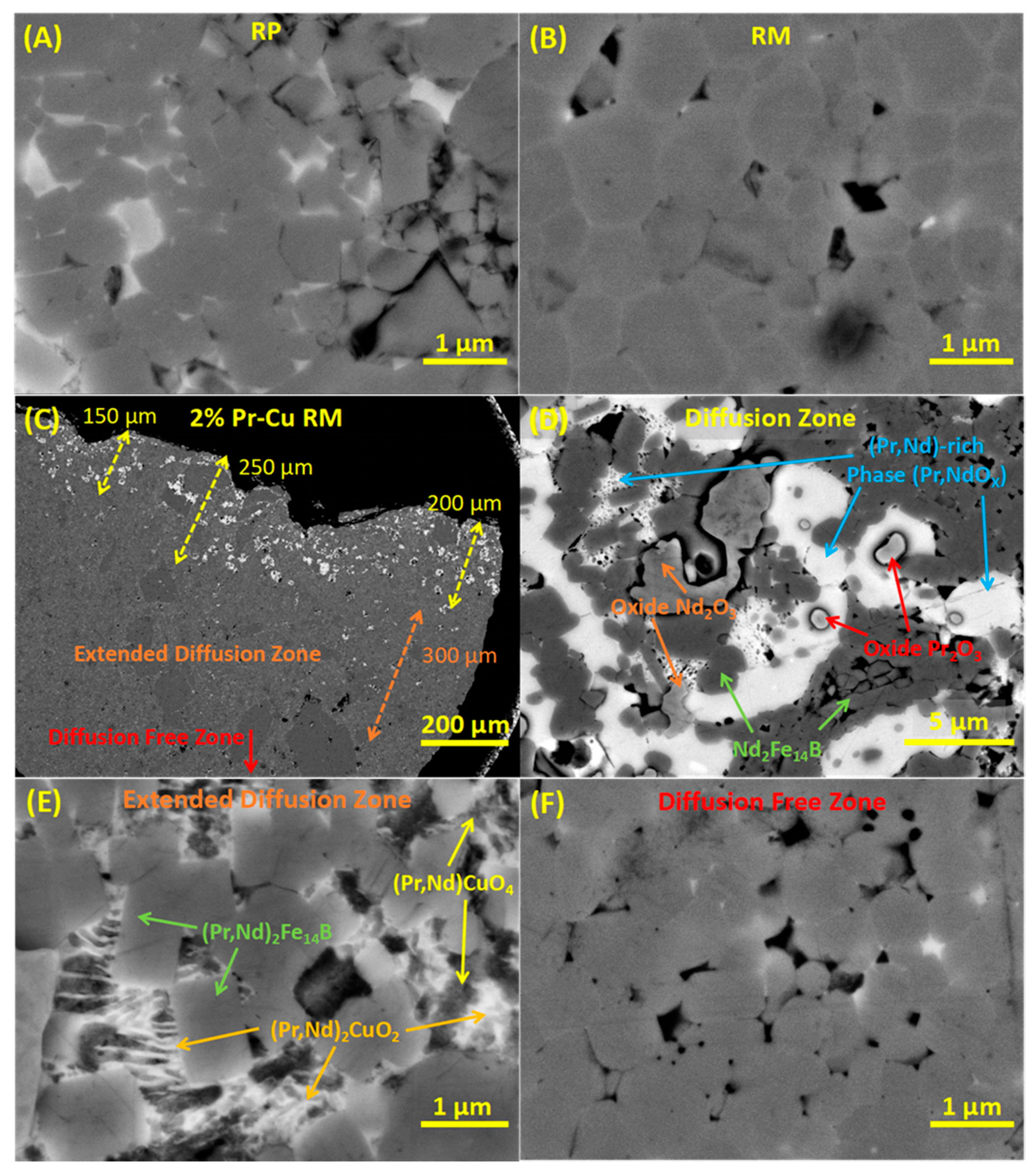
4.2. Pr-Cu Grain Boundary Diffusion Treatment
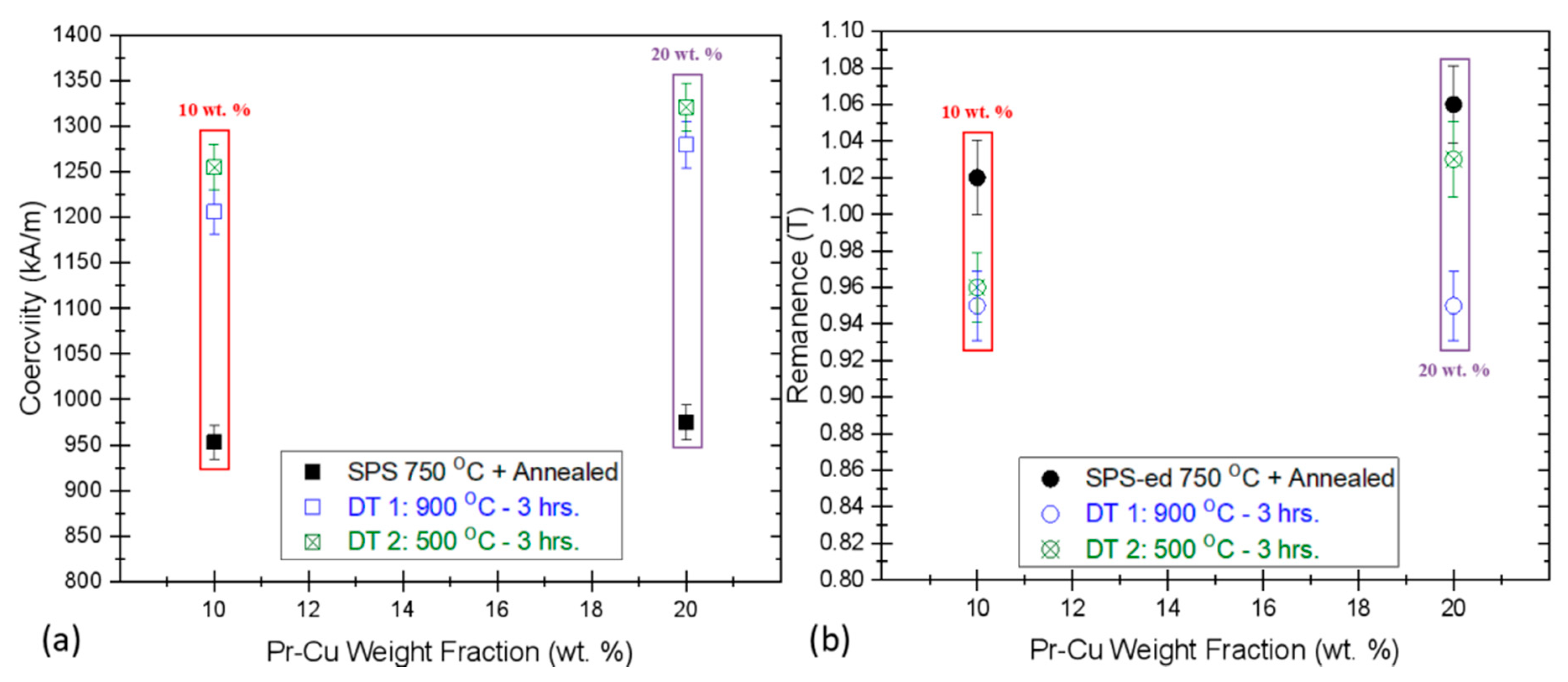
4.3. Magfine MF-15P Grain Boundary Diffusion Treatment
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Balasubramanian, B.; Mukherjee, P.; Skomski, R.; Manchanda, P.; Das, B.; Sellmyer, D.J. Magnetic nanostructuring and overcoming Brown’s paradox to realize extraordinary high-temperature energy products. Sci. Rep. 2014, 4, 6265. [Google Scholar] [CrossRef] [PubMed]
- Barbosa, L.P.; Takiishi, H.; Faria, R.N. The effect of cobalt content on the microstructure of Pr–Fe–Co–B–Nb alloys and magnetic properties of HDDR magnets. J. Magn. Magn. Mater. 2004, 268, 132–139. [Google Scholar] [CrossRef]
- Binnemans, K.; Jones, P.T.; Müller, T.; Yurramendi, L. Rare Earths and the Balance Problem: How to Deal with Changing Markets? J. Sustain. Metall. 2018, 4, 126–146. [Google Scholar] [CrossRef]
- Cha, H.-R.; Yu, J.-H.; Baek, Y.-K.; Kwon, H.-W.; Kim, Y.-D.; Lee, J.-G. The Influence of Dehydrogenation Speed on the Microstructure and Magnetic Properties of Nd-Fe-B Magnets Prepared by HDDR Process. J. Magn. 2014, 19, 49–54. [Google Scholar] [CrossRef][Green Version]
- Gang, S.; Lianxi, H.; Erde, W. Preparation, microstructure, and magnetic properties of a nanocrystalline Nd12Fe82B6 alloy by HDDR combined with mechanical milling. J. Magn. Magn. Mater. 2006, 301, 319–324. [Google Scholar] [CrossRef]
- Gopalan, R.; Sepehri-Amin, H.; Suresh, K.; Ohkubo, T.; Hono, K.; Nishiuchi, T.; Nozawa, N.; Hirosawa, S. Anisotropic Nd–Fe–B nanocrystalline magnets processed by spark plasma sintering and in situ hot pressing of hydrogenation–decomposition–desorption–recombination powder. Scr. Mater. 2009, 61, 978–981. [Google Scholar] [CrossRef]
- Gutfleisch, O. Controling the properties of high energy density permanent magnetic materials by different processing routes. J. Phys. Appl. Phys. 2000, 33, R157–R172. [Google Scholar] [CrossRef]
- Güth, K.; Lyubina, J.; Gebel, B.; Schultz, L.; Gutfleisch, O. Ultra-fine grained Nd–Fe–B by high pressure reactive milling and desorption. J. Magn. Magn. Mater. 2012, 324, 2731–2735. [Google Scholar] [CrossRef]
