Coupling Effect of Porosity and Cell Size on the Deformation Behavior of Al Alloy Foam under Quasi-Static Compression

 ,
,  ,
, {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experiments
2.1. Close-Cell Al Alloy Foam Fabrication
2.2. Pore Structure Characterization
2.3. Quasi-Static Compression Experiment
3. Results and Discussion
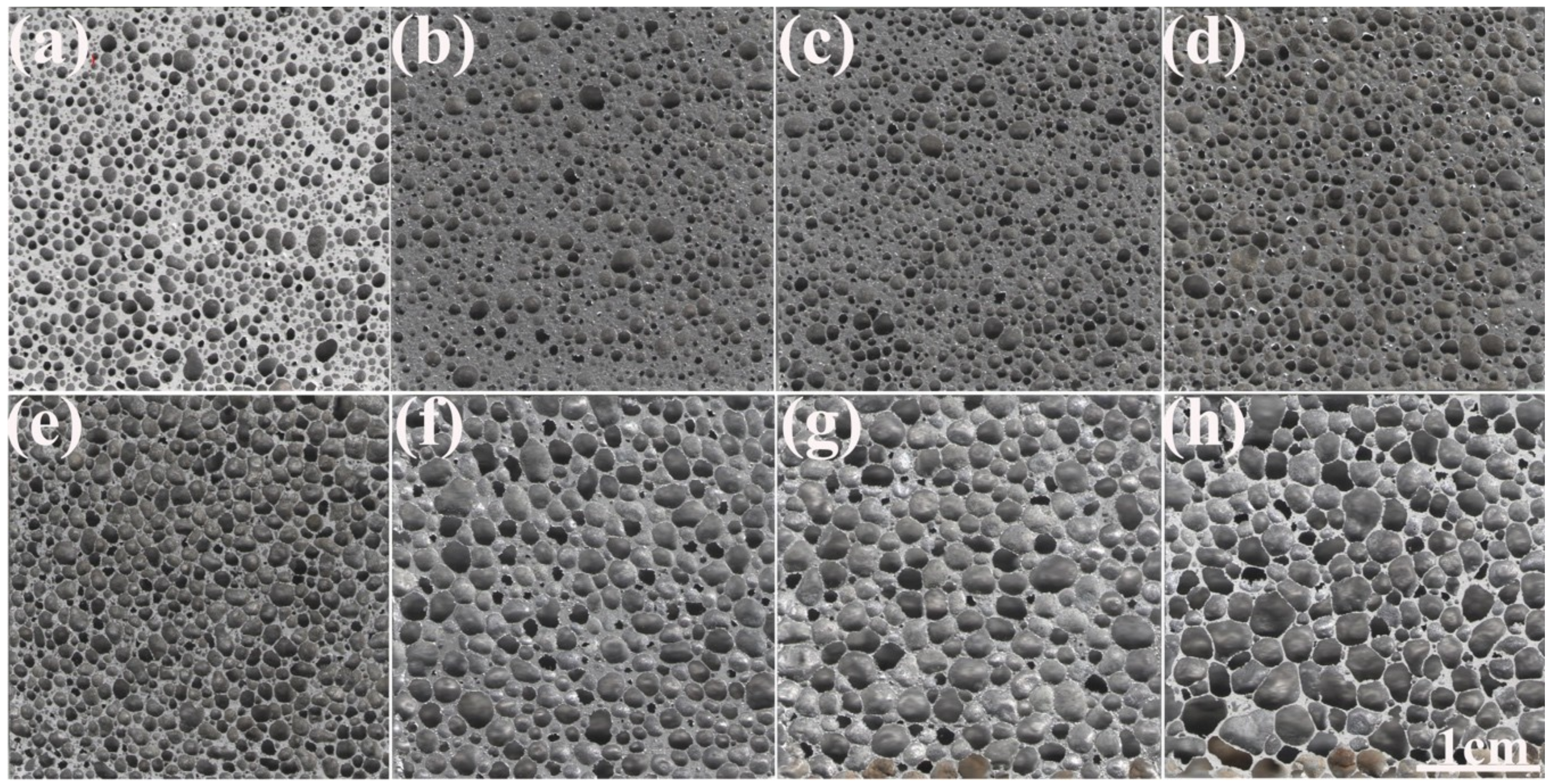
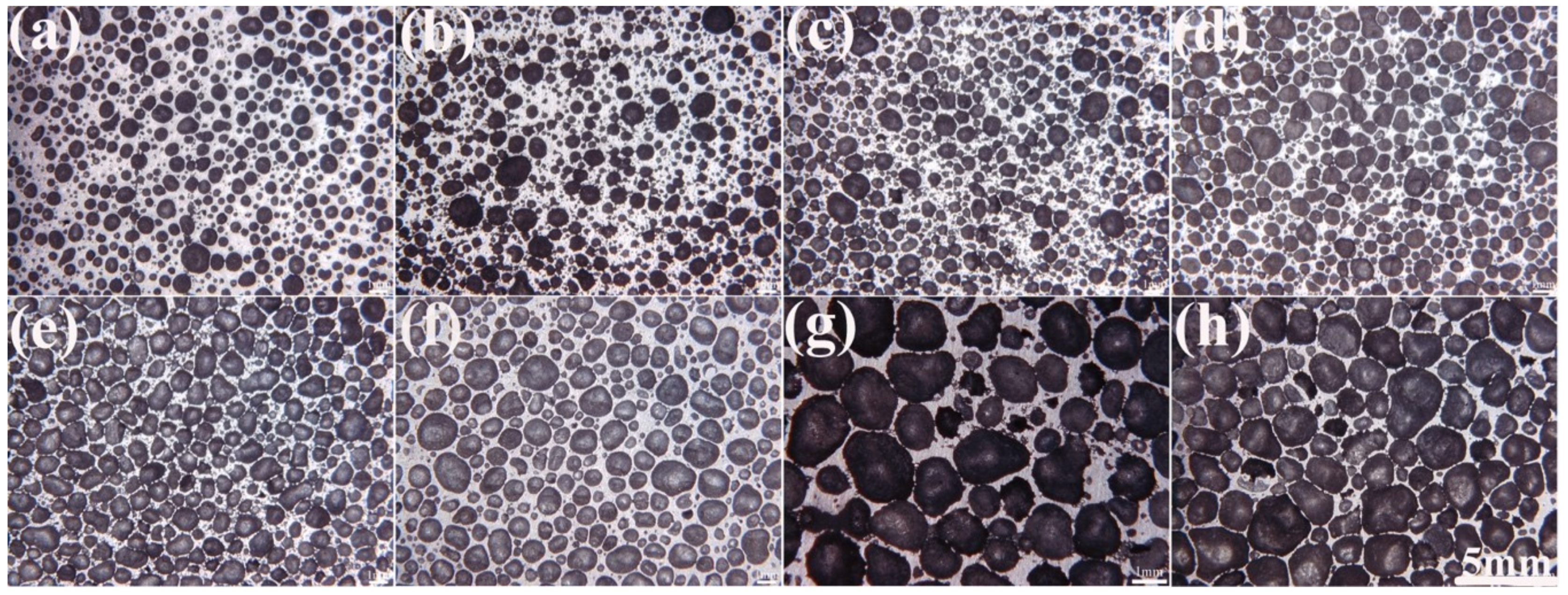
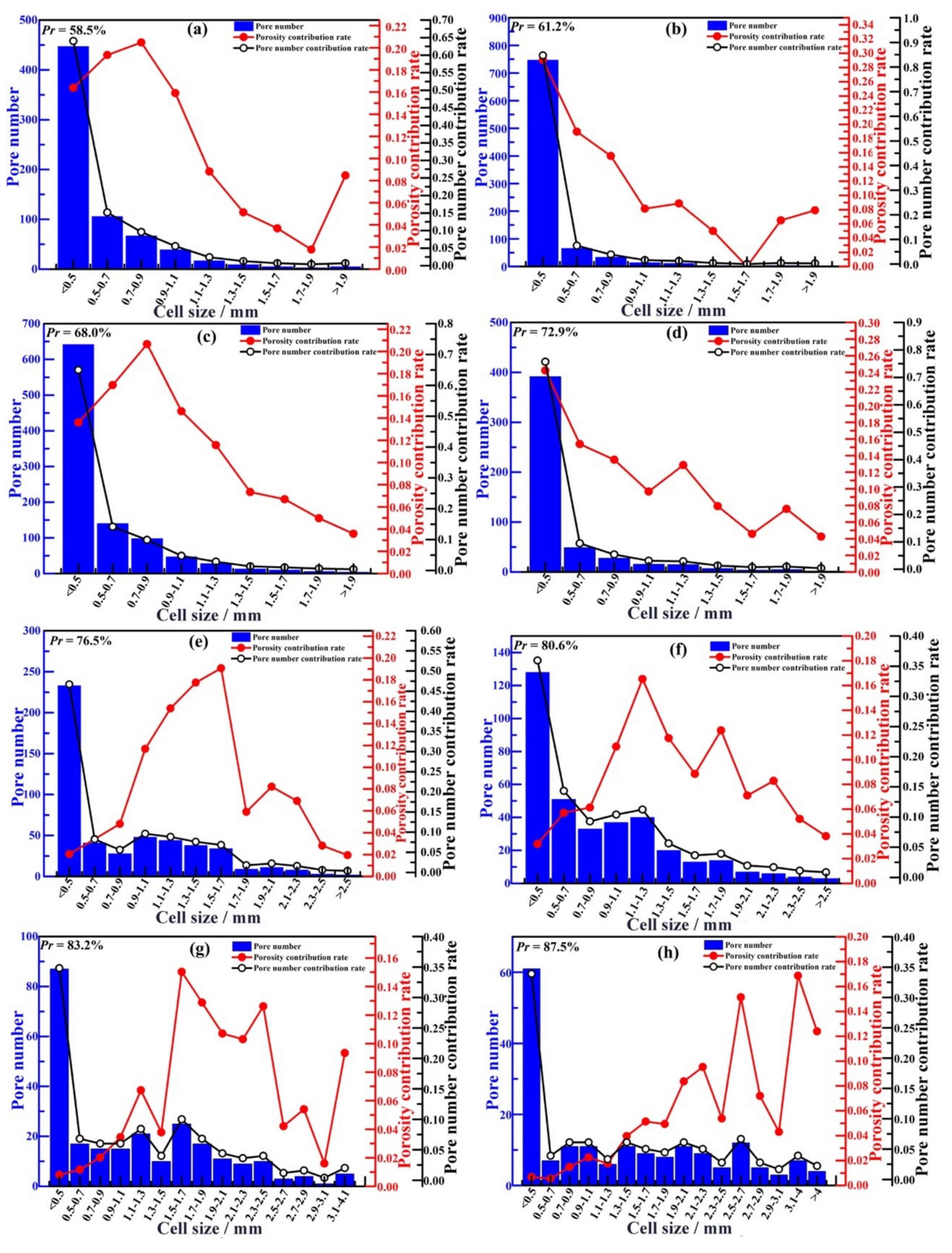
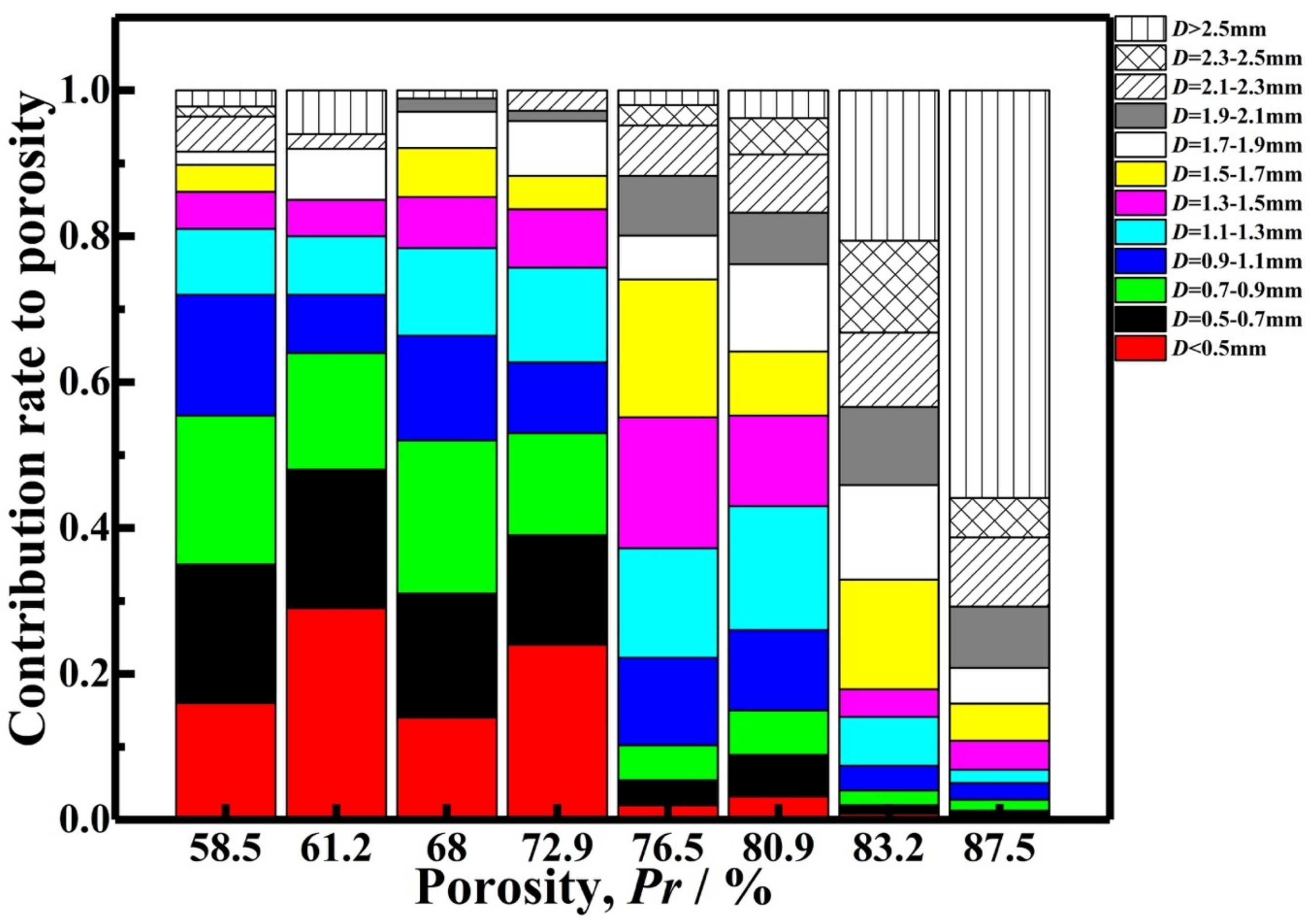
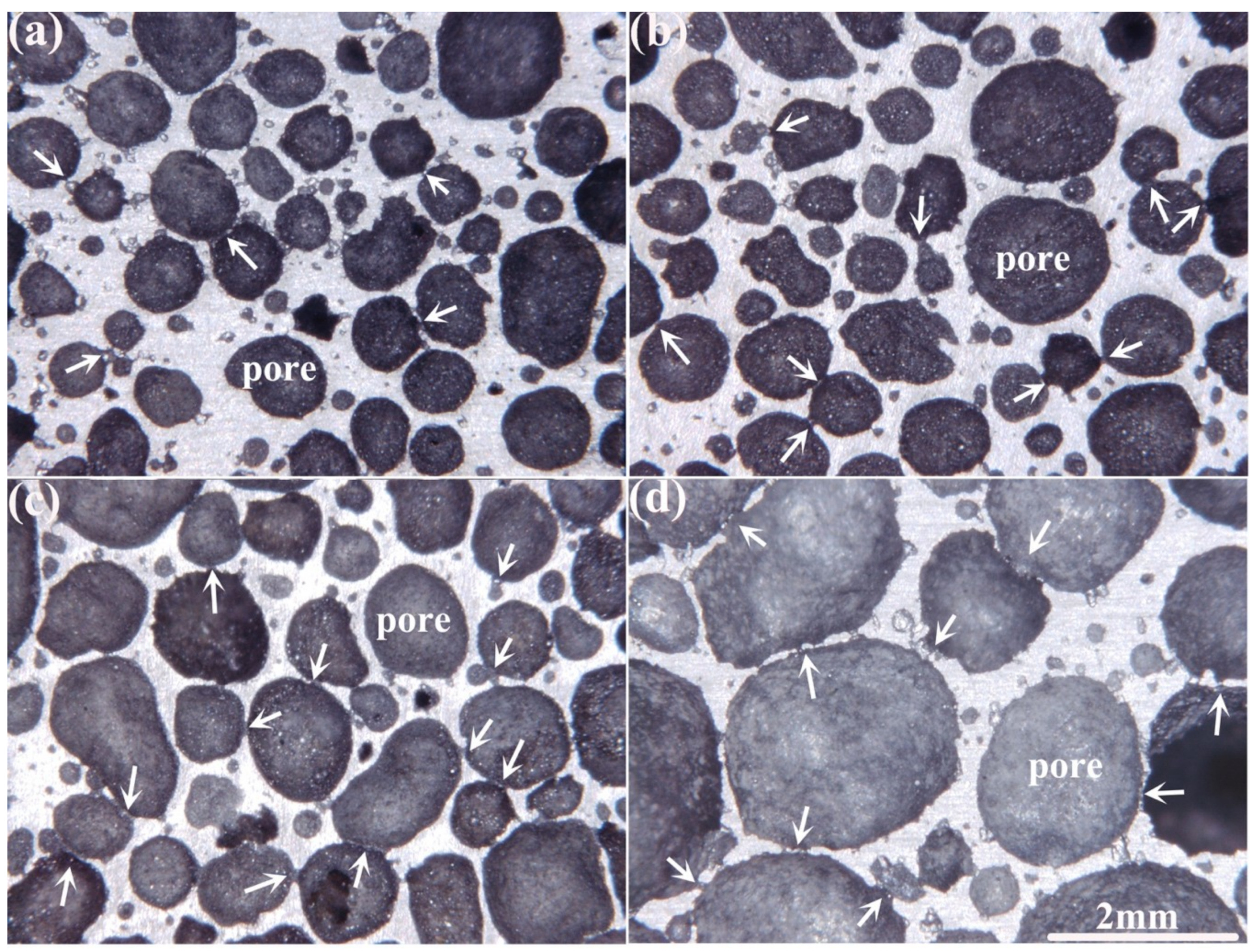
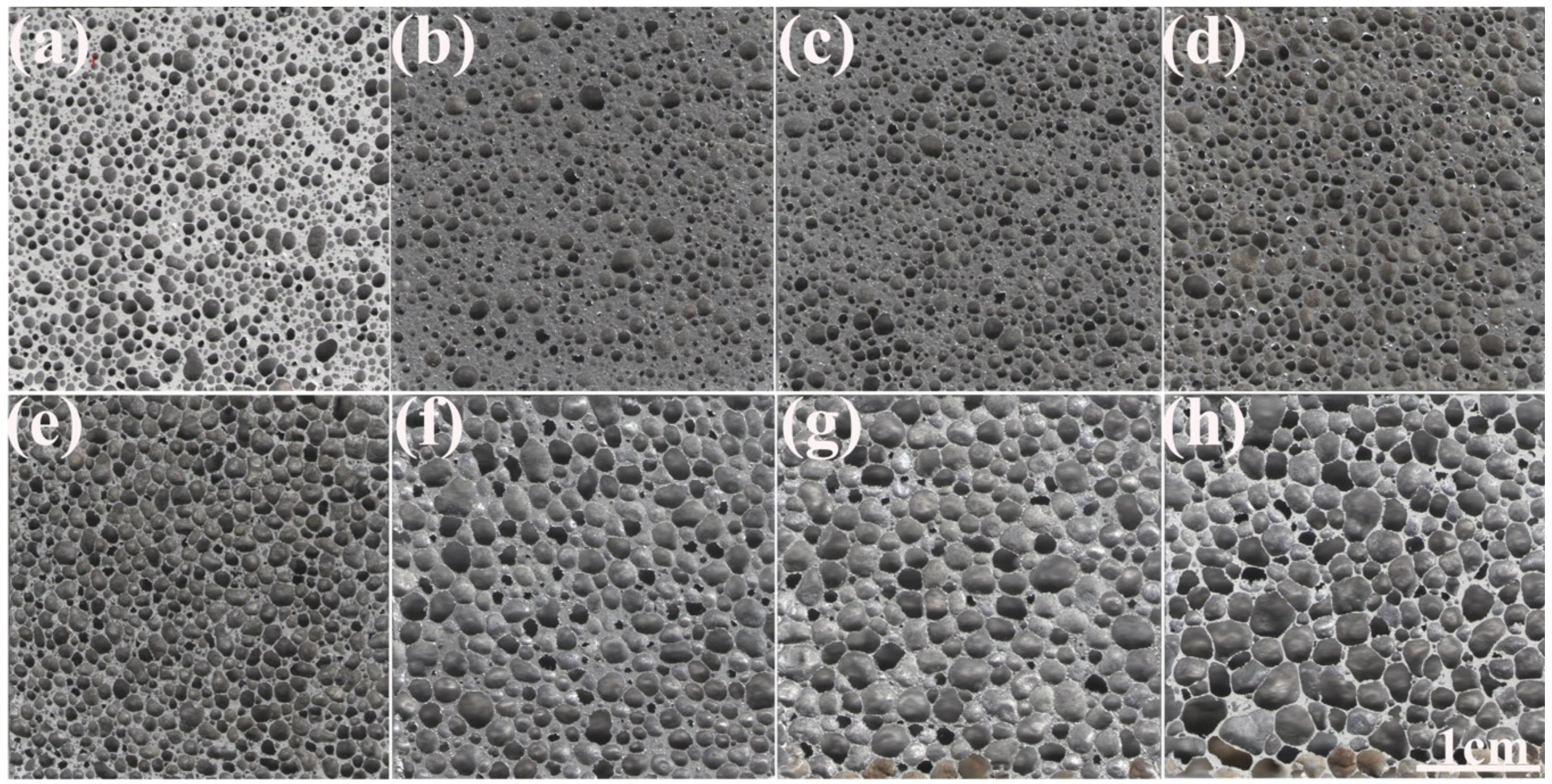
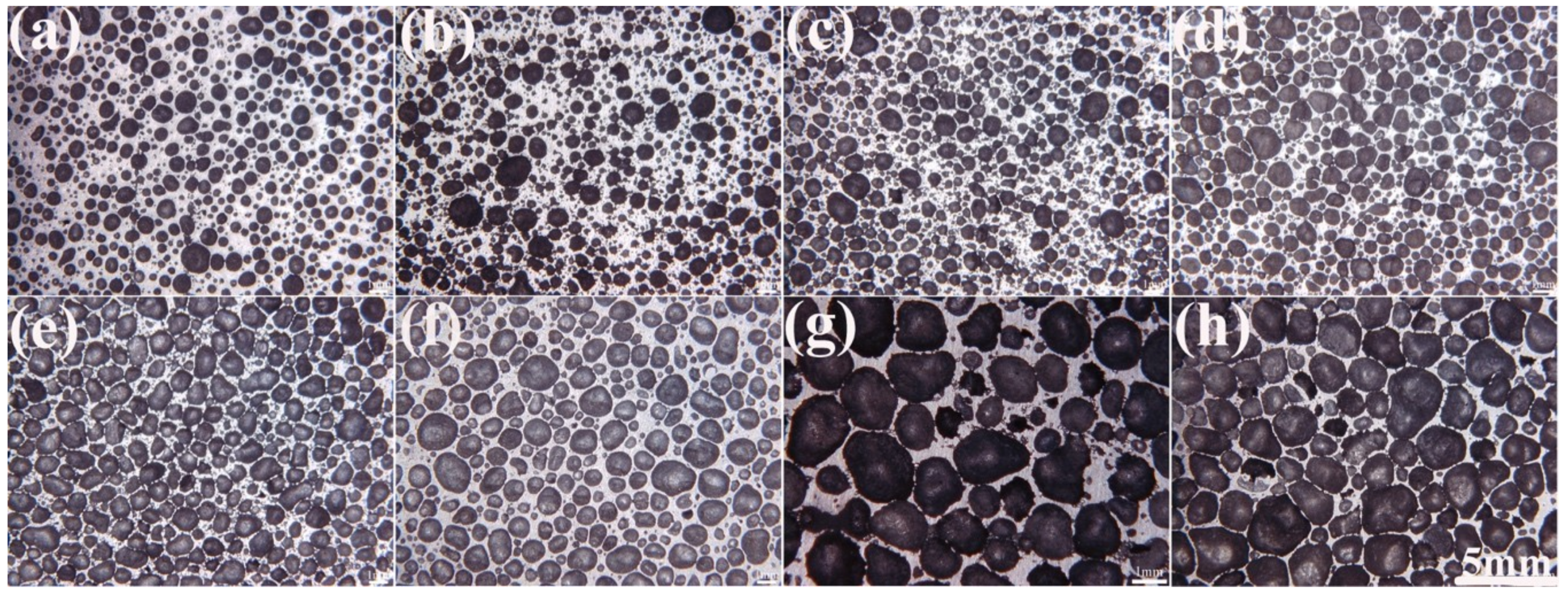
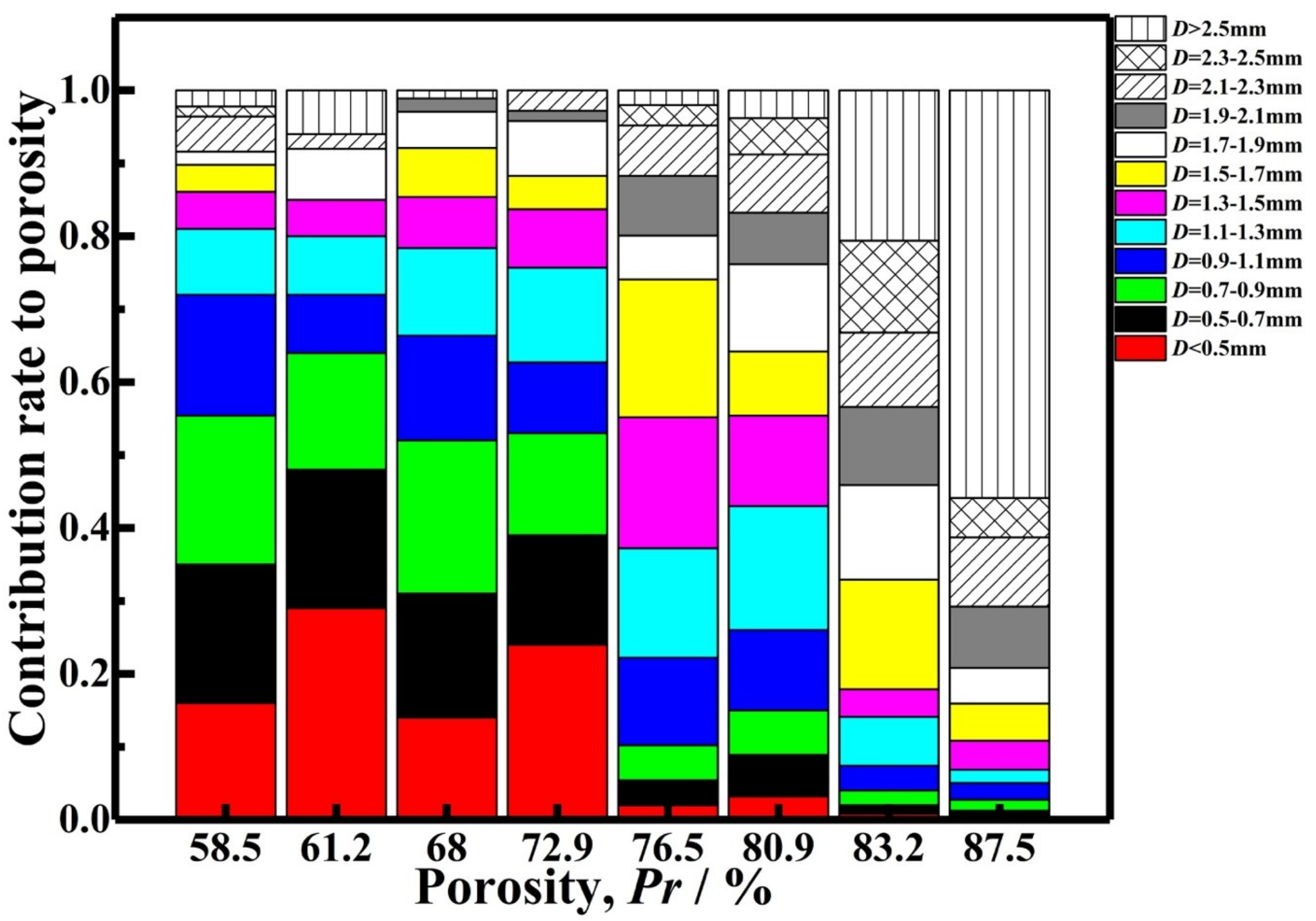
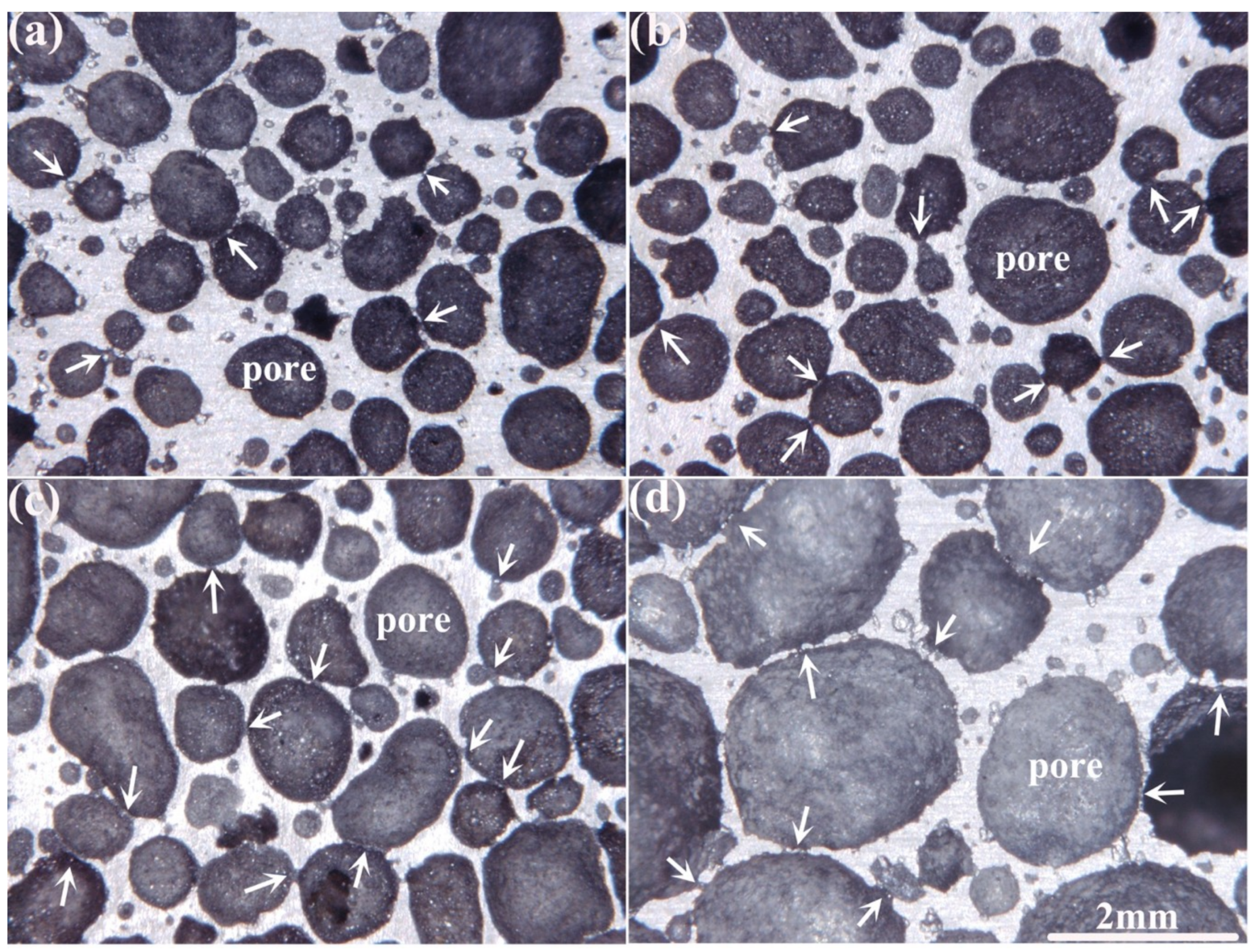
3.1. Pore Structure of AlCu5Mn Alloy Foam
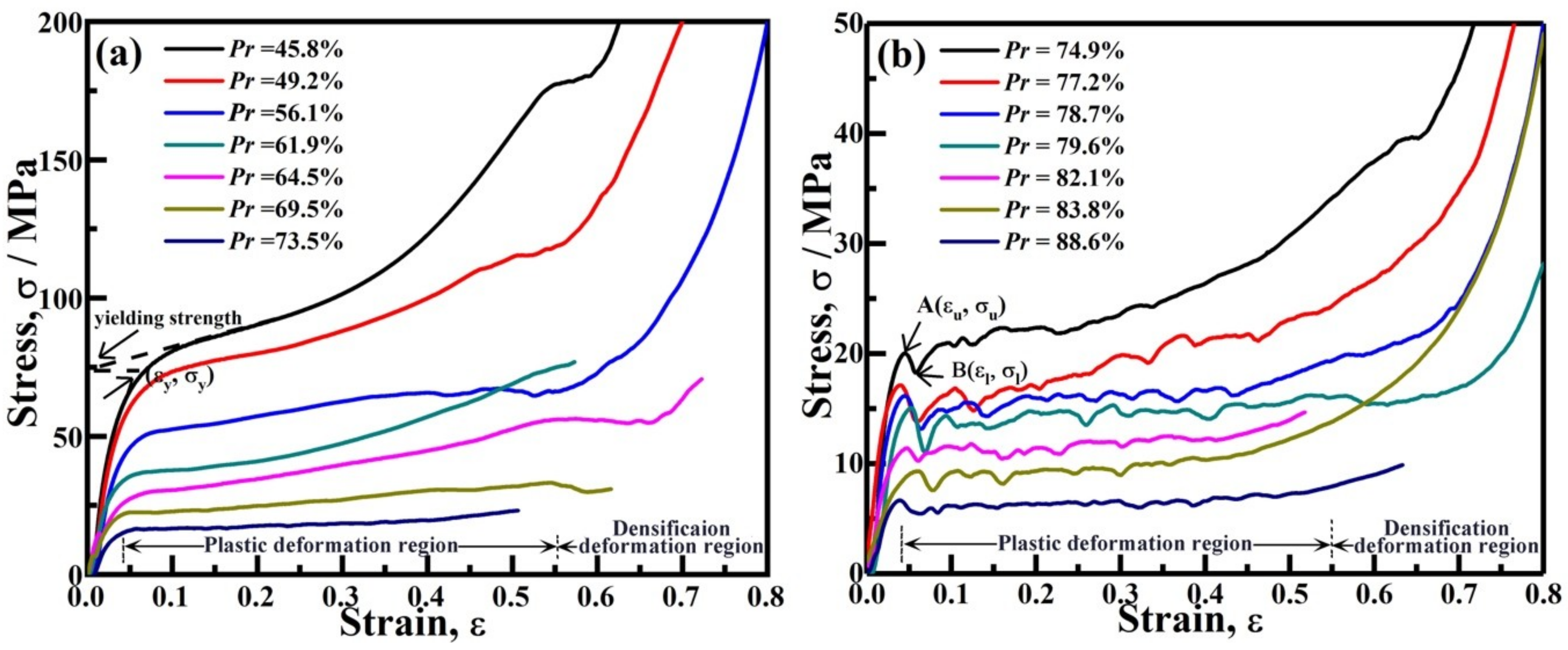
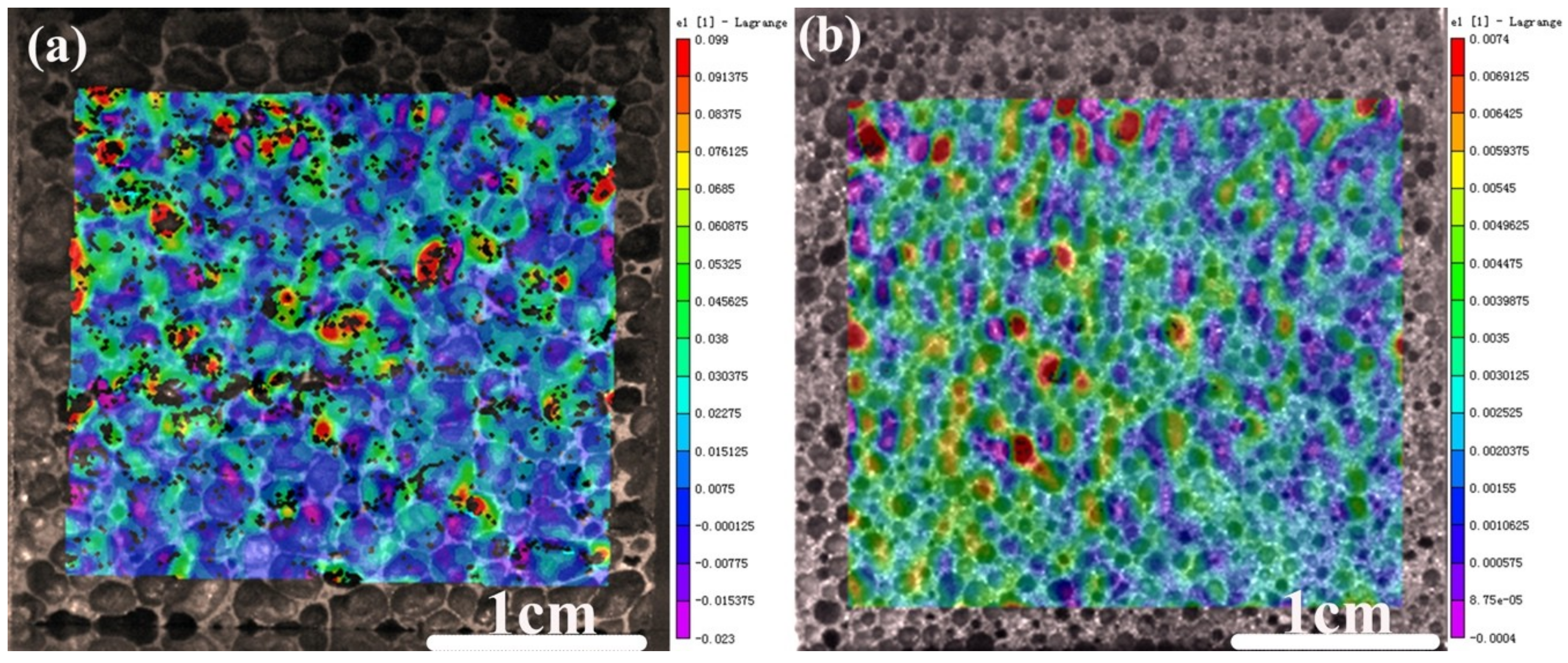
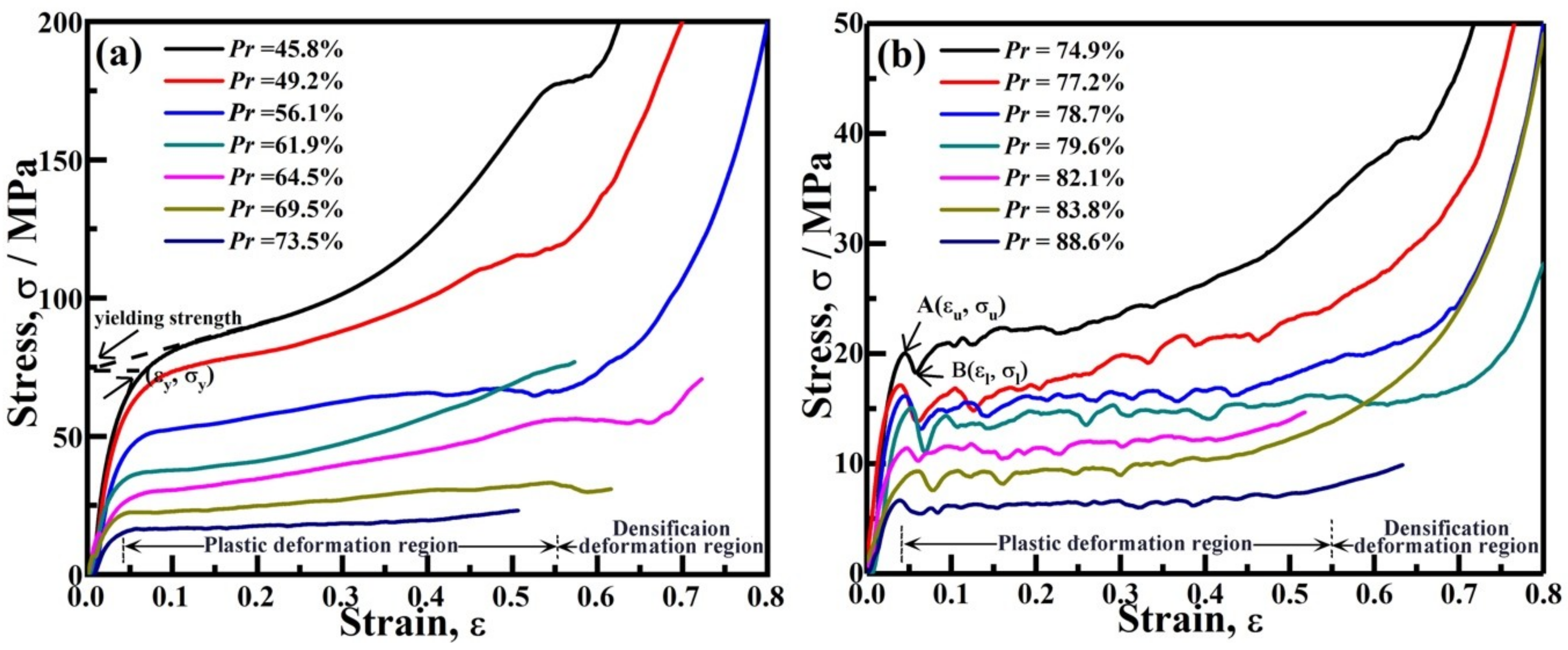
3.2. Compression Behavior of AlCu5Mn Alloy Foam
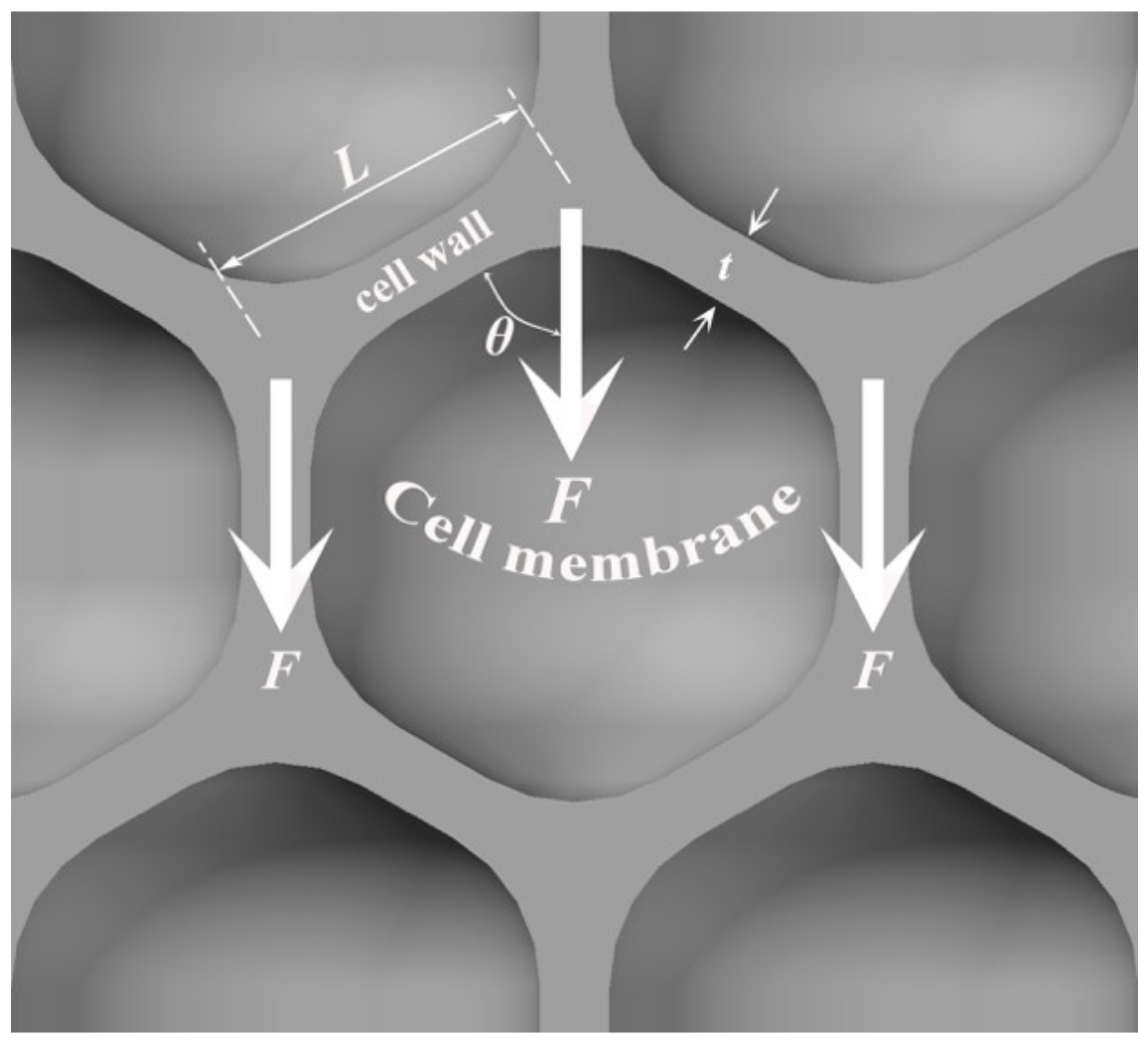
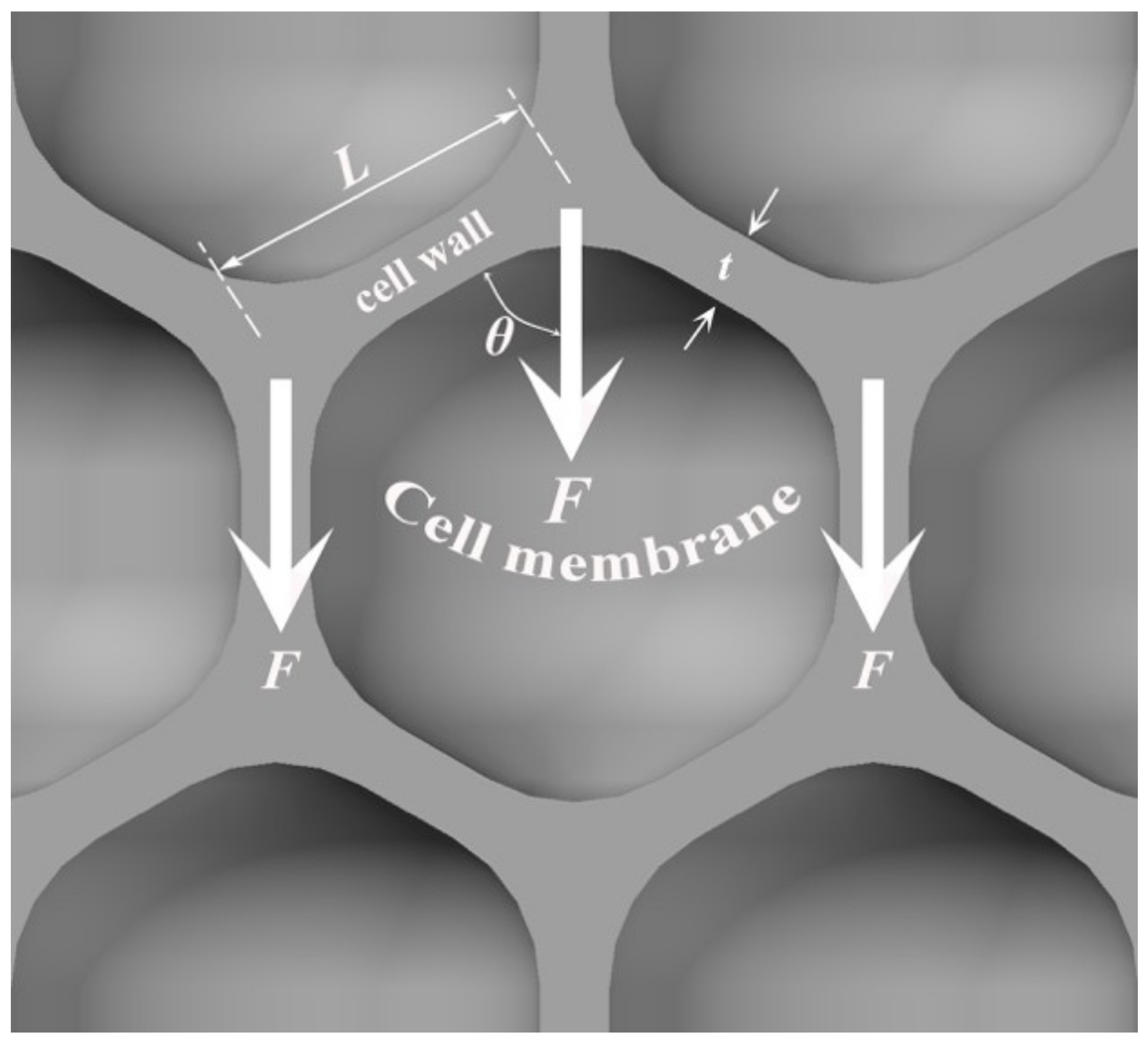
3.3. Coupling Effect of Porosity and Cell Size on Compression Property of AlCu5Mn Alloy Foam
