Modified TIG Welding Joint Process: An Approach to Improve Microstructure and Fracto-Mechanical Behavior by MWCNTs Inducement in Al-Mg-Si Alloy

Abstract
1. Introduction
2. Materials and Experimental Procedure
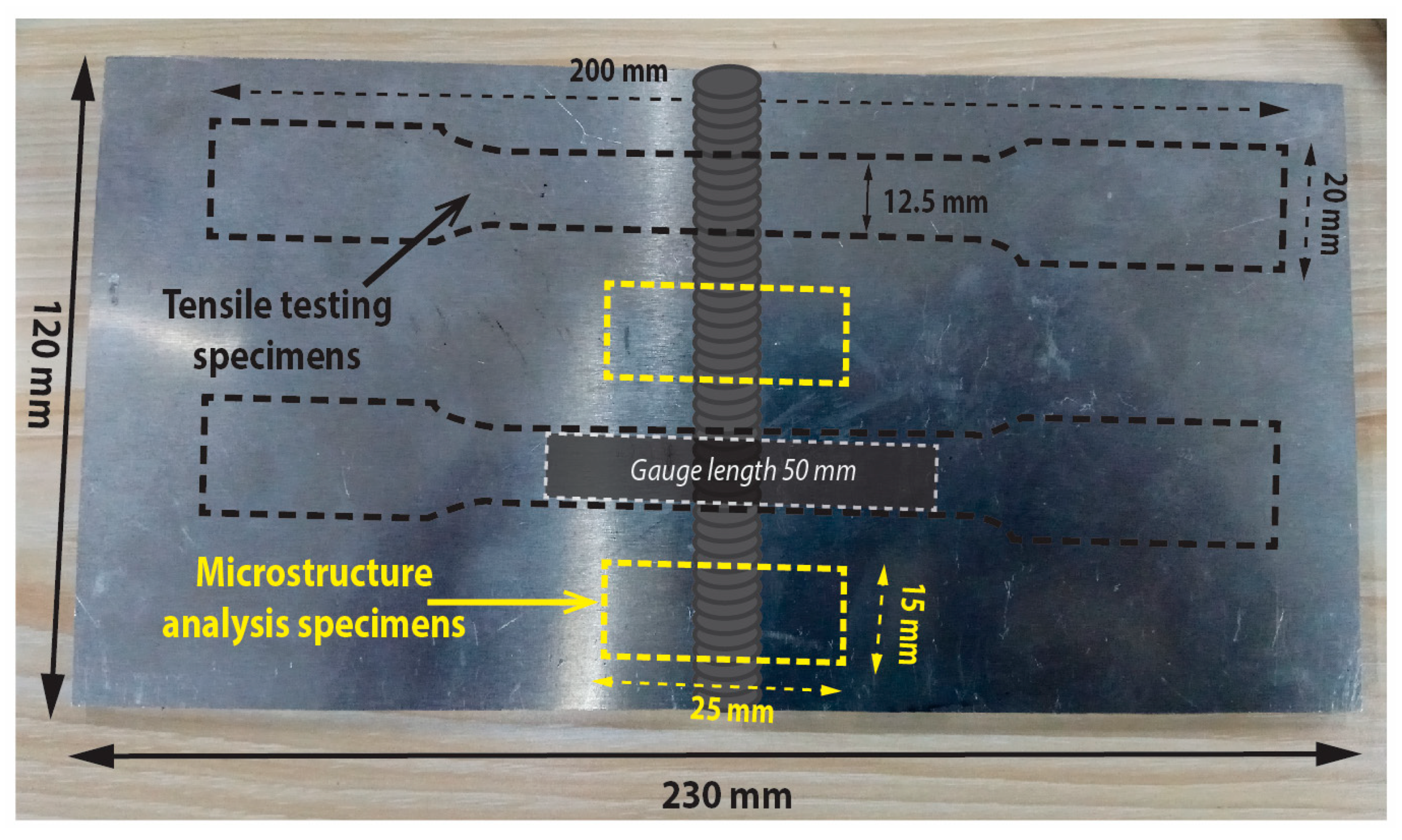
2.1. Sample Preparation
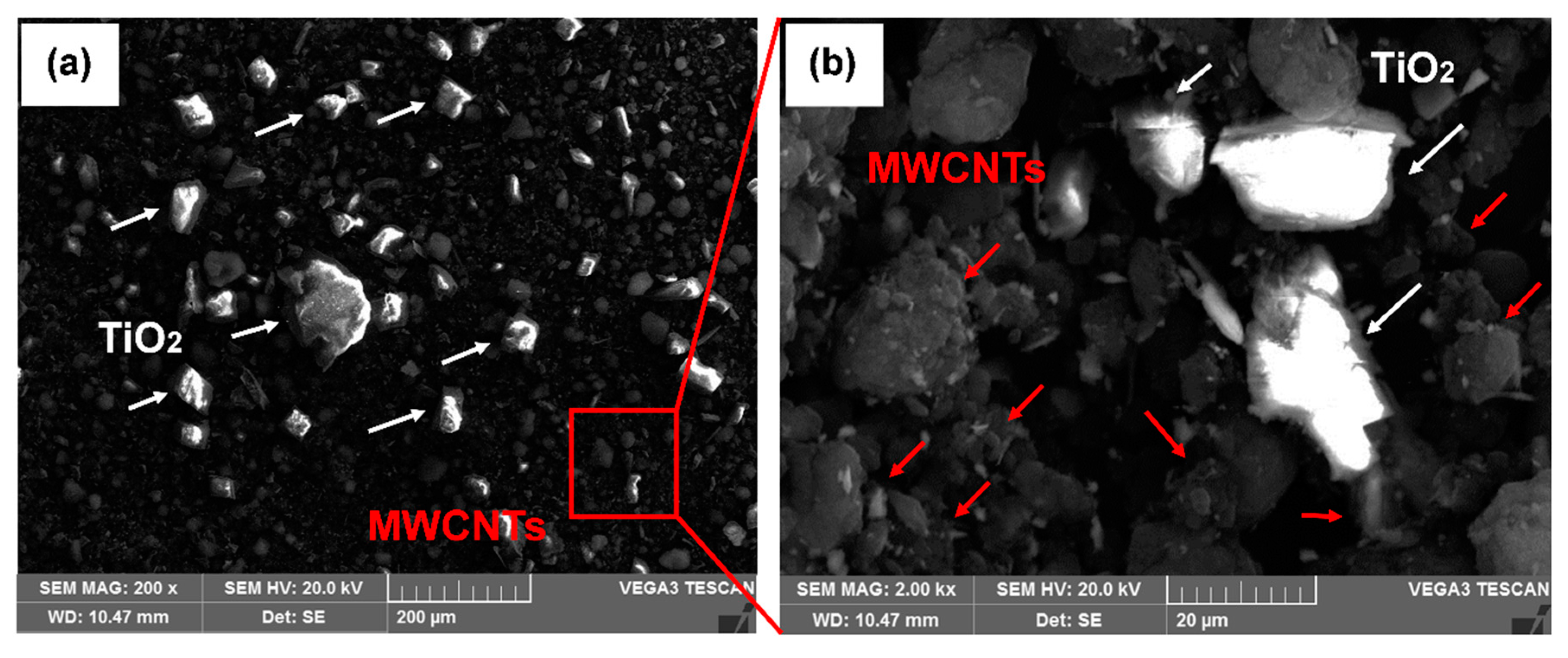
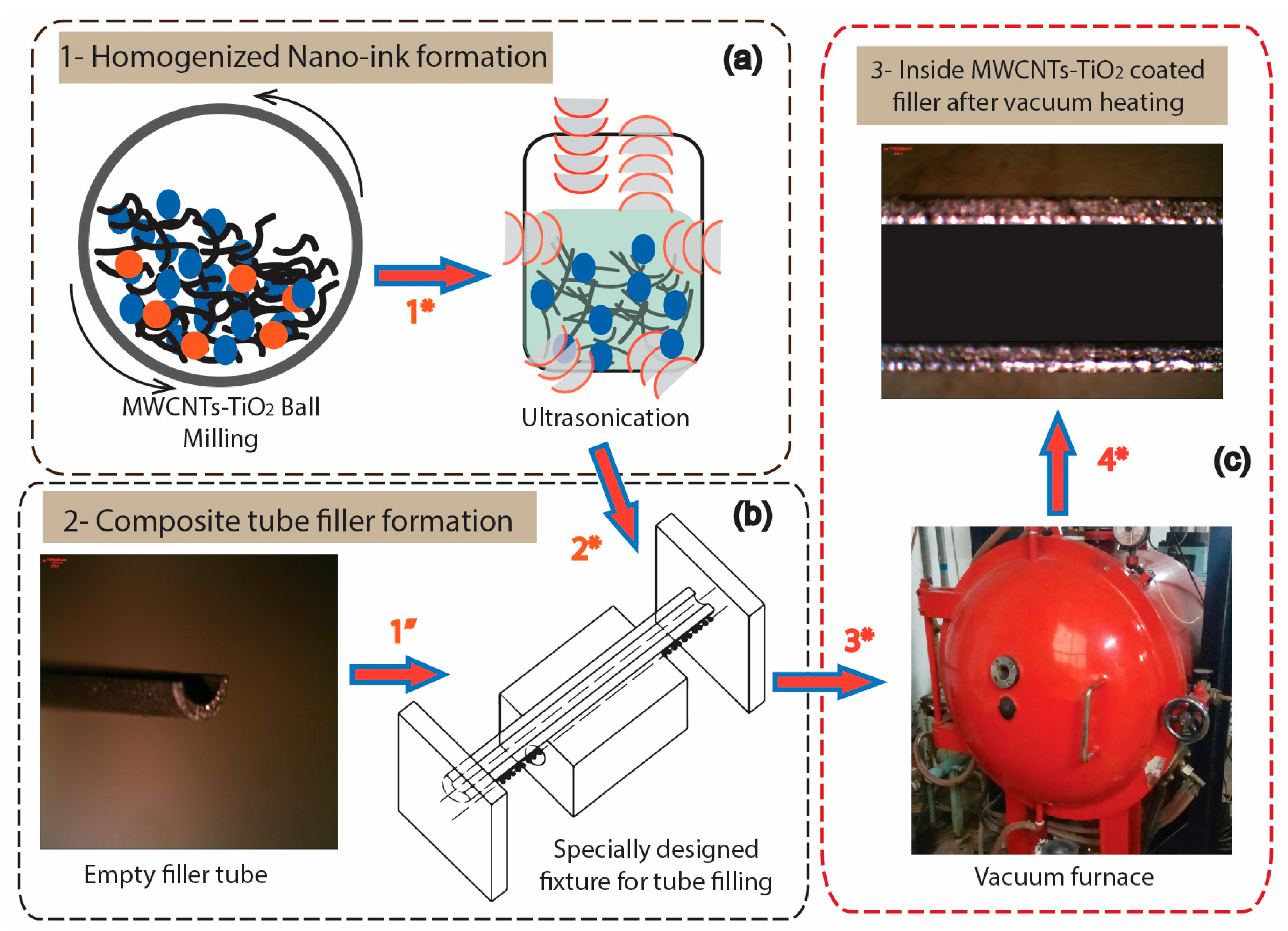
2.2. MWCNTs Filler Fabrication
2.3. TIG Welding Process