- Han, J.; Liu, S.; Wang, C.; Chen, H.; Du, H.; Yang, Y. Effects of the conventional HDDR process and the additions of Co and Zr on anisotropy of HDDR Pr–Fe–B-type magnetic materials. J. Magn. Magn. Mater. 2009, 321, 1331–1334. [Google Scholar] [CrossRef]
- Hono, K.; Sepehri-Amin, H. Strategy for high-coercivity Nd–Fe–B magnets. Scr. Mater. 2012, 67, 530–535. [Google Scholar] [CrossRef]
- Horikawa, T.; Matsuura, M.; Sugimoto, S.; Yamazaki, M.; Mishima, C. Hydrogen Pressure and Temperature Dependence of the Disproportionated State and Magnetic Anisotropy in the d -HDDR Process of Nd–Fe–B–Ga–Nb Powders. IEEE Trans. Magn. 2015, 51, 1–4. [Google Scholar] [CrossRef]
- Ikram, A.; Awais, M.; Sheridan, R.; Walton, A.; Kobe, S.; Pušavec, F.; Rožman, K. Žužek Spark Plasma Sintering as an Effective Texturing Tool for Reprocessing Recycled HDDR Nd-Fe-B Magnets with Lossless Coercivity. Metals 2020, 10, 418. [Google Scholar] [CrossRef]
- Ikram, A.; Mehmood, F.; Sheridan, R.S.; Awais, M.; Walton, A.; Eldosouky, A.; Sturm, S.; Kobe, S.; Rozman, K.Z. Particle size dependent sinterability and magnetic properties of recycled HDDR Nd–Fe–B powders consolidated with spark plasma sintering. J. Rare Earths 2020, 38, 90–99. [Google Scholar] [CrossRef]
- Ikram, A.; Mehmood, M.F.; Podlogar, M.; Eldosouky, A.; Sheridan, R.; Awais, M.; Walton, A.; Kržmanc, M.M.; Tomse, T.; Kobe, S.; et al. The sintering mechanism of fully dense and highly coercive Nd-Fe-B magnets from the recycled HDDR powders reprocessed by spark plasma sintering. J. Alloy. Compd. 2019, 774, 1195–1206. [Google Scholar] [CrossRef]
- Ikram, A.; Mehmood, M.F.; Samardžija, Z.; Sheridan, R.; Awais, M.; Walton, A.; Šturm, S.; Kobe, S.; Rožman, K. Žužek Coercivity Increase of the Recycled HDDR Nd-Fe-B Powders Doped with DyF3 and Processed via Spark Plasma Sintering & the Effect of Thermal Treatments. Materials 2019, 12, 1498. [Google Scholar] [CrossRef]
- Kim, T.-H.; An, B.-S.; Cha, H.-R.; Lee, J.; Kwon, H.; Yang, C.-W. Effect of desorption and recombination on texture development in hydrogenation–disproportionation–desorption–recombination processed Nd–Fe–B magnets. J. Alloy. Compd. 2016, 672, 582–589. [Google Scholar] [CrossRef]
- Kim, T.-H.; Lee, S.-R.; Lee, M.-W.; Jang, T.-S.; Kim, J.W.; Kim, Y.D.; Kim, H.-J. Dependence of magnetic, phase-transformation and microstructural characteristics on the Cu content of Nd–Fe–B sintered magnet. Acta Mater. 2014, 66, 12–21. [Google Scholar] [CrossRef]
