The Role of Bainite in Wear and Friction Behavior of Austempered Ductile Iron

Abstract
1. Introduction
2. Experimental
2.1. Materials
2.2. Friction and Wear Test
2.3. Characterization
3. Results and Discussion
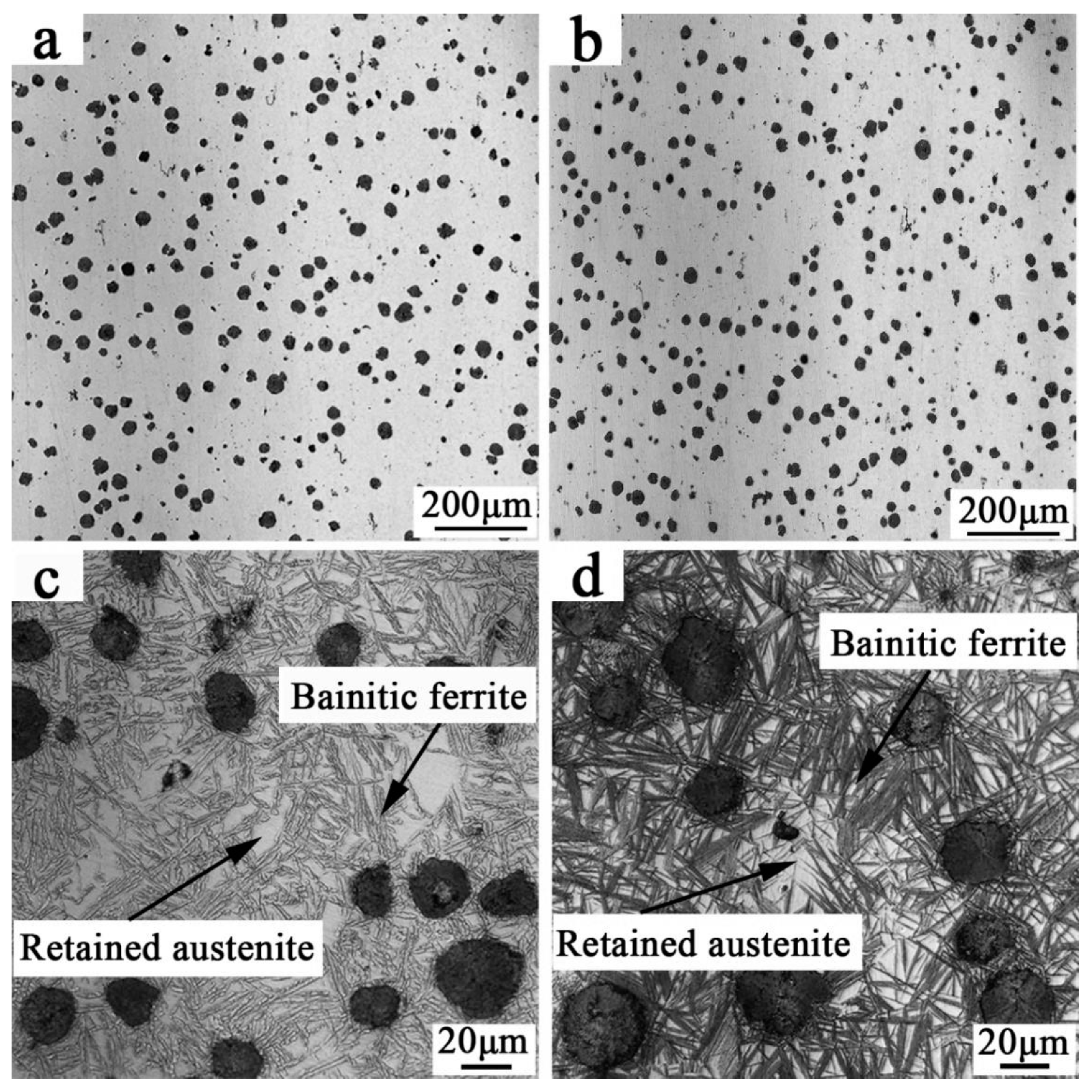
3.1. The Microstructure and Wear Rate of ADIs
3.2. The Microstructure of ADI after Wearing Tests
3.3. Wear Behaviour of ADI
3.4. Wear Forms at Different Wear Loads
4. Conclusions
- When the austempering temperature increases from 280 °C to 380 °C, the microstructure of ADI changes from a needle-like (acicular) to a more plate-like (feathery), gradually.