2.4. Utilized Techniques for Characterization
3. Results and Discussion
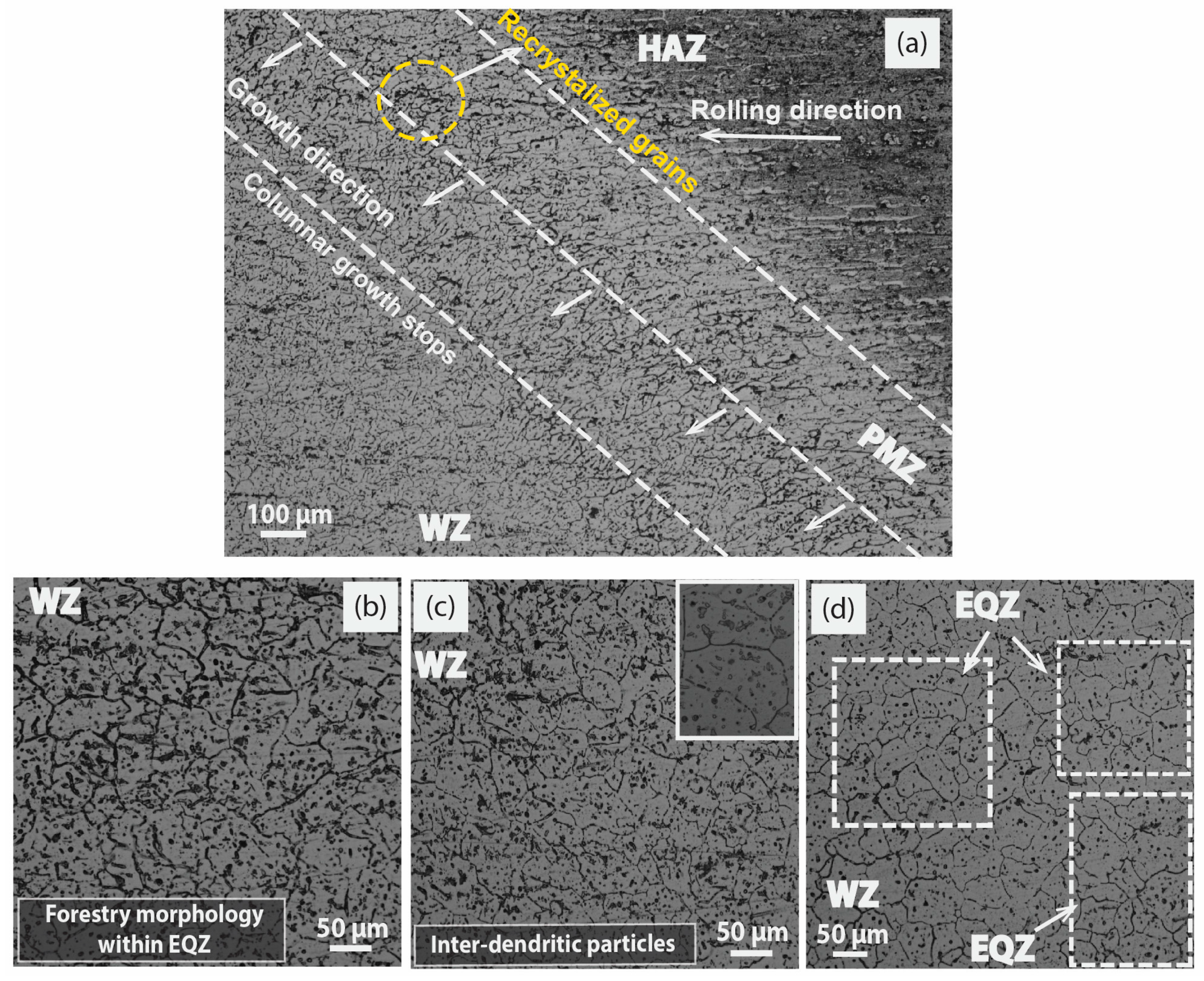
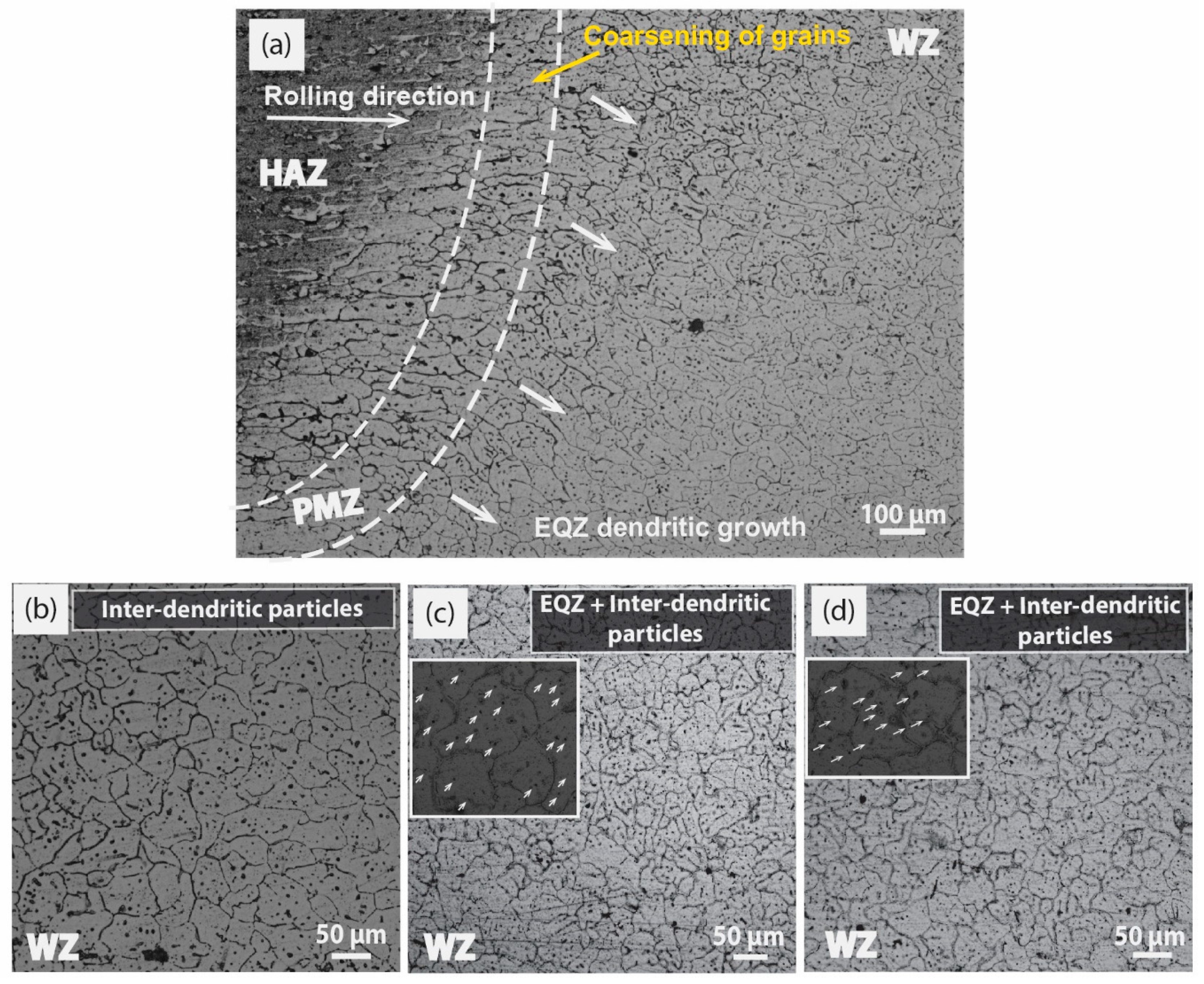
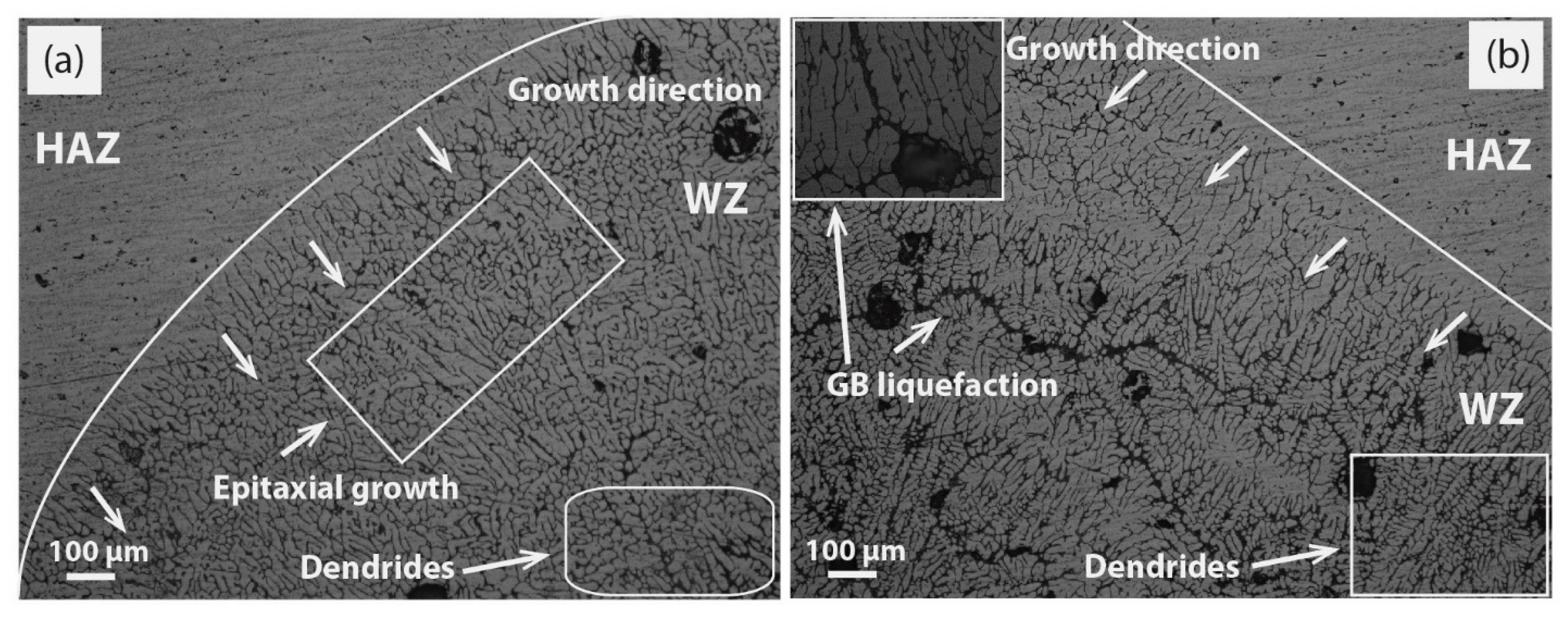
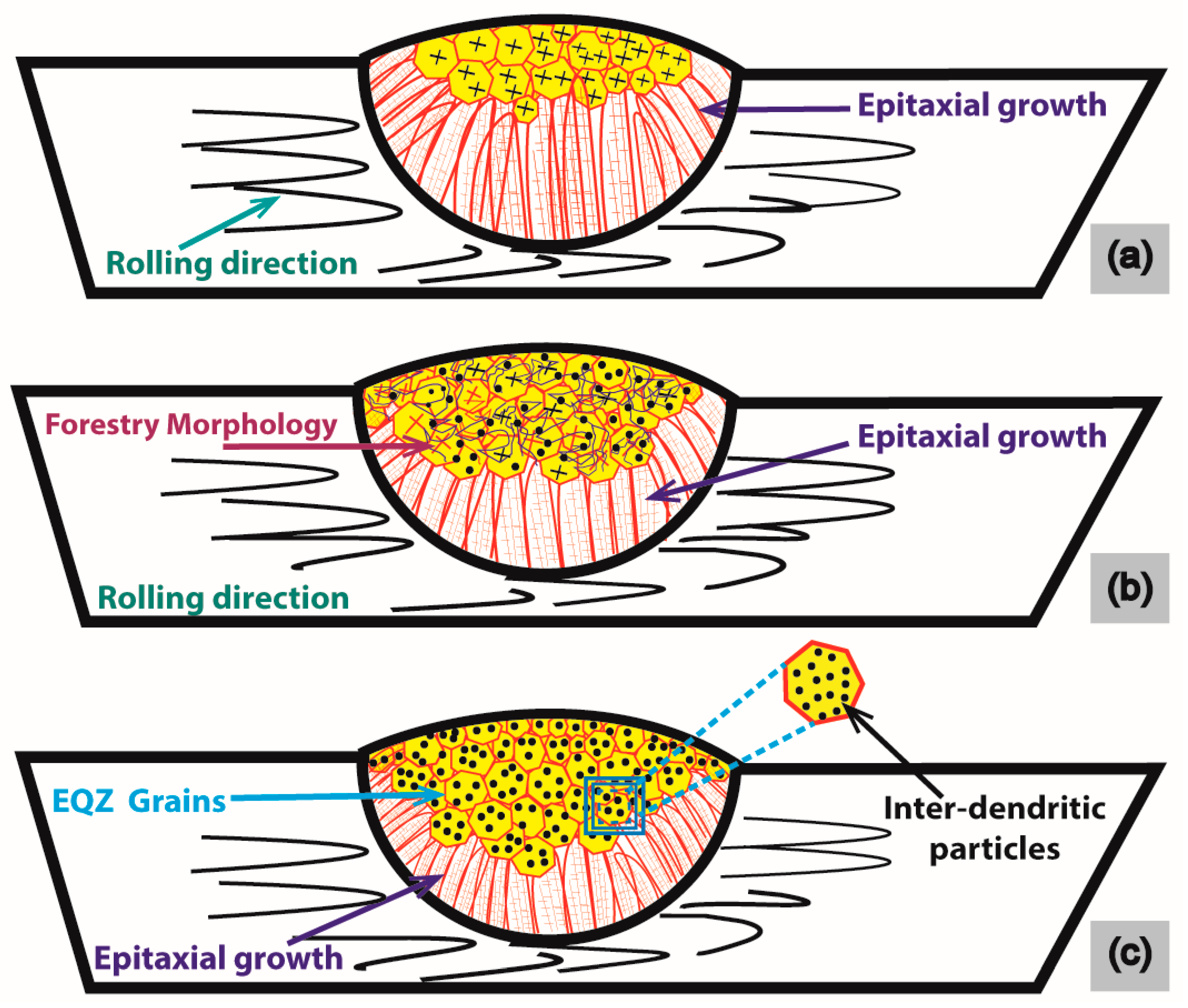
3.1. Microstructure Analysis and Pictorial Model
3.2. Strength and %Elongation Relationship with Current and MWCNTs Contents
3.3. Fracture Surface Analysis
4. Conclusions
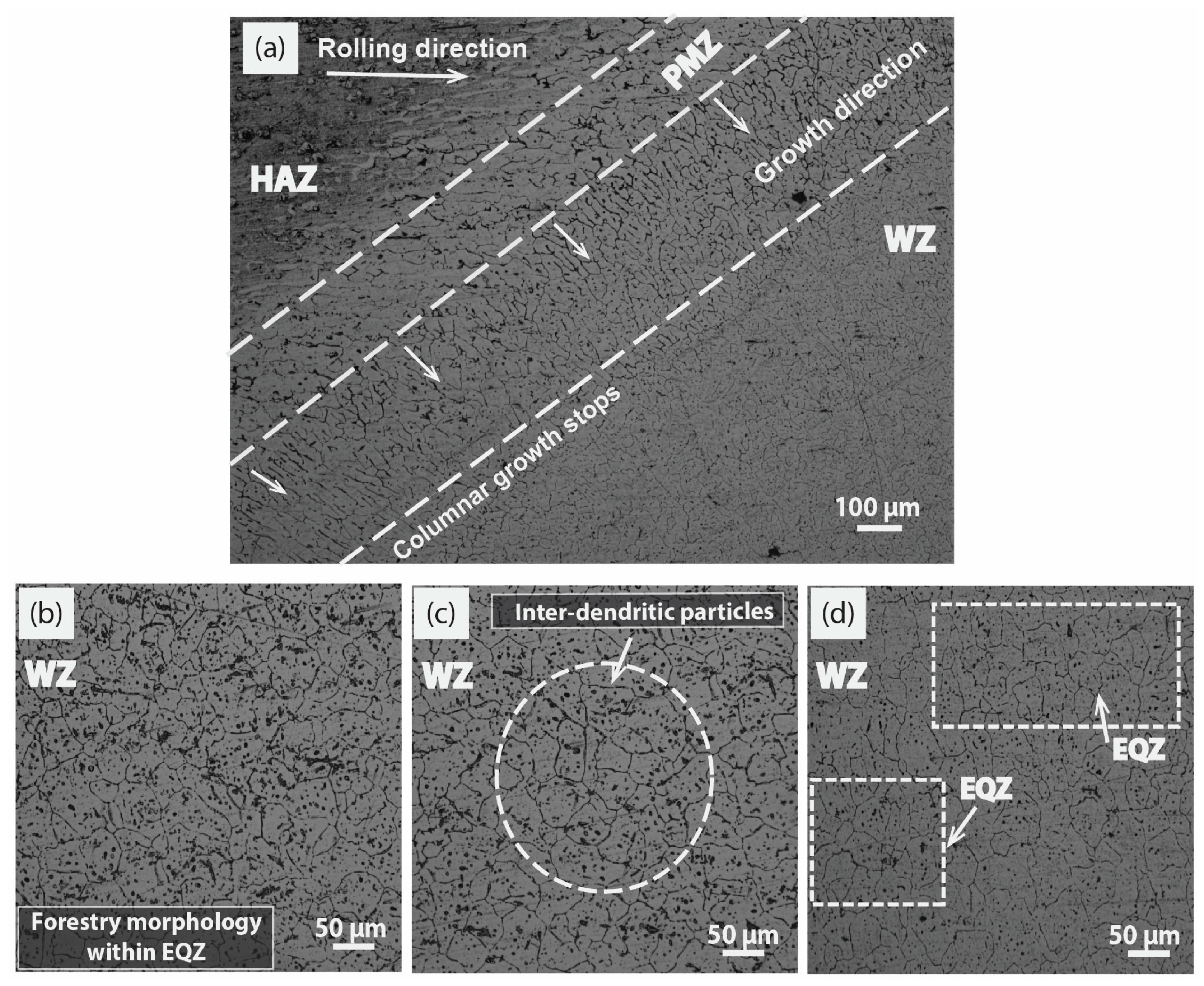
- A pictorial model-based behavior has been developed from the conclusive experimental results through MWCNTs inducement in the weldment. Three behaviors are evident in the model, which include pure epitaxial/axial growth, forestry morphology and inter-dendritic particles filled grains for without MWCNTs, 1 wt% MWCNTs at low heat input and 1.5 to 2 wt% MWCNTs at high levels of heat input, respectively.