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Shu, Z.; Davis, G.J. Review: Metallic foams-their production, properties and application. J. Mater. Sci. 1983, 18, 1899–1911. [Google Scholar]
- Banhart, J.; Baumeister, J. Deformation characteristics of metal foams. J. Mater. Sci. 1998, 33, 1431–1440. [Google Scholar] [CrossRef]
- Banhart, J. Manufacture, characterization and application of cellular metals and metal foams. Prog. Mater. Sci. 2001, 46, 559–632. [Google Scholar] [CrossRef]
- Garcia-Moreno, F. Commercial application of metal foams: Their properties and production. Materials 2016, 9, 85. [Google Scholar] [CrossRef] [PubMed]
- Banhart, J. Light-metal foams-history of innovation and technological challenges. Adv. Eng. Mater. 2013, 15, 82–111. [Google Scholar] [CrossRef]
- Tao, X.F.; Zhao, Y.Y. Compressive failure of al alloy matrix syntactic foams manufactured by melt infiltration. Mater. Sci. Eng. A 2012, 549, 228–232. [Google Scholar] [CrossRef]
- Lin, Y.F.; Zhang, Q.; Zhang, F.Y.; Chang, J.; Wu, G.H. Microstructure and strength correlation of pure Al-Mg syntactic foam composites subject to uniaxial compression. Mater. Sci. Eng. A 2017, 696, 236–247. [Google Scholar] [CrossRef]
- Wang, X.F.; Han, F.S.; Wang, X.F.; Li, Y.J. Effect of aluminum foam support and polyethylene glycol on surface morphology and photocatalytic behavior of TiO2 films. Mater. Chem. Phys. 2014, 145, 68–74. [Google Scholar] [CrossRef]
- Yang, K.M.; Yang, X.D.; Liu, E.Z.; Shi, C.S.; Ma, L.Y.; He, C.N.; Li, Q.Y.; Li, J.J.; Zhao, N.Q. High strain rate dynamic compressive properties and deformation behavior of Al matrix composite foams reinforced by in-situ grown carbon nanotube. Mater. Sci. Eng. A 2018, 729, 487–495. [Google Scholar] [CrossRef]
- Hangai, Y.; Morita, T.; Utsunomiya, T. Fabrication of Al foam with harmonic structure by Cu addition using sintering and dissolution process. Mater. Lett. 2018, 230, 120–122. [Google Scholar] [CrossRef]
- Szlancsik, A.; Katona, B.; Májlinger, K.; Orbulov, I.N. Compressive behavior and microstructural characteristics of iron hollow sphere filled aluminum matrix syntactic foams. Materials 2015, 8, 7926–7937. [Google Scholar] [CrossRef]