- Kimiabeigi, M.; Sheridan, R.; Widmer, J.D.; Walton, A.; Farr, M.; Scholes, B.; Harris, I. Production and Application of HPMS Recycled Bonded Permanent Magnets for a Traction Motor Application. IEEE Trans. Ind. Electron. 2017, 65, 3795–3804. [Google Scholar] [CrossRef]
- Kwon, H.; Lee, J.; Yu, J.H. Origin of radical coercivity reduction in fine Nd-Fe-B-type hydrogenation, disproportionation, desorption, recombination particles and its recovery. J. Appl. Phys. 2014, 115, 17. [Google Scholar] [CrossRef]
- Li, C.; Yue, M.; Liu, W.; Zuo, T.; Yi, X.; Chen, J.; Zhou, Z.; Wu, Y. Recycling of scrap sintered Nd–Fe–B magnets as anisotropic bonded magnets via hydrogen decrepitation process. J. Mater. Cycles Waste Manag. 2014, 17, 547–552. [Google Scholar] [CrossRef]
- Li, L.; Jones, K.; Sales, B.; Pries, J.; Nlebedim, I.; Jin, K.; Bei, H.; Post, B.K.; Kesler, M.S.; Rios, O.; et al. Fabrication of highly dense isotropic Nd-Fe-B nylon bonded magnets via extrusion-based additive manufacturing. Addit. Manuf. 2018, 21, 495–500. [Google Scholar] [CrossRef]
- Li, W.F.; Ohkubo, T.; Hono, K.; Nishiuchi, T.; Hirosawa, S. Coercivity mechanism of hydrogenation disproportionation desorption recombination processed Nd–Fe–B based magnets. Appl. Phys. Lett. 2008, 93, 052505. [Google Scholar] [CrossRef]
- Li, W.F.; Ohkubo, T.; Hono, K.; Nishiuchi, T.; Hirosawa, S. The role of grain boundaries in the coercivity of hydrogenation disproportionation desorption recombination processed Nd–Fe–B powders. J. Appl. Phys. 2009, 105, 07A706. [Google Scholar] [CrossRef]
- Liu, L.; Sepehri-Amin, H.; Ohkubo, T.; Yano, M.; Kato, A.; Sakuma, N.; Shoji, T.; Hono, K. Coercivity enhancement of hot-deformed Nd-Fe-B magnets by the eutectic grain boundary diffusion process using Nd 62 Dy 20 Al 18 alloy. Scr. Mater. 2017, 129, 44–47. [Google Scholar] [CrossRef]
- Liu, L.; Sepehri-Amin, H.; Ohkubo, T.; Yano, M.; Kato, A.; Shoji, T.; Hono, K. Coercivity enhancement of hot-deformed Nd-Fe-B magnets by the eutectic grain boundary diffusion process. J. Alloy. Compd. 2016, 666, 432–439. [Google Scholar] [CrossRef]
