Effect of Solid Waste-Petroleum Coke Residue on the Hydration Reaction and Property of Concrete

Abstract
:1. Introduction
2. Experimental Programs
2.1. Experimental Materials
2.2. Mix Proportions Design
2.3. Experimental Methods
3. Results and Discussion
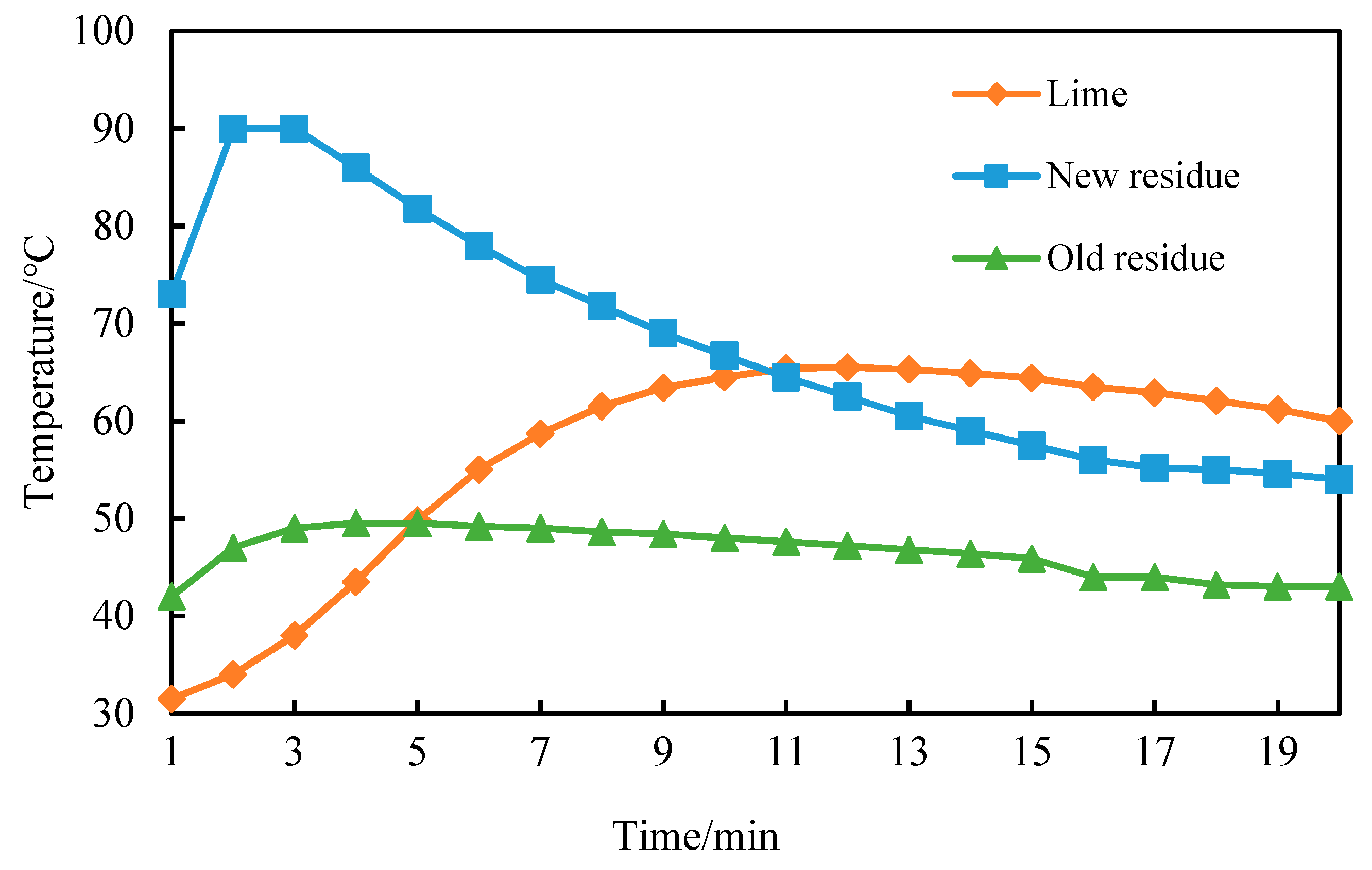
3.1. Exothermic Characteristic Curve of Petroleum Coke Residue
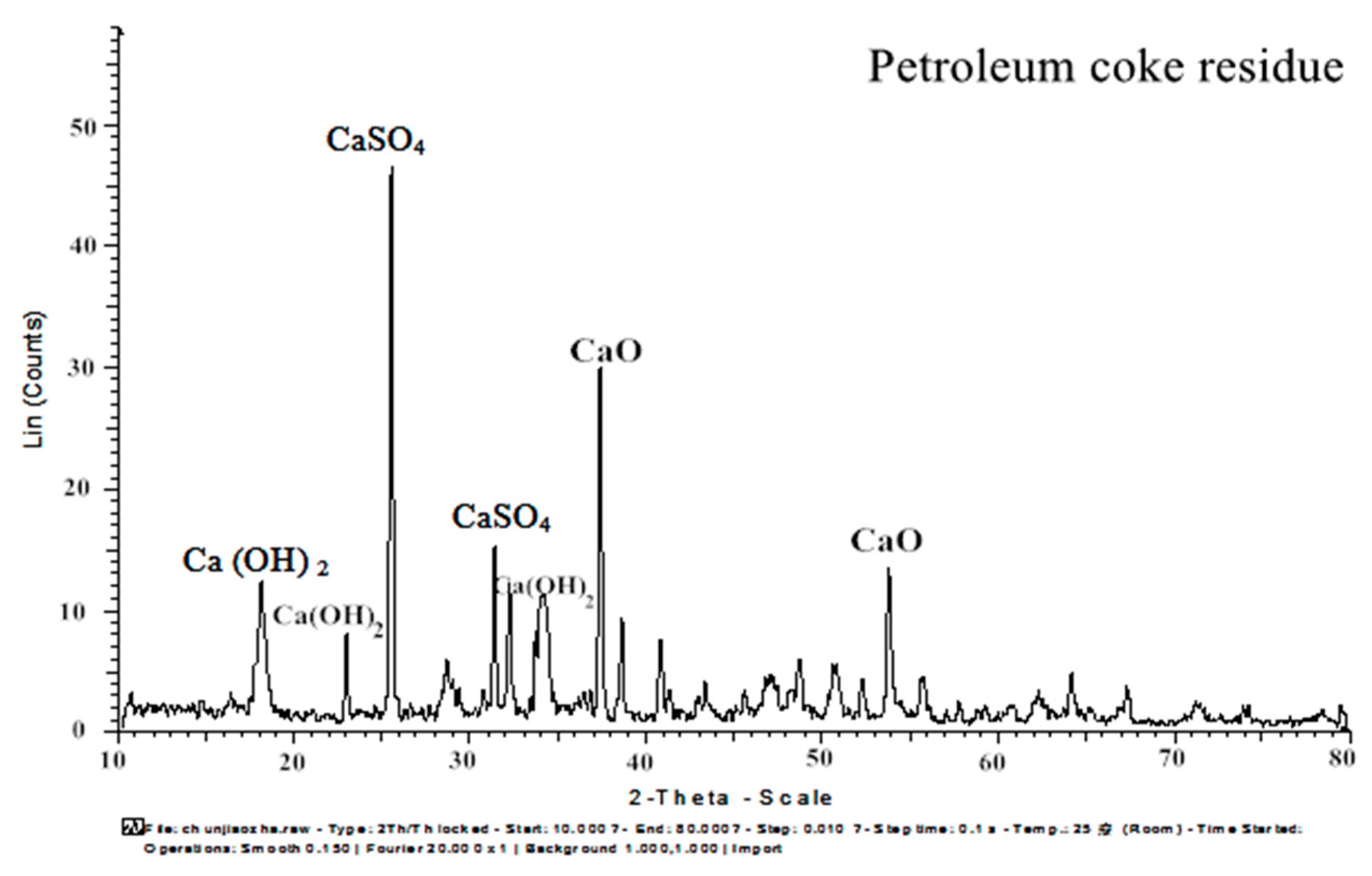
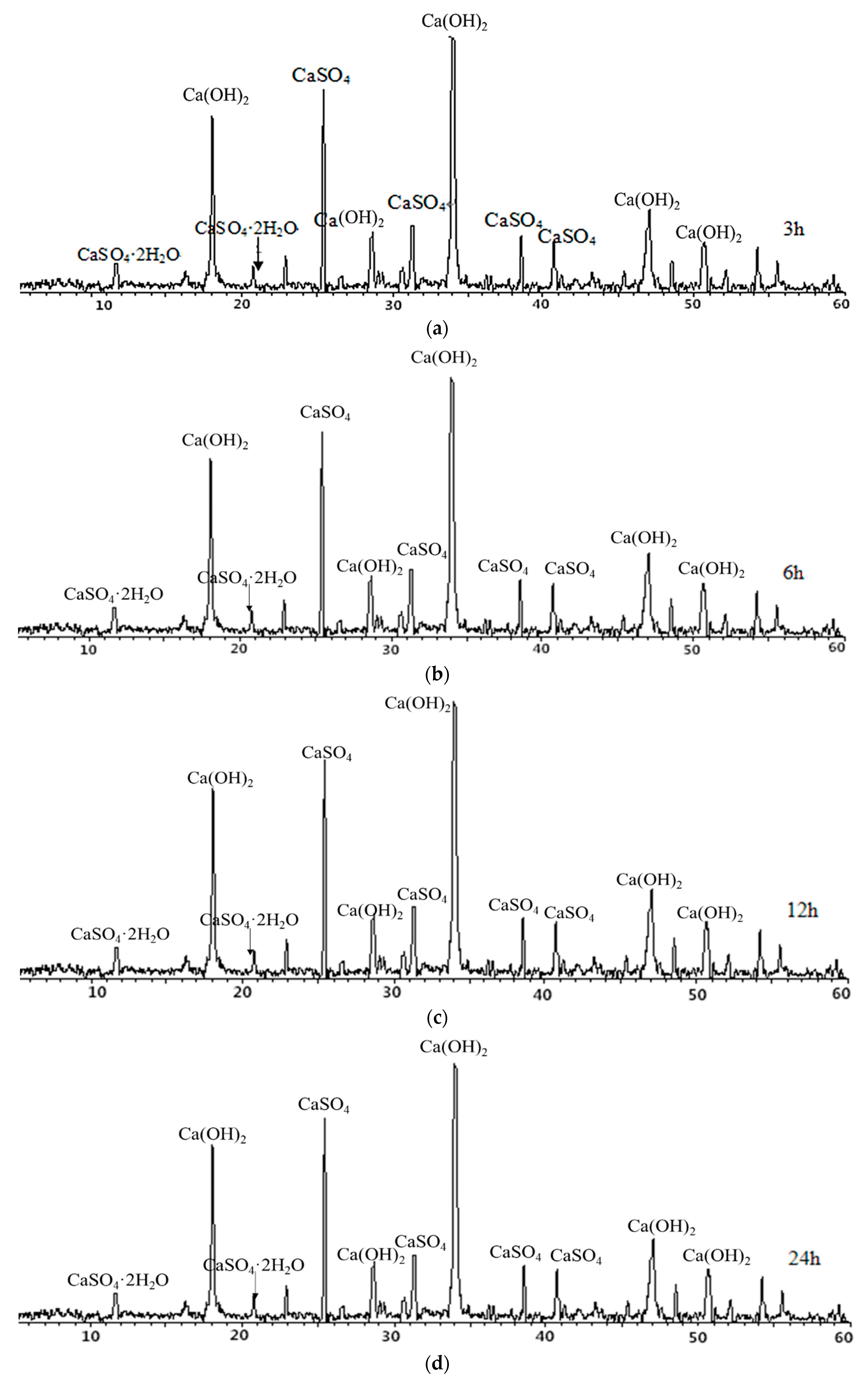
3.2. Hydration Mechanism of Desulfurized Petroleum Coke Residue
3.3. Optimum Replacement Ratio of Single-Added Petroleum Coke Residue in Concrete
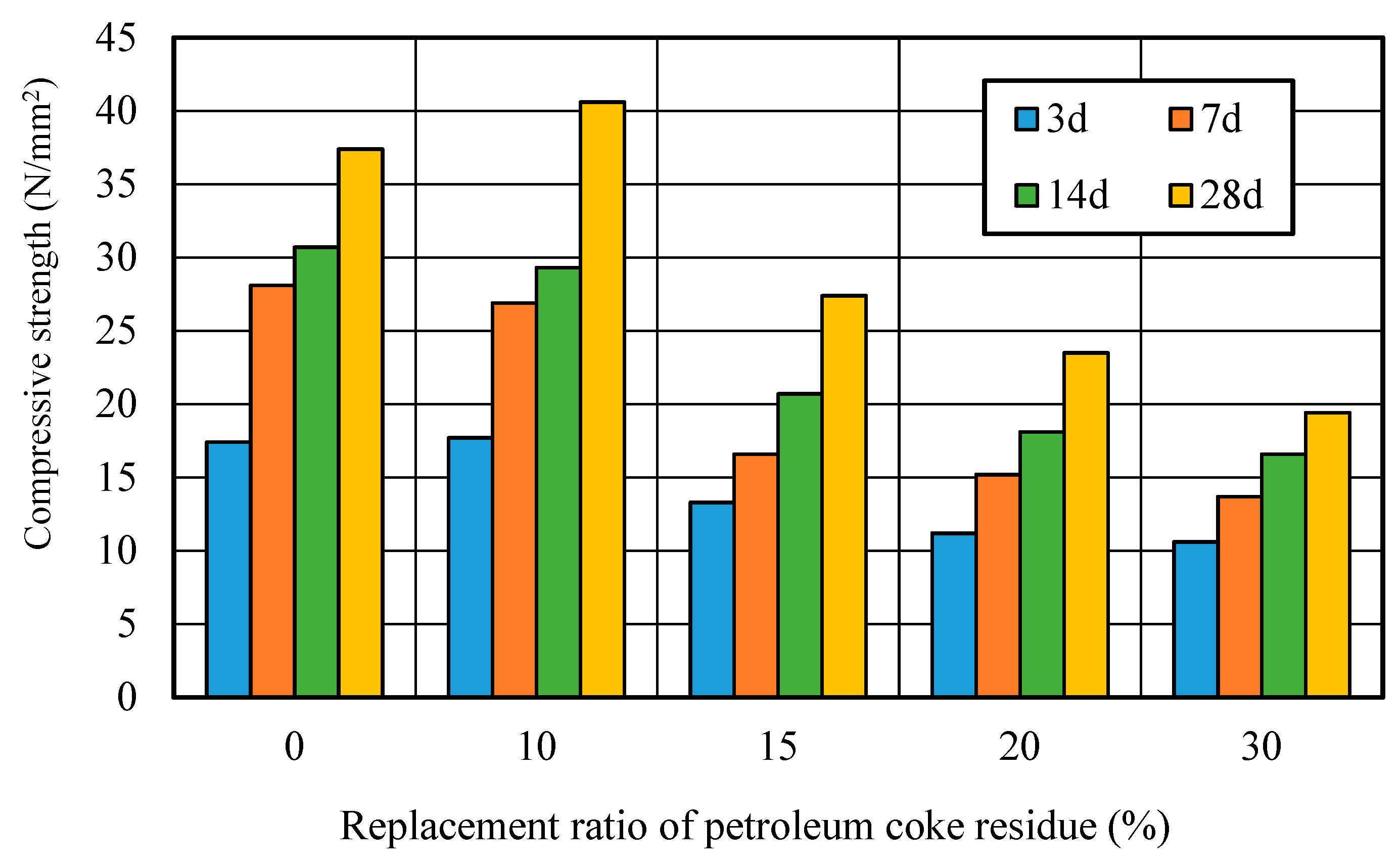
3.3.1. Compressive Strength Development
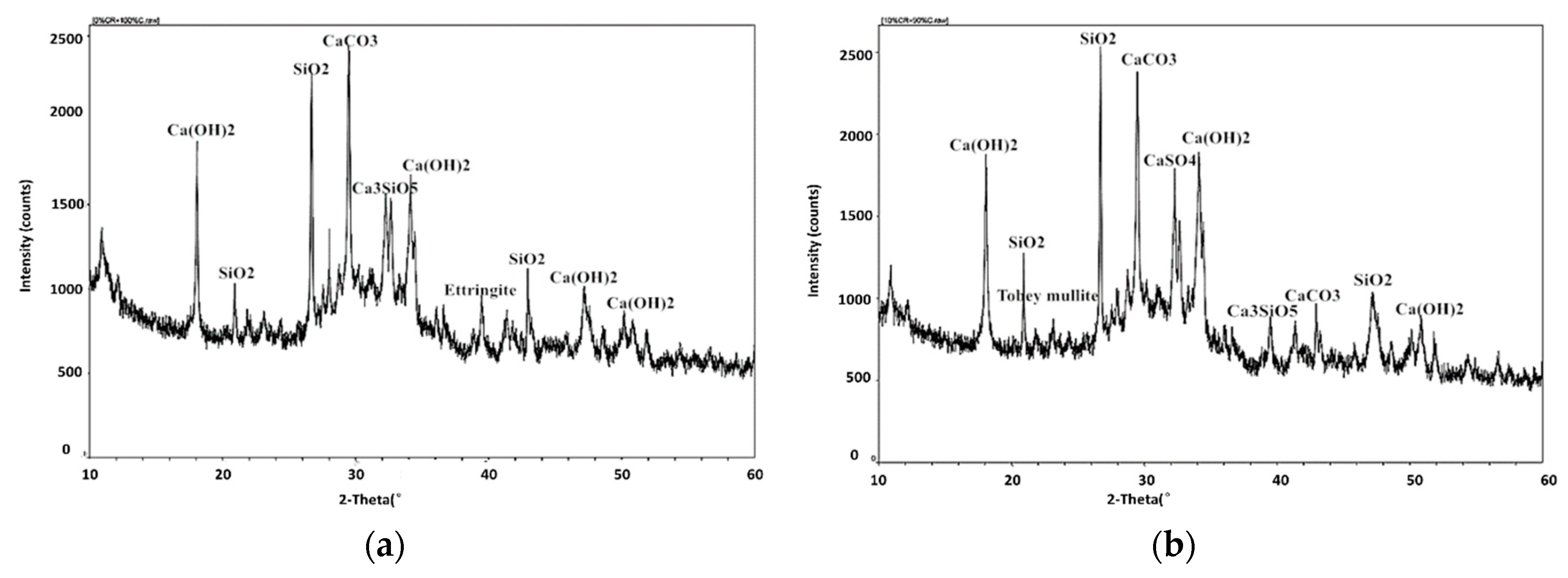
3.3.2. X-ray Diffraction Analysis (XRD)
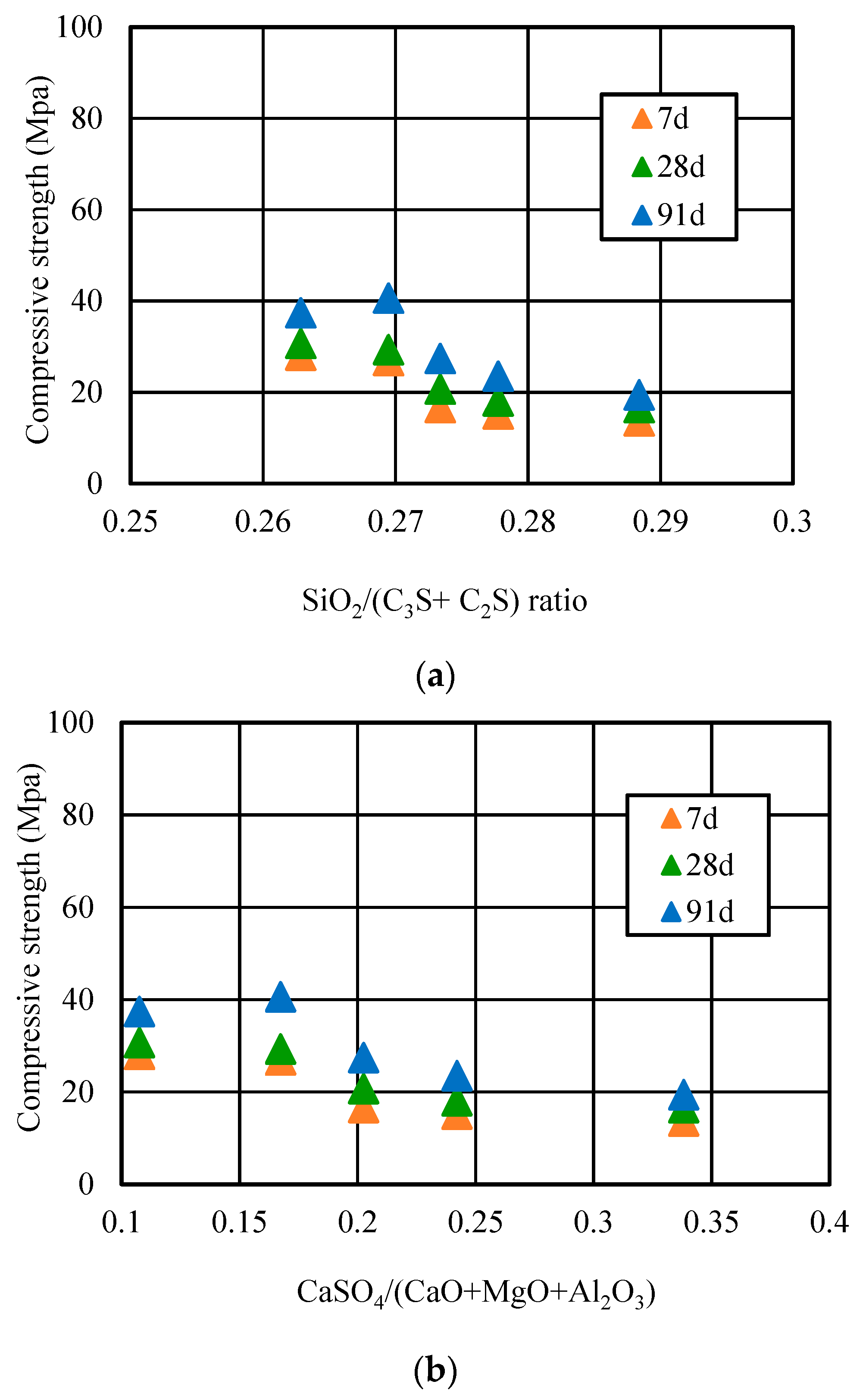
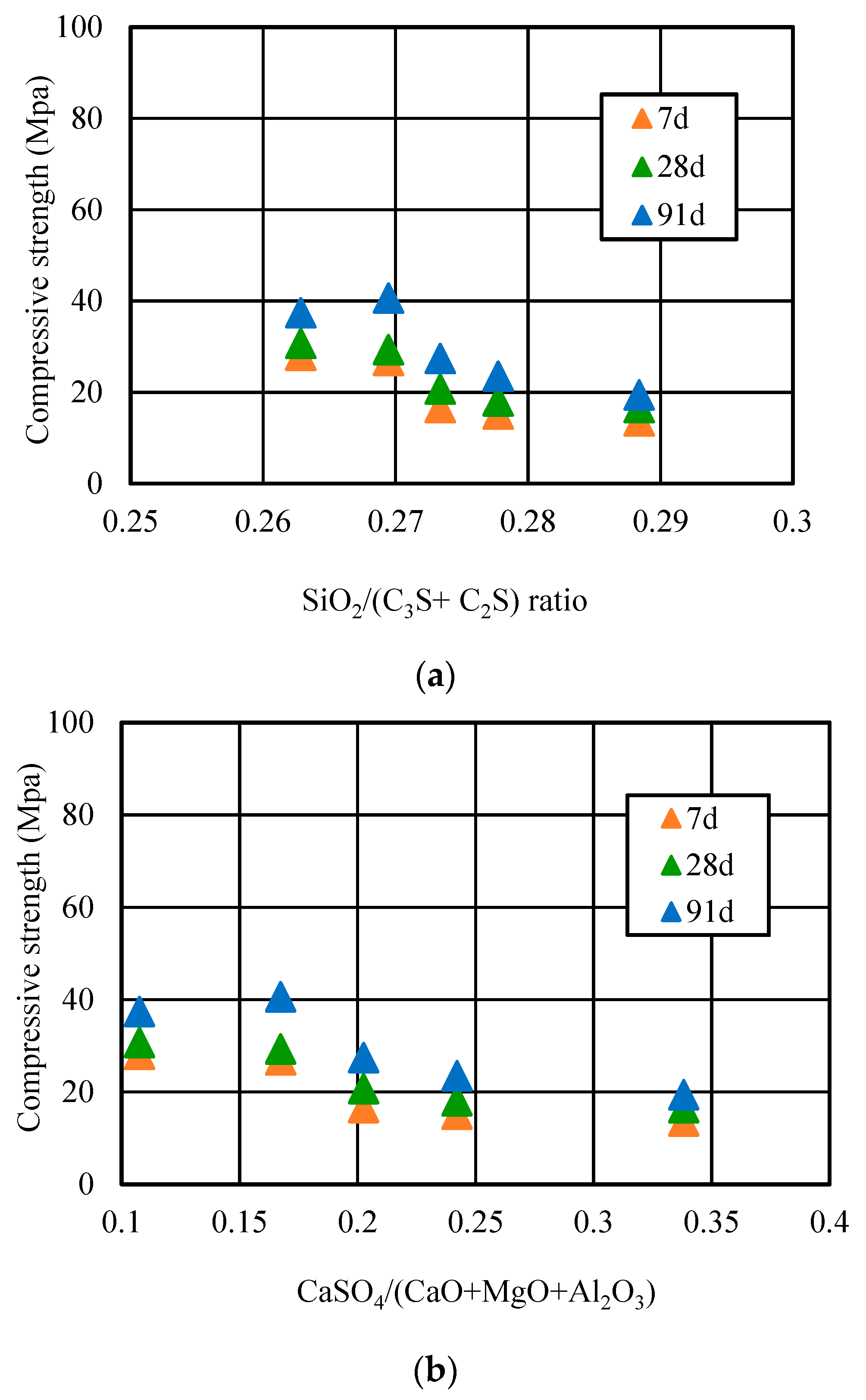
3.3.3. Relationship of SiO2/(C2S + C3S), CaSO4/(CaO + MgO + Al2O3) Ratio and Strength
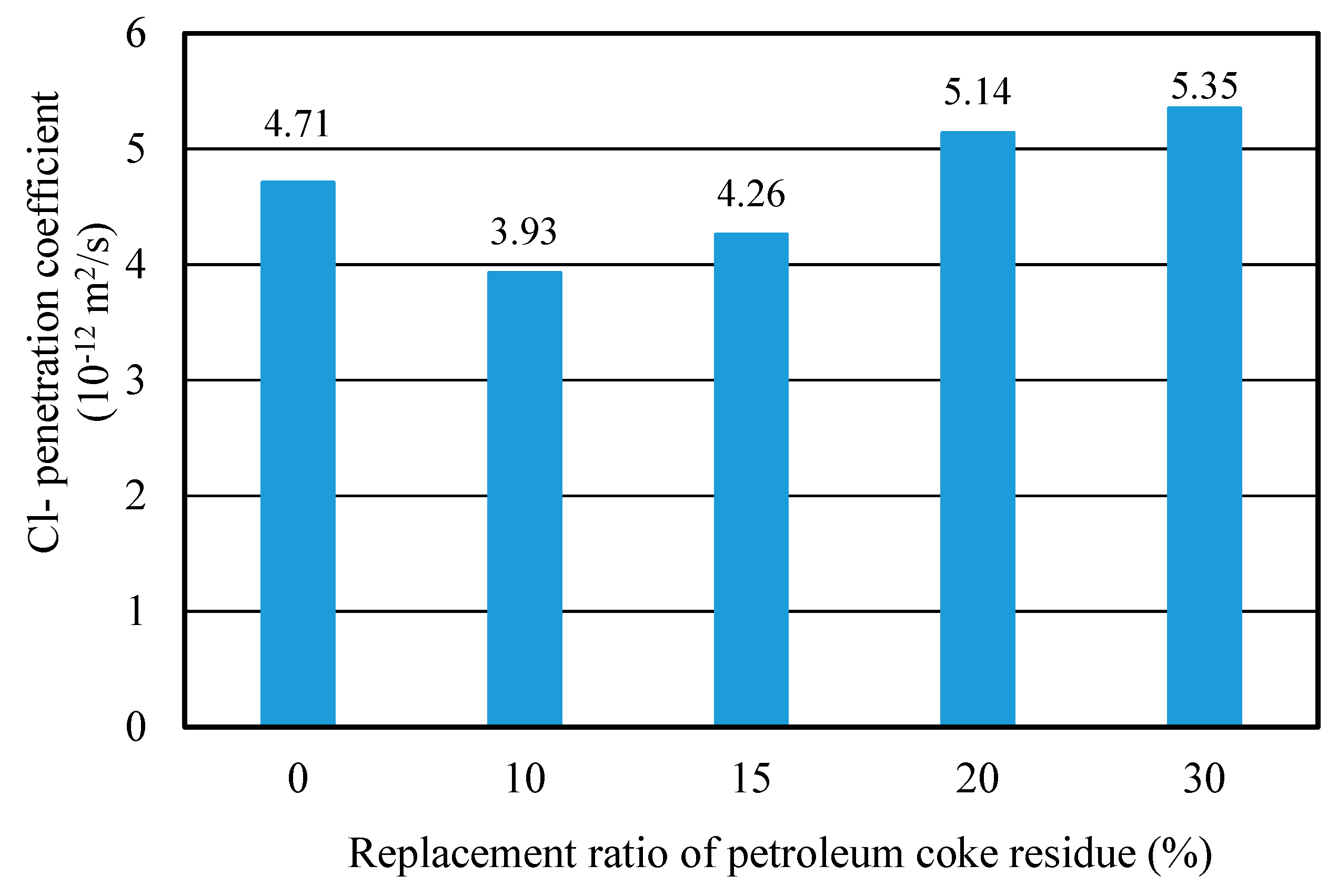