- Vendra, L.J.; Rabiei, A. A study on aluminum-steel composite metal foam processed by casting. Mater. Sci. Eng. A 2007, 465, 59–67. [Google Scholar] [CrossRef]
- Movahedi, N.; Taherishargh, M.; Belova, I.V.; Murch, G.E.; Fiedler, T. Mechanical and microstructural characterization of an AZ91-activated carbon syntactic foam. Materials 2019, 12, 3. [Google Scholar] [CrossRef] [PubMed]
- Aguirre-Perales, L.Y.; Jung, I.H.; Drew, R.A. Foaming behavior of powder metallurgical Al-Sn foams. Acta Mater. 2012, 60, 759–769. [Google Scholar] [CrossRef]
- Mondal, D.P.; Jha, N.; Das, B.S.; Badkul, A. Microarchitecture and compressive deformation behavior of Al-alloy (LM13)–cenosphere hybrid Al-foam prepared using CaCO3 as foaming agent. Mater. Sci. Eng. A 2013, 560, 601–610. [Google Scholar] [CrossRef]
- Kader, M.A.; Islam, M.A.; Saadatfar, M.; Hazell, P.J.; Brown, A.D.; Ahmed, S.; Escobedo, J.P. Macro and micro collapse mechanism of close-cell aluminium foams during quasi-static compression. Mater. Des. 2017, 118, 11–21. [Google Scholar] [CrossRef]