- Liu, M.; Jin, X.-C.; Gao, R.-W. Effects of intergranular phase and structure defect on the coercivity for the HDDR Nd--Fe--B bonded magnet. J. At. Mol. Sci. 2012, 3, 218–226. [Google Scholar] [CrossRef]
- Liu, M.; Sun, Y.; Han, G.; Yang, W.; Gao, R. Dependence of anisotropy and coercivity on microstructure in HDDR Nd–Fe–B magnet. J. Alloy. Compd. 2009, 478, 303–307. [Google Scholar] [CrossRef]
- Lixandru, A.; Poenaru, I.; Güth, K.; Gauß, R.; Gutfleisch, O. A systematic study of HDDR processing conditions for the recycling of end-of-life Nd-Fe-B magnets. J. Alloy. Compd. 2017, 724, 51–61. [Google Scholar] [CrossRef]
- Luo, J.; De Rango, P.; Fruchart, D.; Mei, J.; Zhou, L. Hydrogen absorption and desorption characteristics of high coercivity NdDyFeCoNbCuB sintered magnet. I. Low temperature hydrogen decrepitation treatments. J. Alloy. Compd. 2011, 509, 4252–4259. [Google Scholar] [CrossRef]
- Morimoto, K.; Kaneko, S.; Katayama, N.; Shigeoka, K. Effect of substituting Pr for Nd on magnetic properties of Nd–Fe–B HDDR powder. J. Alloy. Compd. 2016, 666, 118–121. [Google Scholar] [CrossRef]
- Morimoto, K.; Katayama, N.; Akamine, H.; Itakura, M. Coercivity enhancement of anisotropic Dy-free Nd–Fe–B powders by conventional HDDR process. J. Magn. Magn. Mater. 2012, 324, 3723–3726. [Google Scholar] [CrossRef]
- Nakamura, H. The current and future status of rare earth permanent magnets. Scr. Mater. 2018, 154, 273–276. [Google Scholar] [CrossRef]
- Nakamura, M.; Matsuura, M.; Tezuka, N.; Sugimoto, S.; Une, Y.; Kubo, H.; Sagawa, M. Preparation of ultrafine jet-milled powders for Nd-Fe-B sintered magnets using hydrogenation–disproportionation–desorption–recombination and hydrogen decrepitation processes. Appl. Phys. Lett. 2013, 103, 22404. [Google Scholar] [CrossRef]
- Nakamura, M.; Matsuura, M.; Tezuka, N.; Sugimoto, S.; Une, Y.; Kubo, H.; Sagawa, M. Effects of Hydrogenation-Disproportionation-Desorption-Recombination Processing Parameters on the Particle Size of Ultrafine Jet-Milled Nd-Fe-B Powders. Mater. Trans. 2015, 56, 129–134. [Google Scholar] [CrossRef]
- Pal, S.; Güth, K.; Woodcock, T.; Schultz, L.; Gutfleisch, O. Properties of isolated single crystalline and textured polycrystalline nano/sub-micrometre Nd2Fe14B particles obtained from milling of HDDR powder. J. Phys. D Appl. Phys. 2013, 46, 375004. [Google Scholar] [CrossRef]