- With the increase in welding current considered an adequate task for adjusting properties, decrement in GB density is evident at 180 A and 200 A. A kind of supercooling effect was created at 1.5 and 2 wt% addition of MWCNTs to provide compensation in GB density by the formation of inter-dendritic dispersoids.
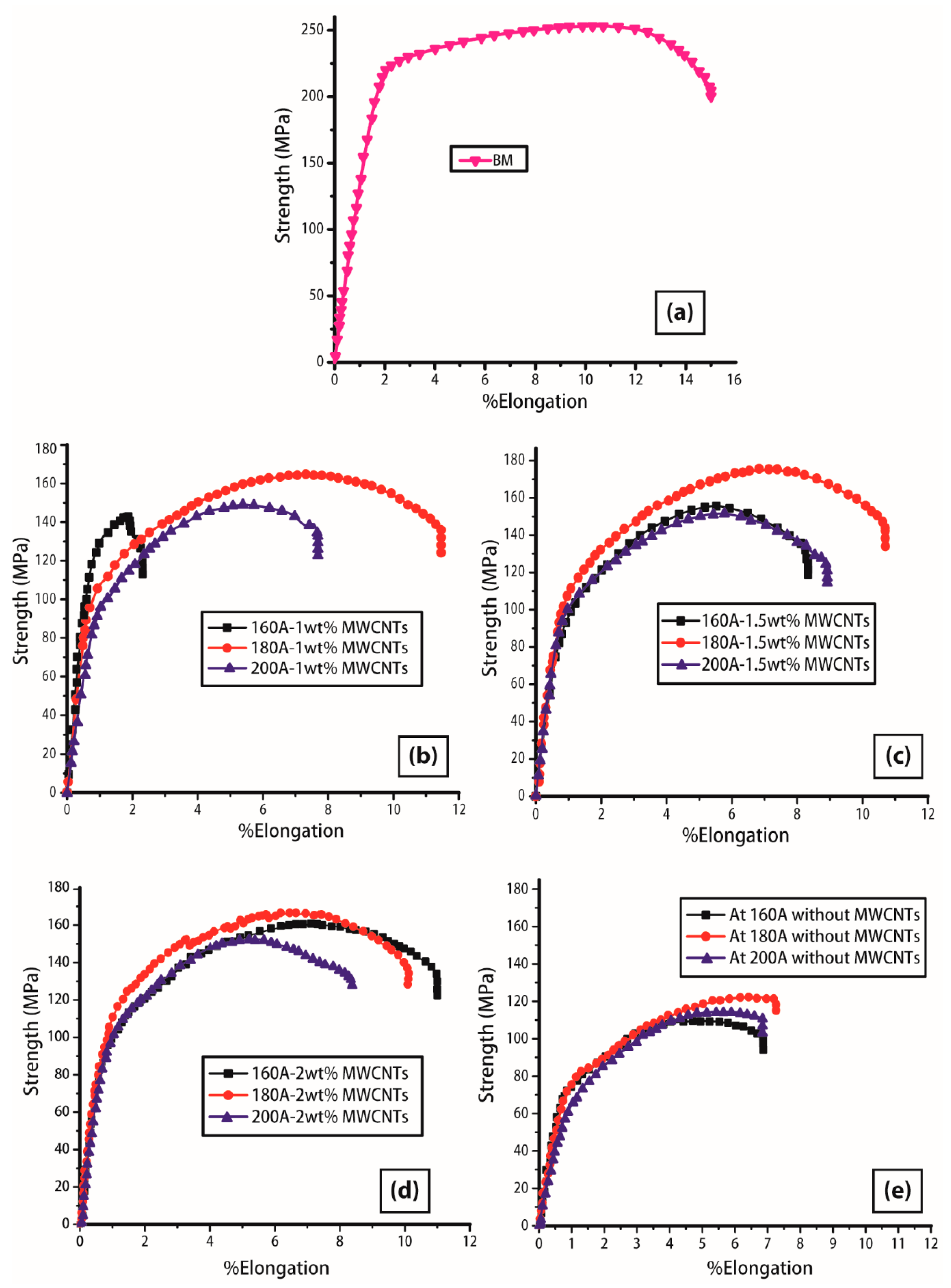
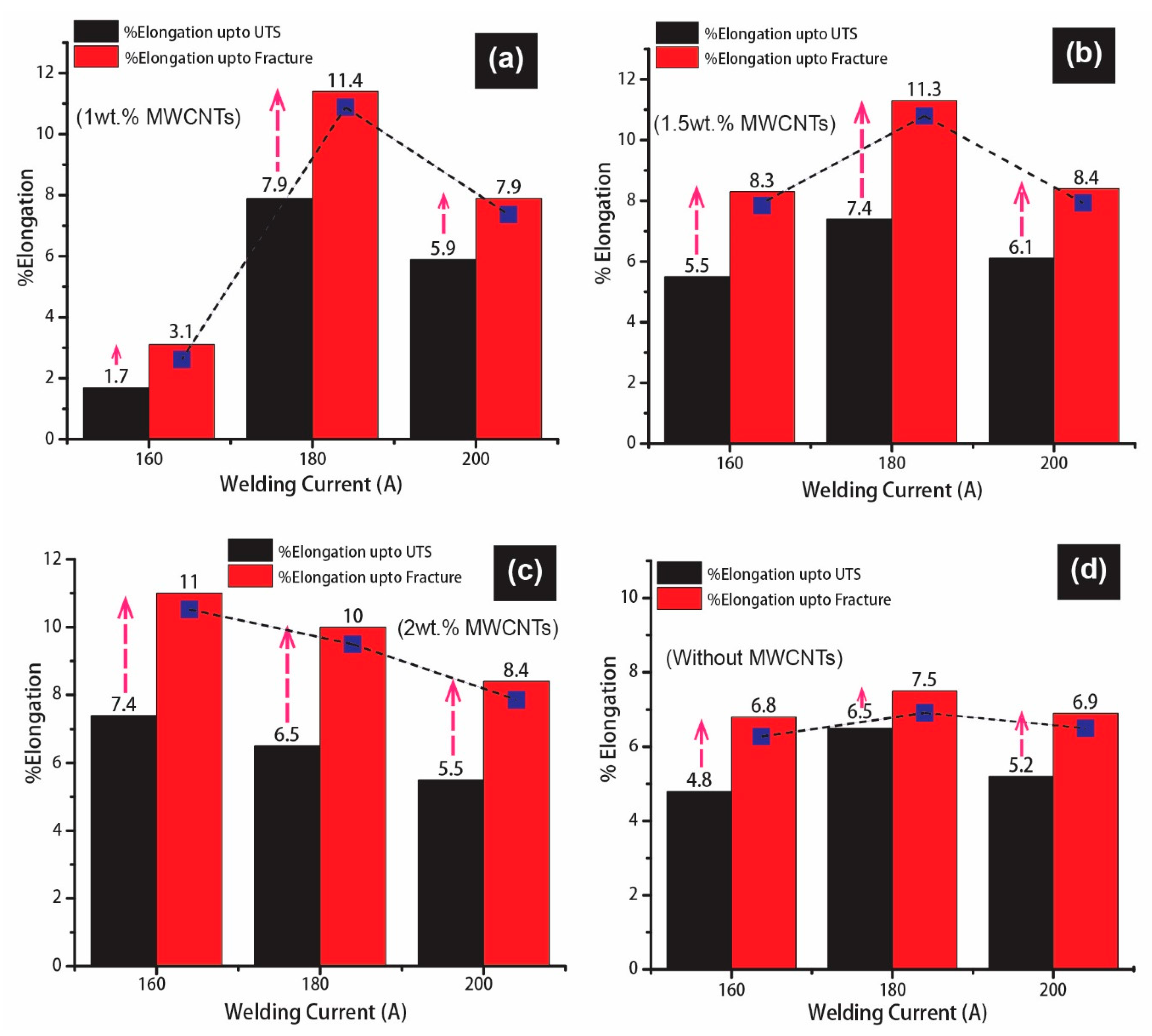
- The behavior of %elongation at high input values is hard to find because the available results are valid for low values of welding current. This study has concluded the response at 160 A, 180 A, and 200 A of current on %elongation at UTS and up to ultimate fracture. The generalize trend has depicted an increasing behavior for both the elongations at 160 A and 180 A, although a slight declining effect is reported at 200 A. The ultimate values of 71 to 76% and 67 to 75% of elongation in contrast to BM at UTS and up to fracture points are reported for 180 A–1 wt% MWCNTs and 180 A–1.5 wt% MWCNTs, respectively.
