Friction and Wear Characteristics of Microporous Interface Filled with Mixed Lubricants of M50 Steel at Different Loads


Abstract

1. Introduction
2. Materials and Methods
2.1. Lubricants and Matrix Materials
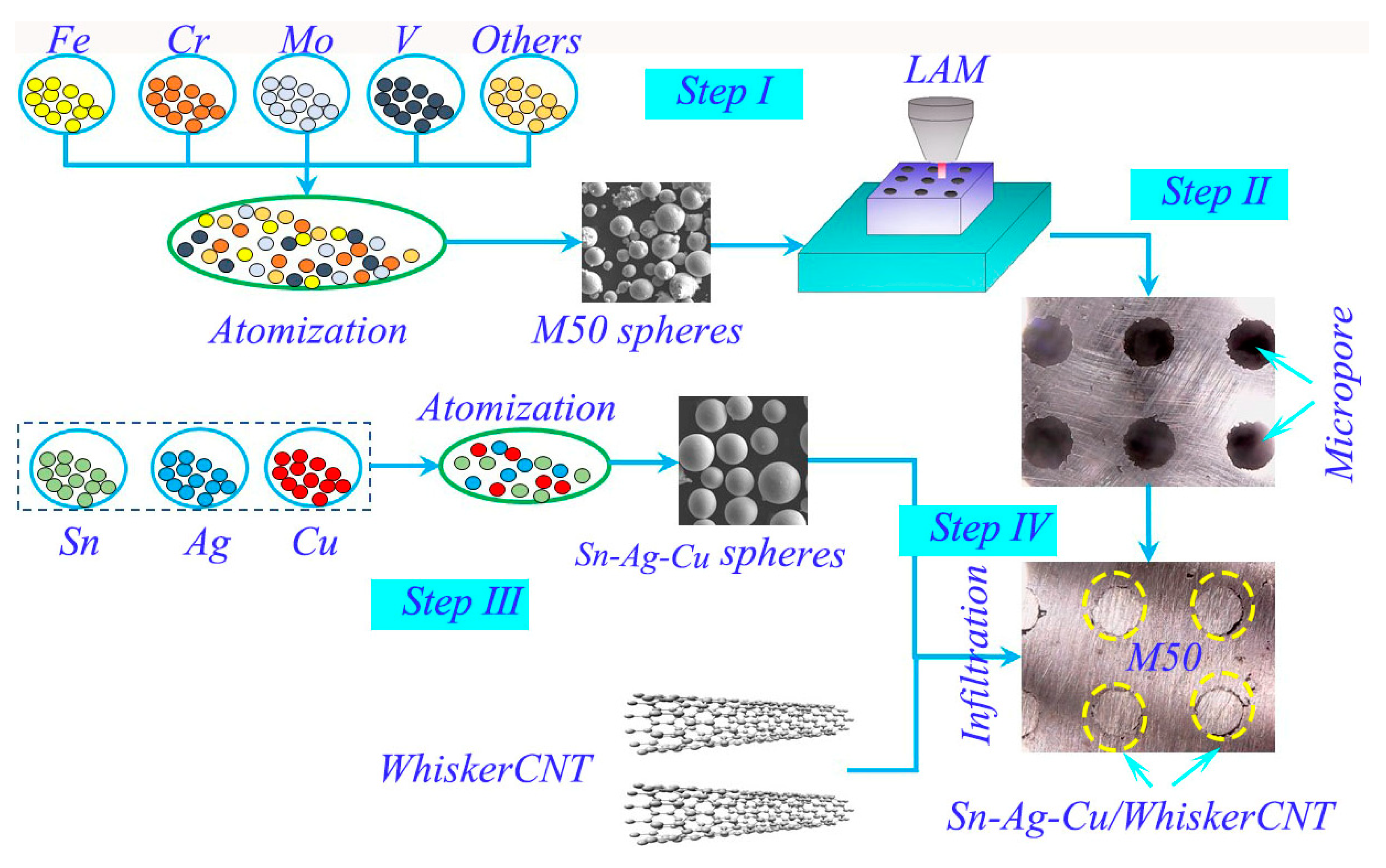
2.2. Preparation of Self-Lubricating Materials
2.3. Friction Tests
3. Results and Discussion
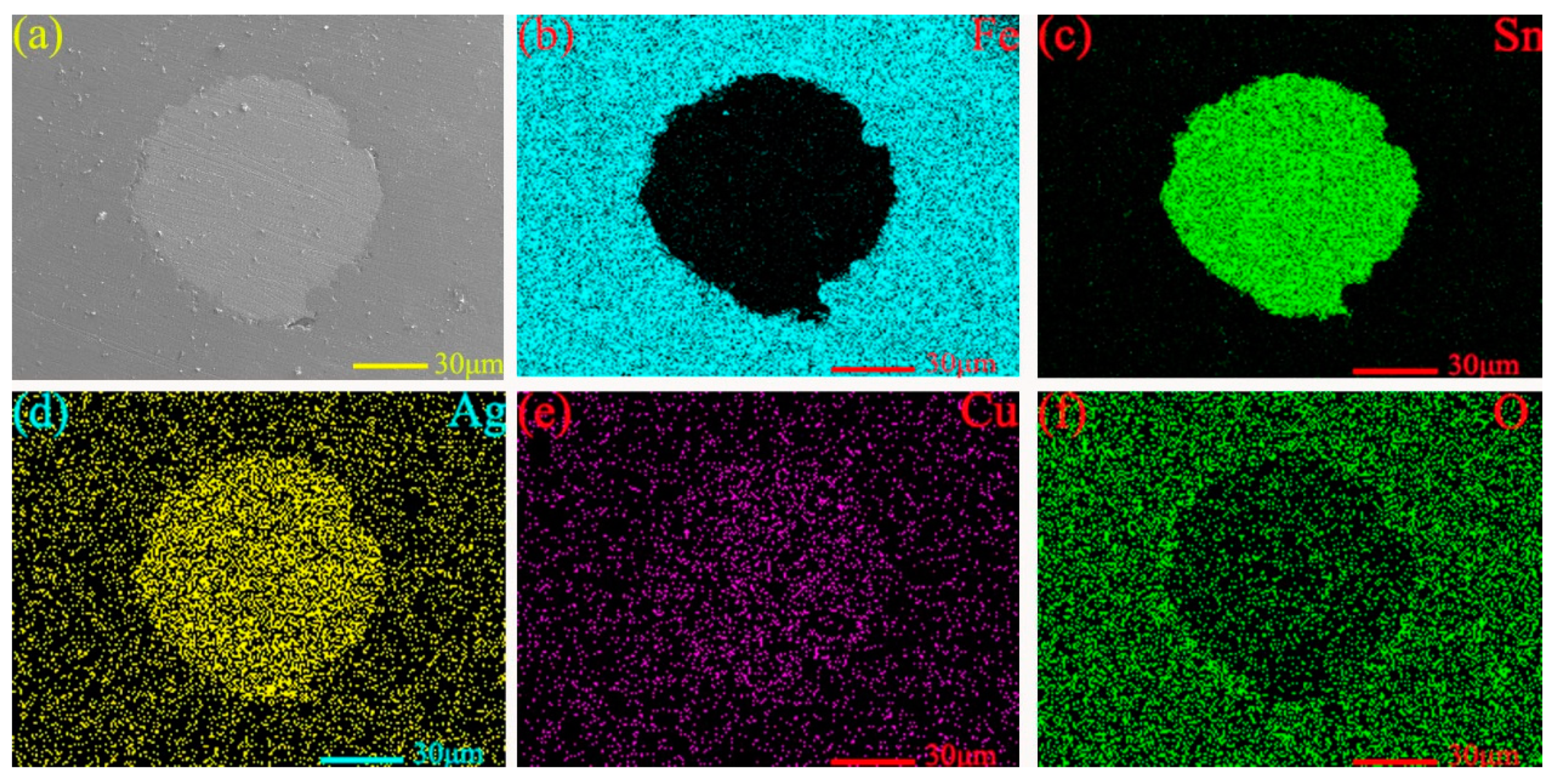
3.1. The Interface of Micropores
3.2. Friction Coefficient and Wear Rate
3.3. Analysis of The Lubricating Mechanisms
3.3.1. The Worn Surfaces of M50
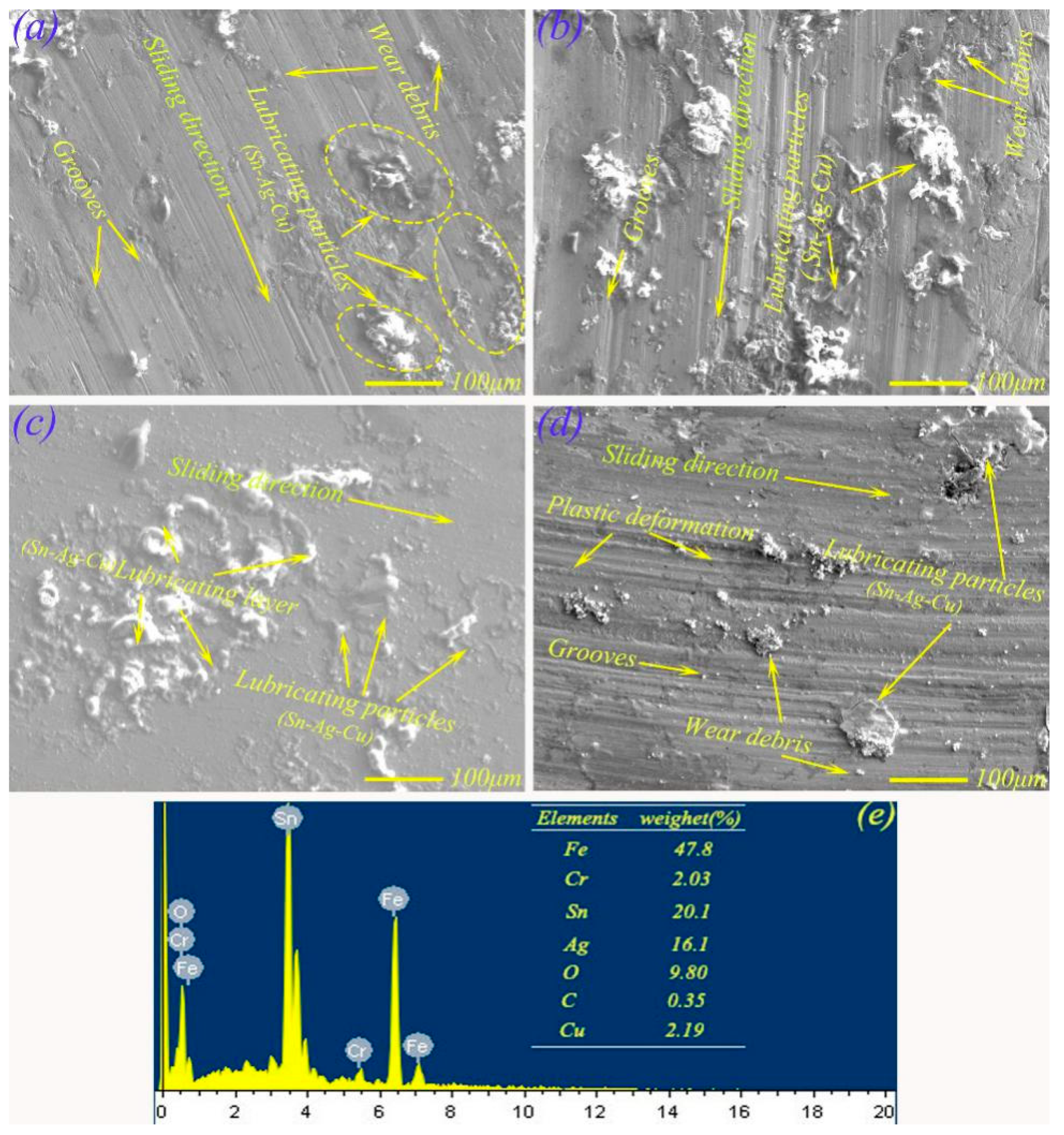
3.3.2. The Worn Surfaces of MMS and MMSC
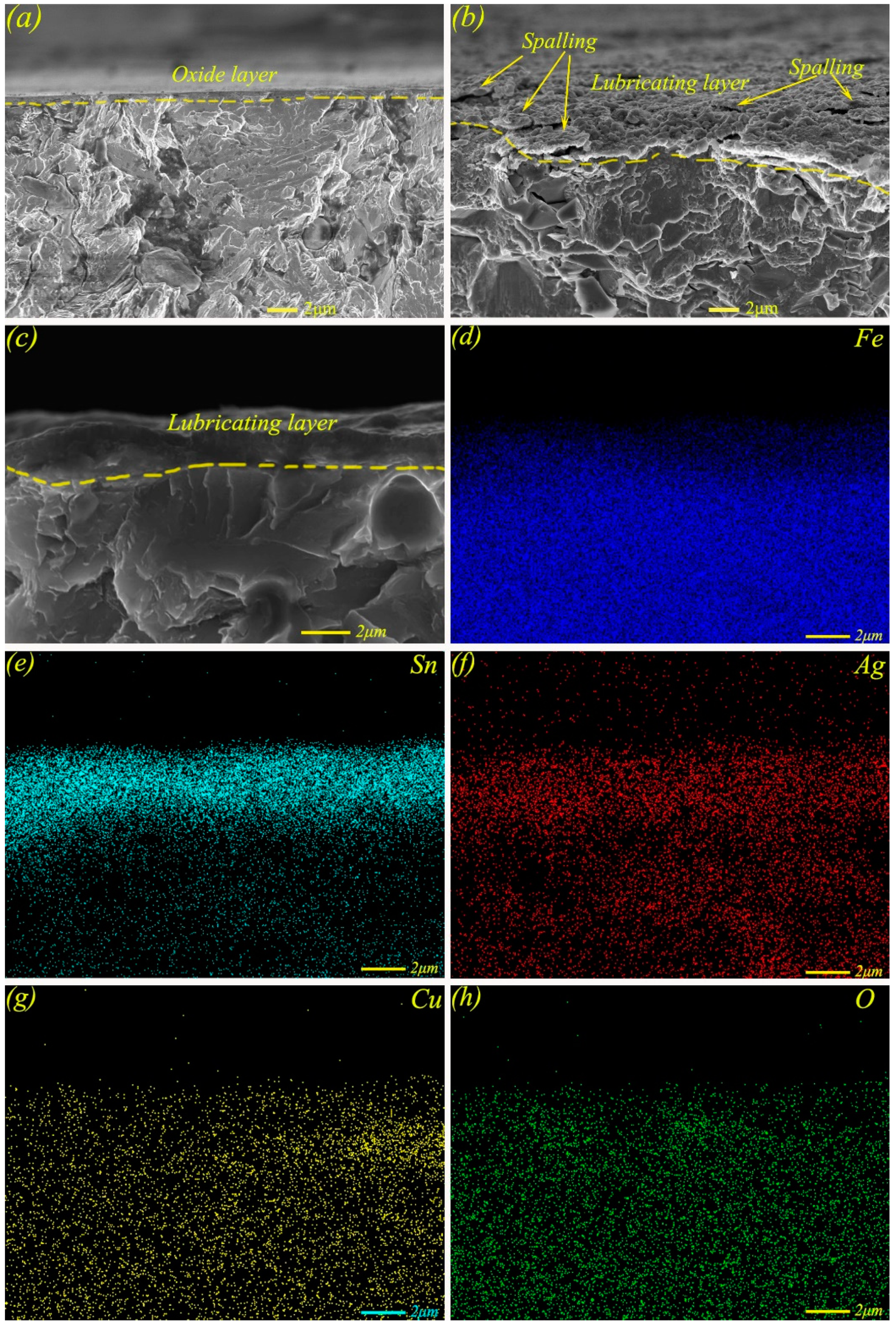
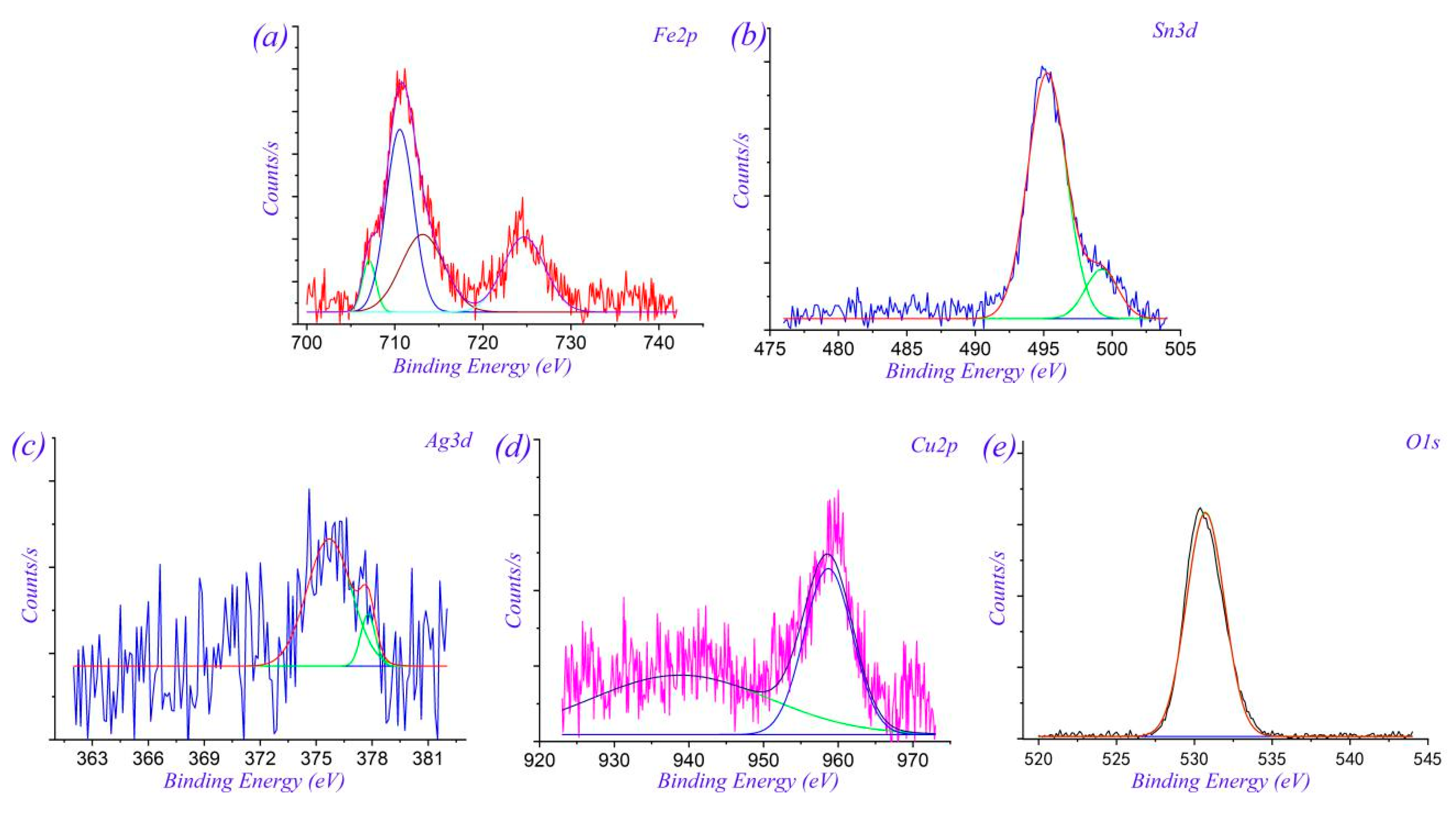
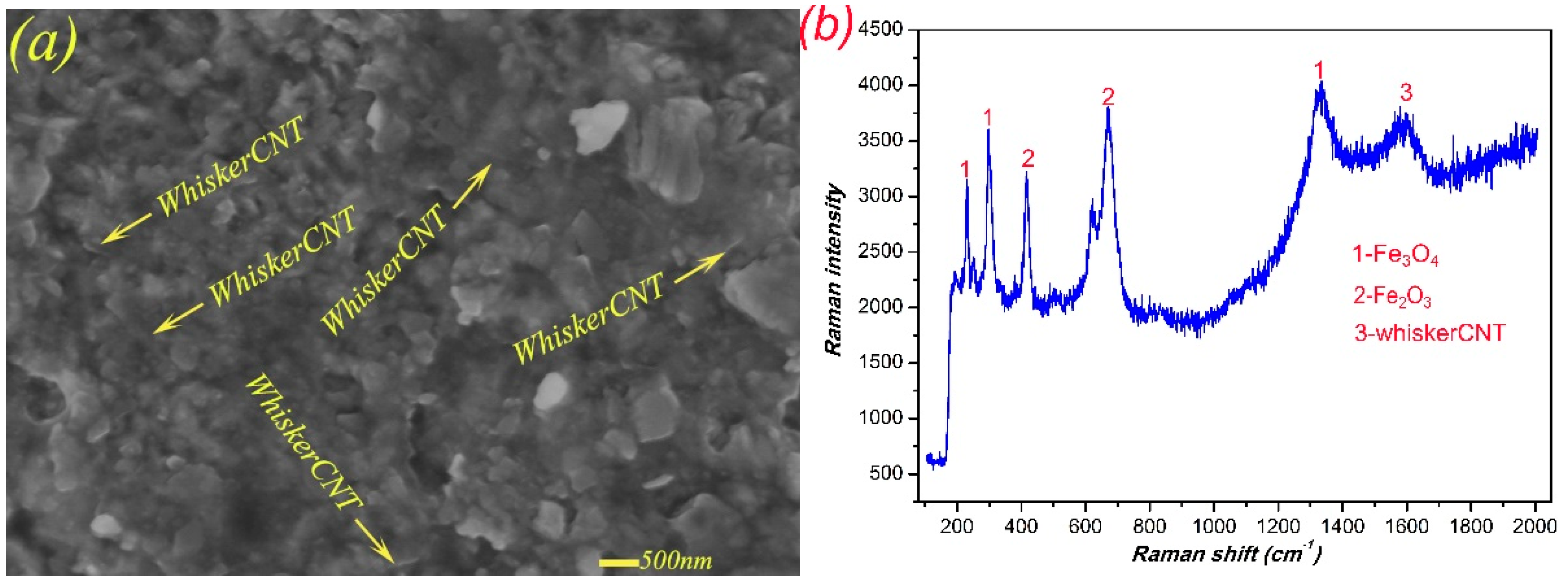
3.3.3. The Lubrication Mechanisms of Sn–Ag–Cu and WhiskerCNT
4. Conclusions
- (1)
- MMSC had stable and distinguished tribological properties from 2 to 22 N owing to the lubricating effect of Sn–Ag–Cu and whiskerCNT.
- (2)
- Sn–Ag–Cu could precipitate to the worn surface via the combined influence of heat and force, and a lubricating layer with a good lubricating effect was formed on the worn surface.
- (3)
