Experimental Study of Mechanical Properties and Impact-Induced Reaction Characteristics of PTFE/Al/CuO Reactive Materials


Abstract
1. Introduction
2. Materials and Experimental Methods
2.1. Sample Preparation Method
- (a)
- The coupling agent was dissolved in absolute ethanol, and the mass of the coupling agent was 1% of the metal powder.
- (b)
- The metal powder was placed into organic solvent for 1 h, and it was heated properly and stirred until the organic solvent evaporated completely.
- (c)
- The metal powder was thoroughly dried in a vacuum oven.
- (d)
- PTFE and the surface-treated metal powder were placed in absolute ethanol and stirred for 10 h. Afterward, the mixture was properly heated to completely volatilize organic solvents. Finally, the material was thoroughly dried using a vacuum drying oven.
2.2. Quasi-Static and Dynamic Mechanics Testing
2.3. Drop Hammer Test Method
3. Results, Analysis, and Discussion
3.1. Quasi-Static Compression Test
3.2. SHPB Dynamic Compression Test
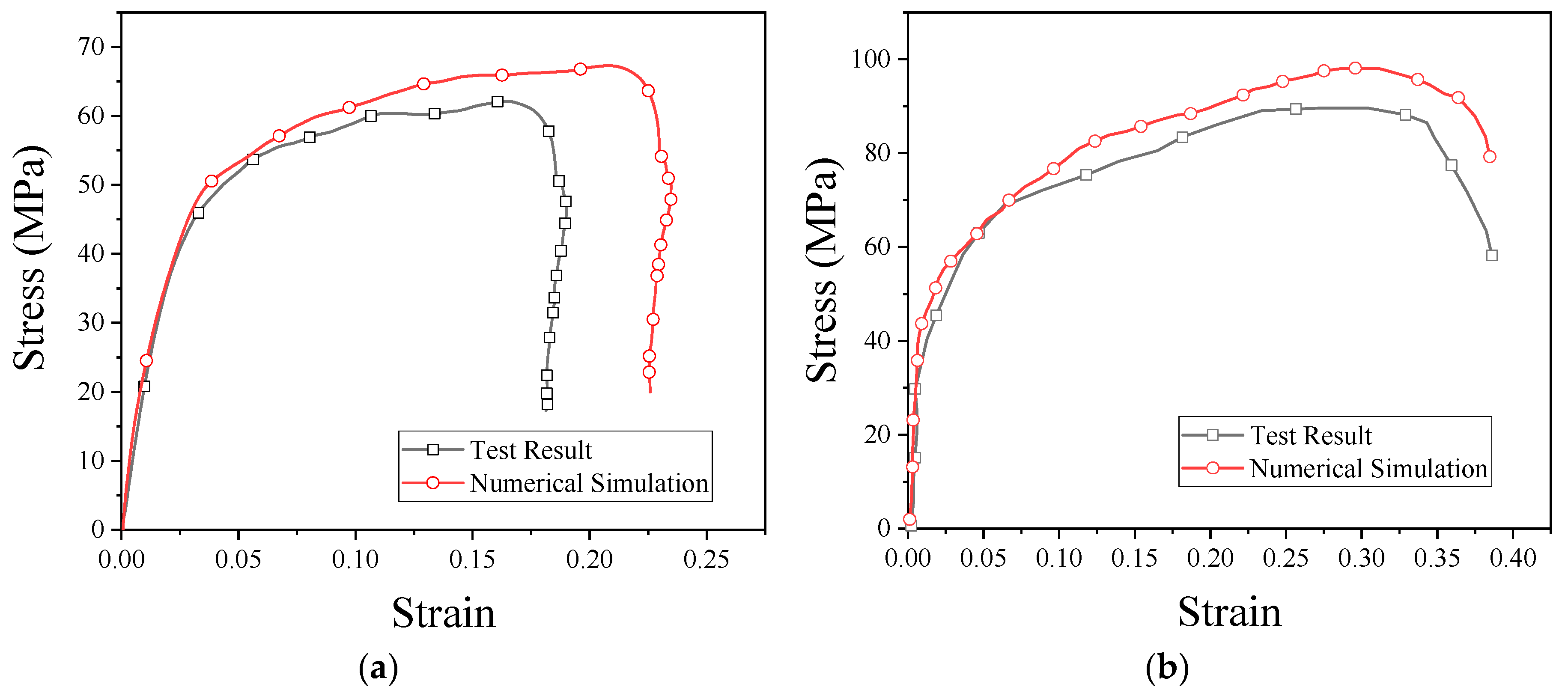
3.3. Fitting and Verification of Johnson–Cook Constitutive Model
3.4. Drop Hammer Test of PTFE/Al/CuO Reactive Material
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Mock, W., Jr.; Holt, W.H. Impact initiation of rods of pressed polytetrafluoroethylene (PTFE) and aluminum powders. AIP Conf. Proc. 2006, 845, 1097–1100. [Google Scholar]
- Mock, W.; Drotar, J.T. Effect of aluminum particle size on the impact initiation of pressed PTFE/Al composite rods. AIP Conf. Proc. 2007, 955, 971–974. [Google Scholar]
- Lee, R.J.; Mock, W.; Carney, J.R.; How, W.H.; Pangilinan, G.I.; Gamache, R.M.; Boteler, J.M.; Bohl, D.G.; Drotar, J.; Lawrence, G.W. Reactive materials studies. AIP Conf. Proc. 2006, 845, 169–174. [Google Scholar]
- Li, Y.; Wang, Z.; Jiang, C.; Niu, H. Experimental Study on Impact-Induced Reaction Characteristics of PTFE/Ti Composites Enhanced by W Particles. Materials 2017, 10, 175. [Google Scholar] [CrossRef] [PubMed]
- Ge, C.; Maimaitituersun, W.; Dong, Y.; Tian, C. A study on the mechanical properties and impact-induced initiation characteristics of brittle PTFE/Al/W reactive materials. Materials 2017, 10, 452. [Google Scholar]
- Xu, S. Study on the Mechanical Performance of Polytetrafluorethyleoe/Al Energetic Reactive Materials. Ph.D. Thesis, National University of Defense Technology, Changsha, China, 2010. [Google Scholar]
- DE Technologies, Inc. Reactive Material Enhanced Warheads. Available online: http://www.detk.com/recent-projects/reactive-material-enhanced-warheads/ (accessed on 24 September 2019).
- Paulus, G.; Schirm, V. Impact behaviour of PELE projectiles perforating thin target plates. Int. J. Impact Eng. 2006, 33, 566–579. [Google Scholar] [CrossRef]
