1. Introduction
With the advancement in technology and global demand for energy, focus has shifted from traditional energies derived from fossil fuels to non-carbon emitting power generation such as nuclear energy. In addition, the harmful radiation-emitting devices, which threaten human life, had been extensively used with the latest development all over the globe. Heavyweight concrete is broadly utilized material for reactor protecting because of its less expensive and attractive mechanical properties [
1,
2]. The heavyweight aggregates in concrete plays an imperative role in enhancing solid protecting properties and has been demonstrated to have great shielding properties for lessening photons and neutrons [
3,
4].
Self-compacting concrete, which is also known as self-consolidating concrete (SCC) is the latest concrete technology that has been used in many high-rise concrete projects all over the globe. SCC is known for its excellent deformability, high resistance to segregation, and successful use in congested reinforced concrete structures characterized by difficult casting conditions that do not allow for vibration [
5].
Production of ordinary Portland cement is reported to contribute to 7% of worldwide greenhouse gas emissions, which is equivalent to 1.35 billion tons annually [
6]. This is due to the very high temperatures needed to produce it where a majority of the required fuel comes from burning fossil fuels [
7]. The calcination of limestone also heavily contributes to greenhouse emissions since it is required in order to produce ordinary Portland concrete (OPC). Future predictions of worldwide concrete demand are set to increase. With the world moving to cleaner energy sources, geopolymer concrete (GC) offers a cleaner and greener way of producing concrete. However, many studies have indicated the potential benefits of fly ash-based GC over the OPC concrete in the last few years [
8,
9]. Hence, GC has shown the potential to replace OPC by reducing the amount of carbon emissions up to 80% while still maintaining high strength comparable to that of OPC [
10]. GC utilizes “end of life” materials such as fly ash and blast furnace slag in its mix design. These materials are currently being disposed of as waste products in industry. Through further utilization, it not only provides economic benefit for producers, but also for those adopting materials in potential mix designs [
11]. Since heavyweight concrete is already being used in oil, gas, medical, and nuclear plant applications, a combination of heavyweight and GC could prove to be an environmentally-friendly solution to problems surrounding these industries today.
2. Literature Review
According to the British standards institute [
12], the concrete is termed as the heavyweight concrete when the density of concrete reaches an oven dry density of 2600 kg/m³ as opposed to the normal weight concrete, which has a density of 2400 kg/m
3. The typical aggregates used to develop HWC are magnetite, barite, hematite, limonite, and ilmenite [
13]. Magnetite and barite densities are measured to be approximately 30% greater than that of the standard aggregate [
14]. Heavyweight classification was achieved with a fine aggregate and course aggregate portions of as low as 850 kg/m
3 and 1031 kg/m
3, respectively [
15]. Highest densities of 3425 kg/m
3 were achieved when fine and course aggregate portions were increased to 1400 kg/m
3 and 1560 kg/m
3, respectively. However, this will not be achievable in this study due to the flowability requirements of self-compacting concrete [