- The flow spreading behavior of Sn–Ag–Cu could repair the stress cracks on the worn surface to some extent, which further enhanced the tribological properties of the M50 material.
- (4)
- Under heavy loads higher than 12 N, the lubricating layer formed on the friction surface produced a large number of crack aggregation behaviors, which eventually caused the lubricating layer to be destroyed.
- (5)
- WhiskerCNT enhanced the strength of the lubricating layer, which could greatly reduce the damage of the lubricating layer under loads heavier than 12 N.
Author Contributions
Funding
Conflicts of Interest
References
- Mukhopadhyay, P.; Kannak, P.S.; Srinivas, M.; Roy, M. Microstructural developments during abrasion of M50 bearing steel. Wear 2014, 315, 31–37. [Google Scholar] [CrossRef]
- Wang, L.Q.; Peng, B.; Gu, L.; Wang, J. Tribological performance of M50 steel tribo-parts. Tribol. Trans. 2012, 55, 191–198. [Google Scholar] [CrossRef]
- Liu, X.Y.; Shi, X.L.; Huang, Y.C.; Deng, X.B.; Lu, G.C.; Yan, Z.; Xue, B. Tribological behavior and self-healing functionality of M50 material covered with surface micropores filled with Sn-Ag-Cu. Tribol. Int. 2018, 128, 365–375. [Google Scholar] [CrossRef]