3.3.4. Chloride Ion Penetration Property (RCM Method)
3.4. The optimum Proportion of Multi-Added Petroleum Coke Residue with Mineral Admixture in Concrete
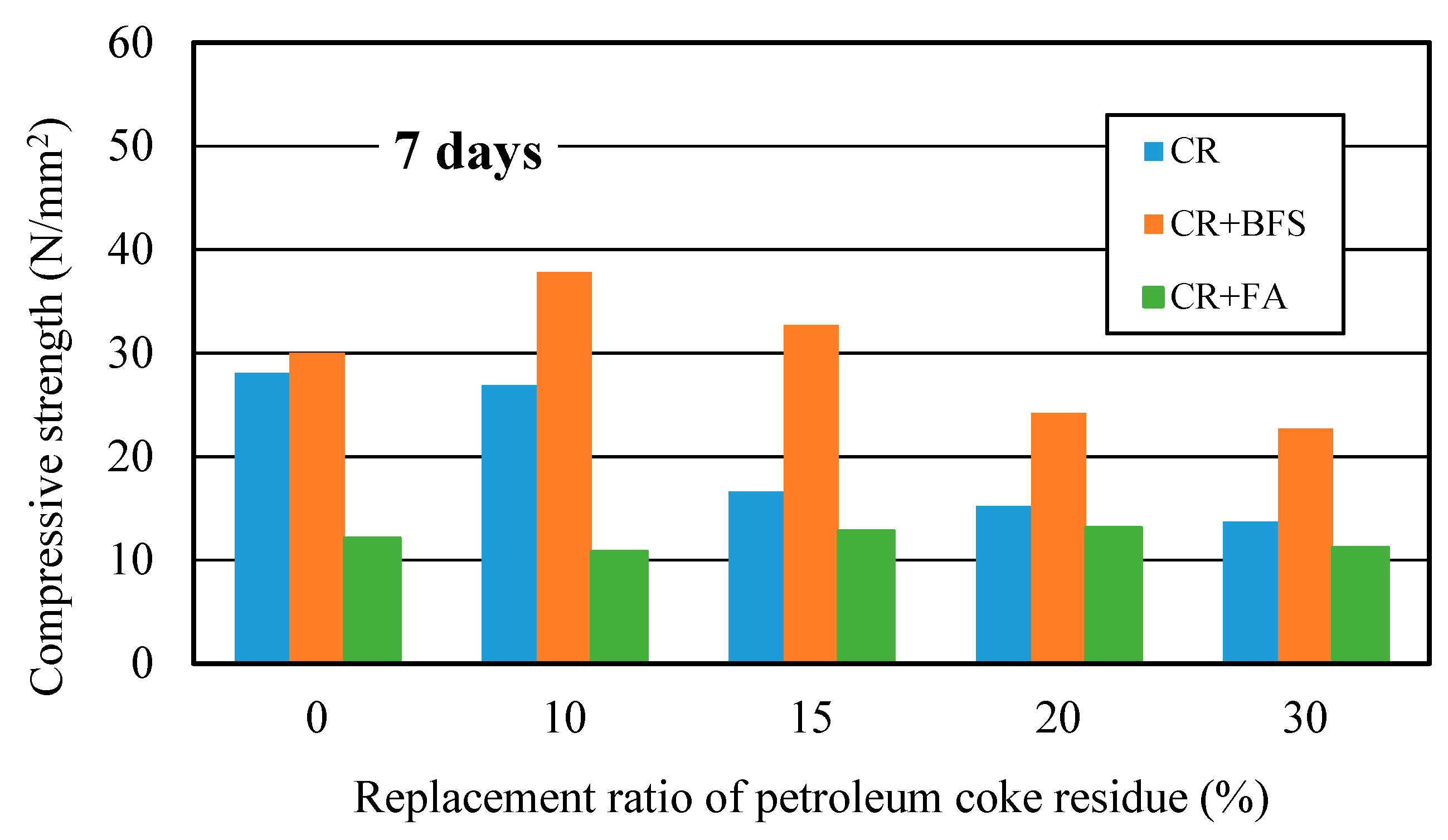
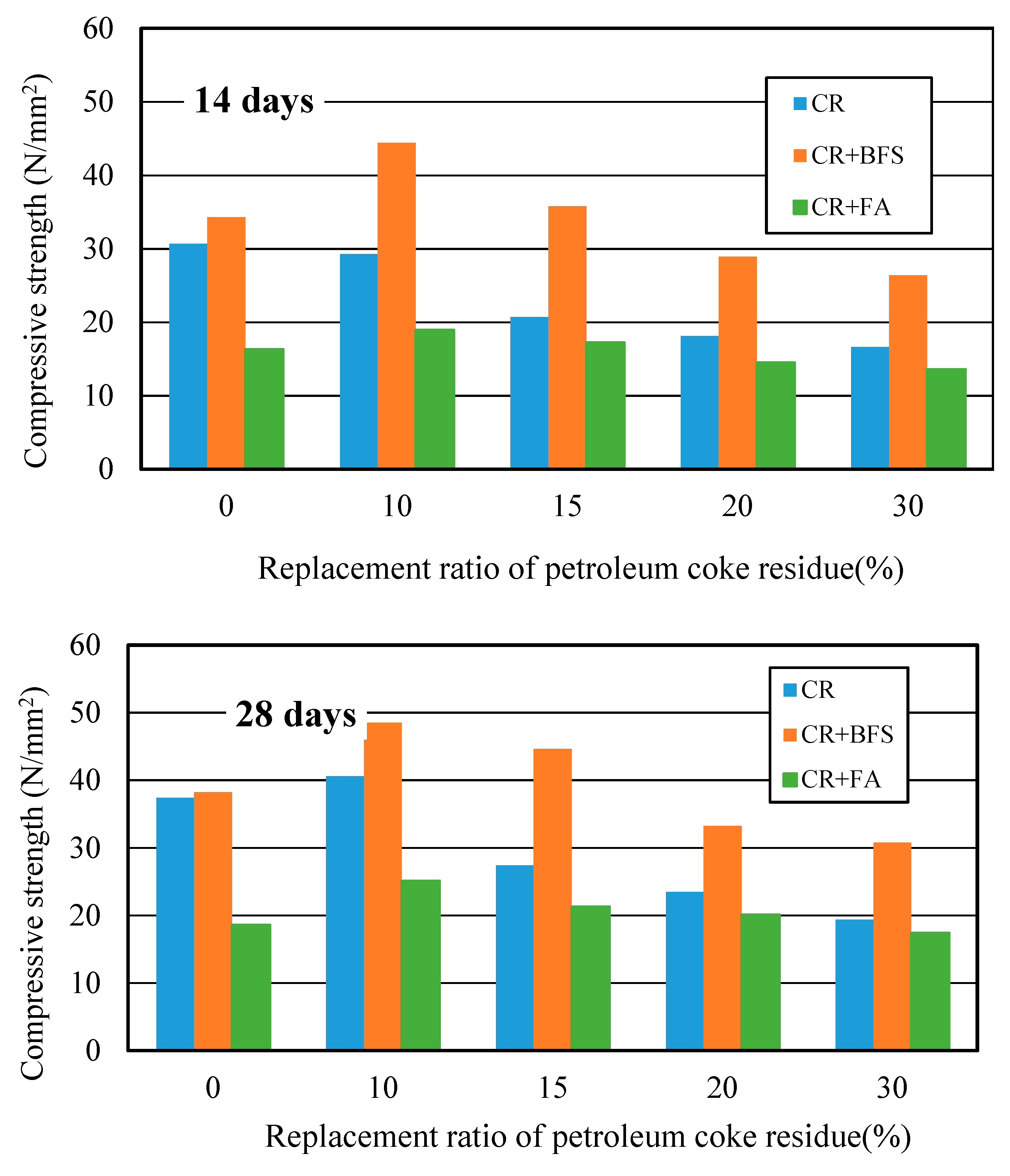
3.4.1. Compressive Strength Development
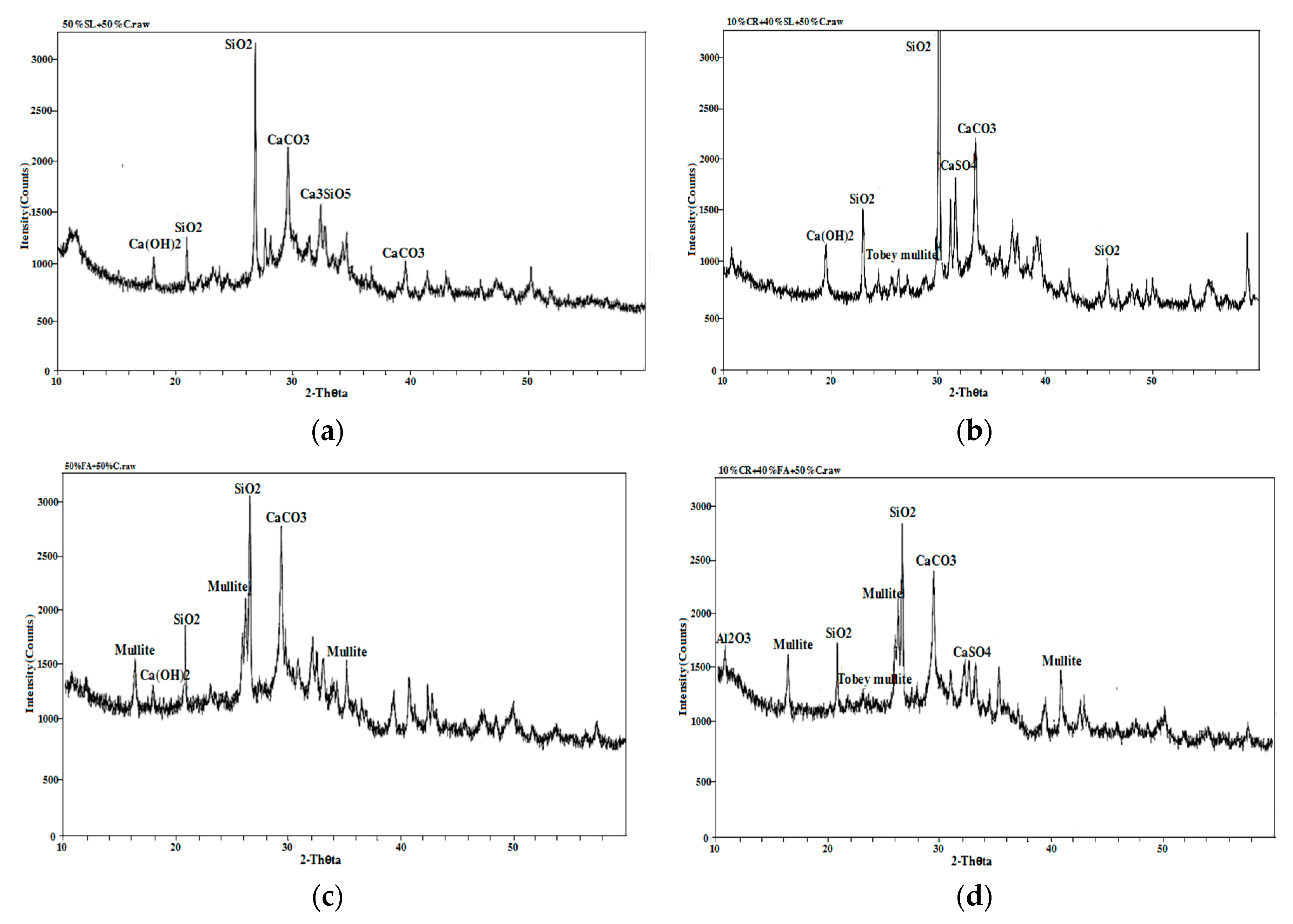
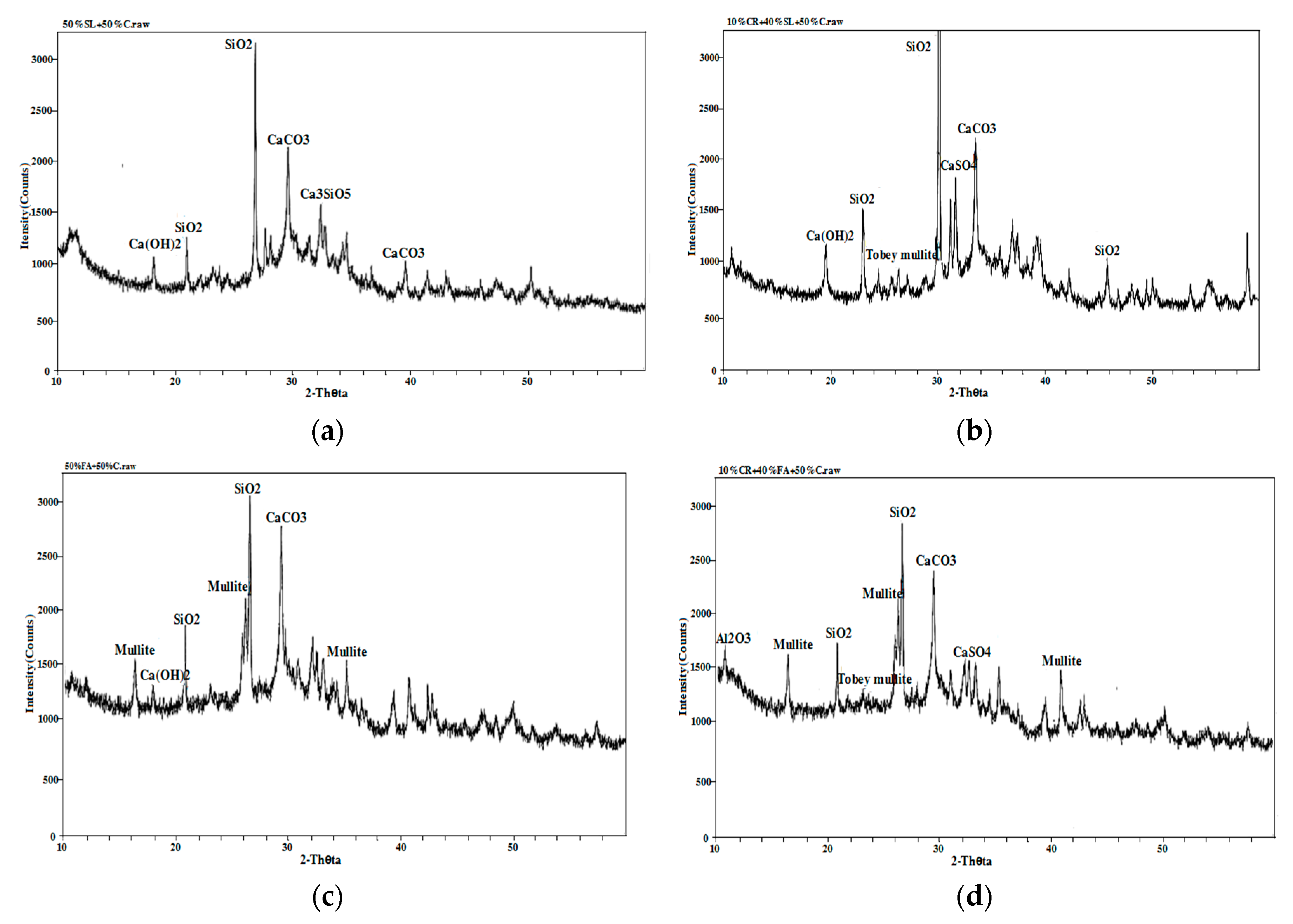
3.4.2. X-ray Diffraction Analysis (XRD)
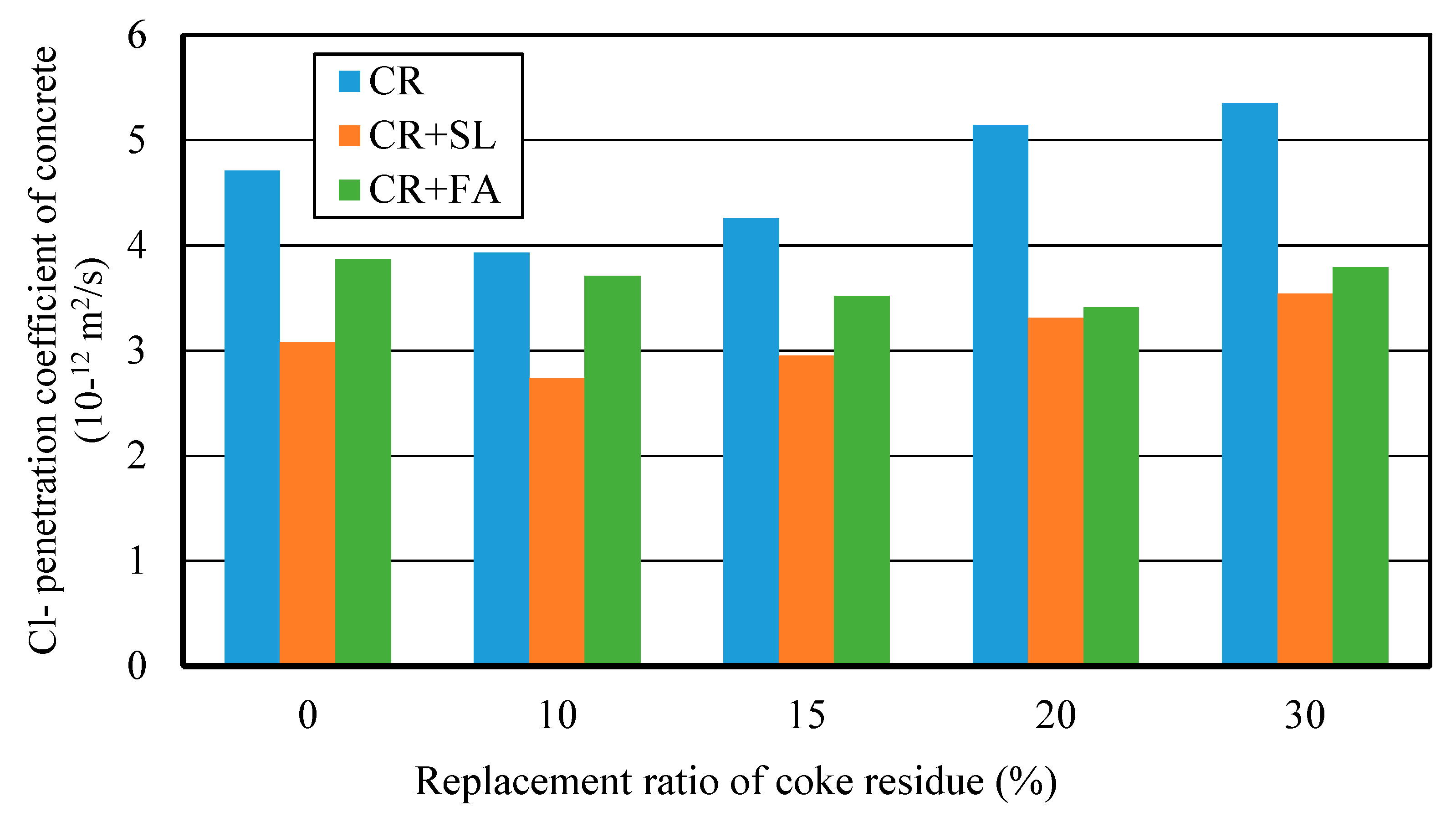
3.4.3. Chloride Ion Penetration Property (RCM Method)
4. Conclusion
- (1)
- In the case of single-added petroleum coke residue concrete, the strength of concrete reached the maximum value when the replacement ratio of coke residue was 10%, and then decreased sharply along with the increase of replacement ratio.
- (2)
- The CaSO4Ⅱ in coke residue was similar to gypsum and played a retarding role, which can produce a lot of hydration heat and shorten the setting time. High hydration heat takes away moisture, leading to a decrease of actual water/cement