Advantages of the Application of the Temper Bead Welding Technique During Wet Welding


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Welding Process
2.3. Examination Procedure
3. Results and Discussion
3.1. CTS Test
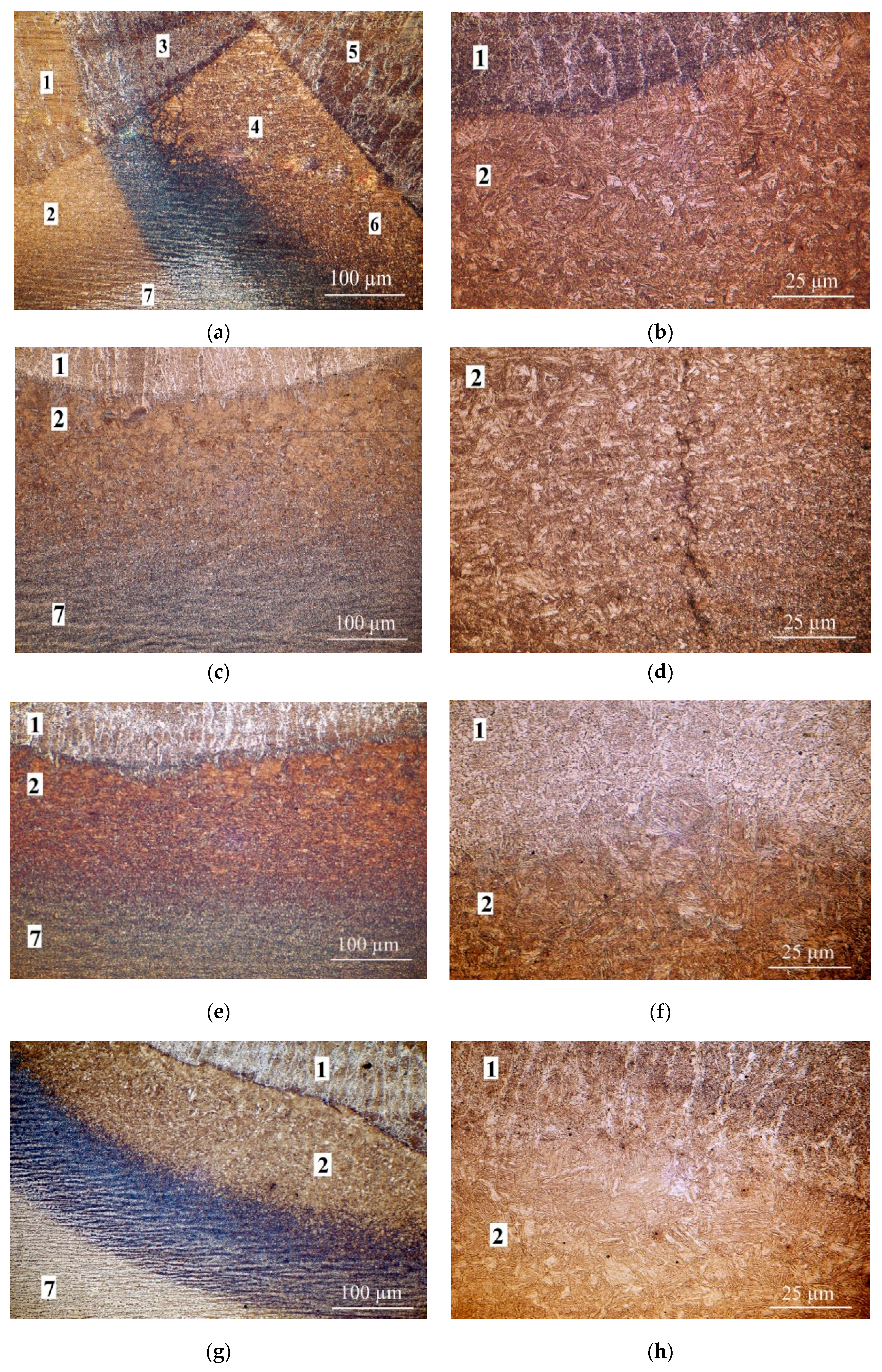
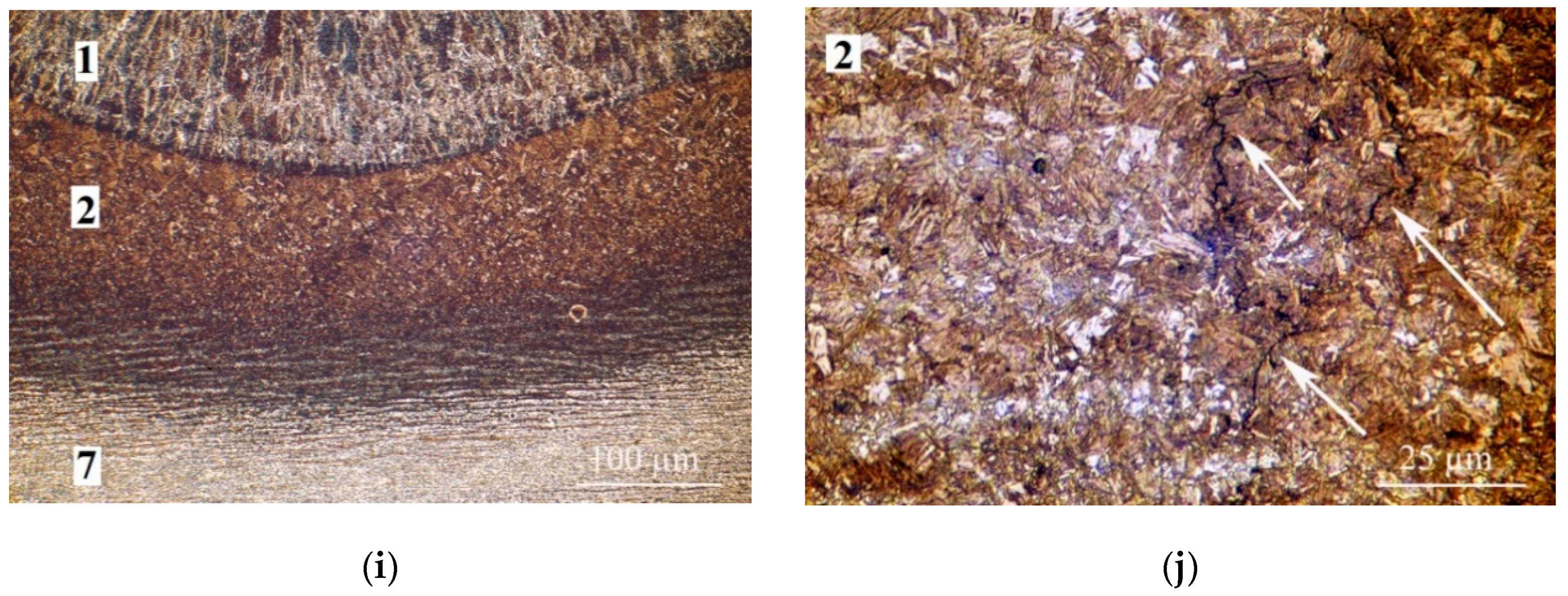
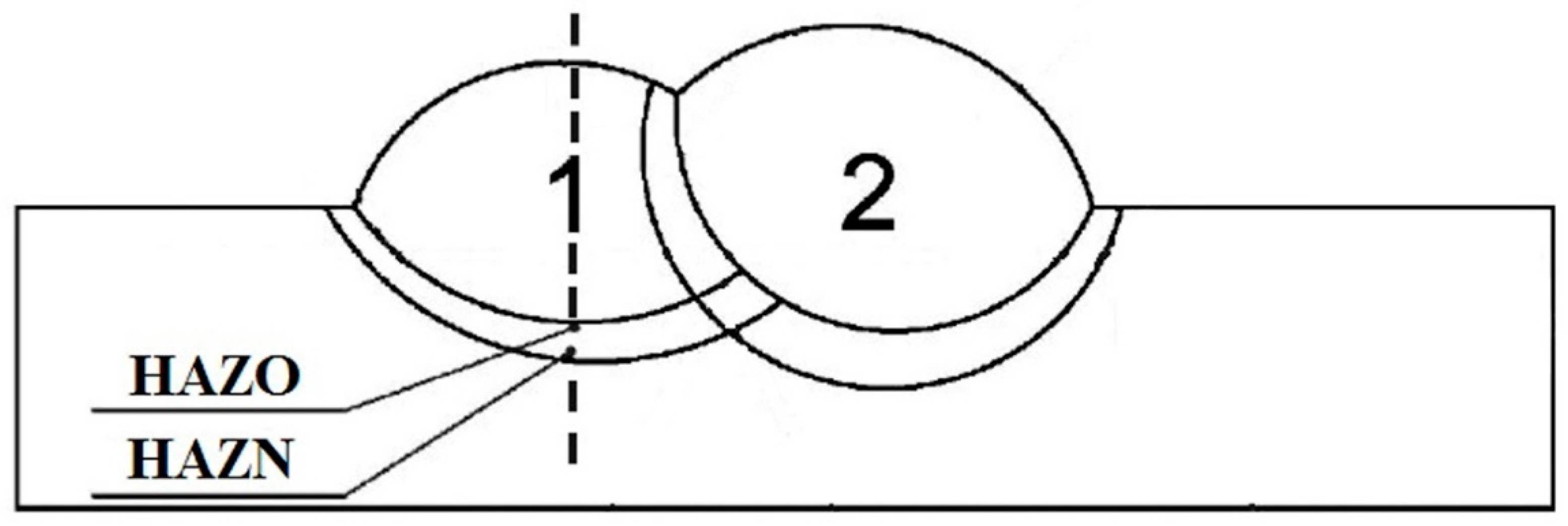
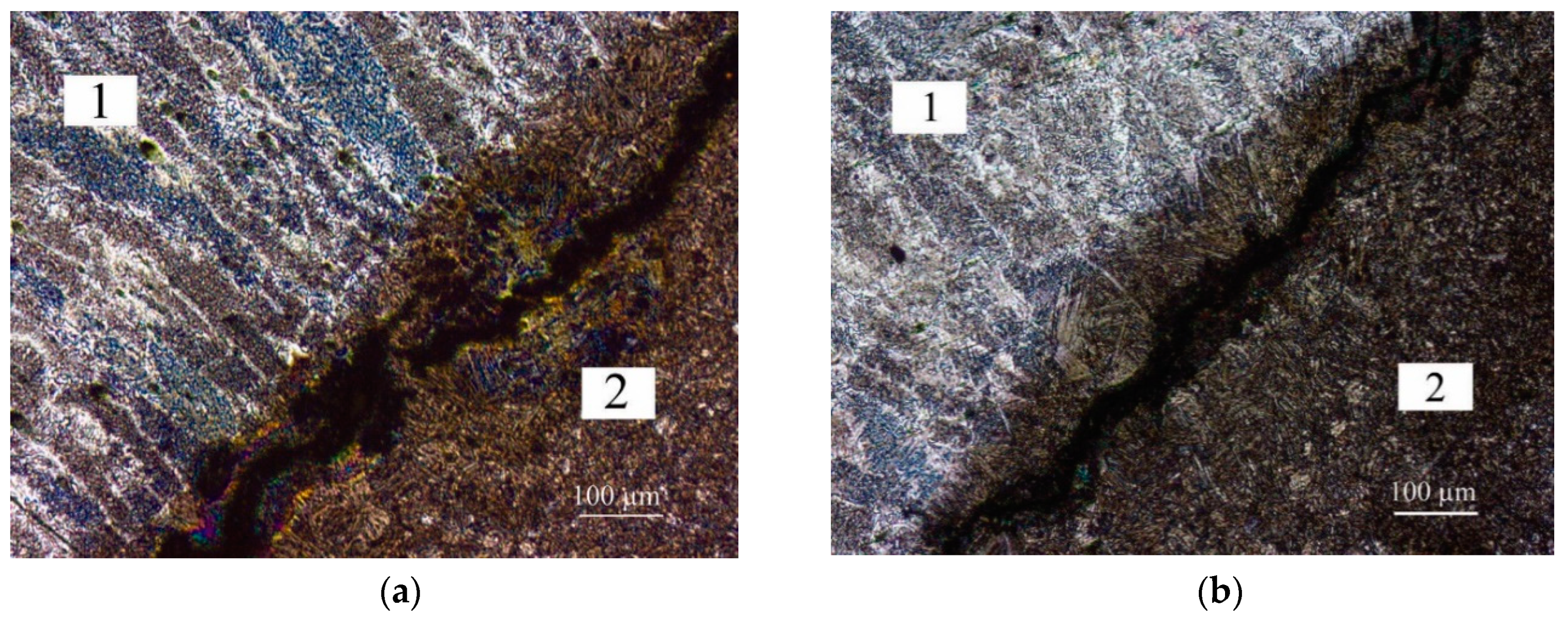
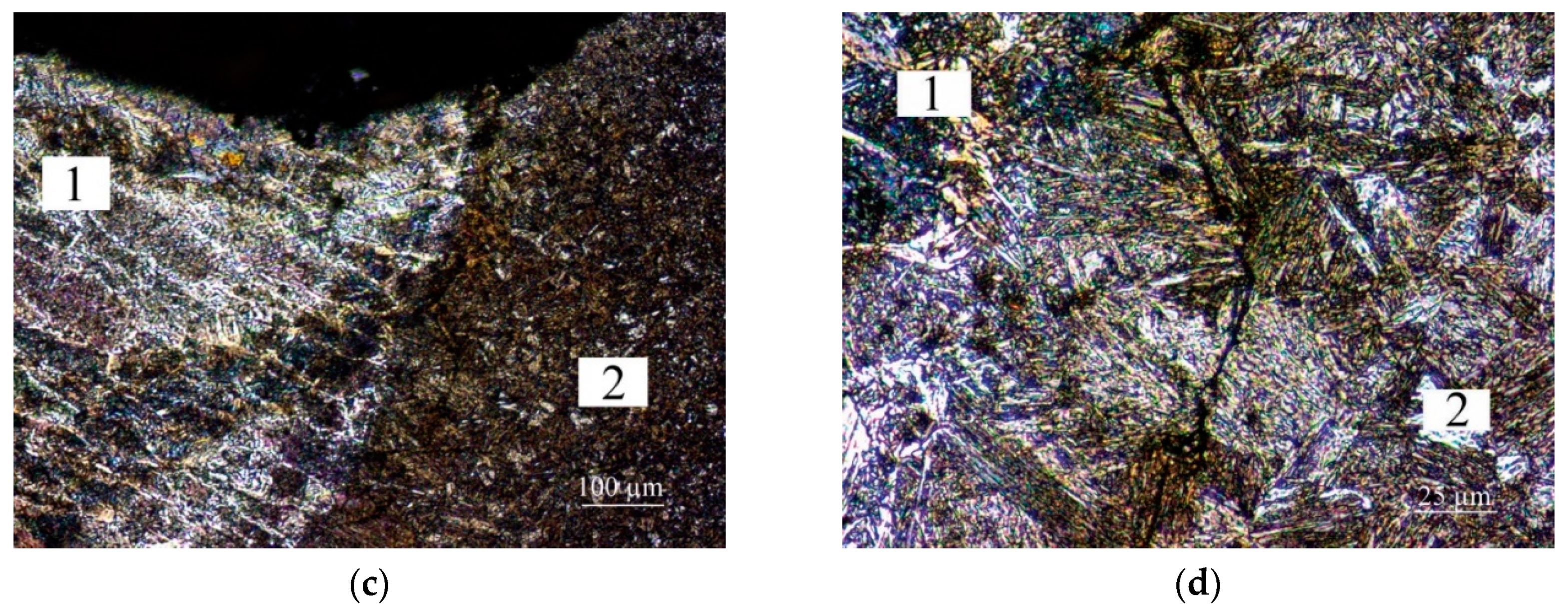