- Wang, N.Z.; Maire, E.; Chen, X.; Adrienb, J.; Li, Y.X.; Amani, Y.; Hu, L.; Cheng, Y. Compressive performance and deformation mechanism of the dynamic gas injection aluminum foams. Mater. Charact. 2019, 147, 11–20. [Google Scholar] [CrossRef]
- Heim, K.; García-Moreno, F.; Banhart, J. Particle size and fraction required to stabilise aluminium alloy foams created by gas injection. Scr. Mater. 2018, 153, 54–58. [Google Scholar] [CrossRef]
- Yang, D.H.; Chen, J.Q.; Wang, L.; Jiang, J.H.; Ma, A.B. Fabrication of Al foam without thickening process through melt-foaming method. J. Iron Steel Res. Int. 2018, 25, 90–98. [Google Scholar] [CrossRef]
- Bhogi, S.; Mukherjee, M. Foam stabilization by magnesium. Mater. Lett. 2017, 200, 118–120. [Google Scholar] [CrossRef]
- Yu, H.J.; Guo, Z.Q.; Li, B.; Yao, G.Y.; Luo, H.J.; Liu, Y.H. Research into the effect of cell diameter of aluminum foam on its compressive and energy absorption properties. Mater. Sci. Eng. A 2007, 454, 542–546. [Google Scholar] [CrossRef]