- Nygaard, J.; Rawson, M.; Danson, P.; Bhadeshia, H. Bearing steel microstructures after aircraft gas turbine engine service. J. Mater. Sci. Technol. 2014, 30, 1911–1918. [Google Scholar] [CrossRef]
- Sanders, J.; Cutler, J.; Miller, J.; Zabinski, J. In vacuuo tribological investigations of metal, ceramic and hybrid interfaces for high-speed spacecraft bearing applications. Tribol. Int. 1999, 32, 649–659. [Google Scholar] [CrossRef]
- Liu, X.Y.; Lu, Z.W.; Zhang, J.A.; Liu, B.; Cao, Y.; Qian, X.M. The self-lubricating behavior and evolution mechanisms of the surface microporous friction interface of M50-(Sn-Ag-Cu) material. J. Mater. Res. Technol. 2020, 9, 8207–8220. [Google Scholar] [CrossRef]
- Liu, X.Y.; Shi, X.L.; Wu, C.H.; Yang, K.; Huang, Y.C.; Deng, X.B.; Yan, Z.; Xue, B. Tribological behavior of M50-MoS2 self-lubricating composites from 150 to 450 °C. Mater. Chem. Phys. 2017, 198, 145–153. [Google Scholar] [CrossRef]
- Deng, X.B.; Shi, X.L.; Huang, Y.C.; Liu, X.Y.; Yan, Z.; Yang, K.; Wang, Y.F. Effect of Ti3SiC2 on tribological properties of M50 matrix self-lubricating composites from 25 to 450 °C. J. Mater. Eng. Perform. 2017, 26, 4595–4604. [Google Scholar] [CrossRef]