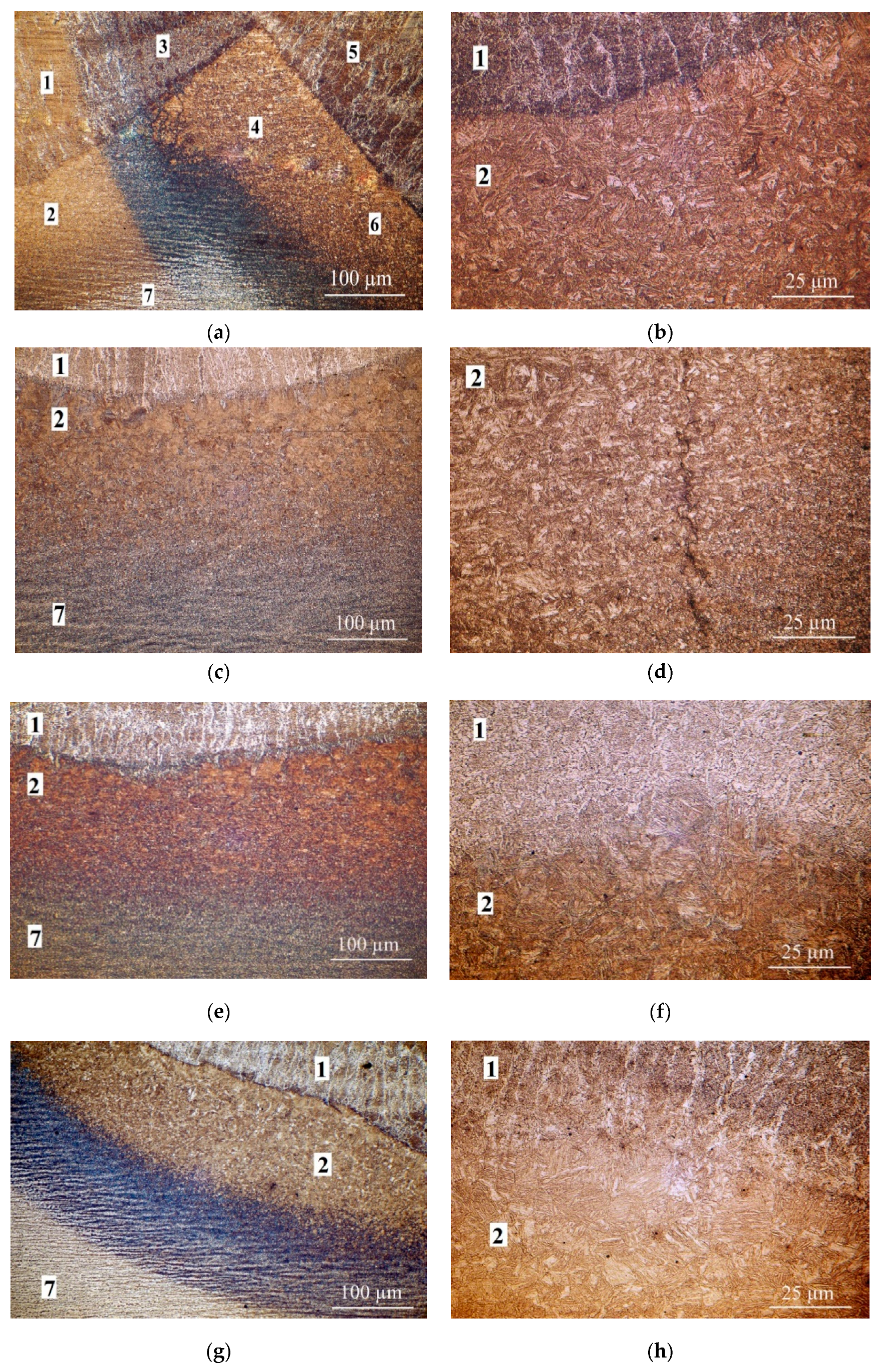
3.1.1. Microscopic Testing
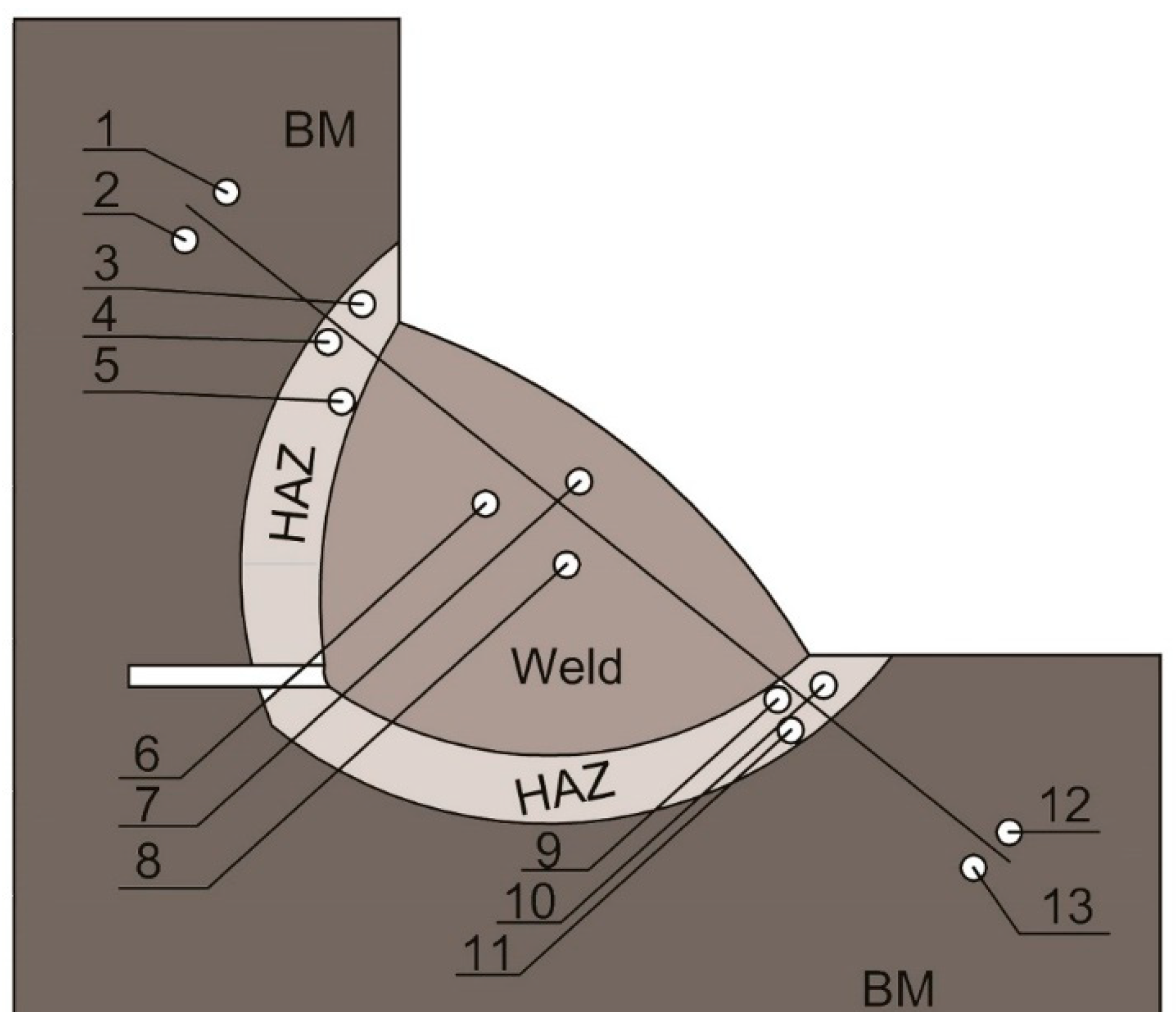
3.1.2. Hardness Measurements
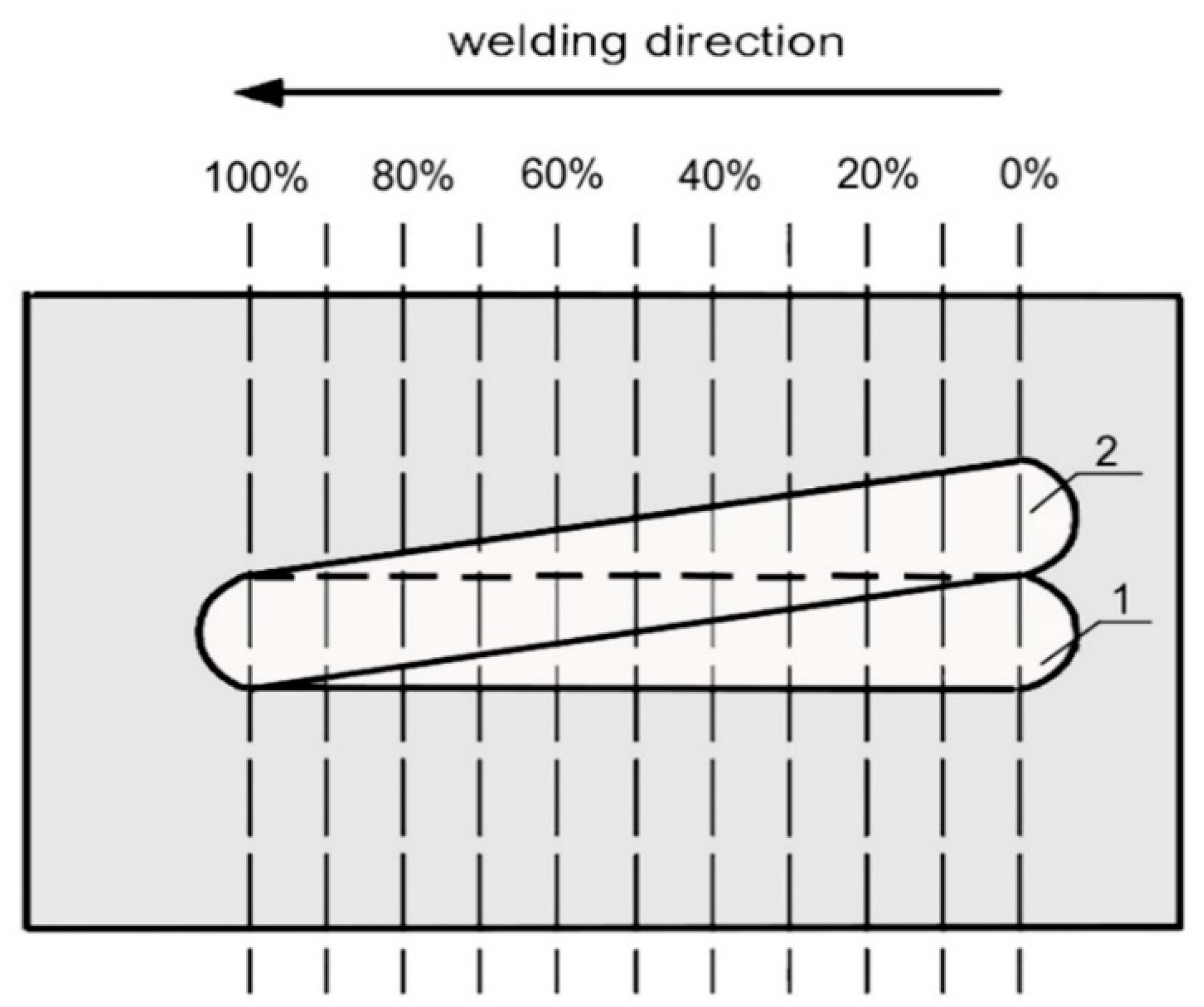
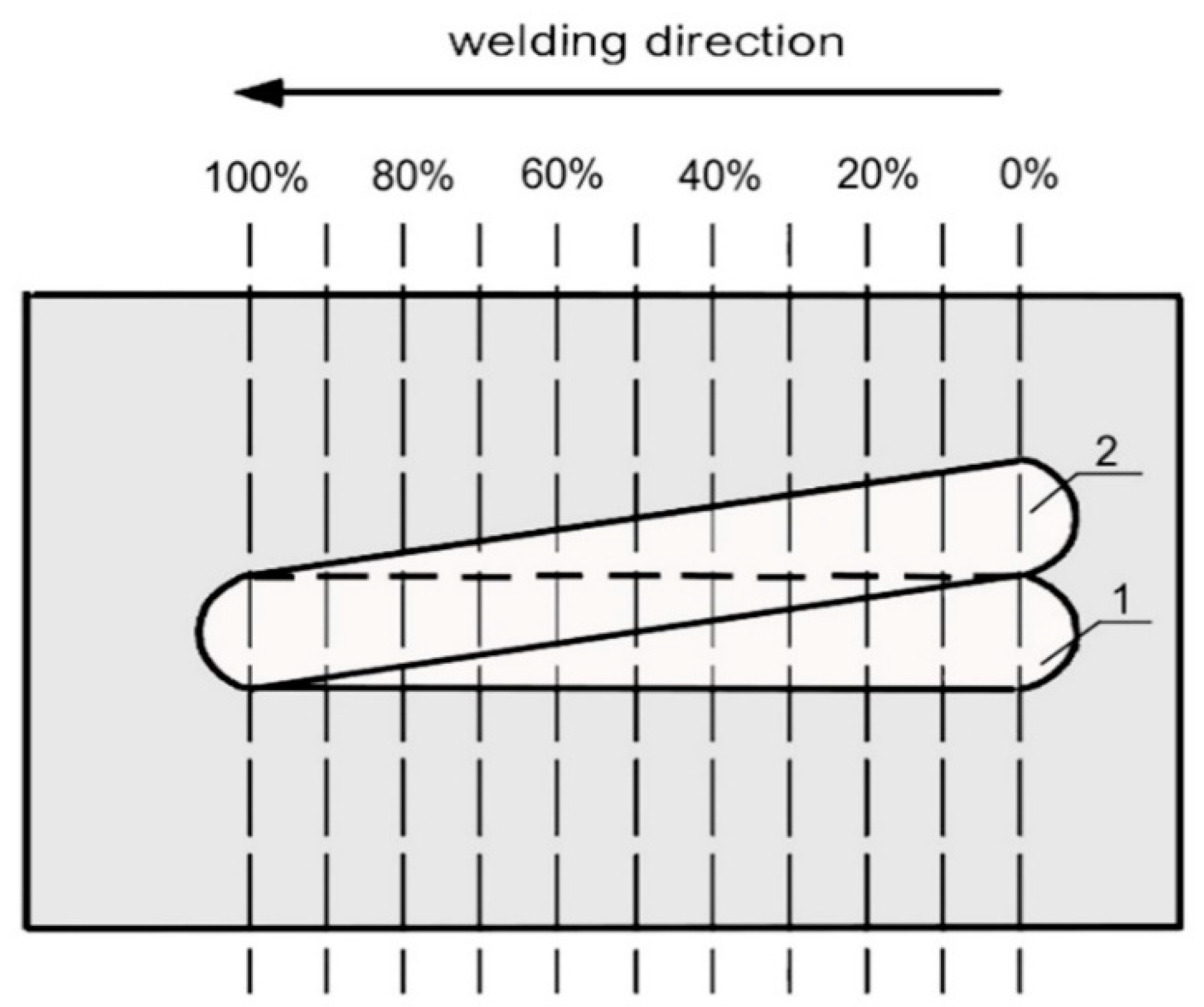