- Yang, D.H.; Yang, S.R.; Ma, A.B.; Jiang, J.H. Compression properties of cellular AlCu5Mn alloy foams with wide range of porosity. J. Mater. Sci. 2009, 44, 5552–5556. [Google Scholar] [CrossRef]
- Cady, C.M.; Gray, G.T., III; Liu, C.; Lovato, M.L.; Mukai, T. Compressive properties of a closed-cell aluminum foam as a function of strain rate and temperature. Mater. Sci. Eng. A 2009, 525, 1–6. [Google Scholar] [CrossRef]
- Mu, Y.L.; Yao, G.C.; Luo, H.J. Effect of cell shape anisotropy on the compressive behavior of closed-cell aluminum foams. Mater. Des. 2010, 31, 1567–1569. [Google Scholar] [CrossRef]
- Sadot, O.; Ram, O.; Anteby, I.; Gruntman, S.; Ben-Dor, G. The trapped gas effect on the dynamic compressive strength of light aluminum foams. Mater. Sci. Eng. A 2016, 659, 278–286. [Google Scholar] [CrossRef]
- Mukherjee, M.; García-Moreno, F.; Jimenez, C.; Rack, A.; Banhart, J. Microporosity in aluminium foams. Acta Mater. 2017, 131, 156–168. [Google Scholar] [CrossRef]
- Mu, Y.L.; Yao, G.C.; Liang, L.S.; Luo, H.J.; Zu, G.Y. Deformation mechanism of closed-cell aluminum foam in compression. Scr. Mater. 2010, 63, 629–632. [Google Scholar] [CrossRef]