- Périgo, E.A.; Da Silva, S.C.; Martins, R.V.; Takiishi, H.; Landgraf, F.J.G. Properties of hydrogenation-disproportionation-desorption-recombination NdFeB powders prepared from recycled sintered magnets. J. Appl. Phys. 2012, 111, 7. [Google Scholar] [CrossRef]
- Reimer, M.; Schenk-Mathes, H.; Hoffmann, M.; Elwert, T. Recycling Decisions in 2020, 2030, and 2040—When Can Substantial NdFeB Extraction be Expected in the EU? Metals 2018, 8, 867. [Google Scholar] [CrossRef]
- Seelam, U.; Liu, L.; Akiya, T.; Sepehri-Amin, H.; Ohkubo, T.; Sakuma, N.; Yano, M.; Kato, A.; Hono, K. Coercivity of the Nd–Fe–B hot-deformed magnets diffusion-processed with low melting temperature glass forming alloys. J. Magn. Magn. Mater. 2016, 412, 234–242. [Google Scholar] [CrossRef]
- Seelam, U.; Ohkubo, T.; Abe, T.; Hirosawa, S.; Hono, K. Faceted shell structure in grain boundary diffusion-processed sintered Nd–Fe–B magnets. J. Alloy. Compd. 2014, 617, 884–892. [Google Scholar] [CrossRef]
- Sepehri-Amin, H.; Li, W.; Ohkubo, T.; Nishiuchi, T.; Hirosawa, S.; Hono, K. Effect of Ga addition on the microstructure and magnetic properties of hydrogenation–disproportionation–desorption–recombination processed Nd–Fe–B powder. Acta Mater. 2010, 58, 1309–1316. [Google Scholar] [CrossRef]
- Sepehri-Amin, H.; Liu, L.; Ohkubo, T.; Yano, M.; Shoji, T.; Kato, A.; Schrefl, T.; Hono, K. Microstructure and temperature dependent of coercivity of hot-deformed Nd–Fe–B magnets diffusion processed with Pr–Cu alloy. Acta Mater. 2015, 99, 297–306. [Google Scholar] [CrossRef]
- Sepehri-Amin, H.; Ohkubo, T.; Nishiuchi, T.; Hirosawa, S.; Hono, K. Coercivity enhancement of hydrogenation–disproportionation–desorption–recombination processed Nd–Fe–B powders by the diffusion of Nd–Cu eutectic alloys. Scr. Mater. 2010, 63, 1124–1127. [Google Scholar] [CrossRef]
- Sheridan, R.; Harris, I.; Walton, A. The development of microstructure during hydrogenation–disproportionation–desorption–recombination treatment of sintered neodymium-iron-boron-type magnets. J. Magn. Magn. Mater. 2016, 401, 455–462. [Google Scholar] [CrossRef]