3.2. Temper Bead Welding Test
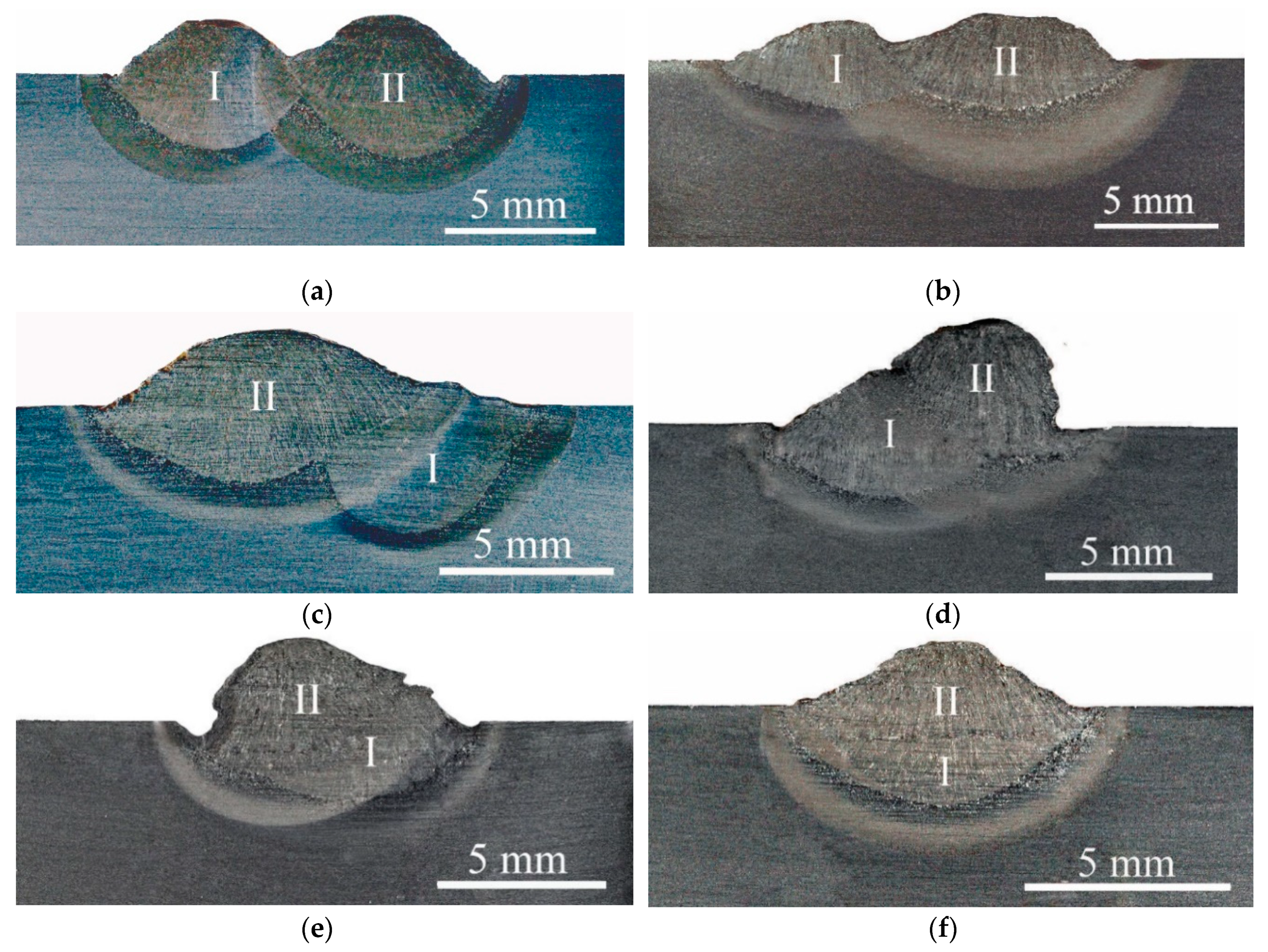
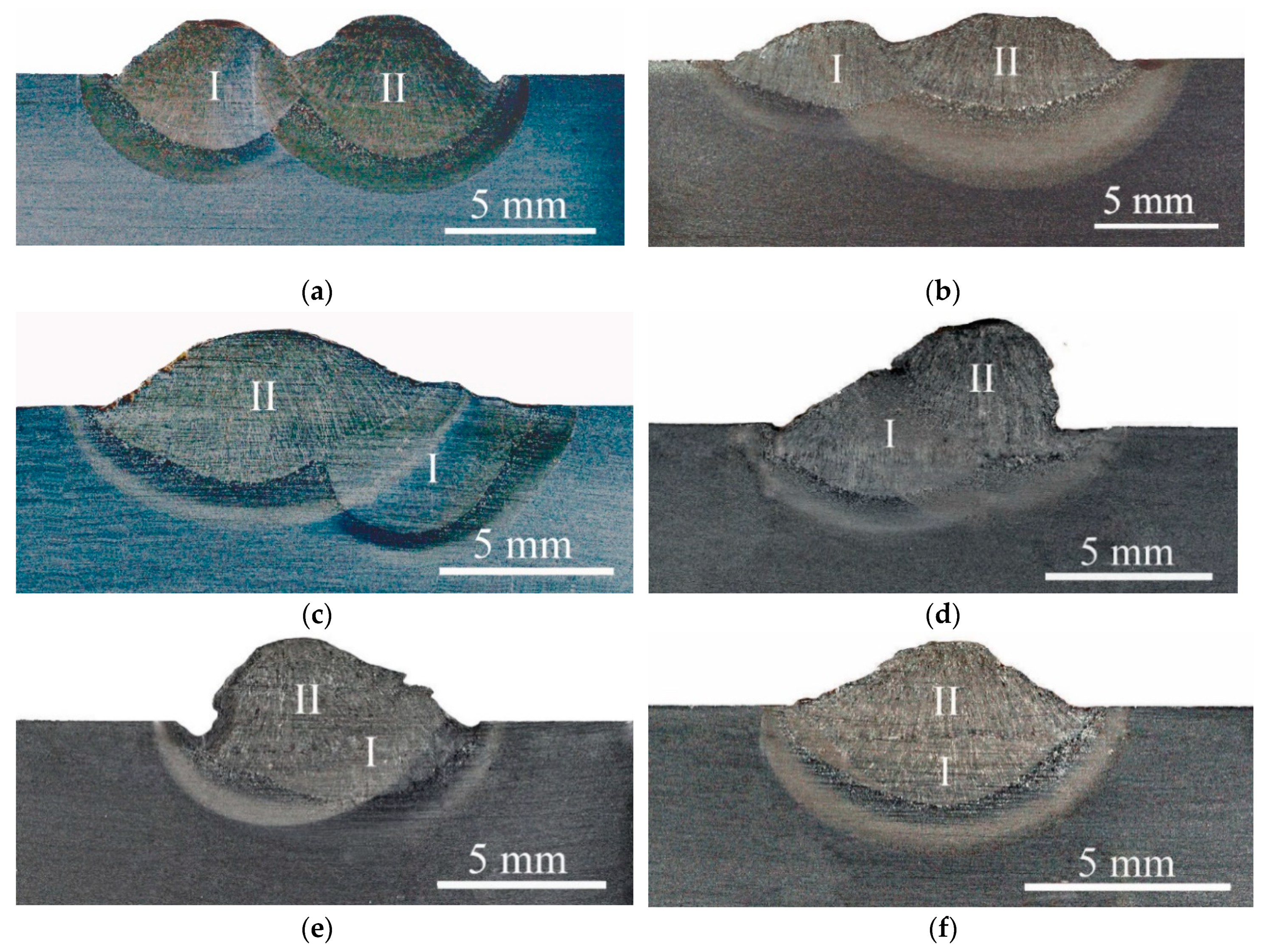
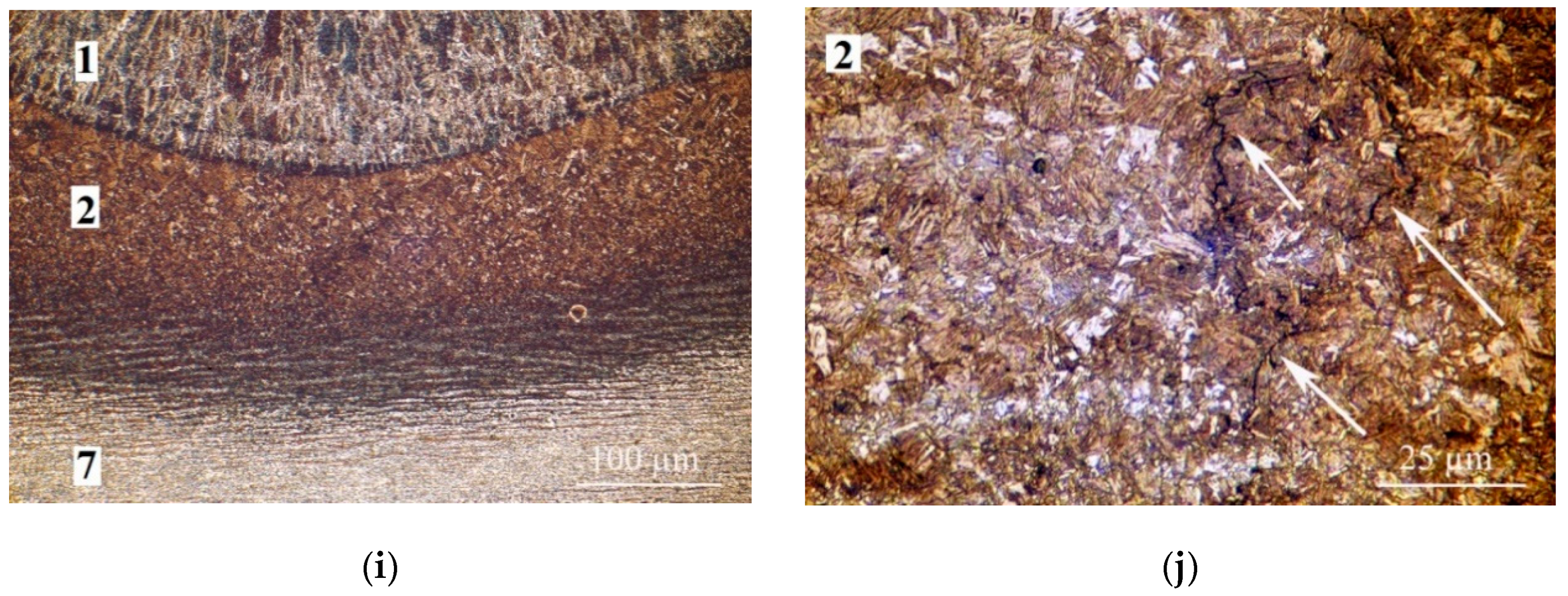
3.2.1. Macroscopic Testing
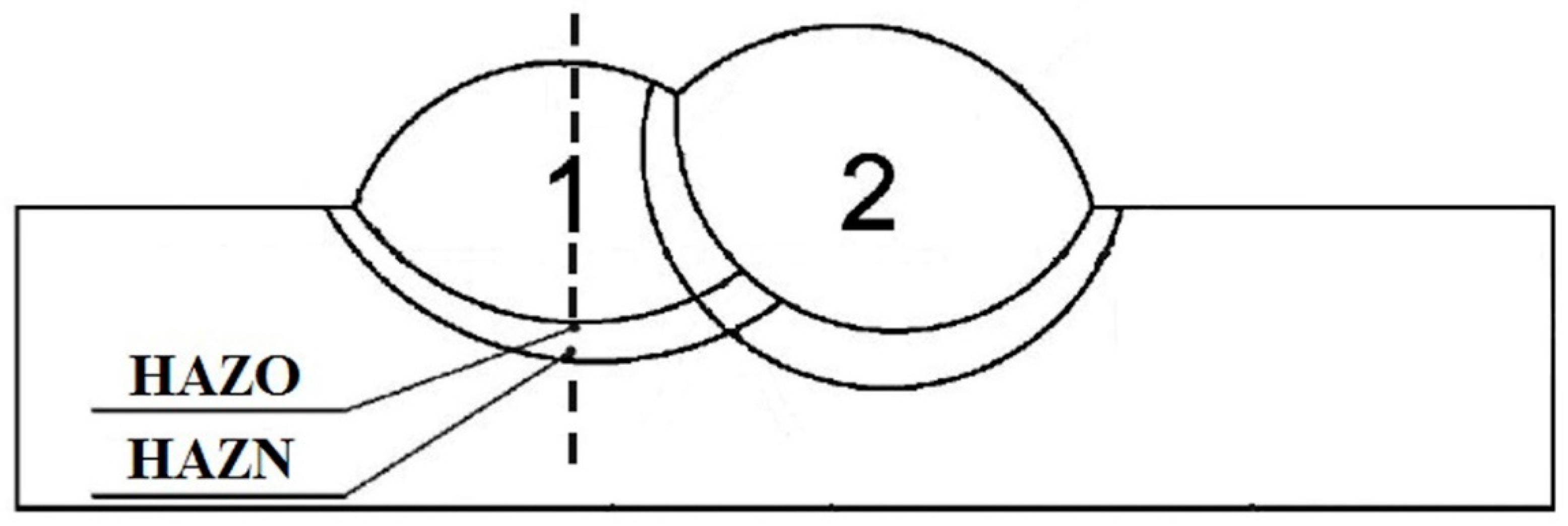