- Wang, H.; Guo, H.; Geng, B.; Yu, Q.; Zheng, Y. Application of PTFE/Al Reactive Materials for Double-Layered Liner Shaped Charge. Materials 2019, 12, 2768. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, F.; Vecchio, K.S.; Meyers, M.A.; Nesterenko, V.F. Mechanical and microstructural properties of PTFE/Al/W system. AIP Conf. Proc. 2007, 955, 723–726. [Google Scholar]
- Cai, J.; Nesterenko, V.; Vecchio, K.; Jiang, F.; Herbold, E.; Benson, D.J.; Addiss, J.W.; Walley, S.M.; Proud, W.G. The influence of metallic particle size on the mechanical properties of polytetraflouroethylene-Al–W powder composites. Appl. Phys. Lett. 2008, 92, 031903. [Google Scholar] [CrossRef]
- Cai, J.; Walley, S.M.; Hunt, R.J.A.; Proud, W.G.; Nesterenko, V.F.; Meyers, M.A. High-strain, high-strain-rate flow and failure in PTFE/Al/W granular composites. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2008, 472, 308–315. [Google Scholar] [CrossRef]
- Herbold, E.; Cai, J.; Benson, D.; Nesterenko, V. Simulation of particle size effect on dynamic properties and fracture of PTFE-W-Al composites. AIP Conf. Proc. 2007, 955, 785–788. [Google Scholar]
- Wang, H.X.; Li, Y.C.; Feng, B.; Huang, J.Y.; Zhang, S.; Fang, X. Compressive Properties of PTFE/Al/Ni Composite Under Uniaxial Loading. J. Mater. Eng. Perform. 2017, 26, 2331–2336. [Google Scholar] [CrossRef]
- Wang, L.; Liu, J.; Li, S.; Zhang, X. Investigation on reaction energy, mechanical behavior and impact insensitivity of W–PTFE–Al composites with different W percentage. Mater. Des. 2016, 92, 397–404. [Google Scholar] [CrossRef]
- Wu, J.; Wang, H.; Fang, X.; Li, Y.; Mao, Y.; Yang, L.; Yin, Q.; Wu, S.; Yao, M.; Song, J. Investigation on the Thermal Behavior, Mechanical Properties and Reaction Characteristics of Al-PTFE Composites Enhanced by Ni Particle. Materials 2018, 11, 1741. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.F.; Zhang, J.; Qiao, L.; Shi, A.S.; Zhang, Y.G.; He, Y.; Guan, Z.W. Experimental study of the compression properties of Al/W/PTFE granular composites under elevated strain rates. Mater. Sci. Eng. A Struct. Mater. Prop. Microstruct. Process. 2013, 581, 48–55. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, H. Fluorine-Containing Functional Materials; Chemical Industry Press: Beijing, China, 2008. [Google Scholar]
- Ames, R. Energy release characteristics of impact-initiated energetic materials. MRS Online Proc. Libr. Arch. 2005, 896. [Google Scholar] [CrossRef]
- Huang, J.; Fang, X.; Li, Y.; Wu, J.; Ren, J. Mechanical and Reaction Properties of PTFE/Al/Fe2O3 Reactive Materials. Chin. J. Explos. Propellants 2018, 41, 352–358. [Google Scholar]
- Zhang, S.; Liu, J.X.; Yang, M.; Wang, L.; Lan, J.; Li, S.; He, C.; Xue, X. Effects of multi-component co-addition on reaction characteristics and impact damage properties of reactive material. Mater. Des. 2018, 153, 1–8. [Google Scholar] [CrossRef]