ratio (W/C); on the other hand, the SO3 in coke residue can boost the reaction between SiO2, Al2O3, and the cement hydration product to produce the Torbay mullite, which can be filled between particles and improves the strength.
- (3)
- Single-added 10% petroleum coke residue in concrete has a fine micro-aggregate effect. It is likely to produce a more solid C-S-H gel and small size hydration products to fill the pores, so as to improve the pore structure and compactness of concrete, which probably reduces the porosity of concrete. The internal penetration of chlorine ions was hindered, meaning the Cl− penetration resistance property was improved.
- (4)
- In the case of multi-added petroleum coke residue with mineral admixture concrete, through the comparative analysis, it can be seen that the way multi-added coke residue with blast furnace slag is more advantageous in enhancing the performance of concrete. The strength improvement and Cl− penetration resistance effect of 10% coke residue and 40% slag to replace the cement in concrete was the best. At 28 days, when the replacement ratios of coke residue and slag were 10% and 40%, the strength increased by about 32% more than ordinary concrete.
- (5)
- In contrast, the strength improvement effect of (CR + FA) concrete was the worst. Due to the slow hydration of fly ash and high water absorption rate of petroleum coke residue, most of the water was absorbed by the coke residue, which is not conducive to the activation of the pozzolanic effect of fly ash, together with the low strength mullite in fly ash, causing the strength of (CR + FA) concrete to be very low.
- (6)
- Therefore, accordingly the proposal here, mixing 10% petroleum coke residue and 40% blast furnace slag would be most appropriate to replace the cement in the concrete, as this will achieve an optimum utilization of mineral admixtures and petroleum coke residue in concrete without strength loss. Approximately 50% cement content and related CO2 emissions could be reduced, which would have great environmental and economic benefits.