- Ali, M.K.A.; Hou, X.J. M50 matrix sintered with nanoscale solid lubricants shows enhanced self-lubricating properties under dry sliding at diferent temperatures. Tribol. Lett. 2019, 67, 71. [Google Scholar] [CrossRef]
- Essa, F.A.; Zhang, Q.X.; Huang, X.J. Investigation of the effects of mixtures of WS2 and ZnO solid lubricants on the sliding friction and wear of M50 steel against silicon nitride at elevated temperatures. Wear 2017, 374–375, 128–141. [Google Scholar] [CrossRef]
- Wang, Y.J.; Liu, Z.M. Study oftribological properties of high temperature self-lubricating ceram ic with transfixing micro-pores. Tbibology 2006, 26, 348–352. [Google Scholar]
- Liu, X.Y.; Shi, X.L.; Lu, G.C.; Zhou, H.Y.; Deng, X.B.; Yan, Z.; Chen, Y.; Xue, B. Effect of different microporous parameters on mechanical and frictional properties of M50 self-lubricating materials: Simulation analysis and experimental study. Mater. Res. Express 2019, 6, 056502. [Google Scholar] [CrossRef]
- Zhen, J.M.; Zhu, S.Y.; Cheng, J.; Li, M.H.; Lu, Y.; Qiao, Z.H.; Yang, J. Influence of graphite content on the dry sliding behavior of nickel alloy matrix solid lubricant composites. Tribol. Int. 2017, 114, 322–328. [Google Scholar] [CrossRef]