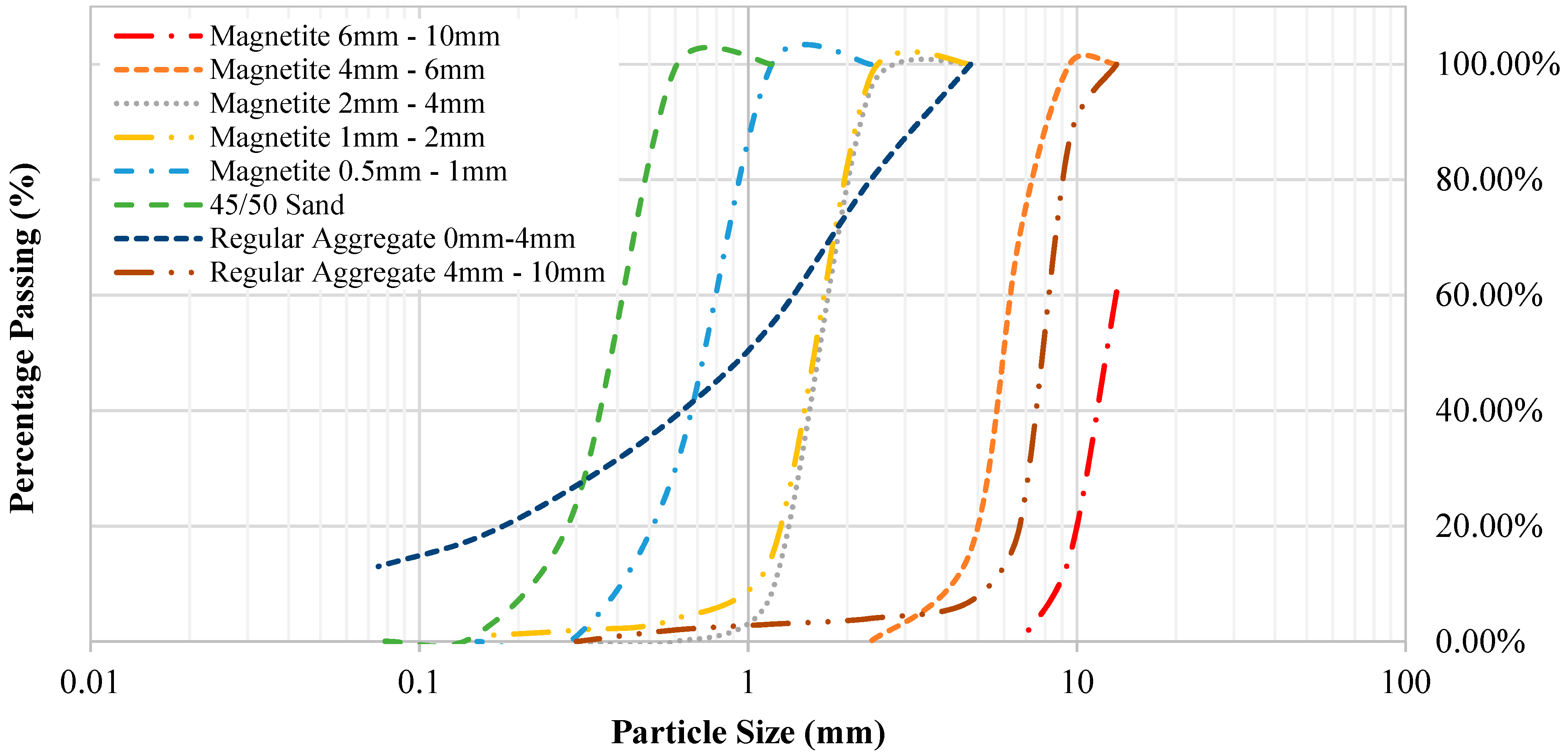
15]. The ordinary sand and fly ash are often suggested as replacements for heavyweight fine aggregate and cement in mixing design of HWC, respectively, since these substitutions are effective in avoiding segregation by adjusting the HWA’s grading and minimizing temperature cracks by lowering heat generated during the hydration process [
16].
Ouda [
1] investigated the 15 mix designs of high-performance heavyweight concrete using barite, serpentine, magnetite, and goethite for providing radioactive protection, structural integrity, and durability. Ouda [
1] examined that high-performance heavyweight concrete containing magnetite aggregates had the maximum compressive strength, which the shielding efficiency increased by raising the fine magnetite aggregate in the mixture, which justifies the use of a magnetite aggregate in this study. Akkurt et al. [
17] also examined the attenuation coefficient of HWC using different types of heavyweight aggregates. He revealed that the attenuation coefficient increases with the increase in density of concrete. From multiple studies, it is evidently clear that, as the density and thickness increases, the linear attenuation coefficient of tested samples increases [
1,
14,
15,
18,
19]. However, due to the brittle failure mode of the concrete samples, premature failure can be a result of cracking formed through voids within the sample. This can be reduced by the inclusion of mineral fillers like fly ash, silica fumes, and ground granulated blast furnace slag that promotes the formulation of a consistent paste while maintaining high compressive strength through the inclusion of chemical admixtures to maintain a constant w/c ratio [
20]. Moreover, no correlation has been found to connect a decrease in compressive strength with relation to the proportions of chemical admixtures used [
21,
22].
SCC was first researched and established in 1988 by Professor Okumara. SCC is highly flow-able and high resistance to segregation concrete that can fill in formwork under its own weight without using vibrators or other mechanical means [
23]. The method of SCC is different from OPC with respect to two unique properties, flowability, and high segregation resistance [
24]. To enhance the flowability of SCC, a low yield stress and moderate viscosity are required to ensure non-segregation in aggregates during flow [
25]. However, segregation resistance in SCC is developed due to high viscosity [
26]. For a concrete mix to be classified as self-compacting, the parameters for slump flow and J-ring tests need to be fulfilled [
27,
28]. Ingredients such as fly ash and ground granulated blast furnace slag (GGBFS) can be used as a replacement in order to increase flowability [
28]. Excessive amounts of cement in the mix may lead to excessive slump loss and, by substituting fly ash and GGBS for cement, it makes the concrete more economical to implement in the industry [
23,
27]. Aslani et al. [
29,
30] found a significant improvement in rheological behavior of concrete mixes by using chemical admixtures. The superplasticizer admixture helps increase flowability of the mix. However, excessive use will lead to bleeding [
21]. Viscosity modifying agents (VMA) are then used to reduce bleeding and to form a consistent and homogenous mix. On the other hand, a high water reducer agent (HWRA) significantly improves the cement dispersion and provides flowable concrete with greatly reduced water demand [
22].