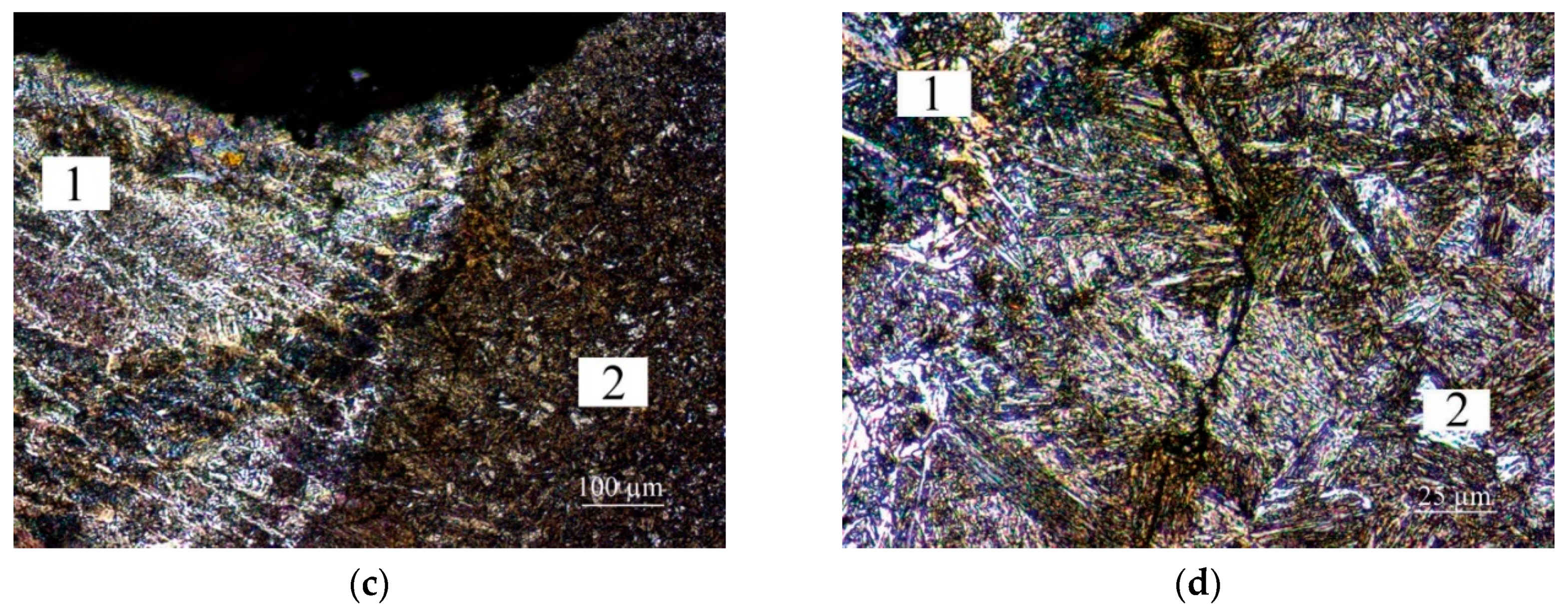
3.2.2. Microscopic Testing
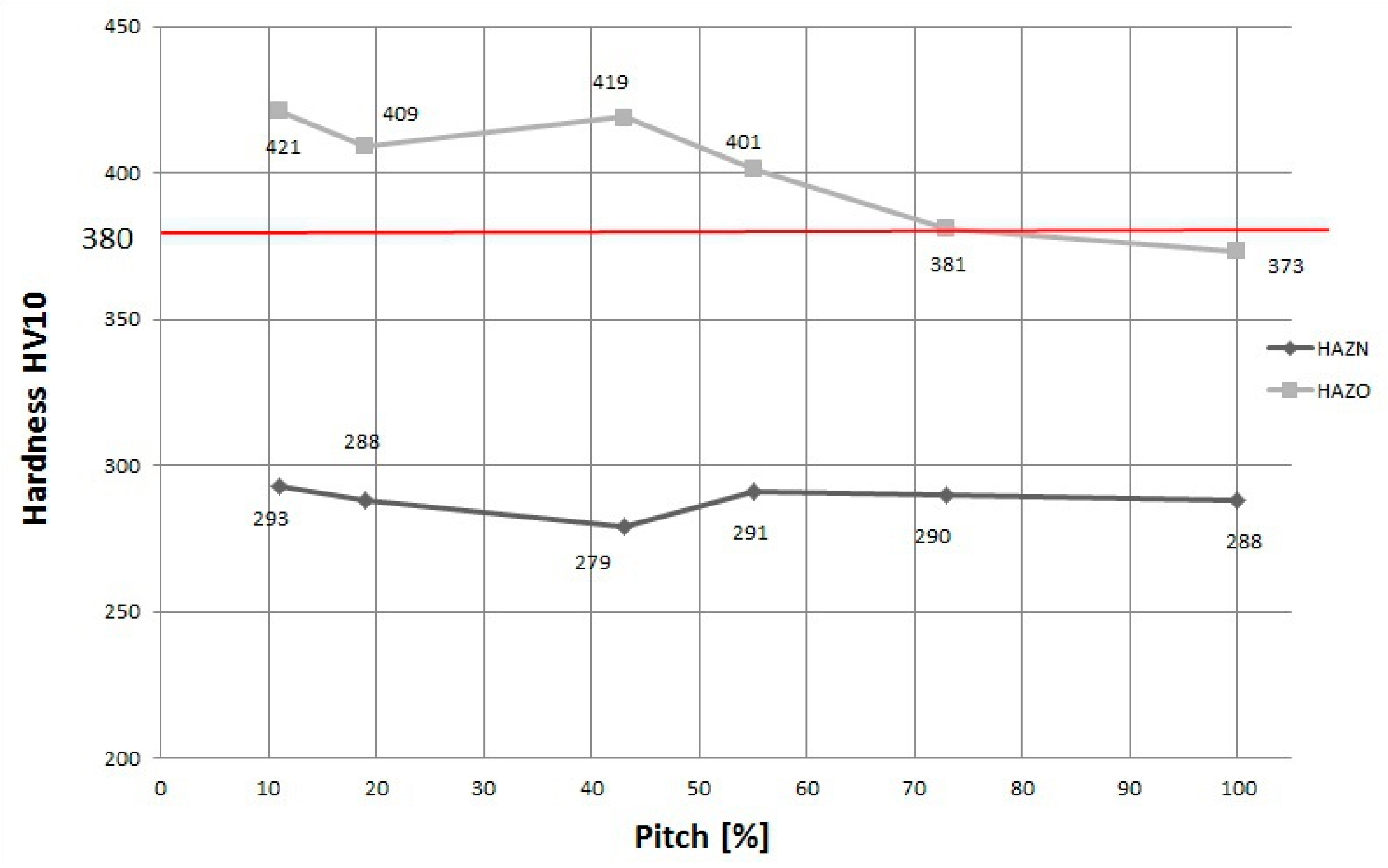
3.2.3. Hardness Measurements
4. Conclusions
- S460ML thermo-mechanically rolled steel has high susceptibility to cold cracking in wet welding conditions using covered electrodes. The joints are characterized by high hardness (above the critical value of 380 HV10). There is also a lot of cracking in the HAZ.