- Kaufan, J.G.; Rooy, E.L. Aluminum Alloy Castings: Properties, Process and Applications; ASM International Materials Park: Giog County, OH, USA, 2008; p. 13. [Google Scholar]
- An, J.R.; Tian, L.G. Handbook of Metal Materials; Chemical Industry Press: Beijing, China, 2008; p. 508. [Google Scholar]
- Yang, D.H.; Hur, B.Y.; Hur, D.P.; Yang, S.R. Effect of decomposition properties of titanium hydride on the foaming process and pore structures of Al alloy melt foam. Mater. Sci. Eng. A 2007, 445, 415–426. [Google Scholar] [CrossRef]
- Yang, D.H.; Chen, J.Q.; Wang, H.; Jiang, J.H.; Ma, A.B.; Lu, Z.P. Effect of decomposition of titanium hydride on the Al alloy melt foaming process. J. Mater. Sci. Technol. 2015, 31, 361–368. [Google Scholar] [CrossRef]
- Song, Z.L.; Zhu, J.S.; Ma, L.Q.; He, D.P. Evolution of foamed aluminum structure in foaming process. Mater. Sci. Eng. A 2001, 298, 137–143. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, D.; Wang, H.; Guo, S.; Chen, J.; Xu, Y.; Lei, D.; Sun, J.; Wang, L.; Jiang, J.; Ma, A. Coupling Effect of Porosity and Cell Size on the Deformation Behavior of Al Alloy Foam under Quasi-Static Compression. Materials 2019, 12, 951. https://doi.org/10.3390/ma12060951
Yang D, Wang H, Guo S, Chen J, Xu Y, Lei D, Sun J, Wang L, Jiang J, Ma A. Coupling Effect of Porosity and Cell Size on the Deformation Behavior of Al Alloy Foam under Quasi-Static Compression. Materials. 2019; 12(6):951. https://doi.org/10.3390/ma12060951
Chicago/Turabian StyleYang, Donghui, Hui Wang, Sensen Guo, Jianqing Chen, Yongmin Xu, Dong Lei, Jiapeng Sun, Lei Wang, Jinghua Jiang, and Aibin Ma. 2019. "Coupling Effect of Porosity and Cell Size on the Deformation Behavior of Al Alloy Foam under Quasi-Static Compression" Materials 12, no. 6: 951. https://doi.org/10.3390/ma12060951
APA StyleYang, D., Wang, H., Guo, S., Chen, J., Xu, Y., Lei, D., Sun, J., Wang, L., Jiang, J., & Ma, A. (2019). Coupling Effect of Porosity and Cell Size on the Deformation Behavior of Al Alloy Foam under Quasi-Static Compression. Materials, 12(6), 951. https://doi.org/10.3390/ma12060951