- Sheridan, R.; Sillitoe, R.; Zakotnik, M.; Harris, I.; Williams, A. Anisotropic powder from sintered NdFeB magnets by the HDDR processing route. J. Magn. Magn. Mater. 2012, 324, 63–67. [Google Scholar] [CrossRef]
- Sheridan, R.; Williams, A.; Harris, I.; Walton, A. Improved HDDR processing route for production of anisotropic powder from sintered NdFeB type magnets. J. Magn. Magn. Mater. 2014, 350, 114–118. [Google Scholar] [CrossRef]
- Song, T.; Tang, X.; Yin, W.; Chen, R.; Yan, A. Coercivity enhancement of hot-pressed magnet prepared by HDDR Nd-Fe-B powders using Pr-Cu eutectic alloys diffusion. J. Magn. Magn. Mater. 2019, 471, 105–109. [Google Scholar] [CrossRef]
- Sugimoto, S. Current status and recent topics of rare-earth permanent magnets. J. Phys. D Appl. Phys. 2011, 44, 64001. [Google Scholar] [CrossRef]
- Suresh, K.; Ohkubo, T.; Takahashi, Y.; Oh-Ishi, K.; Gopalan, R.; Hono, K.; Nishiuchi, T.; Nozawa, N.; Hirosawa, S. Consolidation of hydrogenation–disproportionation–desorption–recombination processed Nd–Fe–B magnets by spark plasma sintering. J. Magn. Magn. Mater. 2009, 321, 3681–3686. [Google Scholar] [CrossRef]
- Szymanski, M.; Michalski, B.; Leonowicz, M.; Miazga, Z. Structure and Properties of Nd-Fe-B Alloy Subjected to HDDR Process. Arch. Met. Mater. 2016, 61, 217–220. [Google Scholar] [CrossRef][Green Version]
- Takagi, K.; Akada, M.; Soda, R.; Ozaki, K. Preparation of Nd–Fe–B sintered magnets from HDDR-processed powder. J. Magn. Magn. Mater. 2015, 393, 461–466. [Google Scholar] [CrossRef]
- Tang, M.; Bao, X.; Lu, K.; Sun, L.; Li, J.; Gao, X. Boundary structure modification and magnetic properties enhancement of Nd–Fe–B sintered magnets by diffusing (PrDy)–Cu alloy. Scr. Mater. 2016, 117, 60–63. [Google Scholar] [CrossRef]
- Walton, A.; Yi, H.; Rowson, N.; Speight, J.; Mann, V.; Sheridan, R.; Bradshaw, A.; Harris, I.; Williams, A. The use of hydrogen to separate and recycle neodymium–iron–boron-type magnets from electronic waste. J. Clean. Prod. 2015, 104, 236–241. [Google Scholar] [CrossRef]
- Wan, F.; Han, J.; Zhang, Y.; Wang, C.; Liu, S.; Yang, J.; Yang, Y.; Sun, A.; Yang, F.; Song, R. Coercivity enhancement in HDDR near-stoichiometric ternary Nd–Fe–B powders. J. Magn. Magn. Mater. 2014, 360, 48–51. [Google Scholar] [CrossRef]
- Weber, C.; Haule, K.; Kotliar, G. Strength of correlations in electron- and hole-doped cuprates. Nat. Phys. 2010, 6, 574–578. [Google Scholar] [CrossRef]