- Liu, X.Y.; Shi, X.L.; Lu, G.C.; Deng, X.B.; Zhou, H.Y.; Yan, Z.; Chen, Y.; Xue, B. The synergistic lubricating mechanism of Sn-Ag-Cu and C60 on the worn surface of M50 self-lubricating material at elevated loads. J. Alloys Compd. 2019, 777, 271–284. [Google Scholar] [CrossRef]
- Li, X.W.; Shi, T.; Li, B.; Chen, X.C.; Zhang, X.W.; Guo, Z.G.; Zhang, Q.X. Subtractive manufacturing of stable hierarchical micro-nano structures on AA5052 sheet with enhanced water repellence and durable corrosion resistance. Mater. Des. 2019, 183, 108152. [Google Scholar] [CrossRef]
- Zhai, W.Z.; Zhou, K. Nanomaterials in Superlubricity. Adv. Funct. Mater. 2019, 29, 1806395. [Google Scholar] [CrossRef]
- Zeng, G.; Xue, S.; Zhang, L.; Gao, L.L.; Dai, W.; Luo, J.D. A review on the interfacial intermetallic compounds between Sn-Ag-Cu based solders and substrates. J. Mater. Sci. Mater. Electron. 2010, 21, 421–440. [Google Scholar] [CrossRef]
- Gu, Y.; Zhao, X.; Li, Y.; Liu, Y.; Li, Z.Y. Effect of nano-Fe2O3, additions on wettability and interfacial intermetallic growth of low-Ag content Sn-Ag-Cu solders on Cu substrates. J. Alloys Compd. 2015, 627, 39–47. [Google Scholar] [CrossRef]