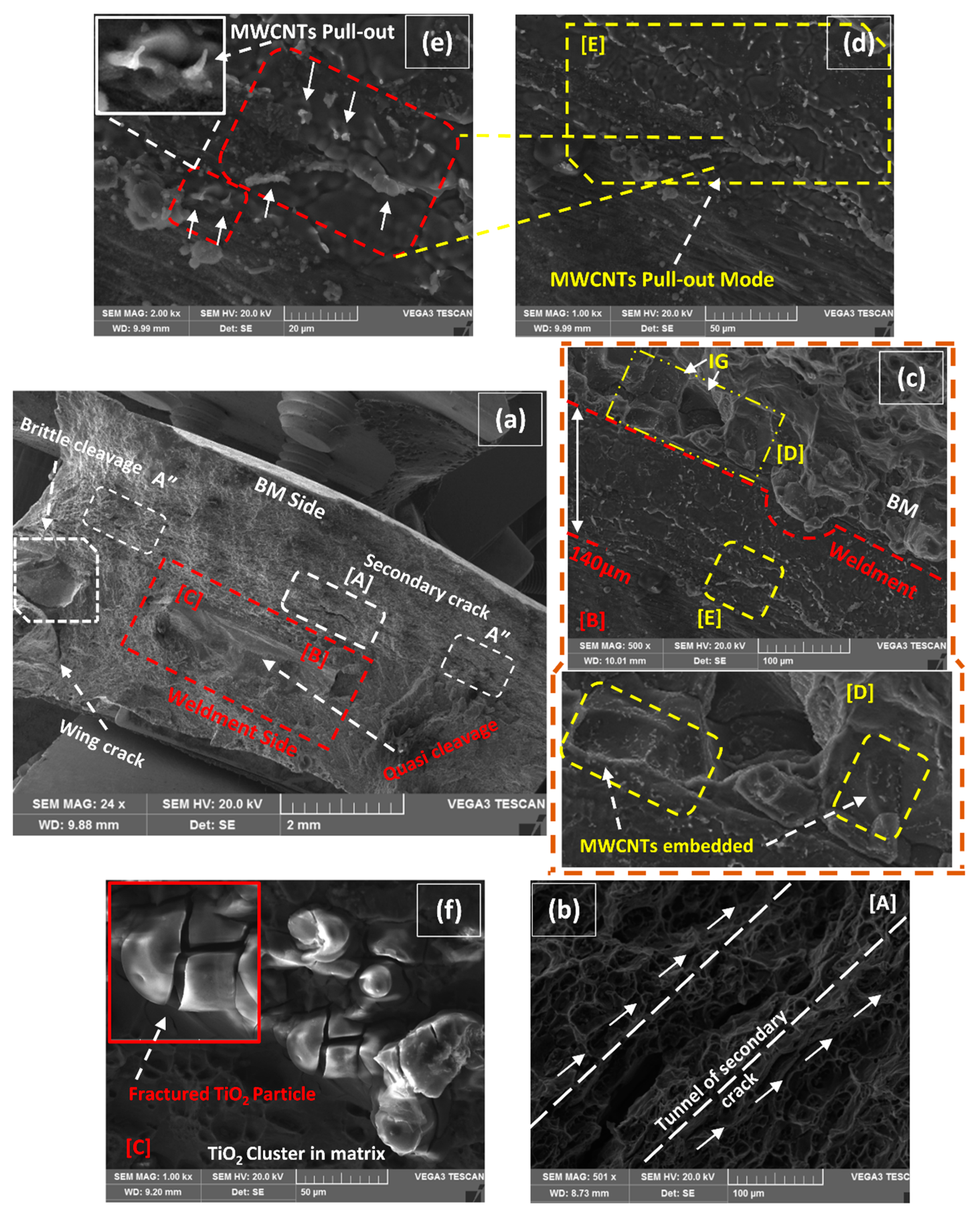
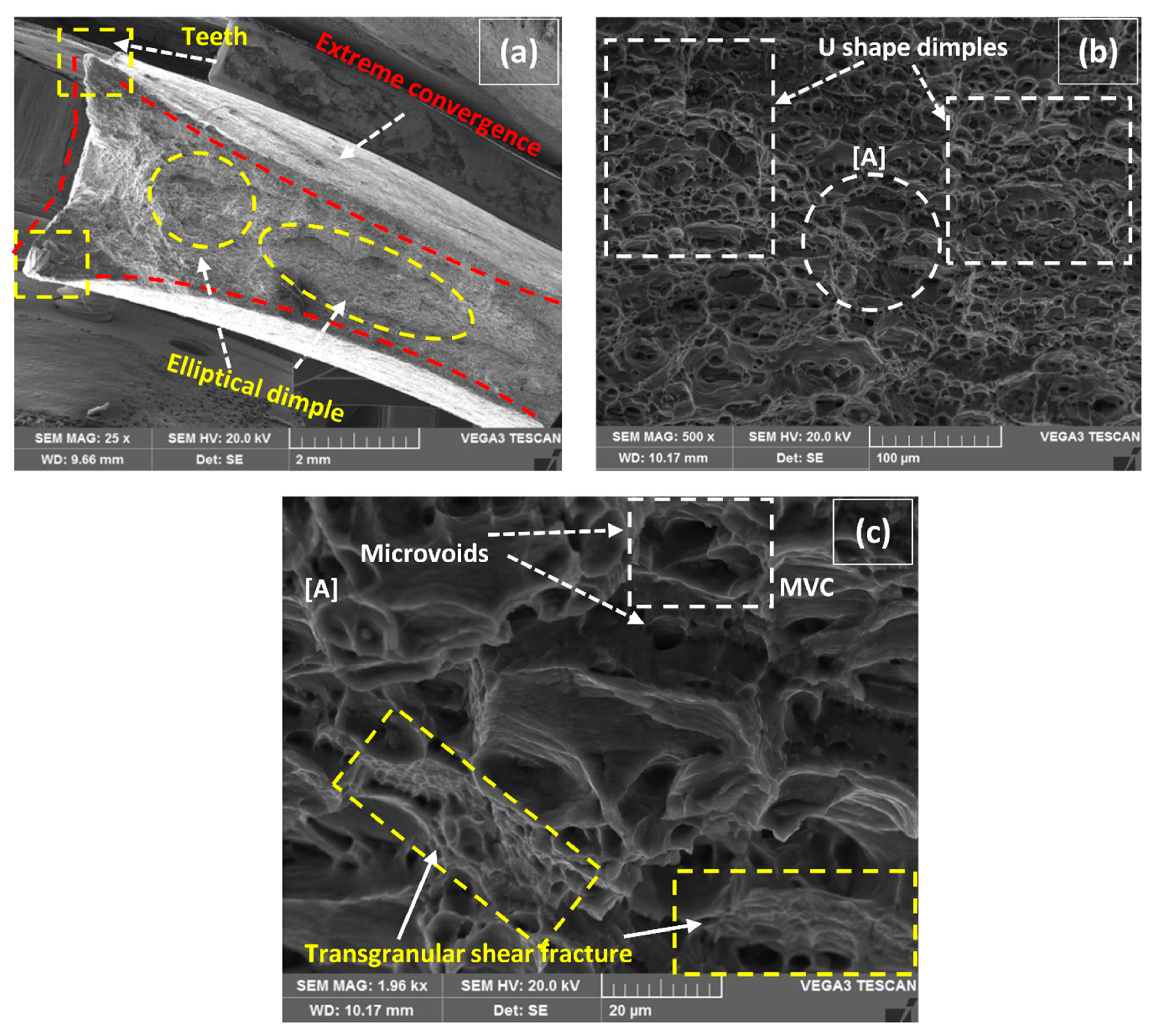
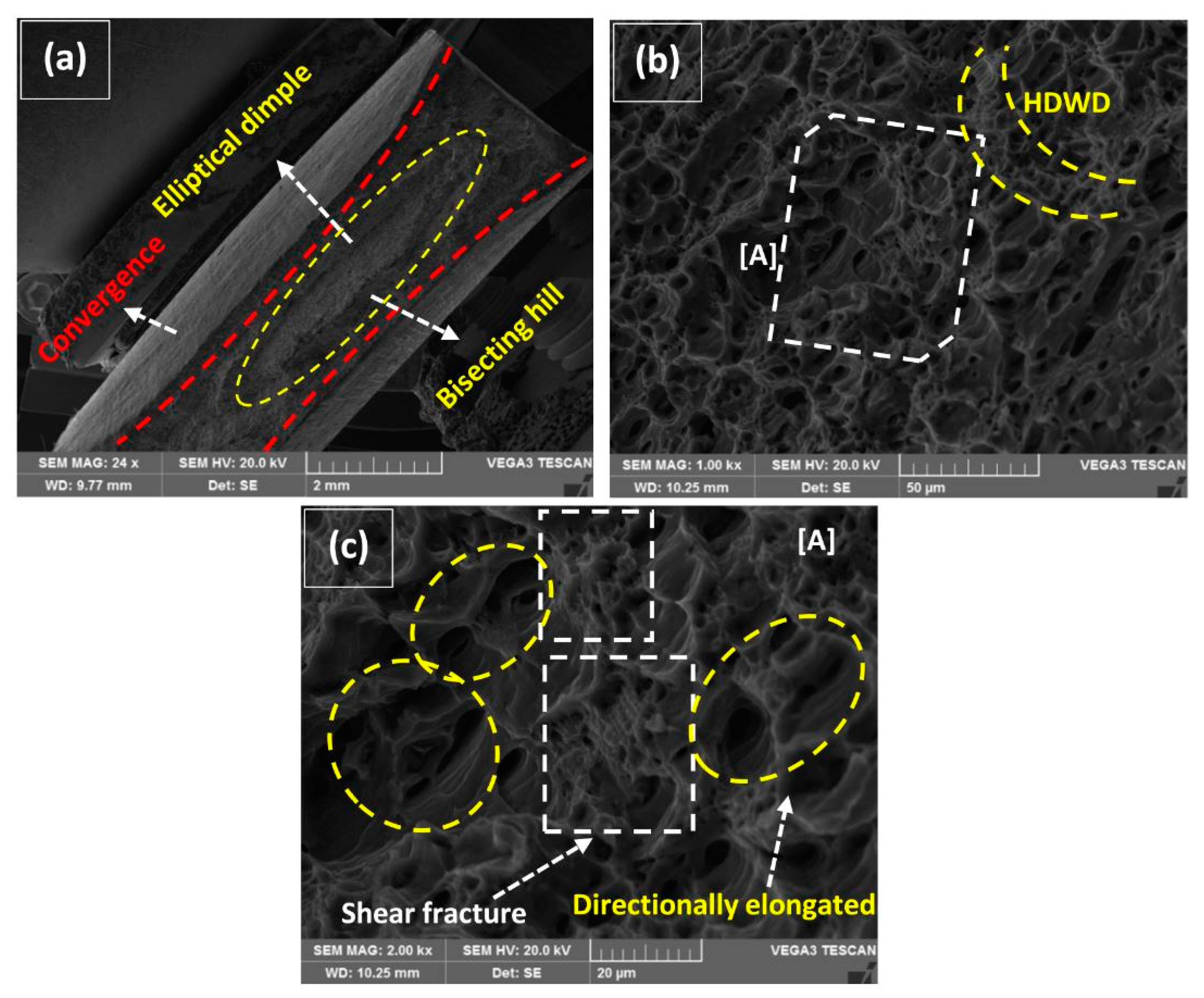
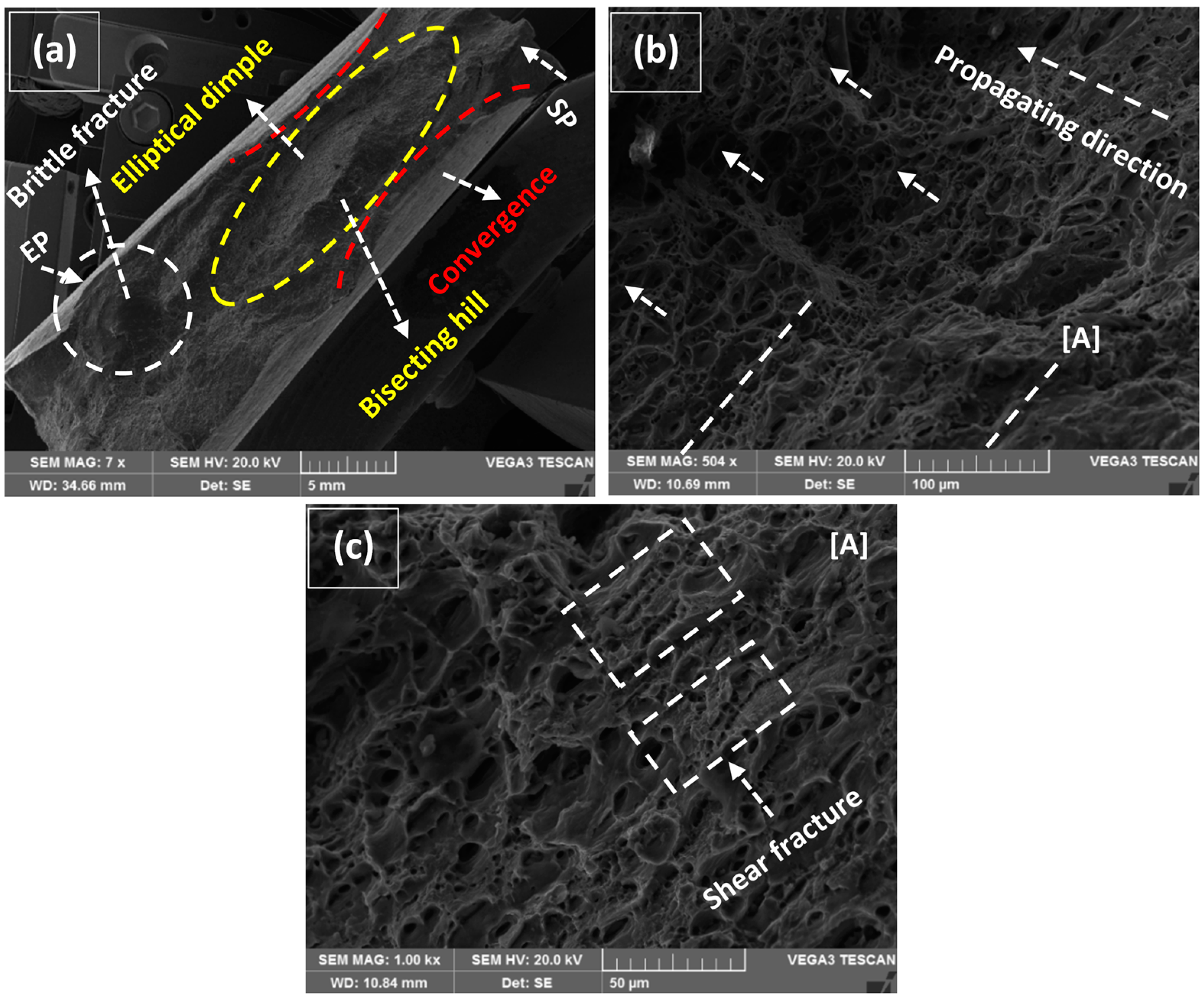
- A detailed confirmation for the nature of fracture in weldment of MWCNTs inducement is highlighted through fortunate fracture from the joint position. The macrofibrous surface and micro localize examination confirms the pull-out mode of MWCNTs fracture that is further intimated in the transferring of the load from the matrix to fiber.