- Wilson, S.D.; Li, S.; Dai, P.; Bao, W.; Chung, J.-H.; Kang, H.J.; Lee, S.-H.; Komiya, S.; Ando, Y.; Si, Q. Evolution of low-energy spin dynamics in the electron-doped high-transition-temperature superconductorPr0.88LaCe0.12CuO4−δ. Phys. Rev. B 2006, 74, 144514. [Google Scholar] [CrossRef]
- Yamazaki, M.; Mishima, C.; Matsuura, M.; Tezuka, N.; Sugimoto, S.; Horikawa, T. Effect of hydrogenation disproportionation conditions on magnetic anisotropy in Nd-Fe-B powder prepared by dynamic hydrogenation disproportionation desorption recombination. AIP Adv. 2017, 7, 56220. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.; Williams, A. Possible methods of recycling NdFeB-type sintered magnets using the HD/degassing process. J. Alloy. Compd. 2008, 450, 525–531. [Google Scholar] [CrossRef]
- Zakotnik, M.; Harris, I.; Williams, A. Multiple recycling of NdFeB-type sintered magnets. J. Alloy. Compd. 2009, 469, 314–321. [Google Scholar] [CrossRef]
- Zhang, Y.; Ma, T.; Liu, X.; Liu, P.; Jin, J.; Zou, J.; Yan, M. Coercivity enhancement of Nd–Fe–B sintered magnets with intergranular adding (Pr, Dy, Cu)−Hx powders. J. Magn. Magn. Mater. 2016, 399, 159–163. [Google Scholar] [CrossRef]
- Zhao, G.P.; Wang, X.L. Nucleation, pinning, and coercivity in magnetic nanosystems: An analytical micromagnetic approach. Phys. Rev. B 2006, 74, 012409. [Google Scholar] [CrossRef]
- Zheng, B.; Zhao, S. Investigation on mechanism of magnetization reversal for nanocrystalline Pr-Fe-B permanent magnets by micromagnetic finite element methods. J. Rare Earths 2009, 27, 145–149. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Class | Coercivity HCi (kA/m) | Remanence Br (T) | BHmax (kJ/m3) | Mr/MS Ratio |
|---|---|---|---|---|
| End-of-Life (EOL) Scrap Magnet | 1170 | 1.19 | 250 | 0.74 |
| Recycled HDDR Nd-Fe-B Powder (RP) | 830 | 0.9 | 124 | 0.56 |
| Optimally SPS-ed and Annealed Recycled Magnets (RMs) | 1150–1170 | 0.79–0.83 | 112–120 | 0.52 |
| Fresh Magfine MF-15P HDDR Nd-Fe-B Powder (MFP) | 1020–1130 | 1.27–1.32 | 270–310 | >0.81 |
| Optimally SPS-ed and Annealed Fresh MF-15P Magnets (MFMs), see Section 4.3 | 960–970 | 1.06–1.07 | 196–200 | 0.67 |