Su et al. [
27] examined the increase in compressive strength of SCC by increasing cement and silica fume content in concrete. However, medium strength SCC can be obtained with cementitious values as low as 200 kg/m
3 [
20]. Bouzoubaâ and Lachemi [
28] investigated the compressive strength and flowability of concrete with varying fly ash proportions. They found that incorporating higher levels of fly ash could maintain compressive strength while increasing flowability of the mix.
GC, which is also known as alkali-activated or inorganic concrete, is a different kind of concrete, which uses different chemistry to that found in OPC concrete. The historical backdrop of the geopolymer started with the first patented by a German chemist and engineer Kűhl in 1908, where a combination of alumina and silica content (vitreous slag) with alkali (alkali sulphate or carbonate) source lead to develop solid material comparable to OPC [
31]. However, in 1979, Joseph Davidovits gave the name to aluminosilicate-based material as the term geopolymer and he defined the geopolymer as short-range order inorganic polymer that forms when high concentrated aqueous alkali hydroxide-silicate solution is added to the alumino-silicate materials [
32]. The main difference from regular concretes containing Portland cements and GC is that the GC does not form calcium silicate hydrates for strength but instead make use of poly-condensation of silica, alumina, and high alkali contents to achieve adequate structural strength [
7]. The properties of the geopolymer relies on many factors such as the chemical composition of the binders, the type of alkali activators, the concentration of the activator, curing condition, and water content [
33].
Currently, the most common binder used in the formation of the geopolymer is fly ash. The fly ash geopolymer has proved to have better mechanical properties and durability when compared to OPC [
7,
34]. Fly ash-based geopolymer mixes performed significantly better at higher temperatures [
33,
35,
36]. Moreover, the longer setting time and lower strength under ambient conditions make plain fly ash-based geopolymers impracticable for field use [
37]. Notable studies have been done on the fly ash geopolymer combined with some additional materials [
38,
39]. The inclusion of GGBFS into fly ash-based geopolymers resulted in quicker setting times and higher strength, which results in creating a concrete suitable for ambient curing conditions [
37,
40]. Nath et al. [
41] investigated the properties of fly ash-based GC with the different proportions of additives such as GGBFS, OPC, and calcium hydroxide (CH). The maximum compressive strength was achieved with the 10% addition of GGBFS in fly ash-based geopolymer after 28 days at ambient curing conditions.
Alkaline solution plays an important role in the geopolymerization process [
42]. Different alkali activators have been used in GC such as alkali hydroxides, alkali silicates, alkali carbonates, and alkali sulphate [
31]. Currently, alkali silicate is an important chemical compound that has been used as a good activator to a binder and plays an important role in the performance of GC. Na-silicates are most often used activators because of their low cost compared to K-silicate solutions. Many researchers have developed GC by combining an activator between alkali silicates and alkali hydroxides with appropriate ratios [
43]. Palomo et al. [
44] found a compressive strength of ranges between 35 to 40 MPa, which will be produced from a reaction of different fly ash with an alkali activator (NaOH) of ranges from 8 to 12 mol/L cured at 85 °C in 24 hours, while the compressive strength (with the same conditions) will increase up to 90 MPa when alkali silicate (Na
2SiO
3) was added with the ratio of SiO
2/Na
2O = 1.23. Similarly, Aslani [
45] found significant compressive strength by using alkaline solution prepared with a ratio of Na
2SiO
3/NaOH = 2.5, which further justifies the use of sodium hydroxide with sodium silicate as the alkaline solution.
The strength development of the GC is heavily influenced by the water content [
37]. Shayan and Pahedonous [
43] investigated the compressive strength with the increase of water content in the geopolymer. They found that the compressive strength decreased exponentially when the water to solid ratio increased from around 0.15 to 0.5. Hence, increasing the water content led us to increase the slump flow, which, in turn, decreased the mechanical properties i.e. compressive strength. Admixtures can be used to improve and manipulate the fresh properties of a concrete mix to better suit the concrete for a specific use [
46,
47]. The addition of superplasticizers can see the early strength of concrete increase by 50% to 75% and an increase in workability on the fresh properties of concrete [
48]. Although the mechanical properties and fresh properties of GC are heavily influenced by the types of binders and activators used, the ratio of the binder to the activator can also significantly impact the characteristics of a mix [
37]. An activator-to-binder ratio should lie between 0.3–0.5 [
41]. Hamidi et al. [
49] observed an increase in compressive strength of 10 MPa when the activator-to-binder ratio increased from 0.25 to 0.3.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}