- The TBW technique allows for reducing hardness in the HAZ of specimens made in the water environment. In comparison to the CTS test specimens, the hardness after TBW decreased by 63 HV10. The TBW technique could also reduce number of microcracks in comparison with the CTS test specimens.
- When the pitch between two beads increases, the hardness, grain size and the number of cracks decreases. However, TBW is ineffective for repairing cracks that occurred while the first bead was welded.
- From a weldability point of view, the best pitch for S460ML thermo-mechanically rolled steel welded underwater is above 75%. Above this pitch the hardness is lower than the critical value 380 HV10.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, F.; Yang, X.; Cui, L.; Yin, Y. Fabricating defect-free API X65 steel welds under underwater wet conditions using Friction Taper Plug welding. Mater. Manuf. Process. 2016, 31, 2123–2129. [Google Scholar] [CrossRef]
- Chandima Ratnayake, R.M.; Brevik, V.A. Experimental investigation of underwater stud friction stir welding parameters. Mater. Manuf. Process. 2014, 29, 1219–1225. [Google Scholar] [CrossRef]
- Yang, C.W.; Jiang, S.J. Weibull statistical analysis of strength fluctuation for failure prediction and structural durability of friction stir welded Al-Cu dissimilar joints correlated to metallurgical bonded characteristics. Materials 2019, 12, 205. [Google Scholar] [CrossRef] [PubMed]
- Hu, Y.; Shi, Y.; Sun, K.; Shen, X.; Wang, Z. Microstructure and mechanical properties of underwater hyperbaric FCA-welded duplex stainless steel joints. J. Mater. Process. Technol. 2018, 261, 31–38. [Google Scholar] [CrossRef]
- Hu, Y.; Shi, Y.; Shen, X.; Wang, Z. Microstructure, pitting resistance and impact toughness of duplex stainless steel underwater dry hyperbaric flux-cored arc welds. Materials 2017, 10, 1443. [Google Scholar] [CrossRef] [PubMed]
- Rogalski, G.; Łabanowski, J.; Fydrych, D.; Tomków, J. Bead-on-plate welding on S235JR steel by underwater local dry chamber process. Pol. Marit. Res. 2014, 21, 58–64. [Google Scholar] [CrossRef]
- Shi, Y.; Sun, K.; Ciu, S.; Zeng, M.; Yi, J.; Shen, X.; Yi, Y. Microstructure evolution and mechanical properties of underwater dry and local dry cavity welded joints of 690 MPa grade high strength steel. Materials 2018, 11, 167. [Google Scholar] [CrossRef] [PubMed]
- Rogalski, G.; Fydrych, D.; Łabanowski, J. Underwater wet repair welding of API 5L X65M pipeline steel. Pol. Marit. Res. 2017, 24, 188–194. [Google Scholar] [CrossRef]
- Shi, Y.; Hu, Y.; Yi, Y.; Lin, S.; Li, Z. Porosity and microstructure of underwater wet FCAW of duplex stainless steel. Metall. Microstruct. Anal. 2017, 6, 383–389. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Pan, Z.; Yang, Y.; Geng, J. Effects of welding speed on bubble dynamics and process stability in mechanical constraint-assisted underwater wet welding steel sheets. J. Mater. Process. Technol. 2019, 264, 389–401. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Jiang, Y.; Zhang, T.; Ma, J.; Feng, J. Analysis and improvement of underwater wet welding process stability with static mechanical constraint support. J. Manuf. Process. 2018, 34, 238–250. [Google Scholar] [CrossRef]
- Guo, N.; Xu, C.; Du, Y.; Chen, H.; Fu, Y.; Feng, J.C. Influence of calcium fluoride on underwater wet welding process stability. Weld. World 2018, 63, 107–116. [Google Scholar] [CrossRef]
- Sajek, A. Application of FEM simulation method in area of the dynamics of cooling AHSS steel with a complex hybrid welding process. Weld. World 2019, in press. [Google Scholar]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding. Int. J. Hydrogen Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Tomków, J.; Łabanowski, J.; Fydrych, D.; Rogalski, G. Cold cracking of S460N steel welded in water environment. Pol. Marit. Res. 2018, 25, 131–136. [Google Scholar] [CrossRef]
- Maksimov, S. Underwater arc welding of higher strength low-alloy steels. Weld. Int. 2010, 24, 449–454. [Google Scholar] [CrossRef]
- Skowrońska, B.; Szulc, J.; Chmielewski, T.; Sałaciński, T.; Świercz, R. Properties and microstructure of hybrid Plasma+MAG welded joints of thermomechanically treated S700MC steel. In Proceedings of the 27th Anniversary International Conference on Metallurgy and Materials (METAL), Brno, Czech Republic, 23–25 May 2018. [Google Scholar]
- Layus, P.; Kah, P.; Khlusova, E.; Orlov, V. Study of the sensitivy of high-strength cold-resistant shipbuilding steels to thermal cycle of arc welding. Int. J. Mech. Mater. Eng. 2018, 13, 17695–17712. [Google Scholar] [CrossRef]
- Zhang, H.T.; Dai, X.Y.; Feng, J.C.; Hu, L.L. Preliminary investigation on real-time induction heating-assisted underwater wet welding. Weld. J. 2015, 94, 8–15. [Google Scholar]
- Łomozik, M. Effect of the welding thermal cycles on the structural changes in the heat affected zone and on its properties in joints welded in low-alloy steels. Weld. Int. 2000, 14, 845–850. [Google Scholar] [CrossRef]
- Sun, Y.L.; Obasi, G.; Hamelin, C.J.; Vasileiou, A.N.; Flint, T.F.; Francis, J.A.; Smith, M.C. Characterisation and modeling of tempering during multi-pass welding. J. Mater. Process. Technol. 2019, 270, 118–131. [Google Scholar] [CrossRef]
- Feng, J.C.; Rathod, D.W.; Roy, M.J.; Francis, J.A.; Guo, W.; Irvine, N.M.; Vasileiou, A.N.; Sun, Y.L.; Smith, M.C.; Li, L. An evaluation of multipass narrow gap laser welding as a candidate process for the manufacture of nuclear pressure vessels. Int. J. Press. Vessel. Pip. 2017, 157, 43–50. [Google Scholar] [CrossRef]
- Yu, L.; SaSa, M.; Ohnishi, K.; Kameyama, M.; Hirano, S.; Chigusa, N.; Sera, T.; Saida, K.; Mochizuki, M.; Nishimoto, K. Neural network based toughness prediction in HAZ of low alloy steel produced by temper bead welding repair technology. Sci. Technol. Weld. Join. 2013, 18, 120–130. [Google Scholar] [CrossRef]
- Gao, W.; Wang, D.; Cheng, F.; Di, X.; Deng, C.; Xu, W. Microstructural and mechanical performance of underwater wet welded S355 steel. J. Mater. Process. Technol. 2016, 238, 333–340. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Temper bead welding of S460N steel in wet welding conditions. Adv. Mater. Sci. 2018, 18, 5–14. [Google Scholar] [CrossRef]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Improvement of S355G10+N steel weldability in water environment by Temper Bead Welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Lisiecki, A. Effect of heat input during disk laser bead-on-plate welding of thermomechanically rolled steel on penetration characteristics and porosity of formation in the weld metal. Arch. Metall. Mater. 2016, 61, 93–102. [Google Scholar] [CrossRef]
- Brózda, J.; Zeman, M.; Łomozik, M. The weldability of thermoomechanically rolled S460ML steel. Weld. Int. 2000, 14, 593–605. [Google Scholar] [CrossRef]
- ISO 2560-A Classification of coated rod electrodes for arc welding of unalloyed steel and fine-grained steel; ISO: Geneva, Switzerland, 1908.