Author Contributions
Funding
Conflicts of Interest
References
- Zheng, B.; Sun, P.; Liu, Y.Q.; Zhao, Q. Heat transfer of calcined petroleum coke and heat exchange tube for calcined petroleum coke waste heat recovery. Energy 2018, 155, 56–65. [Google Scholar] [CrossRef]
- Bureau of Statistics-Environmental Statistics Yearbook: National Statistical Yearbook. Available online: http://data.gzstats.gov.cn/gzStat1/chaxun/njsj.jsp (accessed on 10 February 2017).
- Tripathi, N.; Singh, R.S.; Hills, C.D. Microbial removal of sulphur from petroleum coke (petcoke). Fuel 2019, 235, 1501–1505. [Google Scholar] [CrossRef]
- Kang, Y.K.; Choi, Y.C. Development of non-sintered zero-OPC binders using circulating fluidized bed combustion ash. Constr. Build. Mater. 2018, 178, 562–573. [Google Scholar] [CrossRef]
- Tomasz, K.; Anna, K.; Ryszard, C. Effective adsorption of lead ions using fly ash obtained in the novel circulating fluidized bed combustion technology. Microchem. J. 2019, 145, 1011–1025. [Google Scholar] [CrossRef]
- Zhang, X.; Li, Q.Y.; Zhu, S.H. Experimental Research on Mortar Made by Desulfurization Ash and Dregs. J. Qingdao Technol. Univ. 2009, 30, 170–174. [Google Scholar]
- ZHENGGUO Vessel Co. Ltd. Home Page: Circulating Fluidized Bed Boiler. Available online: https://www.zgrongqi.com/guolu/lhcguolu.html (accessed on 21 December 2018).
- Chen, X.; Li, Q.Y.; Wang, F.C.; Wang, L. Basic Performance and Its Application of Desulfurization Petroleum Coke Residue. J. Qingdao Technol. Univ. 2013, 34, 23–26. [Google Scholar]
- Du, H.; Li, Q.Y.; Zhu, S.H. Experimental study on aerated concrete with petroleum coke desulfurization slag. New Build. Mater. 2010, 37, 40–42. [Google Scholar]
- Shan, Y.L.; Guan, D.B.; Meng, J.; Liu, Z.; Schroeder, H.; Liu, J.H.; Mi, Z.F. Rapid growth of petroleum coke consumption and its related emissions in China. Appl. Energy 2018, 226, 494–502. [Google Scholar] [CrossRef]
- Test Methods for Water Requirement of Normal Consistency, Setting Time and Soundness of the Portland Cement. In National Standard of the People’s Republic of China (GB/T 1346-2011); China Standards Publishing House: Beijing, China, 2011.
- Wang, L.; Uji, K.; Ueno, A.; Ohno, K. Experimental Study on Upper Limit of Fly ash’s Effective Replacement Ratio in Mortar. In Proceeding of 70th JSCE Annual Meeting in Okayama; Japan Society of Civil Engineers: Tokyo, Japan, 2015; pp. 77–78. [Google Scholar]
- Fly Ash Used in Concrete and Cement. In National Standard of The People’s Republic of China (GB/T 1596-2005); China Standards Publishing House: Beijing, China, 2005.
- Standard for test method of mechanical properties of ordinary concrete. In National Standard of the People’s Republic of China (GB/T 50081-2002); China Construction Industry Publishing House: Beijing, China, 2003.