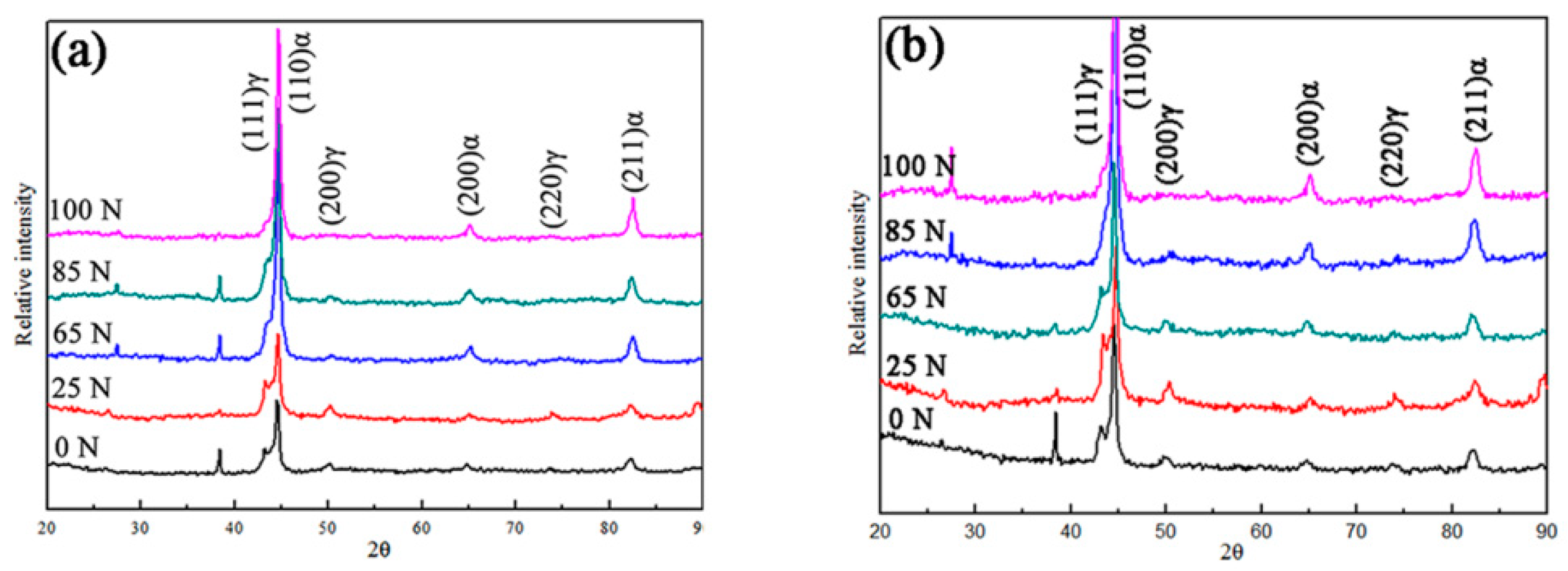
- The volume fraction of retained austenite increases with the increase of austempering temperature. Meanwhile, after wear testing, more volume fraction of retained austenite in ADI1 was observed which occurred because of the stress-assisted phase transformation of retained austenite into martensite phenomenon.
- The dislocation density of ADI2 is larger than that of ADI1 when the wear loading is 25 N and 65 N. However, as the wear loading increased to 100 N, the dislocation density in the worn subsurface of ADI1 exceeds that of ADI2.
- The occurrence of more martensite and the increase of dislocation density in the worn subsurface of ADI1 led to an obvious increase of its Vickers microhardness, which improved the wear resistance of itself.
- The Vickers microhardness of ADI1 and ADI2 in the subsurface region increases with the increase of wear loading. According to the results of wear rate and coefficient of friction, the wear resistance of ADI2 is superior to that of ADI1 when the wear loading is less than 65 N. However, as the wear loading increased to 100N, the wear resistance of ADI1 exceeds that of ADI2.
- According to the SEM micrographs of the worn surface and EDS of worn debris, the wear mechanism of ADIs is mainly abrasive wear when the wear loading is 25 N but fatigue delamination fracture when the wear loading is 100 N.