- Grigorenko, G.M.; Kostin, V.A. Criteria for evaluating the weldability of steels. Weld. Int. 2013, 27, 815–820. [Google Scholar] [CrossRef]
- Górka, J. Assessment of the weldability of T-welded joints in 10 mm thick TMCP steel using laser beam. Materials 2018, 11, 1192. [Google Scholar] [CrossRef] [PubMed]
- Yadav, U.; Pandey, C.; Saini, N.; Thakre, J.G.; Mahapatra, M.M. Study on hydrogen-assisted cracking in high-strength steels by using Granjon implant test. Metall. Microstruct. Anal. 2017, 6, 247–257. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Effect of the welding environment and storage time of electrodes on the diffusible hydrogen content in deposited metal. Rev. Metall. 2019, 55, e140. [Google Scholar]
- EN ISO 17642:2005 Destructive Tests on Welds in Metallic Materials—Cold Cracking Tests for Weldments—Arc Welding Processes; ISO: Geneva, Switzerland, 2011.
- EN ISO 9015-1:2011 Destructive Tests on Welds in Metallic Materials—Hardness Testing—Part 1: Hardness Test on Arc Welded Joints; ISO: Geneva, Switzerland, 2001.
- EN ISO 15614-1:2017 Specification and Qualification of Welding Procedures for Metallic Materials—Welding Procedure Test—Part 1: Arc and Gas Welding of Steels and Arc Welding of Nickel and Nickel Alloys; ISO: Geneva, Switzerland, 2017.
- Li, H.; Liu, D.; Ma, Q.; Guo, N.; Song, X.; Feng, J. Microstructure and mechanical properties of dissimilar welds between 16 Mn and 304 L in underwater wet welding. Sci. Technol. Weld. Join. 2018, 24, 1–7. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Cr | Mo | Ni | Cu | V | CeIIW * |
|---|---|---|---|---|---|---|---|---|---|---|---|
| S460ML in accordance with control analysis | 0.12 | 0.50 | 1.40 | 0.015 | 0.004 | 0.04 | 0.01 | 0.02 | 0.01 | 0.01 | 0.365 |
| E 38 9 R 11 electrodes deposit in accordance with manufacturer data | 0.07 | 0.44 | 0.55 | 0.01 | 0.02 | 0.04 | – | – | 0.05 | – | – |
| Material | Re (MPa) | Rm (MPa) | A5 (%) |
|---|---|---|---|
| S460ML | 515 | 598 | 25 |
| E 38 0 R 11 electrodes deposit | 503 | 538 | 26 |
| Specimen No. | I (A) | U (V) | t (s) | Vsp (mm/s) | ql (kJ/mm) | I (A) | U (V) | t (s) | Vsp (mm/s) | ql (kJ/mm) |
|---|---|---|---|---|---|---|---|---|---|---|
| First Weld | Second Weld | |||||||||
| 1 | 188 | 23.0 | 18.8 | 3.99 | 1.08 | 188 | 23.8 | 14.9 | 5.03 | 0.89 |
| 2 | 188 | 23.8 | 18.5 | 4.06 | 1.10 | 180 | 26.0 | 14.7 | 5.14 | 0.91 |
| 3 | 188 | 22.5 | 19.5 | 3.85 | 1.10 | 184 | 24.3 | 18.9 | 3.95 | 1.12 |
| 4 | 188 | 22.8 | 12.8 | 5.86 | 0.73 | 184 | 25.0 | 18.0 | 4.16 | 1.11 |
| 5 | 180 | 25.2 | 17.5 | 4.28 | 1.07 | 192 | 21.8 | 15.4 | 4.87 | 0.86 |
| 6 | 184 | 24.3 | 16.5 | 4.55 | 0.98 | 188 | 23.5 | 19.3 | 3.88 | 1.14 |
| Specimen No. | Pad Weld | I (A) | U (V) | T (s) | L (mm) | Vsp (mm/s) | ql (kJ/mm) |
|---|---|---|---|---|---|---|---|
| TBW1 | 1 | 192 | 25.5 | 17.6 | 121 | 6.88 | 0.71 |
| 2 | 204 | 29.0 | 17.0 | 125 | 7.35 | 0.80 | |
| TBW2 | 1 | 188 | 27.5 | 16.1 | 130 | 8.07 | 0.64 |
| 2 | 204 | 30.5 | 14.9 | 125 | 8.39 | 0.74 | |
| TBW3 | 1 | 188 | 27.3 | 18.9 | 136 | 7.20 | 0.71 |
| 2 | 208 | 27.5 | 16.8 | 130 | 7.74 | 0.74 | |
| TBW4 | 1 | 188 | 26.3 | 17.0 | 115 | 6.76 | 0.73 |
| 2 | 205 | 27.3 | 14.7 | 120 | 8.13 | 0.70 | |
| TBW5 | 1 | 188 | 27.3 | 17.9 | 147 | 8.21 | 0.62 |
| 2 | 205 | 28.0 | 13.3 | 92 | 6.92 | 0.84 |
| Specimen No. | Hardness HV10 | ql (kJ/mm) | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| BM | HAZ | Weld | HAZ | BM | ||||||||||
| Measurement point | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | |
| 1 | ||||||||||||||
| First weld | 230 | 221 | 390 | 376 | 380 | 276 | 299 | 258 | 405 | 405 | 380 | 221 | 224 | 1.08 |
| Second weld | – | – | – | – | – | – | – | – | – | – | – | – | – | 0.89 |
| 2 | ||||||||||||||
| First weld | 224 | 228 | 425 | 432 | 402 | 272 | 254 | 278 | 423 | 400 | 418 | 224 | 221 | 1.10 |
| Second weld | – | – | – | – | – | – | – | – | – | – | – | – | – | 0.91 |
| 3 | ||||||||||||||
| First weld | 219 | 218 | 397 | 422 | 412 | 272 | 264 | 253 | 403 | 380 | 397 | 208 | 209 | 1.10 |
| Second weld | 223 | 218 | 391 | 433 | 421 | 233 | 254 | 260 | 406 | 380 | 425 | 211 | 221 | 1.12 |
| 4 | ||||||||||||||
| First weld | 204 | 222 | 377 | 397 | 380 | 292 | 281 | 285 | 400 | 400 | 421 | 208 | 232 | 0.73 |
| Second weld | 230 | 217 | 411 | 417 | 427 | 254 | 240 | 239 | 392 | 389 | 405 | 218 | 209 | 1.11 |
| 5 | ||||||||||||||
| First weld | 215 | 215 | 419 | 439 | 424 | 278 | 261 | 288 | 428 | 416 | 399 | 217 | 227 | 1.07 |
| Second weld | – | – | – | – | – | – | – | – | – | – | – | – | – | 0.86 |
| 6 | ||||||||||||||
| First weld | 226 | 217 | 411 | 417 | 417 | 254 | 240 | 239 | 392 | 389 | 405 | 218 | 209 | 0.98 |
| Second weld | – | – | – | – | – | – | – | – | – | – | – | – | – | 1.14 |
| Steel | CeIIW (%) | HV10max in HAZO | Hardness decrease in HAZO after TBW (pitch) | Fulfillment the criterion of EN-ISO 15614-1:2017 [36] (Lower than 380 HV10) |
|---|---|---|---|---|
| S355G10 + N | 0.385 | 429 | 67 (100%) | yes |
| S460ML | 0.365 | 436 | 63 (100%) | yes |
| S460N | 0.464 | 464 | 54 (87%) | no |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Advantages of the Application of the Temper Bead Welding Technique During Wet Welding. Materials 2019, 12, 915. https://doi.org/10.3390/ma12060915
Tomków J, Rogalski G, Fydrych D, Łabanowski J. Advantages of the Application of the Temper Bead Welding Technique During Wet Welding. Materials. 2019; 12(6):915. https://doi.org/10.3390/ma12060915
Chicago/Turabian StyleTomków, Jacek, Grzegorz Rogalski, Dariusz Fydrych, and Jerzy Łabanowski. 2019. "Advantages of the Application of the Temper Bead Welding Technique During Wet Welding" Materials 12, no. 6: 915. https://doi.org/10.3390/ma12060915
APA StyleTomków, J., Rogalski, G., Fydrych, D., & Łabanowski, J. (2019). Advantages of the Application of the Temper Bead Welding Technique During Wet Welding. Materials, 12(6), 915. https://doi.org/10.3390/ma12060915