- Yu, D.Q.; Zhao, J.; Wang, L. Improvement on the microstructure stability, mechanical and wetting properties of Sn-Ag-Cu lead-free solder with the addition of rare earth elements. J. Alloys Compd. 2004, 376, 170–175. [Google Scholar] [CrossRef]
- Matsunaga, M.; Hirotani, J.; Kishimoto, S.; Ohno, Y. High-output, transparent, stretchable triboelectric nanogenerator based on carbon nanotube thin film toward wearable energy harvesters. Nano Energy 2019, 67, 104297. [Google Scholar] [CrossRef]
- Tripathi, P.; Katiyar, P.K.; Ramkumar, J.; Balani, K. Synergistic role of carbon nanotube and yttria stabilised zirconia reinforcement on wear and corrosion resistance of Cr-based nano-composite coatings. Surf. Coat. Technol. 2020, 385, 125381. [Google Scholar] [CrossRef]
- Liu, X.Y.; Shi, X.L.; Huang, Y.C.; Deng, X.B.; Yan, Z.; Xue, B. The sliding wear and frictional behavior of M50-10 wt.%(Sn-Ag-Cu) self-lubricating materials at elevated temperatures. J. Mater. Eng. Perform. 2018, 27, 4291–4299. [Google Scholar] [CrossRef]
- Zhang, S.W.; Hu, L.T.; Feng, D.P.; Wang, H.Z. Anti-wear and friction-reduction mechanism of Sn and Fe nanoparticles as additives of multialkylated cyclopentanes under vacuum condition. Vacuum 2013, 87, 75–80. [Google Scholar] [CrossRef]