- Tao, Z.M.; Fang, X.; Li, Y.C.; Feng, B.; Wang, H.X. Preparation and Performances of the Reactive Al/Fe2O3/PTFE Material. Chin. J. Energ. Mater. 2015, 24, 781–786. [Google Scholar]
- Yu, Z.; Fang, X.; Li, Y.; Wu, J.; Wu, S.; Zhang, J.; Ren, J.; Zhong, M.; Chen, L.; Yao, M. Investigation on the Reaction Energy, Dynamic Mechanical Behaviors, and Impact-Induced Reaction Characteristics of PTFE/Al with Different TiH2 Percentages. Materials 2018, 11, 2008. [Google Scholar] [CrossRef]
- Zhang, J.; Huang, J.; Fang, X.; Li, Y.; Yu, Z.; Gao, Z.; Wu, S.; Yang, L.; Wu, J.; Kui, J. Thermal Decomposition and Thermal Reaction Process of PTFE/Al/MnO2 Fluorinated Thermite. Materials 2018, 11, 2451. [Google Scholar] [CrossRef] [PubMed]
- Piercey, D.G.; Klapoetke, T.M. Nanoscale Aluminum-Metal Oxide (Thermite) Reactions for Application in Energetic Materials. Cent. Eur. J. Energetic Mater. 2010, 7, 115–129. [Google Scholar]
- Fischer, S.; Grubelich, M. A survey of combustible metals, thermites, and intermetallics for pyrotechnic applications. In Proceedings of the 32nd Joint Propulsion Conference and Exhibit, Lake Buena Vista, FL, USA, 1–3 July 1996; p. 3018. [Google Scholar]
- Ding, L.; Zhou, J.; Tang, W.; Ran, X.; Hu, Y. Impact Energy Release Characteristics of PTFE/Al/CuO Reactive Materials Measured by a New Energy Release Testing Device. Polymers 2019, 11, 149. [Google Scholar] [CrossRef] [PubMed]
- Wang, P. PTFE sintering technology. Eng. Plast. Appl. 2000, 29, 19–21. [Google Scholar]
- Nielson, D.; Truitt, R.; Poore, R.; Ashcroft, B. Reactive Material Compositions, Shot Shells including Reactive Materials, and a Method of Producing Same. U.S. Patent No. 7977420B2, 12 July 2011. [Google Scholar]
- Nielson, D.B.; Tanner, R.L.; Lund, G.K. High Strength Reactive Materials. U.S. Patent No. US6593410, 15 July 2003. [Google Scholar]
- Kolsky, H. An Investigation of the Mechanical Properties of Materials at very High Rates of Loading. Proc. Phys. Soc. Sect. B 1949, 62, 676. [Google Scholar] [CrossRef]
- Fan, Y.; Zhuping, D. Cylinder Explosive Test and Material Model of Johnson-Cook. Mech. Eng. 2003, 25, 40–43. [Google Scholar]
- Denisaev, A.A.; Shteinberg, A.S.; Berlin, A.A. Study of the impact sensitivity of aluminum-polytetrafluoroethylene layered compositions. Dokl. Phys. Chem. 2007, 414, 139–142. [Google Scholar] [CrossRef]
- Dolgoborodov, A.Y.; Makhov, M.N.; Kolbanev, I.V.; Streletskii, A.N.; Fortov, V.E. Detonation in an aluminum-teflon mixture. J. Exp. Theor. Phys. Lett. 2005, 81, 311–314. [Google Scholar] [CrossRef]
- Dolgoborodov, A.Y.; Streletskii, A.N.; Makhov, M.N.; Kolbanev, I.V.; Fortov, V.E. Explosive compositions based on the mechanoactivated metal-oxidizer mixtures. Russ. J. Phys. Chem. B 2007, 1, 606–611. [Google Scholar] [CrossRef]