- Standard for test method of long-term performance and durability of ordinary concrete: RCM method. In National Standard of the People’s Republic of China (GB/T 50082-2009); China Construction Industry Publishing House: Beijing, China, 2010.
- Dehghan, A.; Peterson, K.; Riehm, G.; Bromerchenkel, L.H. Application of X-ray microfluorescence for the determination of chloride diffusion coefficients in concrete chloride penetration experiments. Constr. Build. Mater. 2017, 148, 85–95. [Google Scholar] [CrossRef]
- Standard test method for building lime-Part 1: Methods for physical testing. In National Standard of the People’s Republic of China (JCT478.1-2013); China Building Materials Industry Publishing House: Beijing, China, 2013.
- Jiang, H.; Li, Q.Y.; Yue, G.B.; Yu, C.Z. The research on durability of petroleum coke desulfuration residues aerated concrete. New Build. Mater. 2014, 2, 45–47. [Google Scholar]
- Li, D.; Pan, Z.H.; Liu, M.L.; Zhou, H.L.; Han, J.X.; Zheng, C.H. Study on hydration of natural anhydrite. J. China Non-Met. Min. Ind. Herald 2010, 5, 7–9. [Google Scholar]
- Bai, L.; Peng, J.H.; Zhang, J.X.; Wan, T.Z. Study on hydration and hardening of natural anhydrite. J. Non-Met. Mineral. 2008, 4, 1–3. [Google Scholar]
- Yu, C.Z.; Li, Q.Y.; Yue, G.B.; Jiang, H. Desulfurization of petroleum coke residue ash ’experimental study on the mechanical behaviour of concrete. Concrete 2014, 3, 68–70. [Google Scholar]
- Ogawa, Y.K.; Uji, K.; Ueno, A. Evaluation of fly ash as cementitious material for strength. J. Cem. Sci. Concr. Technol. 2010, 64, 131–138. [Google Scholar] [CrossRef]
- Yang, J.S. Discussion on the action duality of ettringite and it’s causing condition in concrete. J. China Civ. Eng. 2003, 36, 100–103. [Google Scholar]
- Wang, Y.L.; Jin, Z.Q.; Liu, S.X.; Yang, L.; Luo, S.Q. Physical filling effect of aggregate micro fines in cement concrete. Constr. Build. Mater. 2013, 41, 812–814. [Google Scholar] [CrossRef]
- Han, G.H.; Yang, S.Z.; Peng, W.J.; Huang, Y.F.; Wu, H.Y.; Chai, W.C.; Liu, J.T. Enhanced recycling and utilization of mullite from coal fly ash with a flotation and metallurgy process. J. Clean. Prod. 2018, 178, 804–813. [Google Scholar] [CrossRef]
- Li, C.X.; Zhou, Y.; Tian, Y.M.; Zhao, Y.Y.; Wang, K.Y.; Li, G.M.; Chai, Y.S. Preparation and characterization of mullite whisker reinforced ceramics made from coal fly ash. J. Ceram. Int. 2019, 45, 5613–5616. [Google Scholar] [CrossRef]
- Yang, T.; Zhu, H.; Zhang, Z.H.; Gao, X.; Zhan, C.S.; Wu, Q.S. Effect of fly ash microsphere on the rheology and microstructure of alkali-activated fly ash/slag pastes. Cement Concr. Res. 2018, 109, 198–207. [Google Scholar] [CrossRef]
- Záleská, M.; Pavlíková, M.; Pavlík, Z.; Jankovský, O.; Pokorný, J.; Tydlitát, V.; Svora, P.; Černý, R. Physical and chemical characterization of technogenic pozzolans for the application in blended cements. Constr. Build. Mater. 2018, 160, 106–116. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Apparent Density (g/cm3) | Bulk Density (g/cm3) | Water Absorption (%) | Sieve Size | 4.75 | 2.36 | 1.18 | 0.6 | 0.3 | 0.15 | Fineness Modulus |
|---|---|---|---|---|---|---|---|---|---|---|
| 2.59 | 1.45 | 1.65 | Accumulated retained percentage (%) | 10 | 25 | 37 | 54 | 83 | 97 | 2.72 |
| Water Absorption (%) | 1.70 | |||||
| Crushing Index (%) | 11.2 | |||||
| Bulk Density (kg/m3) | 1460 | |||||
| Apparent Density (kg/m3) | 2510 | |||||
| Needle and Plate Particle Content (%) | 4.05 | |||||
| Continuous Grading of Aggregate (mm) | 5–25 | |||||
| Sieve Size | 25 | 20 | 16 | 10 | 5 | 2.5 |
| Accumulated retained percentage (%) | 0.9 | 18.9 | 48.4 | 95.9 | 99 | 99.5 |
| Type | CaO | SO3 | SiO2 | Al2O3 | MgO | Fe2O3 | Others |
|---|---|---|---|---|---|---|---|
| Portland Cement | 61.71 | 1.99 | 20.07 | 5.09 | 1.58 | 2.93 | 6.63 |
| II-level Fly ash | 2.41 | 0.35 | 57.36 | 28.68 | 1.28 | 4.29 | 5.63 |
| Blast furnace slag | 43.51 | - | 34.11 | 14.56 | 5.54 | 0.28 | 2 |
| Petroleum coke residue | 61.66 | 23.52 | 4.43 | 2.26 | 1.79 | 0.73 | 5.61 |
| No. | W/(C + CR) (%) | Replacement Ratio of CR (%) | C (%) | Unit Content (kg/m3) | |||||
|---|---|---|---|---|---|---|---|---|---|
| W | C | CR | S | G | Ad. | ||||
| CRC-1 | 50 | 0 | 100 | 177 | 350 | 0 | 762 | 1143 | 4.5 |
| CRC-2 | 10 | 90 | 177 | 315 | 35 | 762 | 1143 | 4.5 | |
| CRC-3 | 15 | 85 | 177 | 298 | 52 | 762 | 1143 | 4.5 | |
| CRC-4 | 20 | 80 | 177 | 280 | 70 | 762 | 1143 | 4.5 | |
| CRC-5 | 30 | 70 | 177 | 245 | 105 | 762 | 1143 | 4.5 | |
| W/B (%) | CR + BFS(FA)/B (%) | CR (%) | BFS (FA) (%) | Unit Content (kg/m3) | ||||||
|---|---|---|---|---|---|---|---|---|---|---|
| W | C | CR | BFS (FA) | S | G | Ad. | ||||
| 50 | 50 | 0 | 50 | 177 | 175 | 0 | 175 | 762 | 1143 | 4.5 |
| 10 | 40 | 177 | 175 | 35 | 140 | 762 | 1143 | 4.5 | ||
| 15 | 35 | 177 | 175 | 52 | 123 | 762 | 1143 | 4.5 | ||
| 20 | 30 | 177 | 175 | 70 | 105 | 762 | 1143 | 4.5 | ||
| 30 | 20 | 177 | 175 | 105 | 70 | 762 | 1143 | 4.5 | ||
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, L.; Quan, H.; Li, Q. Effect of Solid Waste-Petroleum Coke Residue on the Hydration Reaction and Property of Concrete. Materials 2019, 12, 1216. https://doi.org/10.3390/ma12081216
Wang L, Quan H, Li Q. Effect of Solid Waste-Petroleum Coke Residue on the Hydration Reaction and Property of Concrete. Materials. 2019; 12(8):1216. https://doi.org/10.3390/ma12081216
Chicago/Turabian StyleWang, Liang, Hongzhu Quan, and Qiuyi Li. 2019. "Effect of Solid Waste-Petroleum Coke Residue on the Hydration Reaction and Property of Concrete" Materials 12, no. 8: 1216. https://doi.org/10.3390/ma12081216
APA StyleWang, L., Quan, H., & Li, Q. (2019). Effect of Solid Waste-Petroleum Coke Residue on the Hydration Reaction and Property of Concrete. Materials, 12(8), 1216. https://doi.org/10.3390/ma12081216