- Ren, F.; Arshad, S.N.; Bellon, P.; Averback, R.S.; Pouryazdan, M.; Hahn, H. Sliding wear-induced chemical nanolayering in Cu-Ag, and its implications for high wear resistance. Acta Mater. 2014, 72, 148–158. [Google Scholar] [CrossRef]
- Bishop, D.P.; Li, X.Y.; Tandon, K.N.; Caley, W.F. Dry sliding wear behaviour of aluminum alloy 2014 microalloyed with Sn and Ag. Wear 1998, 222, 84–92. [Google Scholar] [CrossRef]
- Nardi, C.D.; Cecchi, A.; Ferrara, L.; Benedetti, A.; Cristofori, D. Effect of age and level of damage on the autogenous healing of lime mortars. Compos. Part B 2017, 124, 144–157. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Cr | Si | V | Ni | C | Cu | Mo | Mn | Fe |
|---|---|---|---|---|---|---|---|---|---|
| Content | 4.00 | 0.30 | 1.00 | 0.20 | 0.75 | 0.15 | 4.2 | 0.35 | Balance |
| LAM | Working Pressure | Powder Transport Capacity | Protective Gas | Laser Power |
| 3–5 mbar | 5–10 g/min | Ar | 2000 W |
| Infiltration | Melting Temperature | Heating Power | Degree of Vacuum | Change of Pressure |
| 500–650 °C | 60–70 kW | 0.85–0.93 Pa | 0.70–0.80 MPa |