- Kaczynski, P.; Ptak, M.; Fernandes, F.A.O.; Chybowski, L.; Wilhelm, J.; J Alves de Sousa, R. Development and Testing of Advanced Cork Composite Sandwiches for Energy-Absorbing Structures. Materials 2019, 12, 697. [Google Scholar] [CrossRef]
- Ptak, M.; Kaczynski, P.; Fernandes, F.A.O.; Alves de Sousa, R.J. Assessing impact velocity and temperature effects on crashworthiness properties of cork material. Int. J. Impact Eng. 2017, 106, 238–248. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Number | (73.5%) PTFE + (26.5%) Al (μm) (wt.%) | (73.5%) PTFE + (26.5%) Al (nm) (wt.%) | (81.5%) CuO + (18.5%) Al (nm) (wt.%) |
|---|---|---|---|
| 1 | 100 | - | 0 |
| 2 | 87.5 | - | 12.5 |
| 3 | 75 | - | 25 |
| 4 | 50 | - | 50 |
| 1# | - | 100 | 0 |
| 2# | - | 87.5 | 12.5 |
| 3# | - | 75 | 25 |
| 4# | - | 50 | 50 |
| Materials | Code Name | Particle Size | Manufacturer | Production Area |
|---|---|---|---|---|
| PTFE | 7A X | 35 μm | DuPont | USA |
| A162 | 350 nm | Xingwang plastic material Co., Ltd. | China Changsha | |
| Al | No-M-001-4 | 5 μm | Tianjiu metal materials Co., Ltd. | China Changsha |
| NO-M-001-1 | 50 nm | Naiou Nano Technology Co., Ltd. | China Shanghai | |
| CuO | NO-O-003-1 | 50 nm | Naiou Nano Technology Co., Ltd. | China Shanghai |
| Coupling agent | KH550 | - | Dow Corning | USA |
| Materials | Yield Strength (MPa) | Elastic Modulus (MPa) | Materials | Compressive Strength (MPa) | Elastic Modulus (MPa) |
|---|---|---|---|---|---|
| 1 | 25.9 | 660.7 | 1# | 14.3 | 61.2 |
| 2 | 27.8 | 751.4 | 2# | 12.1 | 87.1 |
| 3 | 30.4 | 887.3 | 3# | 15.0 | 97.3 |
| 4 | 20.1 | 192.9 | 4# | 9.6 | 64.4 |
| Density (g/cm3) | Elastic Modulus (MPa) | A (MPa) | B (MPa) | n | C |
|---|---|---|---|---|---|
| 2.79 | 887.30 | 30.40 | 34.32 | 0.35 | 6.29 × 10−2 |
| Density (g/cm3) | Elastic Modulus (MPa) | A (MPa) | B (MPa) | n | C |
|---|---|---|---|---|---|
| 2.7 | 7.17 × 104 | 3.65 × 102 | 4.26 × 102 | 0.34 | 1.5 × 10−2 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhou, J.; Ding, L.; Tang, W.; Ran, X. Experimental Study of Mechanical Properties and Impact-Induced Reaction Characteristics of PTFE/Al/CuO Reactive Materials. Materials 2020, 13, 66. https://doi.org/10.3390/ma13010066
Zhou J, Ding L, Tang W, Ran X. Experimental Study of Mechanical Properties and Impact-Induced Reaction Characteristics of PTFE/Al/CuO Reactive Materials. Materials. 2020; 13(1):66. https://doi.org/10.3390/ma13010066
Chicago/Turabian StyleZhou, Jingyuan, Liangliang Ding, Wenhui Tang, and Xianwen Ran. 2020. "Experimental Study of Mechanical Properties and Impact-Induced Reaction Characteristics of PTFE/Al/CuO Reactive Materials" Materials 13, no. 1: 66. https://doi.org/10.3390/ma13010066
APA StyleZhou, J., Ding, L., Tang, W., & Ran, X. (2020). Experimental Study of Mechanical Properties and Impact-Induced Reaction Characteristics of PTFE/Al/CuO Reactive Materials. Materials, 13(1), 66. https://doi.org/10.3390/ma13010066