Author Contributions
Funding
Conflicts of Interest
References
- Hsu, C.-H.; Lin, K.-T. A study on microstructure and toughness of copper alloyed and austempered ductile irons. Mater. Sci. Eng. A 2011, 528, 5706–5712. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, N.; Zhang, M.; Lu, L.; Zeng, D.; Song, Q. Microstructure and mechanical properties of austempered ductile iron with different strength grades. Mater. Lett. 2014, 119, 47–50. [Google Scholar] [CrossRef]
- Tayanç, M.; Aztekin, K.; Bayram, A. The effect of matrix structure on the fatigue behavior of austempered ductile iron. Mater. Des. 2007, 28, 797–803. [Google Scholar] [CrossRef]
- Konca, E.; Tur, K.; Koç, E. Effects of Alloying Elements (Mo, Ni, and Cu) on the Austemperability of GGG-60 Ductile Cast Iron. Metals 2017, 7, 320. [Google Scholar] [CrossRef]
- Martins, R.; Seabra, J.; Magalhães, L. Austempered ductile iron (ADI) gears: Power loss, pitting and micropitting. Wear 2008, 264, 838–849. [Google Scholar] [CrossRef]
- Magalhães, L.; Martins, R.; Seabra, J. Low-loss austempered ductile iron gears: Experimental evaluation comparing materials and lubricants. Tribol. Int. 2012, 46, 97–105. [Google Scholar] [CrossRef]
- Lefevre, J.; Hayrynen, K.L. Austempered Materials for Powertrain Applications. J. Mater. Eng. Perform. 2013, 22, 1914–1922. [Google Scholar] [CrossRef]
- Sellamuthu, P.; Samuel, G.D.; Dinakaran, D.; Premkumar, P.V.; Li, Z.; Seetharaman, S. Austempered Ductile Iron (ADI): Influence of Austempering Temperature on Microstructure, Mechanical and Wear Properties and Energy Consumption. Metals 2018, 8, 53. [Google Scholar] [CrossRef]
- Sahin, Y.; Erdogan, M.; Kilicli, V. Wear behavior of austempered ductile irons with dual matrix structures. Mater. Sci. Eng. A 2007, 444, 31–38. [Google Scholar] [CrossRef]
- Šolić, S.; Godec, M.; Schauperl, Z.; Donik, Č. Improvement in Abrasion Wear Resistance and Microstructural Changes with Deep Cryogenic Treatment of Austempered Ductile Cast Iron (ADI). Metall. Mater. Trans. A 2016, 47, 5058–5070. [Google Scholar] [CrossRef]
- Yang, J.; Putatunda, S.K. Effect of microstructure on abrasion wear behavior of austempered ductile cast iron (ADI) processed by a novel two-step austempering process. Mater. Sci. Eng. A 2005, 406, 217–228. [Google Scholar] [CrossRef]
- Li, J.; Lu, Y.; Zhang, H.; Xin, L. Effect of grain size and hardness on fretting wear behavior of Inconel 600 alloys. Tribol. Int. 2015, 81, 215–222. [Google Scholar] [CrossRef]
- Chang, S.; Pyun, Y.-S.; Amanov, A. Wear Enhancement of Wheel-Rail Interaction by Ultrasonic Nanocrystalline Surface Modification Technique. Materials 2017, 10, 188. [Google Scholar] [CrossRef] [PubMed]
- Yao, B.; Han, Z.; Lu, K. Correlation between wear resistance and subsurface recrystallization structure in copper. Wear 2012, 294–295, 438–445. [Google Scholar] [CrossRef]
- Li, J.; Yang, B.B.; Lu, Y.H.; Xin, L.; Wang, Z.H.; Shoji, T. The effects of electrochemical polarization condition and applied potential on tribocorrosion behaviors of Inconel 690 alloys in water environment. Mater. Des. 2017, 119, 93–103. [Google Scholar] [CrossRef]
- Kang, J.; Wang, M.; Yue, W.; Fu, Z.; Zhu, L.; She, D.; Wang, C. Tribological Behavior of Titanium Alloy Treated by Nitriding and Surface Texturing Composite Technology. Materials 2019, 12, 301. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Lu, Y.H.; Tu, X.H.; Li, W. The effects of subsurface microstructure evolution on fretting wear resistance of nickel-based alloy. Wear 2018, 416–417, 81–88. [Google Scholar] [CrossRef]
- Amanov, A.; Umarov, R.; Amanov, T. Increase in Strength and Fretting Resistance of Alloy 718 Using the Surface Modification Process. Materials 2018, 11, 1366. [Google Scholar] [CrossRef] [PubMed]