| Elements | C | Cr | Fe | Sn | Ag | Cu | O |
|---|---|---|---|---|---|---|---|
| Contents | 0.31 | 1.93 | 47.11 | 22.3 | 14.3 | 2.01 | 10.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, X.; Lu, Z.; Dong, H.; Cao, Y.; Qian, X. Friction and Wear Characteristics of Microporous Interface Filled with Mixed Lubricants of M50 Steel at Different Loads. Materials 2020, 13, 2934. https://doi.org/10.3390/ma13132934
Liu X, Lu Z, Dong H, Cao Y, Qian X. Friction and Wear Characteristics of Microporous Interface Filled with Mixed Lubricants of M50 Steel at Different Loads. Materials. 2020; 13(13):2934. https://doi.org/10.3390/ma13132934
Chicago/Turabian StyleLiu, Xiyao, Zhiwei Lu, Hao Dong, Yan Cao, and Xueming Qian. 2020. "Friction and Wear Characteristics of Microporous Interface Filled with Mixed Lubricants of M50 Steel at Different Loads" Materials 13, no. 13: 2934. https://doi.org/10.3390/ma13132934
APA StyleLiu, X., Lu, Z., Dong, H., Cao, Y., & Qian, X. (2020). Friction and Wear Characteristics of Microporous Interface Filled with Mixed Lubricants of M50 Steel at Different Loads. Materials, 13(13), 2934. https://doi.org/10.3390/ma13132934