| Phases | Nd (at. %) | Pr (at. %) | Dy (at. %) | Fe (at. %) | O (at. %) | Al (at. %) | Cu (at. %) |
|---|---|---|---|---|---|---|---|
| Nd2Fe14B | 13.1 | 2.2 | – | 80.7 | – | 1.1 | 2.9 |
| (Pr,Nd)2Fe14B | 4.2 | 9.3 | – | 85.6 | – | 0.9 | – |
| (Pr,Nd)-rich Phase (Pr,Nd)Ox/(Pr,Nd)O2 | 7.5 | 19.5 | – | 1.5 | 71.5 | – | – |
| Pr2O3 /Nd2O3 | 10.4 | 15.4 | – | 10.5 | 63.7 | – | – |
| (Nd,Pr)2CuO2 | 20.1 | 13.4 | 2.1 | 14.8 | 30.9 | – | 18.7 |
| (Pr,Nd)XCuO4 | 9.1 | 13.0 | – | 3.0 | 51.4 | – | 23.5 |
| RE2CuO2 | 23.7 | 16.5 | 3.3 | 10.7 | 32.6 | – | 13.2 |
| Diffusion Source Alloy Weight Fraction | Coercivity HCi (kA/m) | Remanence Br (T) | BHmax (kJ/m3) | Actual Mass Gain (%) | |
|---|---|---|---|---|---|
| Dy70Cu30 + Recycled Magnet (MR) | 0 wt. % | 1148 | 0.81 | 115 | – |
| 2 wt. % | 1250 | 0.74 | 90 | 1.94 | |
| 10 wt. % | 1256 | 0.78 | 105 | 2.57 | |
| 20 wt. % | 1287 | 0.77 | 104 | 3.25 | |
| Pr68Cu32 + Recycled Magnet (MR) | 0 wt. % | 1160 | 0.83 | 120 | – |
| 2 wt. % | 1283 | 0.82 | 116 | 2.00 | |
| 10 wt. % | 1308 | 0.78 | 107 | 3.87 | |
| 20 wt. % | 1322 | 0.75 | 100 | 4.96 | |
| Pr68Cu32 + Fresh Magnet (MFM) | 0 wt. % | 969 | 1.07 | 198 | – |
| 10 wt. % | 1255 | 0.96 | 127 | 4.11 | |
| 20 wt. % | 1313 | 1.04 | 190 | 6.37 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ikram, A.; Awais, M.; Sheridan, R.; Walton, A.; Kobe, S.; Pušavec, F.; Žužek Rožman, K. Limitations in the Grain Boundary Processing of the Recycled HDDR Nd-Fe-B System. Materials 2020, 13, 3528. https://doi.org/10.3390/ma13163528
Ikram A, Awais M, Sheridan R, Walton A, Kobe S, Pušavec F, Žužek Rožman K. Limitations in the Grain Boundary Processing of the Recycled HDDR Nd-Fe-B System. Materials. 2020; 13(16):3528. https://doi.org/10.3390/ma13163528
Chicago/Turabian StyleIkram, Awais, Muhammad Awais, Richard Sheridan, Allan Walton, Spomenka Kobe, Franci Pušavec, and Kristina Žužek Rožman. 2020. "Limitations in the Grain Boundary Processing of the Recycled HDDR Nd-Fe-B System" Materials 13, no. 16: 3528. https://doi.org/10.3390/ma13163528
APA StyleIkram, A., Awais, M., Sheridan, R., Walton, A., Kobe, S., Pušavec, F., & Žužek Rožman, K. (2020). Limitations in the Grain Boundary Processing of the Recycled HDDR Nd-Fe-B System. Materials, 13(16), 3528. https://doi.org/10.3390/ma13163528