- Olofsson, J.; Larsson, D.; Svensson, I.L. Effect of Austempering on Plastic Behavior of Some Austempered Ductile Iron Alloys. Metall. Mater. Trans. A 2011, 42, 3999–4007. [Google Scholar] [CrossRef]
- Wang, C.Y.; Shi, J.; Cao, W.Q.; Dong, H. Characterization of microstructure obtained by quenching and partitioning process in low alloy martensitic steel. Mater. Sci. Eng. A 2010, 527, 3442–3449. [Google Scholar] [CrossRef]
- Zhou, M.; Xu, G.; Wang, L.; He, B. Effects of Austenitization Temperature and Compressive Stress During Bainitic Transformation on the Stability of Retained Austenite. Trans. Indian Inst. Met. 2017, 70, 1447–1453. [Google Scholar] [CrossRef]
- Liu, Q.-L.; Qian, D.-S.; Wei, W.-T. Microstructural evolution of GCr15 steel during austenitizing and quenching considering C and Cr content. J. Cent. South Univ. 2016, 23, 2492–2499. [Google Scholar] [CrossRef]
- Williamson, G.K.; Smallman, R.E. III. Dislocation densities in some annealed and cold-worked metals from measurements on the X-ray debye-scherrer spectrum. Philos. Mag. A J. Theor. Exp. Appl. Phys. 1956, 1, 34–46. [Google Scholar] [CrossRef]
- Zhang, M.X.; Kelly, P.M. The morphology and formation mechanism of pearlite in steels. Mater. Charact. 2009, 60, 545–554. [Google Scholar] [CrossRef]
- Takebayashi, S.; Kunieda, T.; Yoshinaga, N.; Ushioda, K.; Ogata, S. Comparison of the Dislocation Density in Martensitic Steels Evaluated by Some X-ray Diffraction Methods. ISIJ Int. 2010, 50, 875–882. [Google Scholar] [CrossRef]
- Kril, C.E.; Birringer, R. Estimating grain-size distributions in nanocrystalline materials from X-ray diffraction profile analysis. Philos. Mag. A 1998, 77, 621–640. [Google Scholar] [CrossRef]
- Brooks, J.W.; Loretto, M.H.; Smallman, R.E. Direct observations of martensite nuclei in stainless steel. Acta Metall. 1979, 27, 1839–1847. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, N.; Zhang, M.; Zeng, D.; Song, Q.; Lu, L. Rolling–sliding wear of austempered ductile iron with different strength grades. Wear 2014, 318, 62–67. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | C | Si | Mn | Mo | Ni | P | S | Re |
|---|---|---|---|---|---|---|---|---|
| Compositions (%) | 3.61 | 2.49 | 0.25 | 0.30 | 1.70 | ≤0.05 | ≤0.015 | ≤0.02 |
| Samples | Before Wear Test | After Wear Test (25 N) | After Wear Test (100 N) | |||
|---|---|---|---|---|---|---|
| ADI1 | ADI2 | ADI1 | ADI2 | ADI1 | ADI2 | |
| Volume fraction of retained austenite [%] | 26.2 ± 1.0 | 13.5 ± 1.0 | 25.5 ± 1.0 | 9.5 ± 1.0 | 18.4 ± 1.0 | 8.3 ± 1.0 |
| Carbon content in austenite Xr [%] | 1.51 ± 0.05 | 1.82 ± 0.05 | 1.53 ± 0.05 | 1.87 ± 0.05 | 1.55 ± 0.05 | 1.86 ± 0.05 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wen, F.; Zhao, J.; Zheng, D.; He, K.; Ye, W.; Qu, S.; Shangguan, J. The Role of Bainite in Wear and Friction Behavior of Austempered Ductile Iron. Materials 2019, 12, 767. https://doi.org/10.3390/ma12050767
Wen F, Zhao J, Zheng D, He K, Ye W, Qu S, Shangguan J. The Role of Bainite in Wear and Friction Behavior of Austempered Ductile Iron. Materials. 2019; 12(5):767. https://doi.org/10.3390/ma12050767
Chicago/Turabian StyleWen, Fulin, Jianhua Zhao, Dengzhi Zheng, Ke He, Wei Ye, Shen Qu, and Jingjing Shangguan. 2019. "The Role of Bainite in Wear and Friction Behavior of Austempered Ductile Iron" Materials 12, no. 5: 767. https://doi.org/10.3390/ma12050767
APA StyleWen, F., Zhao, J., Zheng, D., He, K., Ye, W., Qu, S., & Shangguan, J. (2019). The Role of Bainite in Wear and Friction Behavior of Austempered Ductile Iron. Materials, 12(5), 767. https://doi.org/10.3390/ma12050767