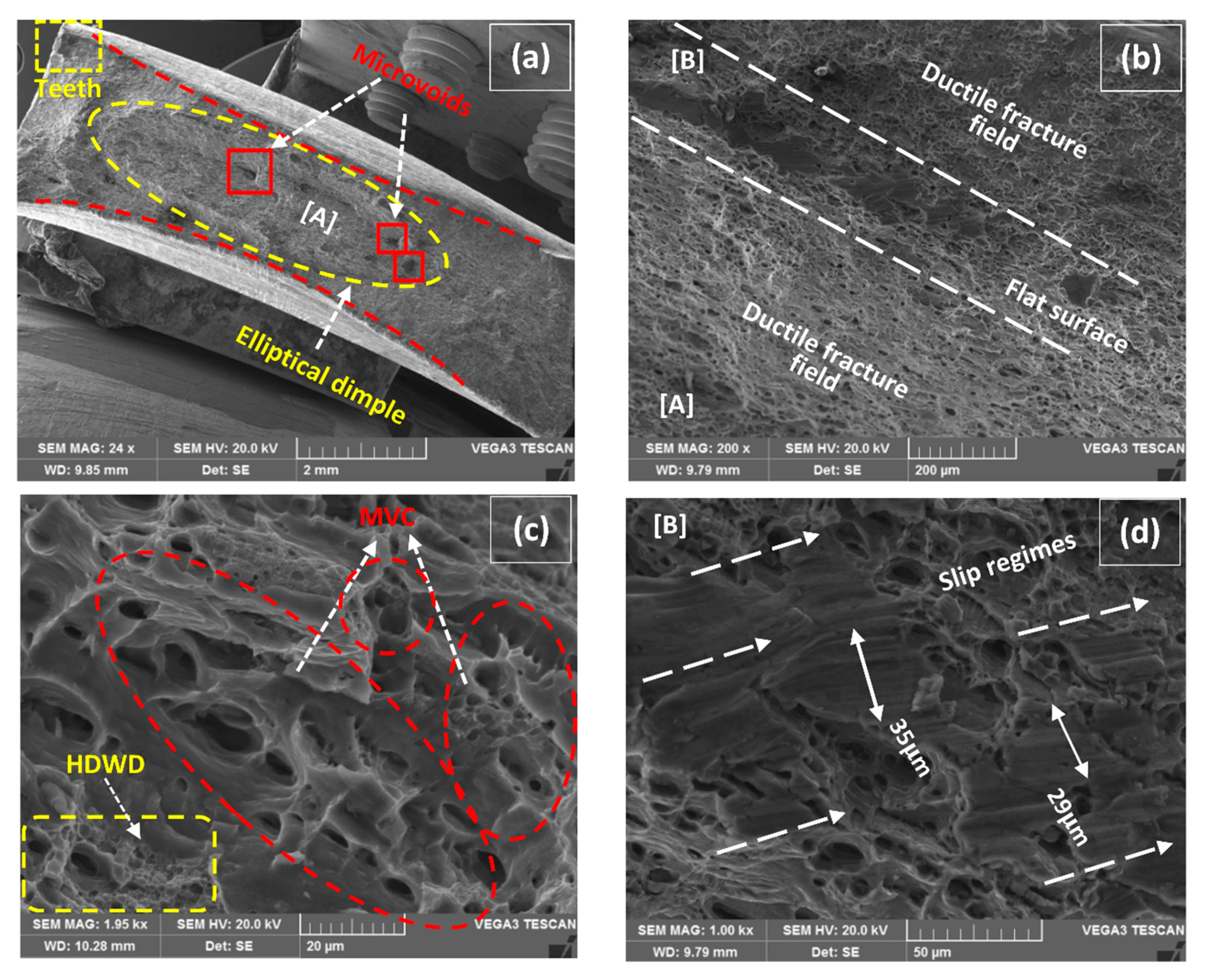
- Different activated features were available at the fracture surfaces though all of them belong to the classical ductile fracture mode. Elliptical dimples completely in resemblance with cup and cone type behavior formed an isotropic flow of fractured surface almost in all specimens. However, microvoid coalescence is a predominant mode along with deep dimples and transgranular shear fractures with relatively shallow flattened dimples.
- This study has provided an insight view of long aspect ratio MWCNTs inducement for the improvement of microstructure and fracto-mechanical behavior in the field of fusion welding. It has created a reference point for other upcoming studies and further results for carbonaceous and other related materials.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Takahashi, Y.; Shikama, T.; Nakamichi, R.; Kawata, Y.; Kasagi, N.; Nishioka, H.; Kita, S.; Takuma, M.; Noguchi, H. Effect of additional magnesium on mechanical and high-cycle fatigue properties of 6061-T6 alloy. Mater. Sci. Eng. A 2015, 641, 263–273. [Google Scholar] [CrossRef][Green Version]
- Muzamil, M.; Akhtar, M.; Samiuddin, M.; Mehdi, M. Effect of heat treatment on impact resistance of AU5GT and AS7G06 aluminum alloys. J. Mech. Sci. Tech. 2016, 30, 4543–4548. [Google Scholar] [CrossRef]
- Zuo, W.; Ma, L.; Lu, Y.; Li, S.Y.; Ji, Z.; Ding, M. Effects of Solution Treatment Temperatures on Microstructure and Mechanical Properties of TIG–MIG Hybrid Arc Additive Manufactured 5356 Aluminum Alloy. Met. Mater. Int. 2018, 24, 1346–1358. [Google Scholar] [CrossRef]
- Nie, F.; Dong, H.; Chen, S.; Li, P.; Wang, L.; Zhao, Z.; Li, X.; Zhang, H. Microstructure and mechanical properties of pulse MIG welded 6061/A356 aluminum alloy dissimilar butt joints. J. Mater. Sci. Technol. 2016, 34, 551–560. [Google Scholar] [CrossRef]
- Zhan, X.; Zhao, Y.; Liu, Z.; Gao, Q.; Bu, H. Microstructure and porosity characteristics of 5A06 aluminum alloy joints using laser-MIG hybrid welding. J. Manuf. Process. 2018, 35, 437–445. [Google Scholar] [CrossRef]
- Yan, S.; Xing, B.; Zhou, H.; Xiao, Y.; Qin, Q.H.; Chen, H. Effect of filling materials on the microstructure and properties of hybrid laser welded Al-Mg-Si alloys joints. Mater. Charact. 2018, 144, 205–218. [Google Scholar] [CrossRef]
- Yan, S.; Chen, H.; Zhu, Z.; Gou, G. Hybrid laser-metal inert gas welding of Al–Mg–Si alloy joints: Microstructure and mechanical properties. Mater. Des. 2014, 61, 160–167. [Google Scholar] [CrossRef]
- Zhang, L.J.; Bai, Q.L.; Ning, J.; Wang, A.; Yang, J.N.; Yin, X.Q.; Zhang, J.X. A comparative study on the microstructure and properties of copper joint between MIG welding and laser-MIG hybrid welding. Mater. Des. 2016, 110, 35–50. [Google Scholar] [CrossRef]
- Munoz, A.C.; Rückert, G.; Huneau, B.; Sauvage, X.; Marya, S. Comparison of TIG welded and friction stir welded Al–4.5 Mg–0.26 Sc alloy. J. Mater. Process. Technol. 2008, 197, 337–343. [Google Scholar] [CrossRef]
- Vargas, J.A.; Torres, J.E.; Pacheco, J.A.; Hernandez, R.J. Analysis of heat input effect on the mechanical properties of Al-6061-T6 alloy weld joints. Mater. Des. 2013, 52, 556–564. [Google Scholar] [CrossRef]
- Fadaeifard, F.; Matori, K.A.; Garavi, F.; Al-Falahi, M.; Sarrigani, G.V. Effect of post weld heat treatment on microstructure and mechanical properties of gas tungsten arc welded AA6061-T6 alloy. Trans. Nonferrous. Met. Soc. China 2016, 26, 3102–3114. [Google Scholar] [CrossRef]
- Liang, Y.; Shen, J.; Hu, S.; Wang, H.; Pang, J. Effect of TIG current on microstructural and mechanical properties of 6061-T6 aluminium alloy joints by TIG–CMT hybrid welding. J. Mater. Process. Technol. 2018, 255, 61–174. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.; Shen, J.; Zhang, H.; Wang, P. Geometrical and microstructural characteristics of the TIG-CMT hybrid welding in 6061 aluminum alloy cladding. J. Mater. Process. Technol. 2017, 239, 18–30. [Google Scholar] [CrossRef]
- Tjong, S.C. Recent progress in the development and properties of novel metal matrix nanocomposites reinforced with carbon nanotubes and graphene nanosheets. Mater. Sci. Eng. R. Rep. 2013, 74, 281–350. [Google Scholar] [CrossRef]
- Bakshi, S.R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533–544. [Google Scholar] [CrossRef]
- Khodabakhshi, F.; Gerlich, A.P.; Švec, P. Reactive friction-stir processing of an Al-Mg alloy with introducing multi-walled carbon nano-tubes (MW-CNTs): Microstructural characteristics and mechanical properties. Mater. Charact. 2017, 131, 359–373. [Google Scholar] [CrossRef]
- Maamoun, A.H.; Veldhuis, S.C.; Elbestawi, M. Friction stir processing of AlSi10Mg parts produced by selective laser melting. J. Mater. Process. Technol. 2019, 263, 308–320. [Google Scholar] [CrossRef]
- Fattahi, M.; Gholami, A.R.; Eynalvandpour, A.; Ahmadi, E.; Fattahi, Y.; Akhavan, S. Improved microstructure and mechanical properties in gas tungsten arc welded aluminum joints by using graphene nanosheets/aluminum composite filler wires. Micron 2014, 64, 20–27. [Google Scholar] [CrossRef]
- Fattahi, M.; Nabhani, N.; Rashidkhani, E.; Fattahi, Y.; Akhavan, S.; Arabian, N. A new technique for the strengthening of aluminum tungsten inert gas weld metals: Using carbon nanotube/aluminum composite as a filler metal. Micron 2013, 54, 28–35. [Google Scholar] [CrossRef]
- Zhao, G.; Du, J.; Wei, Z.; Geng, R.; Xu, S. Numerical analysis of arc driving forces and temperature distribution in pulsed TIG welding. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 60. [Google Scholar] [CrossRef]
- Tseng, K.H.; Hsu, C.Y. Performance of activated TIG process in austenitic stainless steel welds. J. Mater. Process. Technol. 2011, 211, 503–512. [Google Scholar] [CrossRef]
- Zhang, T.; Jun, S.H.E.N.; LÜ, L.Q.; Wang, C.M.; Sang, J.X.; Dong, W.U. Effects of graphene nanoplates on microstructures and mechanical properties of NSA-TIG welded AZ31 magnesium alloy joints. Trans. Nonferrous. Met. Soc. China 2017, 27, 1285–1293. [Google Scholar] [CrossRef]
- Fattahi, M.; Nabhani, N.; Vaezi, M.R.; Rahimi, E. Improvement of impact toughness of AWS E6010 weld metal by adding TiO2 nanoparticles to the electrode coating. Mater. Sci. Eng. A 2011, 528, 8031–8039. [Google Scholar] [CrossRef]
- Li, C.; Shi, Y.; Gu, Y.; Fan, D.; Zhu, M. Effects of different activating fluxes on the surface tension of molten metal in gas tungsten arc welding. J. Manuf. Process. 2018, 32, 395–402. [Google Scholar] [CrossRef]
- Muzamil, M.; Wu, J.; Samiuddin, M. Modified utilization of semi-sectioned tubes as filler coated with MWCNTs–TiO2 in TIG arc welding to recover fusion lost mechanical properties of the weldment. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 5. [Google Scholar] [CrossRef]
- Sabetghadam-Isfahani, A.; Abbasi, M.; Sharifi, S.M.H.; Fattahi, M.; Amirkhanlou, S.; Fattahi, Y. Microstructure and mechanical properties of carbon nanotubes/AZ31 magnesium composite gas tungsten arc welding filler rods fabricated by powder metallurgy. Diam. Relat. Mater. 2016, 69, 160–165. [Google Scholar] [CrossRef]
- Prashantha Kumar, H.G.; Anthony Xavior, M. Effect of graphene addition and tribological performance of Al 6061/graphene flake composite. Tribol. Mater. Surf. Interfaces 2017, 11, 88–97. [Google Scholar] [CrossRef]
- Hunt, J.D. Steady state columnar and equiaxed growth of dendrites and eutectic. Mater. Sci. Eng. 1984, 65, 75–83. [Google Scholar] [CrossRef]
- Kou, S.; Le, Y. Welding parameters and the grain structure of weld metal—A thermodynamic consideration. Metall. Trans. A 1988, 19, 1075–1082. [Google Scholar] [CrossRef]
- Sharma, A.; Sharma, V.M.; Sahoo, B.; Pal, S.K.; Paul, J. Effect of multiple micro channel reinforcement filling strategy on Al6061-graphene nanocomposite fabricated through friction stir processing. J. Manuf. Process. 2019, 37, 53–70. [Google Scholar] [CrossRef]
- Norman, A.F.; Drazhner, V.; Prangnell, P.B. Effect of welding parameters on the solidification microstructure of autogenous TIG welds in an Al–Cu–Mg–Mn alloy. Mater. Sci. Eng. A 1999, 259, 53–64. [Google Scholar] [CrossRef]
- Chu, Q.; Bai, R.; Jian, H.; Lei, Z.; Hu, N.; Yan, C. Microstructure, texture and mechanical properties of 6061 aluminum laser beam welded joints. Mater. Charact. 2018, 137, 269–276. [Google Scholar] [CrossRef]
- Peng, D.; Shen, J.; Tang, Q.; Wu, C.P.; Zhou, Y.B. Effects of aging treatment and heat input on the microstructures and mechanical properties of TIG-welded 6061-T6 alloy joints. Int. J. Miner. Metall. Mater. 2013, 20, 259–265. [Google Scholar] [CrossRef]
- Solorzano, I.G.; Darwish, F.A.; de Macedo, M.C.; de Menezes, S.O. Effect of weld metal microstructure on the monotonic and cyclic mechanical behavior of tig welded 2091 Al–Li alloy joints. Mater. Sci. Eng. A 2003, 348, 251–261. [Google Scholar] [CrossRef]
- Li, F.Z.; Liu, Z.J.; Jin, Q.; Yu, Z.M.; Liu, E. Investigation on work softening behavior of aluminum and its alloys with iron. J. Mater. Eng. Perform. 1997, 6, 172–176. [Google Scholar] [CrossRef]
- Park, C.H.; Bobet, A. Crack coalescence in specimens with open and closed flaws: A comparison. Int. J. Rock. Mech. Min. Sci. 2009, 46, 819–829. [Google Scholar] [CrossRef]
- Hütter, G.; Zybell, L.; Kuna, M. Size effects due to secondary voids during ductile crack propagation. Int. J. Solid. Struct. 2014, 51, 839–847. [Google Scholar] [CrossRef]
- Zhu, K.; Jiang, C.; Ji, V. Surface layer characteristics of CNT/Al–Mg–Si alloy composites treated by stress peening. Surf. Coat. Technol. 2017, 317, 10–16. [Google Scholar] [CrossRef]
- Mokdad, F.; Chen, D.L.; Liu, Z.Y.; Xiao, B.L.; Ni, D.R.; Ma, Z.Y. Deformation and strengthening mechanisms of a carbon nanotube reinforced aluminum composite. Carbon 2016, 104, 64–77. [Google Scholar] [CrossRef]
- Kelly, A.; Tyson, A.W. Tensile properties of fibre-reinforced metals: Copper/tungsten and copper/molybdenum. J. Mech. Phys. Solids 1965, 13, 329–350. [Google Scholar] [CrossRef]
- Hassan, M.T.; Esawi, A.M.; Metwalli, S. Effect of carbon nanotube damage on the mechanical properties of aluminium–carbon nanotube composites. J. Alloys. Compd. 2014, 607, 215–222. [Google Scholar] [CrossRef]
- Zhou, W.; Bang, S.; Kurita, H.; Miyazaki, T.; Fan, Y.; Kawasaki, A. Interface and interfacial reactions in multi-walled carbon nanotube-reinforced aluminum matrix composites. Carbon 2016, 96, 919–928. [Google Scholar] [CrossRef]
- Pedersen, K.O.; Westermann, I.; Furu, T.; Børvik, T.; Hopperstad, O.S. Influence of microstructure on work-hardening and ductile fracture of aluminium alloys. Mater. Des. 2015, 70, 31–44. [Google Scholar] [CrossRef]
- Ambriz, R.R.; Froustey, C.; Mesmacque, G. Determination of the tensile behavior at middle strain rate of AA6061-T6 aluminum alloy welds. Int. J. Impact. Eng. 2013, 60, 107–119. [Google Scholar] [CrossRef]
- Simar, A.; Nielsen, K.L.; de Meester, B.; Tvergaard, V.; Pardoen, T. Micro-mechanical modelling of ductile failure in 6005A aluminium using a physics based strain hardening law including stage IV. Eng. Fract. Mech. 2010, 77, 2491–2503. [Google Scholar] [CrossRef]
- Zhang, C.; Gao, M.; Zeng, X. Effect of microstructural characteristics on high cycle fatigue properties of laser-arc hybrid welded AA6082 aluminum alloy. J. Mater. Process. Technol. 2016, 231, 479–487. [Google Scholar] [CrossRef]
- Srivatsan, T.S.; Vasudevan, S.; Park, L.; Lederich, R.J. The quasi-static deformation and final fracture behavior of aluminum alloy 2219. Mater. Sci. Eng. A 2008, 497, 270–277. [Google Scholar] [CrossRef]
- Westermann, I.; Pedersen, K.O.; Furu, T.; Børvik, T.; Hopperstad, O.S. Effects of particles and solutes on strength, work-hardening and ductile fracture of aluminium alloys. Mech. Mater. 2014, 79, 58–72. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| AA6061 (BM) | Si | Mg | Fe | Cu | Cr | Mn | Zn |
| 0.6–0.8 | 1.0–1.2 | ≤ 0.4 | ≤ 0.2 | ≤ 0.2 | ≤ 0.2 | ≤ 0.1 | |
| AA6061 (Tubes) | Si | Mg | Fe | Cu | Cr | Mn | Zn |
| 1.0–1.2 | 0.9–1.0 | ≤ 0.3 | ≤ 0.2 | ≤ 0.2 | ≤ 0.2 | ≤ 0.1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muzamil, M.; Wu, J.; Akhtar, M.; Zhang, Z.; Majeed, A.; Yang, J. Modified TIG Welding Joint Process: An Approach to Improve Microstructure and Fracto-Mechanical Behavior by MWCNTs Inducement in Al-Mg-Si Alloy. Materials 2019, 12, 1441. https://doi.org/10.3390/ma12091441
Muzamil M, Wu J, Akhtar M, Zhang Z, Majeed A, Yang J. Modified TIG Welding Joint Process: An Approach to Improve Microstructure and Fracto-Mechanical Behavior by MWCNTs Inducement in Al-Mg-Si Alloy. Materials. 2019; 12(9):1441. https://doi.org/10.3390/ma12091441
Chicago/Turabian StyleMuzamil, Muhammad, Jianjun Wu, Maaz Akhtar, Zengkun Zhang, Arfan Majeed, and Junzhou Yang. 2019. "Modified TIG Welding Joint Process: An Approach to Improve Microstructure and Fracto-Mechanical Behavior by MWCNTs Inducement in Al-Mg-Si Alloy" Materials 12, no. 9: 1441. https://doi.org/10.3390/ma12091441
APA StyleMuzamil, M., Wu, J., Akhtar, M., Zhang, Z., Majeed, A., & Yang, J. (2019). Modified TIG Welding Joint Process: An Approach to Improve Microstructure and Fracto-Mechanical Behavior by MWCNTs Inducement in Al-Mg-Si Alloy. Materials, 12(9), 1441. https://doi.org/10.3390/ma12091441